Правящий инструмент
Номер патента: U 4105
Опубликовано: 30.12.2007
Авторы: Лебедев Владимир Яковлевич, Кузей Анатолий Михайлович, Францкевич Алла Владимировна

Текст
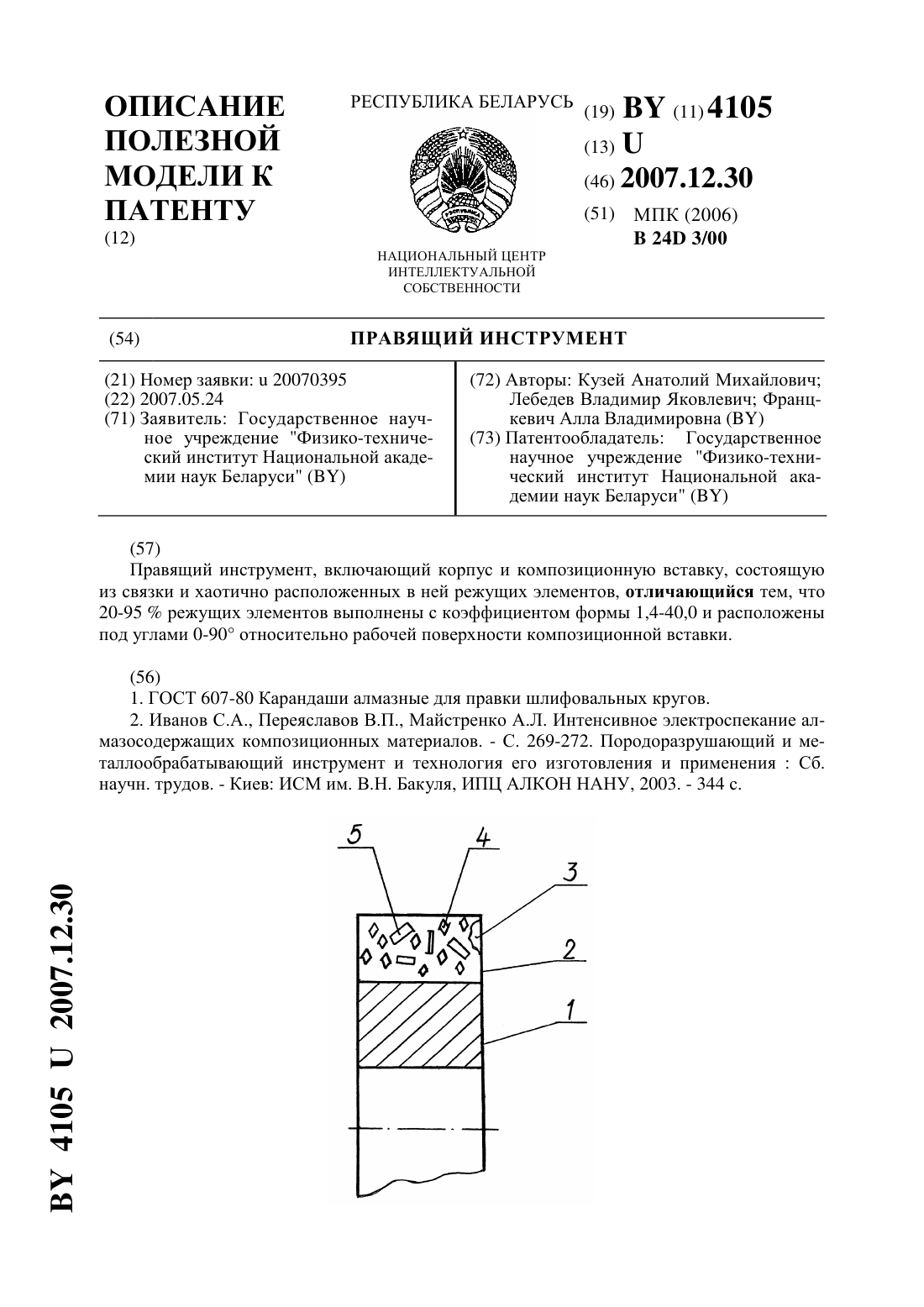
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Кузей Анатолий Михайлович Лебедев Владимир Яковлевич Францкевич Алла Владимировна(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Правящий инструмент, включающий корпус и композиционную вставку, состоящую из связки и хаотично расположенных в ней режущих элементов, отличающийся тем, что 20-95 режущих элементов выполнены с коэффициентом формы 1,4-40,0 и расположены под углами 0-90 относительно рабочей поверхности композиционной вставки.(56) 1. ГОСТ 607-80 Карандаши алмазные для правки шлифовальных кругов. 2. Иванов С.А., Переяславов В.П., Майстренко А.Л. Интенсивное электроспекание алмазосодержащих композиционных материалов. - С. 269-272. Породоразрушающий и металлообрабатывающий инструмент и технология его изготовления и примененияСб. научн. трудов. - Киев ИСМ им. В.Н. Бакуля, ИПЦ АЛКОН НАНУ, 2003. - 344 с. 41052007.12.30 Полезная модель относится к области алмазного инструмента, а именно к алмазоабразивному, применяемому для обработки, в том числе правки, шлифовальных кругов из корунда, карбида