Кристаллизатор для непрерывной разливки металлов и сплавов
Номер патента: U 2951
Опубликовано: 30.08.2006
Авторы: Саченко Юрий Викторович, Марукович Евгений Игнатьевич, Чудаков Сергей Романович
Текст
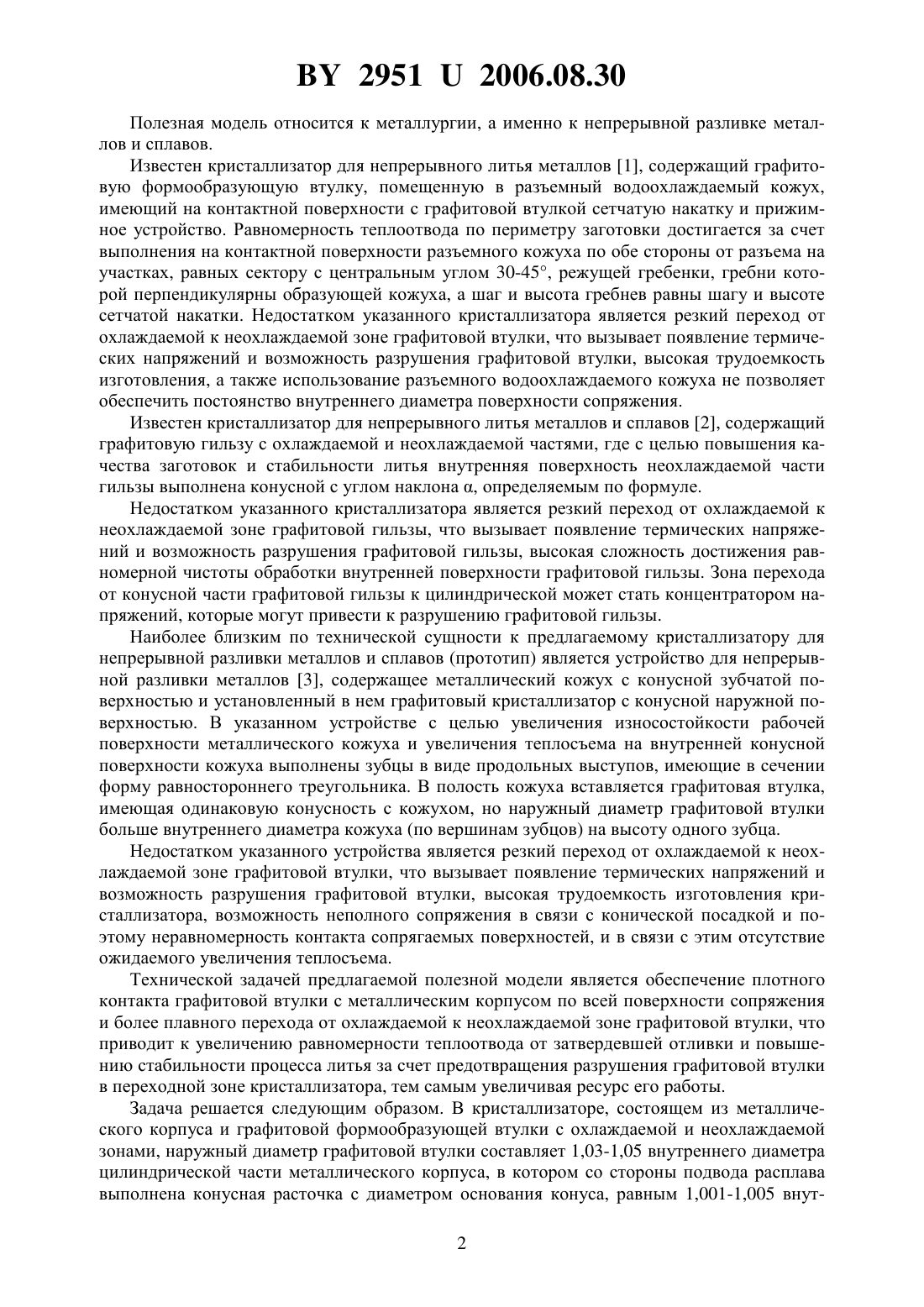
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И СПЛАВОВ(71) Заявитель Государственное научное учреждение Институт технологии металлов Национальной Академии наук Беларуси(72) Авторы Марукович Евгений Игнатьевич Чудаков Сергей Романович Саченко Юрий Викторович(73) Патентообладатель Государственное научное учреждение Институт технологии металлов Национальной Академии наук Беларуси(57) Кристаллизатор для непрерывной разливки металлов и сплавов, состоящий из металлического корпуса и графитовой формообразующей втулки с охлаждаемой и неохлаждаемой зонами, отличающийся тем, что наружный диаметр графитовой втулки составляет 1,03-1,05 внутреннего диаметра цилиндрической части металлического корпуса, в котором со стороны подвода расплава выполнена конусная расточка с диаметром основания конуса, равным 1,001-1,005 внутреннего диаметра цилиндрической части металлического корпуса, и протяженностью конуса, равной 0,05-0,2 длины металлического корпуса. 29512006.08.30 Полезная модель относится к металлургии, а именно к непрерывной разливке металлов и сплавов. Известен кристаллизатор для непрерывного литья металлов 1, содержащий графитовую формообразующую втулку, помещенную в разъемный водоохлаждаемый кожух,имеющий на контактной поверхности с графитовой втулкой сетчатую накатку и прижимное устройство. Равномерность теплоотвода по периметру заготовки достигается за счет выполнения на контактной поверхности разъемного кожуха по обе стороны от разъема на участках, равных сектору с центральным углом 30-45, режущей гребенки, гребни которой перпендикулярны образующей кожуха, а шаг и высота гребнев равны шагу и высоте сетчатой накатки. Недостатком указанного кристаллизатора является резкий переход от охлаждаемой к неохлаждаемой зоне