Устройство для шаржирования боковых поверхностей распиловочного диска
Номер патента: U 2874
Опубликовано: 30.06.2006
Авторы: Новиков Александр Анатольевич, Киселев Михаил Григорьевич
Текст
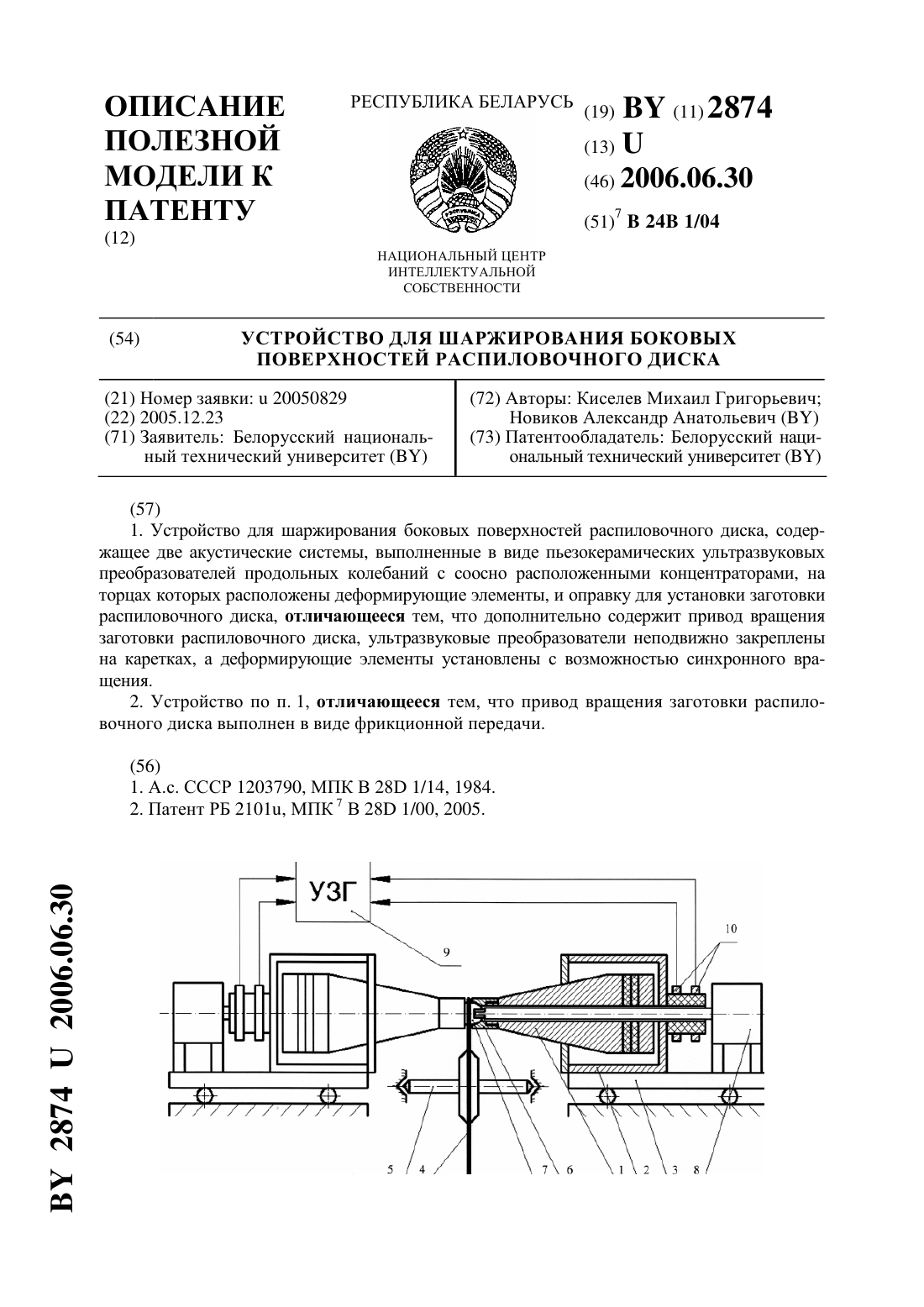
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ШАРЖИРОВАНИЯ БОКОВЫХ ПОВЕРХНОСТЕЙ РАСПИЛОВОЧНОГО ДИСКА(71) Заявитель Белорусский национальный технический университет(72) Авторы Киселев Михаил Григорьевич Новиков Александр Анатольевич(73) Патентообладатель Белорусский национальный технический университет(57) 1. Устройство для шаржирования боковых поверхностей распиловочного диска, содержащее две акустические системы, выполненные в виде пьезокерамических ультразвуковых преобразователей продольных колебаний с соосно расположенными концентраторами, на торцах которых расположены деформирующие элементы, и оправку для установки заготовки распиловочного диска, отличающееся тем, что дополнительно содержит привод вращения заготовки распиловочного диска, ультразвуковые преобразователи неподвижно закреплены на каретках, а деформирующие элементы установлены с возможностью синхронного вращения. 2. Устройство по п. 1, отличающееся тем, что привод вращения заготовки распиловочного диска выполнен в виде фрикционной передачи. 28742006.06.30 Полезная модель относится к устройствам поверхностной обработки материалов, в частности для шаржирования боковых поверхностей распиловочного диска алмазным порошком. Известно устройство для шаржирования распиловочного диска по односторонней схеме 1, содержащее вращающийся стол, на котором закреплен шаржируемый распиловочный диск, ультразвуковой инструмент сферической формы с плоским срезом, установленный с эксцентриситетом относительно оси концентратора ультразвукового преобразователя, а также механизм осцилляции радиальных колебательных перемещений и механизм нагружения. Недостатком известного устройства является низкая производительность шаржирования, так как обработку необходимо осуществлять последовательно с одной и другой стороны, а также отсутствие гарантированного вращения инструмента, что обуславливает низкую стабильность процесса. Наиболее близким к предлагаемой полезной модели является устройство для шаржирования боковых поверхностей распиловочного диска 2, содержащее две синхронно вращающиеся акустические системы, выполненные в виде пьезокерамических ультразвуковых преобразователей продольных колебаний с соосно расположенными концентраторами, на торцах которых закреплены деформирующие элементы, и оправку с приводом вращения для установки заготовки распиловочного диска. Рабочая поверхность деформирующего элемента выполнена в виде кольца, а оси вращения оправки и акустических систем смещены относительно друг друга в горизонтальной плоскости. Привод вращения заготовки выполнен в виде фрикционной передачи. Недостатком описанного устройства является наличие неизбежных биений и отклонений от соосности вращающихся преобразователей, в сочетании с износом инструментов обуславливают появление переменных усилий, действующих на заготовку, вызывая при больших значениях указанных погрешностей его коробление и смятие. Задачей полезной модели является повышение эффективности шаржирования, износостойкости шаржируемой поверхности и повышение выхода годного сырья при распиливании. Поставленная задача