кремния, карбида бора. Известен правящий инструмент, представляющий собой алмазный карандаш, включающий корпус и композиционную вставку, состоящую из связки и хаотично расположенных в ней гранул сверхтвердого материала АРС-4 1. Недостатком известного инструмента является низкая производительность обработки и качество правки. Наиболее близким к заявляемому техническому решению является алмазный карандаш, включающий корпус и композиционную вставку, состоящую из связки и хаотично расположенных в ней алмазных зерен фракции 1000/800 мкм, объемное содержание которых составляет 252. Недостатком известного инструмента является высокий расход алмаза. Задачей полезной модели является снижение удельного расхода алмаза. Задача решается тем, что в правящем инструменте, включающем корпус и композиционную вставку, состоящую из связки и хаотично расположенных в ней режущих элементов, 20-95 режущих элементов выполнены с коэффициентом формы 1,4-40,0 и расположены под углом 0-90 относительно рабочей поверхности композиционной вставки. Использование режущих элементов с коэффициентом формы 1,4-40,0 (коэффициент формы - отношение максимального размера режущего элемента к его минимальному размеру) позволяет повысить прочность закрепления остальных режущих элементов в связке. Такая конструкция инструмента обеспечивает снижение воздействия ударных нагрузок на связку и остальные режущие элементы. Это позволяет снизить износ связки, предотвратить выкрашивание режущих элементов из связки, увеличить срок эксплуатации инструмента, в результате чего снижается удельный расход алмаза (кубического нитрида бора). Полезная модель поясняется чертежом. На фигуре представлен правящий инструмент. Правящий инструмент включает корпус 1, композиционную вставку 2, состоящую из связки 3, режущих элементов 4, расположенных в связке хаотично, и режущих элементов 5 с коэффициентом формы 1,4-40,0. В процессе шлифования (правки) абразивного круга, режущий элемент 5 воспринимает ударные нагрузки, передающиеся с корпуса 1 на композиционную вставку 2, и предохраняет режущие элементы 4 от разрушения и выкрашивания из связки 3. В результате режущие элементы 4 полностью изнашиваются, участвуя в процессе резания и снижая удельный расход алмаза. В качестве режущих элементов применяются алмазные зерна, гранулы сверхтвердых композиционных материалов на основе алмаза и кубического нитрида бора. Пример 1. Правящим инструментом (карандаш алмазный) с диаметром композиционной вставки 12 мм, содержащей 1,6 карата алмазного порошка АС 200 фракции 500/400 и 0,4 