графитовой втулки, что вызывает появление термических напряжений и возможность разрушения графитовой втулки, высокая трудоемкость изготовления, а также использование разъемного водоохлаждаемого кожуха не позволяет обеспечить постоянство внутреннего диаметра поверхности сопряжения. Известен кристаллизатор для непрерывного литья металлов и сплавов 2, содержащий графитовую гильзу с охлаждаемой и неохлаждаемой частями, где с целью повышения качества заготовок и стабильности литья внутренняя поверхность неохлаждаемой части гильзы выполнена конусной с углом наклона , определяемым по формуле. Недостатком указанного кристаллизатора является резкий переход от охлаждаемой к неохлаждаемой зоне графитовой гильзы, что вызывает появление термических напряжений и возможность разрушения графитовой гильзы, высокая сложность достижения равномерной чистоты обработки внутренней поверхности графитовой гильзы. Зона перехода от конусной части графитовой гильзы к цилиндрической может стать концентратором напряжений, которые могут привести к разрушению графитовой гильзы. Наиболее близким по технической сущности к предлагаемому кристаллизатору для непрерывной разливки металлов и сплавов (прототип) является устройство для непрерывной разливки металлов 3, содержащее металлический кожух с конусной зубчатой поверхностью и установленный в нем графитовый кристаллизатор с конусной наружной поверхностью. В указанном устройстве с целью увеличения износостойкости рабочей поверхности металлического кожуха и увеличения теплосъема на внутренней конусной поверхности кожуха выполнены зубцы в виде продольных выступов, имеющие в сечении форму равностороннего треугольника. В полость кожуха вставляется графитовая втулка,имеющая одинаковую конусность с кожухом, но наружный диаметр графитовой втулки больше внутреннего диаметра кожуха (по вершинам зубцов) на высоту одного зубца. Недостатком указанного устройства является резкий переход от охлаждаемой к неохлаждаемой зоне графитовой втулки, что вызывает