решается тем, что в устройстве для шаржирования боковых поверхностей распиловочного диска, содержащем две акустические системы, выполненные в виде пьезокерамических ультразвуковых преобразователей продольных колебаний с соосно расположенными концентраторами, на торцах которых расположены деформирующие элементы, и оправку для установки заготовки распиловочного диска, дополнительно содержится привод вращения заготовки распиловочного диска, выполненный в виде фрикционной передачи, ультразвуковые преобразователи неподвижно закреплены на каретках, а деформирующие элементы установлены с возможностью синхронного вращения. В заявляемой полезной модели используется так называемая разомкнутая акустическая колебательная система. Особенностью конструкции разомкнутых акустических колебательных систем является наличие одного или нескольких промежуточных элементов,размещаемых с возможностью перемещения относительно концентратора колебательной системы, между торцом концентратора и обрабатываемой поверхностью. В заявляемой полезной модели в качестве промежуточного элемента использован спиленный шарик,который устанавливается в сменный наконечник. Разомкнутые акустические колебательные системы характеризуются тем, что при определенных условиях они переходят в виброударный режим работы. При этом в системе помимо ультразвуковых колебаний возникают низкочастотные колебания промежуточных звеньев, обусловленные динамическим уводом преобразователя. Колебания в виброударных системах состоят из ряда циклов. В начале каждого цикла происходит увеличение увода звеньев колебательной системы, то есть затягивание колебаний по амплитуде. Заканчивается цикл срывом колебаний, то есть их затуханием по амплитуде с последующим силовым замыканием звеньев колебательной системы. Амплитуда низкочастотных колебаний звеньев виброударной 2 28742006.06.30 акустической системы может в десятки раз превышать амплитуду ультразвуковых колебаний обычных акустических колебательных систем. Значительное увеличение амплитуды колебаний звеньев, достигаемое в разомкнутой акустической колебательной системе,приводит к значительному увеличению динамической силы, действующей на зерна абразива в момент их контакта со сменным инструментом, что в свою очередь приводит к увеличению производительности обработки. Кроме того, значительная амплитуда низкочастотных колебаний звеньев виброударной акустической системы приводит к возникновению в процессе обработки значительных зазоров между рабочей поверхностью сменного инструмента и поверхностью заготовки, что облегчает доступ абразивной суспензии в зону обработки. Полезная модель поясняется чертежом. Устройство содержит две акустические колебательные системы, выполненные в виде пьезокерамических ультразвуковых преобразователей продольных колебаний с соосно расположенными концентраторами 1. Корпуса 2 ультразвуковых преобразователей неподвижно закреплены на каретках 3. Последние установлены на направляющих качения, допускающих их перемещение вдоль общей оси ультразвуковых преобразователей. Шаржируемая заготовка распиловочного диска 4 устанавливается на оправку 5, которая, для уменьшения сил трения, устанавливается в обратные центра. На торце концентратора 1 установлен сменный наконечник 6, в коническом отверстии которого расположен деформирующий элемент 