карата гранул (4 шт. по 0,1 карата) из сверхтвердого материала АРС-4 с коэффициентом формы 1,6, расположенных параллельно (под углом 0) к рабочей поверхности, правили абразивный круг 24 А 25 СТ 1 К диаметром 600 мм. Удельный расход алмаза составил 41 см 3/мг. Удельный расход алмаза при правке известным инструментом составил 36 см 3/мг. Пример 2. Правящим инструментом (карандаш алмазный) с диаметром композиционной вставки 14 мм, содержащей 1,0 карата алмазного порошка А 8 К 100 фракции 630/500 и 1,0 карата гранул (5 шт. по 0,2 карата) из поликристаллического материала АСПК с коэффициентом формы 10, расположенных под углом 45 к рабочей поверхности, правили абразивный 41052007.12.30 круг диаметром 600 мм. Удельный расход алмаза составил 43 см 3/мг. Удельный расход алмаза при правке известным инструментом составил 38 см 3/мг. Пример 3. Правящим инструментом (карандаш алмазный) с диаметром композиционной вставки 10 мм, содержащей 0,1 карата алмазного порошка АС-32 фракции 80/63 и 1,9 карата гранул поликристаллического материала АСПК с коэффициентом формы 40, расположенных под углом 90 к рабочей поверхности, правили абразивный круг диаметром 600 мм. Удельный расход алмаза составил 37 см 3/мг. Удельный расход алмаза при правке известным инструментом составил 35 см 3/мг. Использование полезной модели позволяет снизить удельный расход алмаза. Область использования изобретения - машиностроение. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B24D 3/00
Метки: правящий, инструмент
Код ссылки
<a href="https://by.patents.su/3-u4105-pravyashhijj-instrument.html" rel="bookmark" title="База патентов Беларуси">Правящий инструмент</a>
Правящий алмазный инструмент
Номер патента: U 2559
Опубликовано: 30.04.2006
Авторы: Клименкова Наталья Николаевна, Францкевич Алла Владимировна, Ишимов Сергей Дмитриевич, Кузей Анатолий Михайлович
МПК: B24D 3/00
Метки: инструмент, правящий, алмазный
Текст:
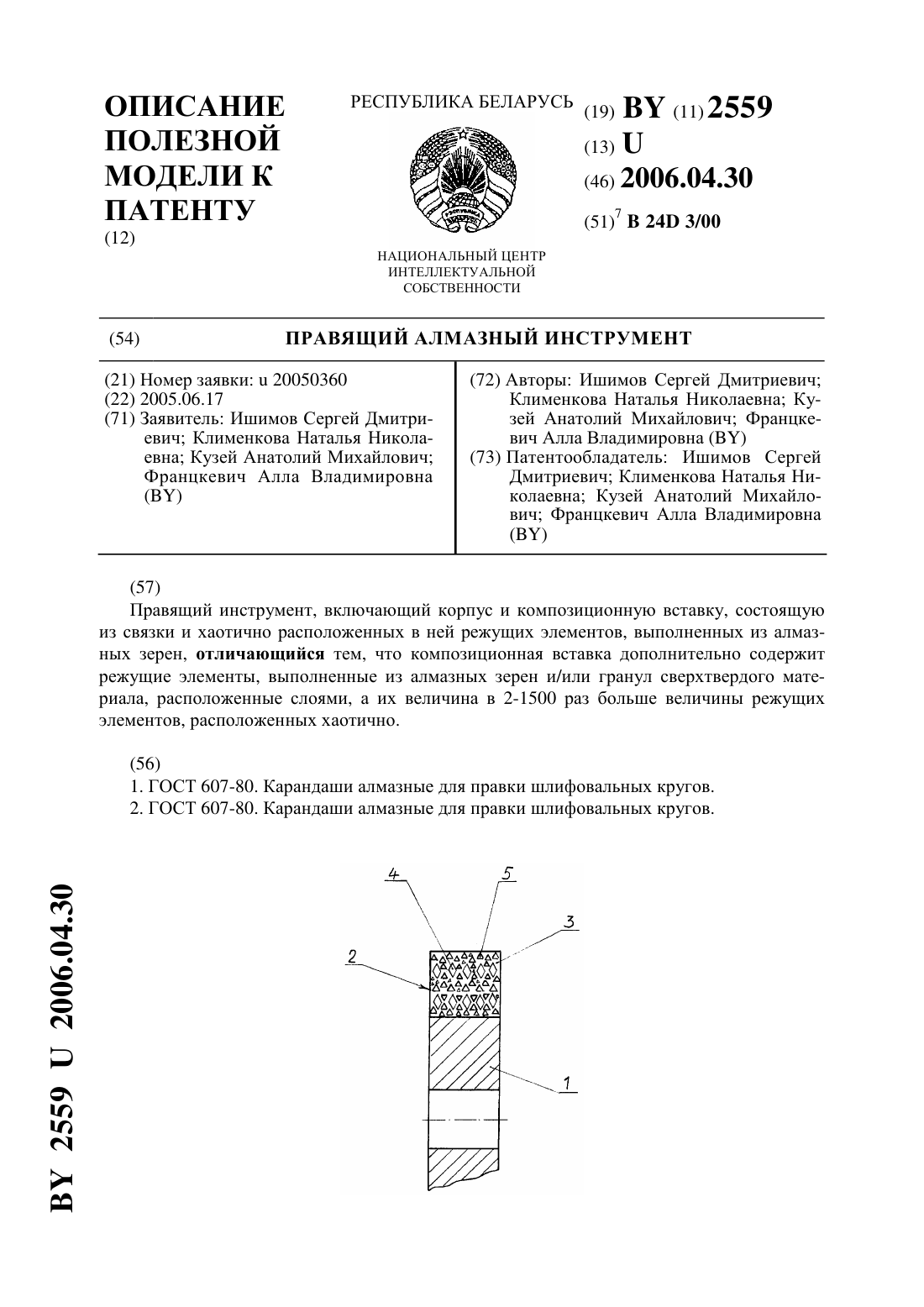
...чертежом. На фигуре представлен алмазный правящий инструмент. Алмазный правящий инструмент содержит корпус 1, на котором размещена композиционная вставка 2, состоящая из связки 3, режущих элементов 4, расположенных хаотично, и режущих элементов 5, расположенных послойно. В процессе шлифования (правки) ударные нагрузки, передающиеся с корпуса 1 и обрабатываемой детали, воспринимаются композиционной вставкой 2. Режущие элементы...
Правящий инструмент
Номер патента: U 2557
Опубликовано: 30.04.2006
Авторы: Ишимов Сергей Дмитриевич, Кузей Анатолий Михайлович, Францкевич Алла Владимировна, Клименкова Наталья Николаевна