появление термических напряжений и возможность разрушения графитовой втулки, высокая трудоемкость изготовления кристаллизатора, возможность неполного сопряжения в связи с конической посадкой и поэтому неравномерность контакта сопрягаемых поверхностей, и в связи с этим отсутствие ожидаемого увеличения теплосъема. Технической задачей предлагаемой полезной модели является обеспечение плотного контакта графитовой втулки с металлическим корпусом по всей поверхности сопряжения и более плавного перехода от охлаждаемой к неохлаждаемой зоне графитовой втулки, что приводит к увеличению равномерности теплоотвода от затвердевшей отливки и повышению стабильности процесса литья за счет предотвращения разрушения графитовой втулки в переходной зоне кристаллизатора, тем самым увеличивая ресурс его работы. Задача решается следующим образом. В кристаллизаторе, состоящем из металлического корпуса и графитовой формообразующей втулки с охлаждаемой и неохлаждаемой зонами, наружный диаметр графитовой втулки составляет 1,03-1,05 внутреннего диаметра цилиндрической части металлического корпуса, в котором со стороны подвода расплава выполнена конусная расточка с диаметром основания конуса, равным 1,001-1,005 внут 2 29512006.08.30 реннего диаметра цилиндрической части металлического корпуса и протяженностью конуса, равной 0,05-0,2 длины металлического корпуса. Размеры графитовой втулки и конусной расточки определены экспериментально. При данных размерах графитовой втулки обеспечивается ее плотный контакт с металлическим корпусом по всей поверхности сопряжения, чем увеличивается равномерность теплоотвода от затвердевающей отливки, а конусная расточка металлического корпуса со стороны подвода расплава способствует плавному переходу от охлаждаемой к неохлаждаемой зоне графитовой втулки, предотвращая ее разрушение. На чертеже представлена схема кристаллизатора, где 1 - металлический корпус 2 - охлаждающая жидкость 3 - графитовая формообразующая втулка 4 - конусная расточка. Кристаллизатор