7. Последнему, посредством шлицевого соединения, передается вращение от электродвигателя 8. Питание обоих ультразвуковых преобразователей 1 осуществляется от ультразвукового генератора 9 посредством токосъемных устройств 10. Это обеспечивает симметричность силовых воздействий на противоположные поверхности диска. Создание осевой статической нагрузки на ультразвуковые преобразователи обеспечивается аттестованными грузами с применением трособлочной системы (на чертеже не указана). Устройство работает следующим образом. На поверхность заготовки 4 в зоне обработки наносят абразивную пасту, состоящую из алмазного микропорошка, смешанного с касторовым маслом. Приводят в контакт деформирующий элемент 7 с поверхностью заготовки 4. Акустическую колебательную систему возбуждают от ультразвукового генератора 9. Путем подстройки частоты возбуждения добиваются возникновения в разомкнутой колебательной системе резонансного виброударного режима. При этом о возникновении резонансного режима можно судить по уровню акустического шума, возникающего при работе устройства. Колебания от концентратора 1 акустической колебательной системы передаются деформирующему элементу 7, размещенному в коническом отверстии сменного наконечника 6. Под действием колебаний деформирующий элемент 7 наносит удары по зернам абразива, нанесенным на поверхность заготовки 4, в результате чего происходит вдавливание частиц обрабатываемого материала. При этом вследствие возникновения в процессе обработки зазоров между рабочей поверхностью деформирующего элемента 7 и поверхностью заготовки 4 происходит постоянное поступление абразивной пасты в зону обработки. Вращение заготовки 4 происходит за счет изменения скорости скольжения точек контактной поверхности деформирующего элемента 7 относительно поверхности заготовки распиловочного диска 4 по поверхности контакта, то есть фрикционной передачи вращающего момента. Доля времени разрыва контакта в цикле колебаний деформирующего инструмента 7 влияет на передаточное отношение фрикционной передачи, так как в течение цикла колебаний передача вращающего момента происходит лишь в течение времени контактного взаимодействия. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B24B 1/04
Метки: устройство, диска, распиловочного, поверхностей, шаржирования, боковых
Код ссылки
<a href="https://by.patents.su/3-u2874-ustrojjstvo-dlya-sharzhirovaniya-bokovyh-poverhnostejj-raspilovochnogo-diska.html" rel="bookmark" title="База патентов Беларуси">Устройство для шаржирования боковых поверхностей распиловочного диска</a>
Устройство для шаржирования боковых поверхностей распиловочного диска

Номер патента: U 2101
Опубликовано: 30.09.2005
Авторы: Степаненко Дмитрий Александрович, Киселев Михаил Григорьевич, Новиков Александр Анатольевич
МПК: B28D 1/00
Метки: устройство, шаржирования, диска, поверхностей, боковых, распиловочного
Текст:
...В заявляемой полезной модели в качестве промежуточного элемента использован спиленный шарик,который устанавливается в сменный наконечник. Разомкнутые акустические колебательные системы характеризуются тем, что при определенных условиях они переходят в виброударный режим работы. При этом в системе помимо ультразвуковых колебаний возникают низкочастотные колебания промежуточных звеньев, обусловленные динамическим уводом преобразователя....