МПК: B24D 3/34
Метки: инструмент, правящий
Текст:
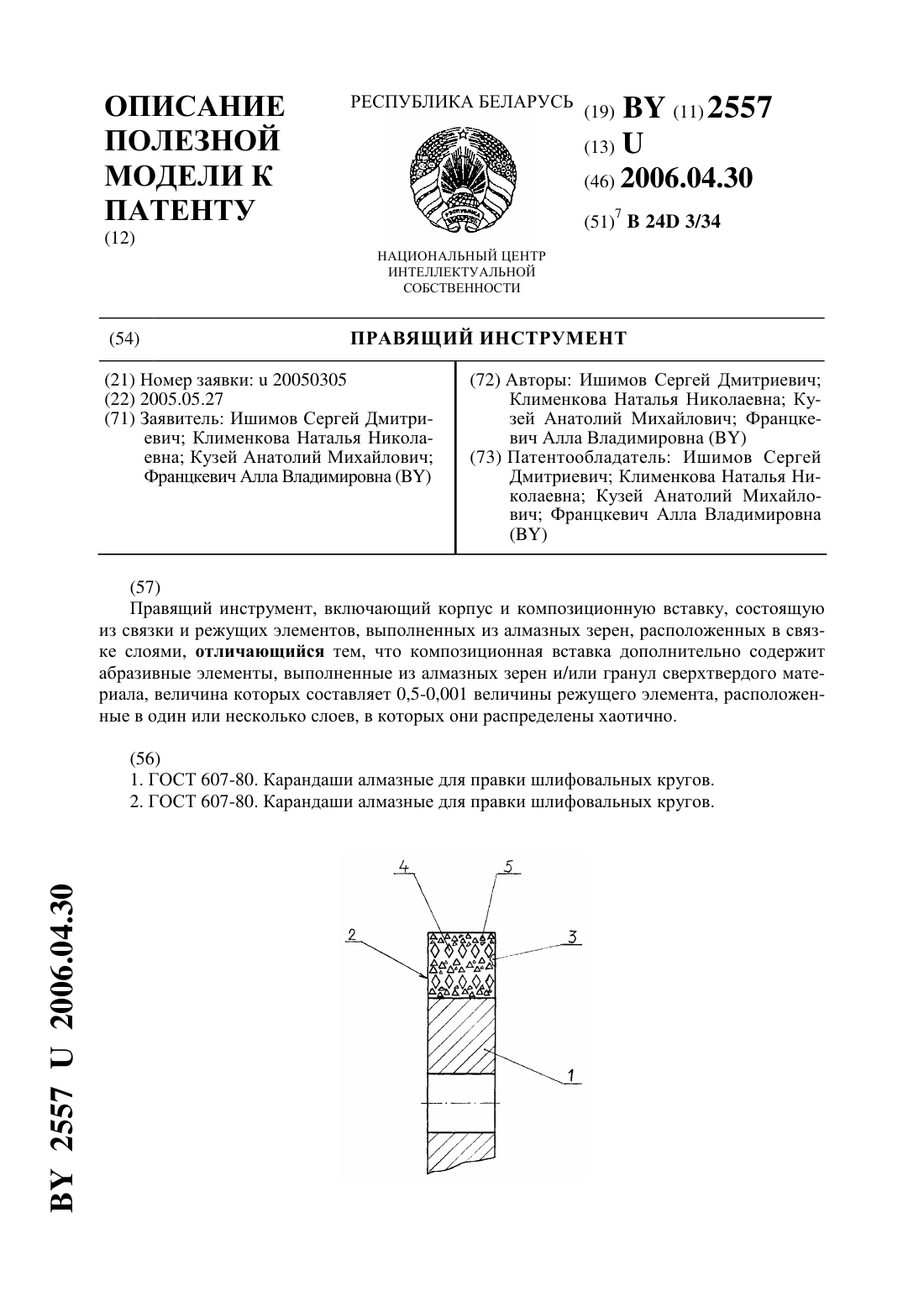
...кубического нитрида бора. Полезная модель поясняется чертежом. На фигуре представлена схема правящего инструмента. Правящий инструмент содержит корпус 1, в котором размещена композиционная вставка 2, состоящая из связки 3, в которой закреплены режущие элементы 4 и абразивные элементы 5. В процессе обработки, например при шлифовании корунда, закрепленная в корпусе 1 композиционная вставка 2 воспринимает нагрузки и передает их на связку 3...
Правящий инструмент
Номер патента: U 2982
Опубликовано: 30.08.2006
Авторы: Францкевич Алла Владимировна, Кузей Анатолий Михайлович, Ишимов Сергей Дмитриевич, Клименкова Наталья Николаевна
Метки: правящий, инструмент
Текст:
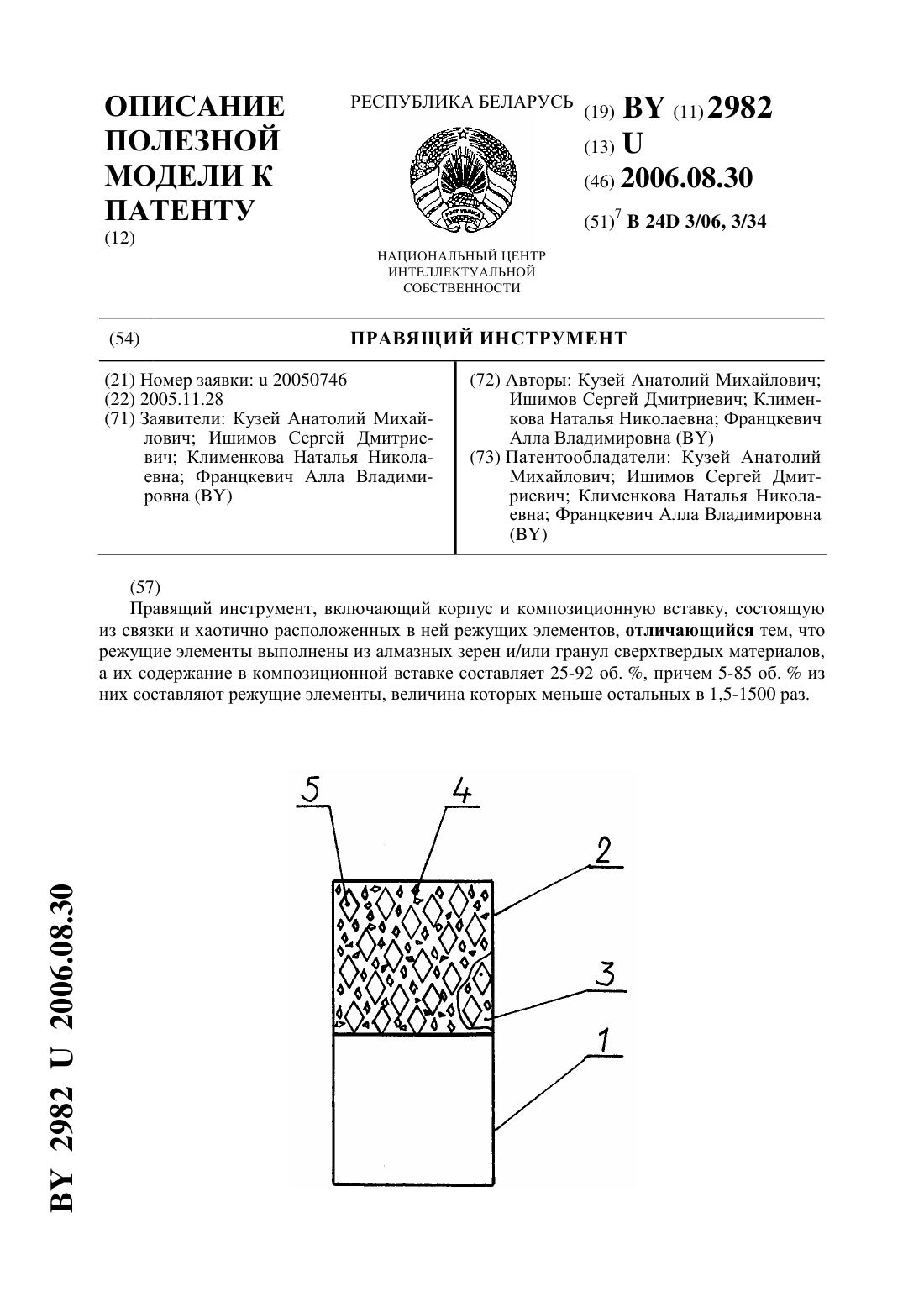
...режущих элементов меньшими, которые, кроме того, участвуют в процессе резания, повышая производительность обработки. Полезная модель поясняется чертежом. На фигуре представлен правящий инструмент. Правящий инструмент включает корпус 1 и композиционную вставку 2, состоящую из связки 3 и режущих элементов 4 и 5, причем величина режущих элементов 4 меньше величины режущих элементов 5. В процессе шлифования (правки) режущие элементы 5...