работает следующим образом. Кристаллизатор, состоящий из металлического корпуса 1 и графитовой втулки 3, присоединяется к металлоприемнику со стороны неохлаждаемой части графитовой втулки. Металлический расплав из приемника поступает в кристаллизатор через неохлаждаемую зону графитовой втулки. После затвердевания металлического расплава в кристаллизаторе затвердевший слиток извлекается за его пределы. В пределах конусной расточки 4 начинается плавное остывание металлического слитка, что предотвращает его разрушение. Пример реализации устройства Был изготовлен кристаллизатор следующих размеров внутренний диаметр цилиндрической части металлического корпуса - 80 мм длина металлического корпуса - 180 мм наружный диаметр графитовой втулки - 80,04 мм диаметр основания конусной расточки - 80,3 мм протяженность конуса - 27 мм. Кристаллизатор был опробован при литье Бр. О 3 Ц 7 С 5 Н 1, диаметры отливаемых прутков 32, 34 мм. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22D 11/04
Метки: сплавов, непрерывной, кристаллизатор, металлов, разливки
Код ссылки
<a href="https://by.patents.su/3-u2951-kristallizator-dlya-nepreryvnojj-razlivki-metallov-i-splavov.html" rel="bookmark" title="База патентов Беларуси">Кристаллизатор для непрерывной разливки металлов и сплавов</a>
Кристаллизатор для непрерывной разливки металла
Номер патента: 2113
Опубликовано: 30.06.1998
Автор: Стельмах Анатолий Игнатьевич
МПК: B22D 11/07, B22D 11/04
Метки: кристаллизатор, разливки, непрерывной, металла
Текст:
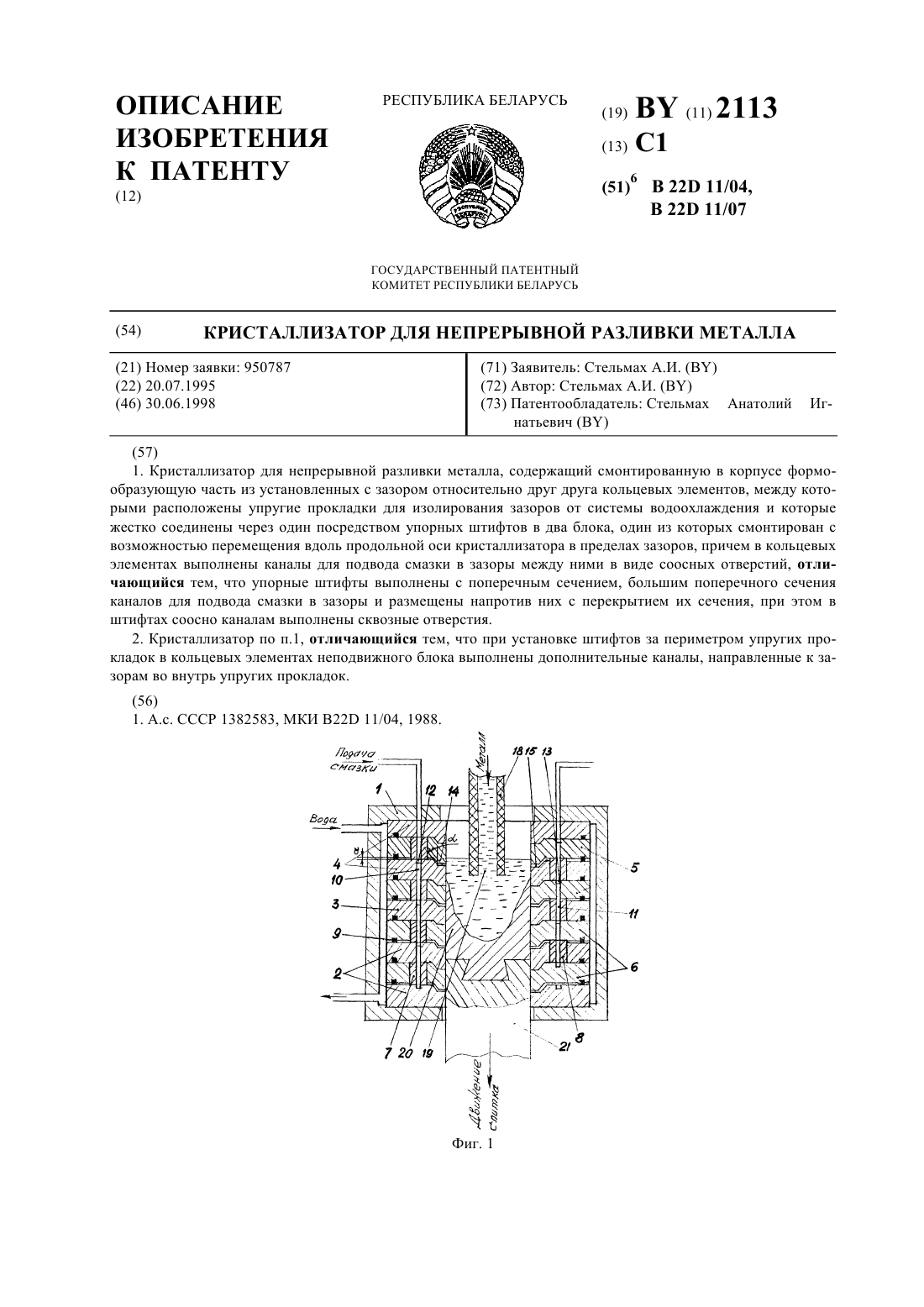
...каналов для подвода смазки в зазоры и размещены напротив них с перекрытием их сечения,при этом в штифтах соосно каналам выполнены сквозные отверстия. Кроме того, при установке штифтов за периметром упругих прокладок в кольцевых элементах неподвижного блока выполнены дополнительные каналы, направленные к зазорам во внутрь упругих прокладок. На фиг. 1 показан кристаллизатор, продольный разрез на фиг. 2 - то же, вариант установки штифтов за...