Устройство для шаржирования распиловочного диска
Номер патента: 7316
Опубликовано: 30.09.2005
Авторы: Скарулис Светлана Дмитриевна, Киселев Михаил Григорьевич, Бочаров Анатолий Михайлович, Савицкий Сергей Степанович
МПК: B24B 1/04
Метки: шаржирования, устройство, распиловочного, диска
Текст:
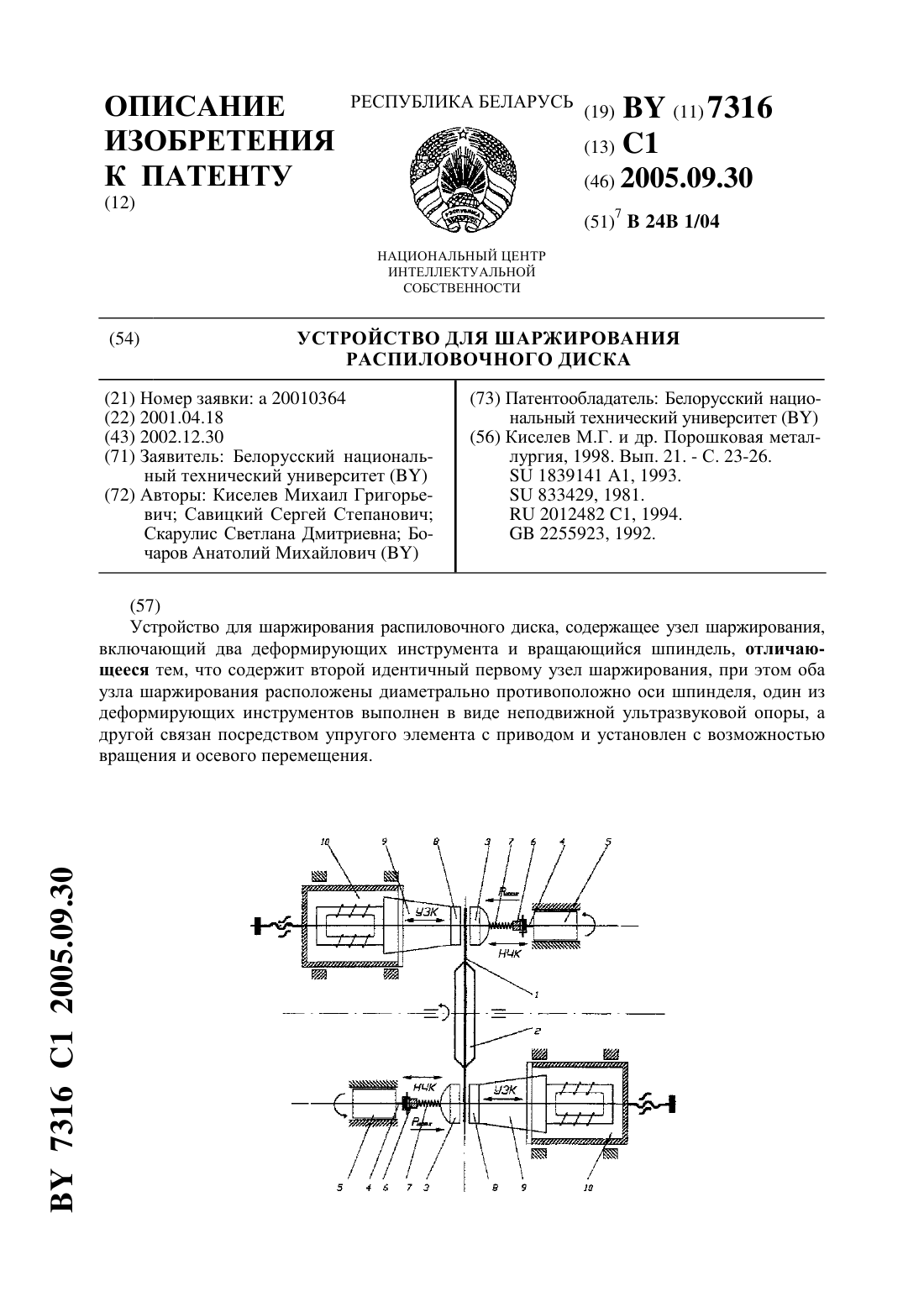
...шпиндель, содержит второй идентичный узел шаржирования, при этом оба узла шаржирования расположены диаметрально противоположно оси шпинделя,один из деформирующих инструментов выполнен в виде неподвижной ультразвуковой опоры, а другой связан посредством упругого элемента с приводом и установлен с возможностью вращения и осевого перемещения. Распиловочный диск устанавливается между двумя диаметрально расположенными узлами шаржирования,...
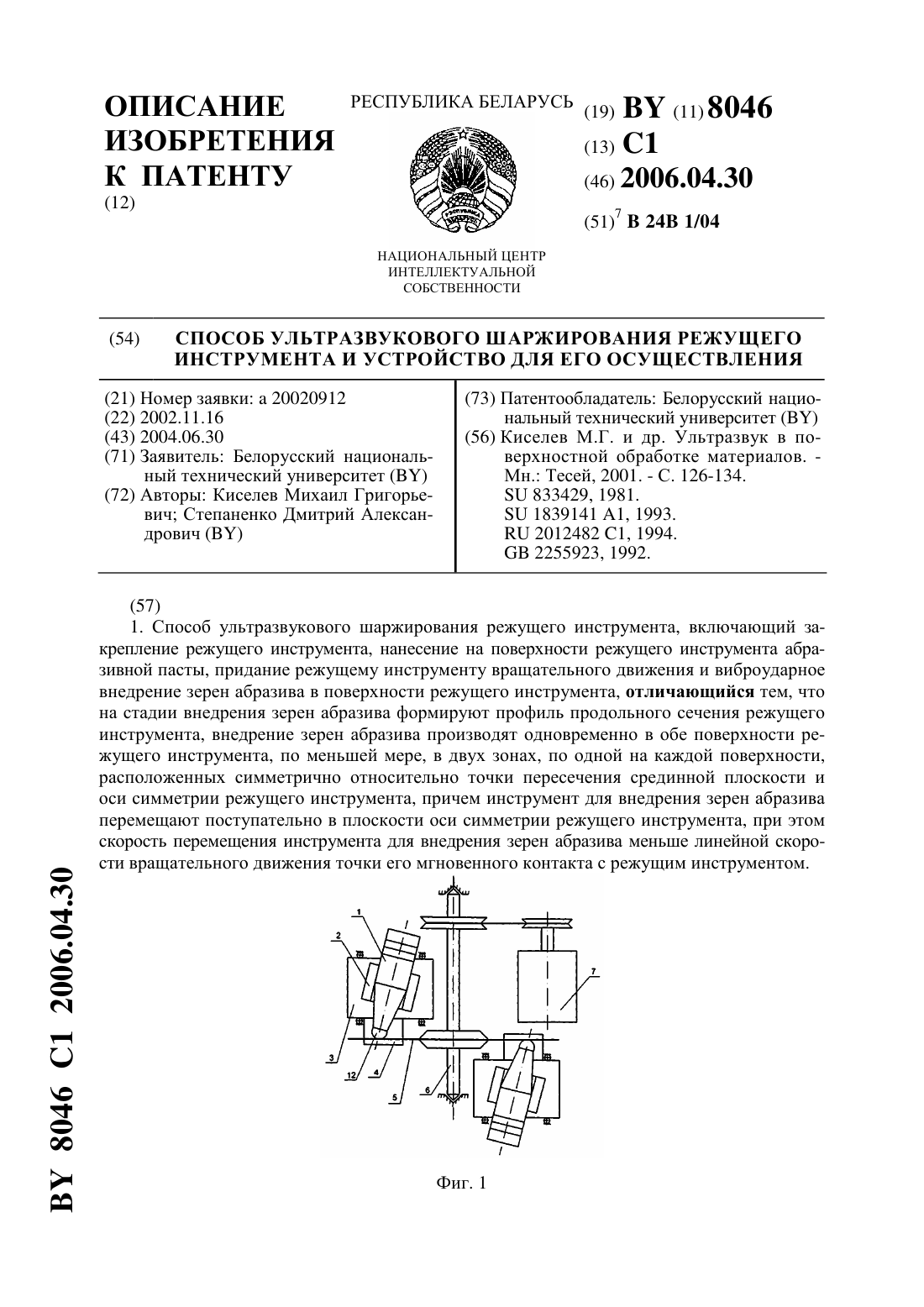
Способ ультразвукового шаржирования режущего инструмента и устройство для его осуществления
Номер патента: 8046
Опубликовано: 30.04.2006
Авторы: Степаненко Дмитрий Александрович, Киселев Михаил Григорьевич
МПК: B24B 1/04
Метки: способ, инструмента, устройство, шаржирования, режущего, осуществления, ультразвукового
Текст:
...относительно точки пересечения срединной плоскости и оси симметрии режущего инструмента, причем инструмент для внедрения зерен абразива перемещают поступательно в плоскости оси симметрии режущего инструмента и скорость перемещения инструмента для внедрения зерен абразива меньше линейной скорости вращательного движения точки его мгновенного контакта с режущим инструментом. Операцию формирования профиля продольного сечения вводят с целью...
Устройство контроля геометрической формы внутренних цилиндрических и сложнопрофильных поверхностей

Номер патента: U 1485
Опубликовано: 30.09.2004
Авторы: Плавинский Валерий Антонович, Зайцев Валентин Андреевич, Зуев Владимир Павлович, Дедков Андрей Иванович
МПК: G01B 5/20
Метки: контроля, сложнопрофильных, внутренних, поверхностей, формы, устройство, цилиндрических, геометрической
Текст:
...от расчетной образцовой, и трехканальный измерительный рычажный механизм 8 (фиг. 2), закрепленный на каретке 3, состоящий из держателя 9 с установленными на нем тремя расположенными равномерно по кругу ползунами 10 с возможностью их радиального перемещения и фиксации, несущими три преобразователя линейных перемещений 6 и три измерительных рычага 11, одним плечом взаимодействующих с преобразователями линейных перемещений 6, а вторым -...
Устройство контроля геометрической формы наружных цилиндрических и сложнопрофильных поверхностей

Номер патента: U 1368
Опубликовано: 30.06.2004
Авторы: Дедков Андрей Иванович, Плавинский Валерий Антонович, Зайцев Валентин Андреевич, Зуев Владимир Павлович
МПК: G01B 5/20
Метки: контроля, цилиндрических, наружных, сложнопрофильных, геометрической, поверхностей, устройство, формы
Текст:
...совпадающей с осью механизма 4 крепления и вращения контролируемой детали, и блок обработки сигналов 7, подключенный к преобразователям линейных перемещений 6 и компьютерной системе 8 суммирования показаний преобразователей 6 и вычисления отклонений формы контролируемой поверхности от расчетной образцовой. Устройство контроля геометрической формы наружных цилиндрических и сложнопрофильных поверхностей работает следующим образом. После...
Предыдущий патент: Лекарственная капсула средства для профилактики и лечения заболеваний органа зрения
Следующий патент: Устройство для замораживания грунта
Случайный патент: Устройство для разделения сыпучих продуктов по плотности