Правящий инструмент
Номер патента: U 2851
Опубликовано: 30.06.2006
Авторы: Лебедев Владимир Яковлевич, Кузей Анатолий Михайлович, Францкевич Алла Владимировна
Метки: инструмент, правящий
Текст:
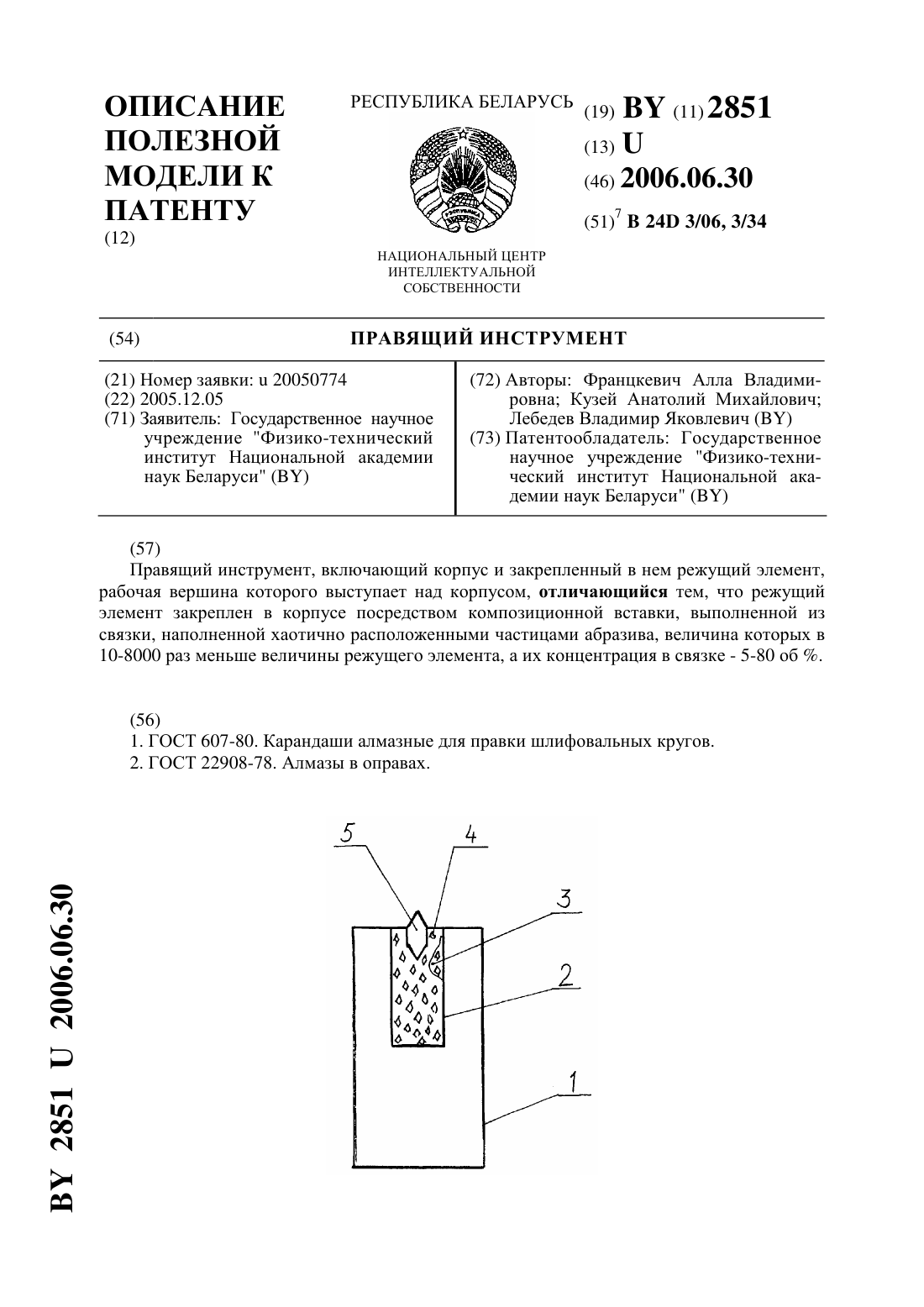
...Полезная модель поясняется чертежом. На фигуре представлен правящий инструмент. Правящий инструмент включает корпус 1, композиционную вставку 2, выполненную из связки 3, наполненную хаотично расположенными частицами абразива 4. Во вставке 2 закреплен режущий элемент 5. В процессе шлифования (правки) абразивного круга режущий элемент 5 вершиной внедряется в обрабатываемый материал. Ударные нагрузки, передающиеся через режущий элемент 5,...