Способ непрерывной разливки стали
Номер патента: 6037
Опубликовано: 30.03.2004
Авторы: Дьяченко Юрий Владимирович, Эндерс Владимир Владимирович, Маточкин Виктор Аркадьевич, Филиппов Вадим Владимирович
МПК: B22D 11/10, B22D 27/20
Метки: способ, стали, непрерывной, разливки
Текст:
...шлаковыми включениями. Решение поставленной задачи обеспечивается тем, что способ непрерывной разливки стали включает подачу металла из сталеразливочного ковша в промежуточный ковш, а затем в кристаллизатор и ввод проволоки в сталь. По изобретению проволоку диаметром 1,0-2,4 мм с содержанием углерода, равным его содержанию в разливаемой стали, вводят в сталь через центральное отверстие стопора промежуточного ковша, далее через...
Установка непрерывной разливки черновых профилей
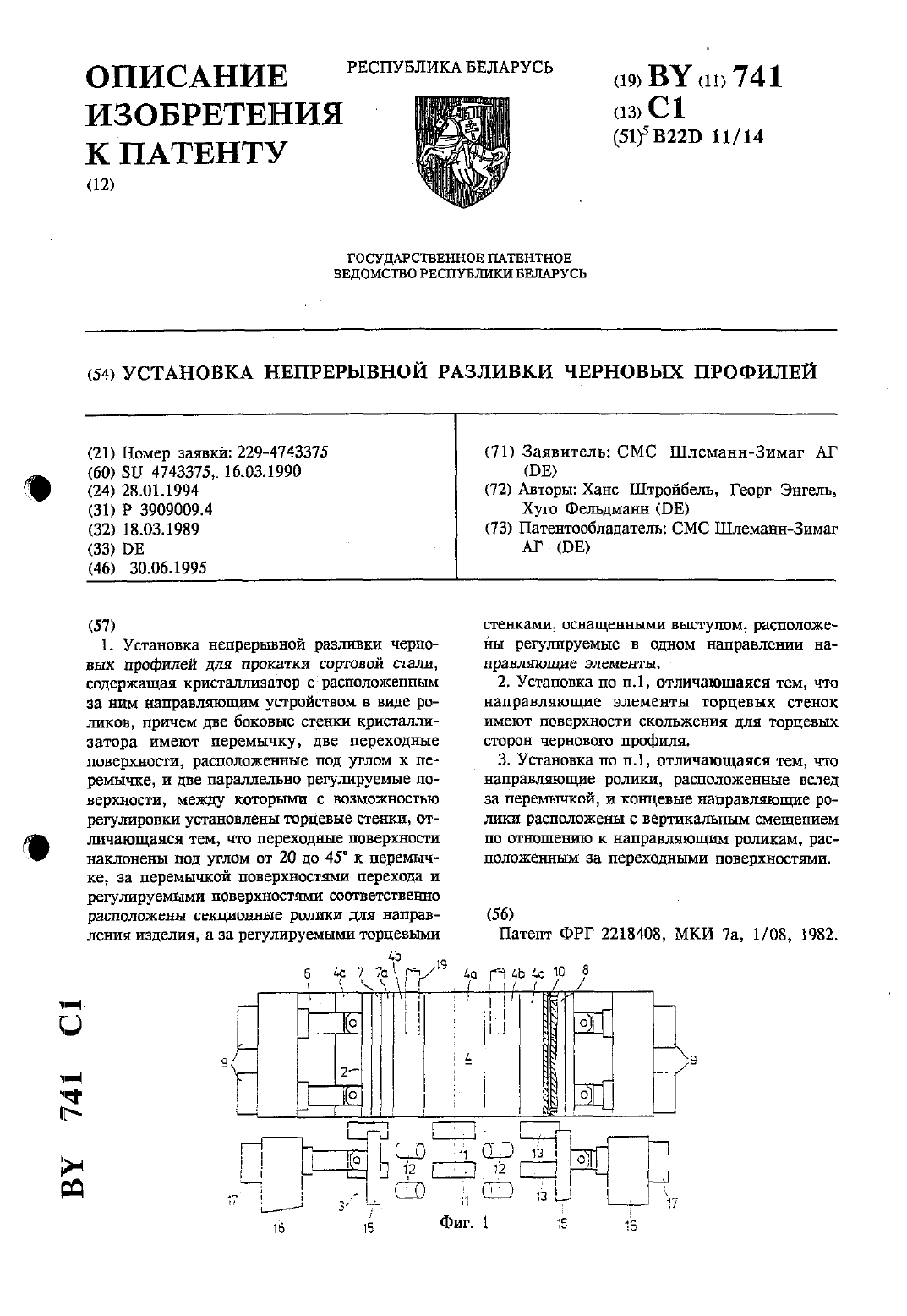
Номер патента: 741
Опубликовано: 30.06.1995
Авторы: Ханс Штройбель, Георг Энгель, Хуго Фельдманн
МПК: B22D 11/14
Метки: установка, непрерывной, разливки, профилей, черновых
Текст:
...регулироваться в процессе разливное с цельо изменения профиля утолщенпйт. Благодаря этомд можно последовательно отллть несколько различных заказов.В отлетом профиле для проката сортовой столп перемычкаЗ. переходит под утаим от 40 до 900 в боковые утолщения. Торцевые стороны утолщении имеют углубление. Существенное преимущество ташго профиля в том. что центрирование задается уже в первом проходе.С Целью использования тепла разливки отлитый...
Кристаллизатор для непрерывно-циклического литья заготовок из чугуна
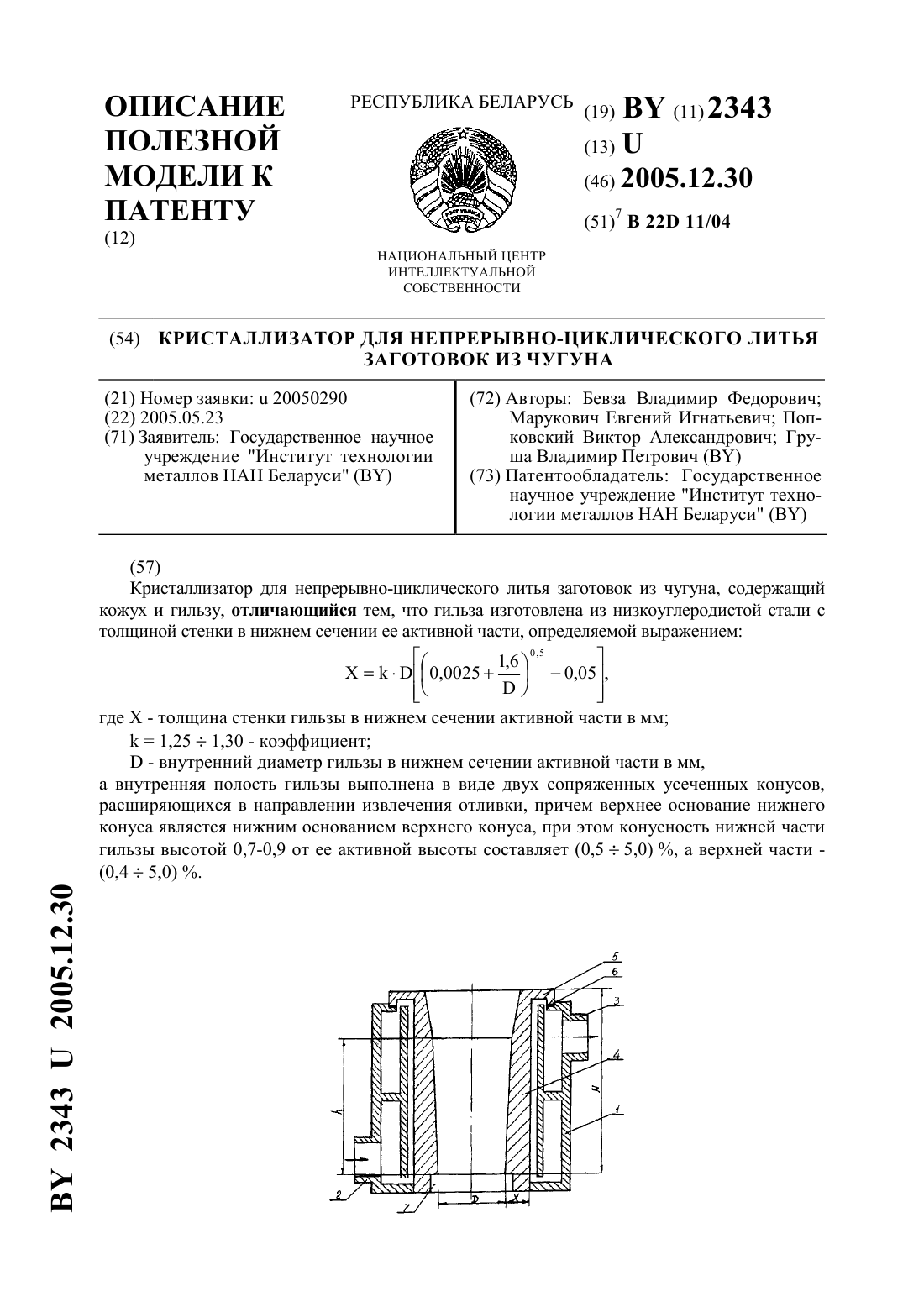
Номер патента: U 2343
Опубликовано: 30.12.2005
Авторы: Марукович Евгений Игнатьевич, Попковский Виктор Александрович, Груша Владимир Петрович, Бевза Владимир Федорович
МПК: B22D 11/04
Метки: непрерывно-циклического, заготовок, литья, чугуна, кристаллизатор
Текст:
...кристаллизатора в 2,02,5 раза и исключении обрывов затравочной части отливок по вине кристаллизатора. Поставленная задача достигается тем, что кристаллизатор содержит корпус и центрированную соосно с ним гильзу, причем гильза изготовлена из низкоуглеродистой стали с толщиной стенки в нижнем сечении ее активной части, определяемой выражением 0,5 где- толщина стенки гильзы в нижнем сечении ее активной части в мм 1,251,30 -...