Алмазный карандаш
Номер патента: U 2981
Опубликовано: 30.08.2006
Авторы: Ишимов Сергей Дмитриевич, Францкевич Алла Владимировна, Клименкова Наталья Николаевна, Кузей Анатолий Михайлович
Текст:
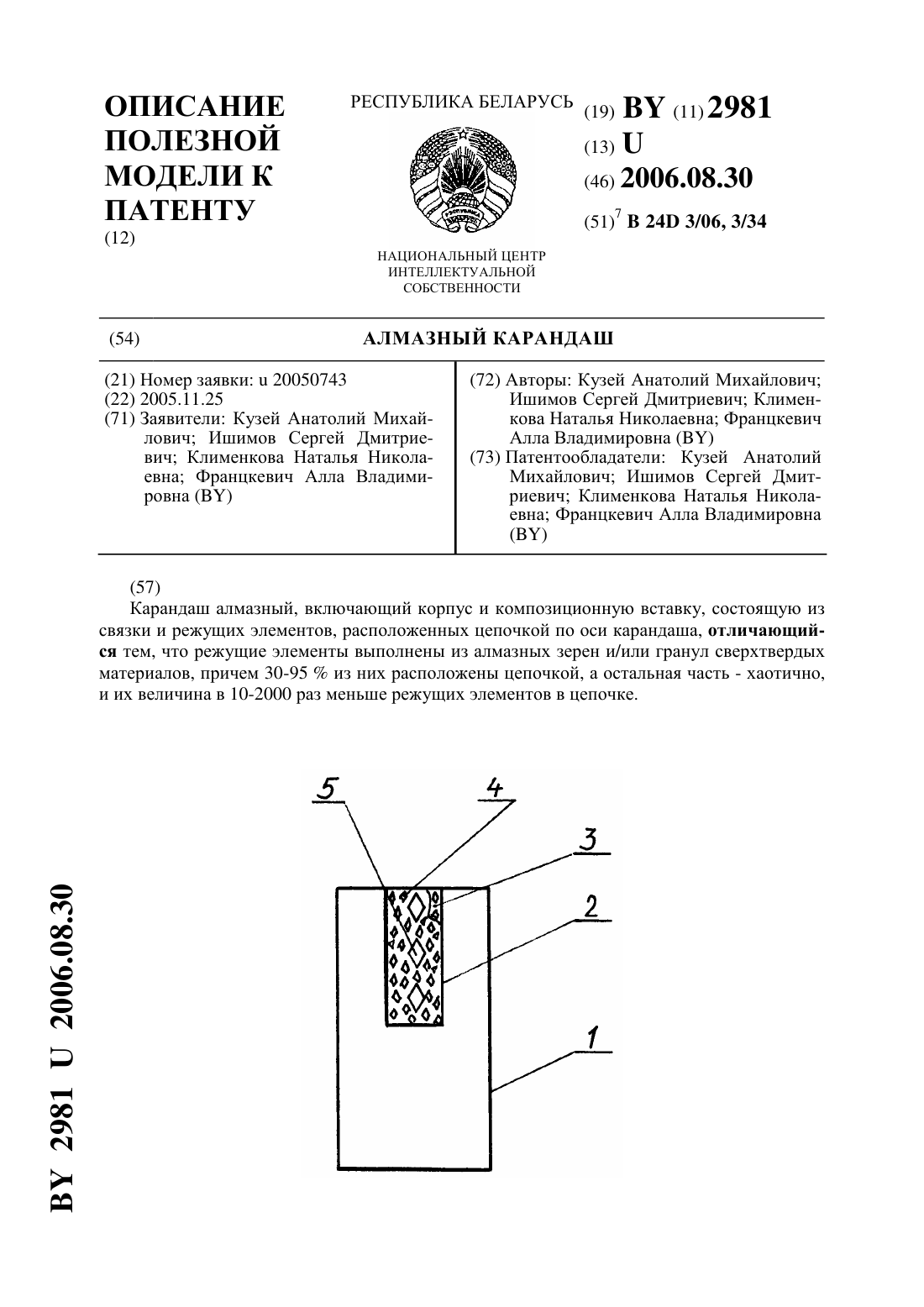
...хаотично, и их величина в 10-2000 раз меньше режущих элементов в цепочке. Полезная модель поясняется чертежом. Такая конструкция инструмента обеспечивает прочное закрепление режущих элементов, расположенных цепочкой, режущими элементами, расположенными хаотично. Меньшая величина (где величина - наибольший размер) режущих элементов, расположенных хаотично, повышает износостойкость связки и повышает длительность эксплуатации инструмента...
Предыдущий патент: Плуг
Следующий патент: Устройство для чистовой обработки внутренних поверхностей профильных деталей
Случайный патент: Устройство для спасения людей из ледяной полыньи