Кристаллизатор для установок непрерывного литья
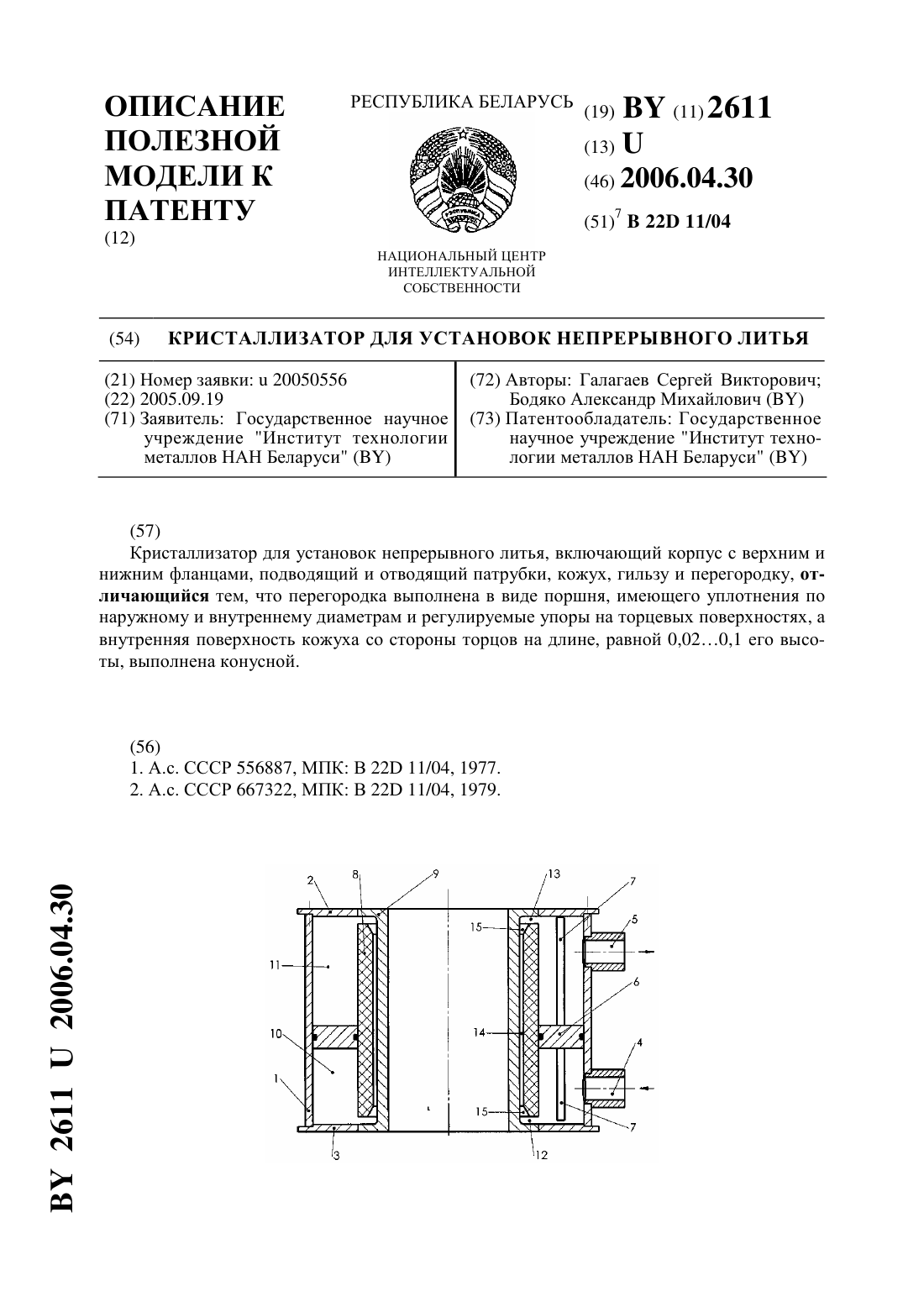
Номер патента: U 2611
Опубликовано: 30.04.2006
Авторы: Бодяко Александр Михайлович, Галагаев Сергей Викторович
МПК: B22D 11/04
Метки: установок, литья, кристаллизатор, непрерывного
Текст:
...с верхним 2 и нижним 3 фланцами, подводящим 4 и отводящим 5 патрубками, перегородки 6 с упорами 7, кожуха 8 и гильзы 9. На торцевых поверхностях перегородки, на равных расстояниях друг от друга размещены регулируемые по высоте упоры (не менее трех с каждой стороны). Они служат для регулирования положения перегородки по высоте корпуса при сборке и обеспечения ее неподвижности в процессе работы. Пространства между перегородкой, нижним и верхним...
Предыдущий патент: Театральная кукла и кисть куклы
Следующий патент: Устройство для соединения концов арматуры
Случайный патент: Молекула ДНК, белок MORT-1, способ получения полипептида