Кокиль для литья пластин под прокатку
Номер патента: U 2603
Опубликовано: 30.04.2006
Авторы: Ильюшенко Валерий Михайлович, Короткин Григорий Петрович, Барановский Эдуард Федорович
Текст
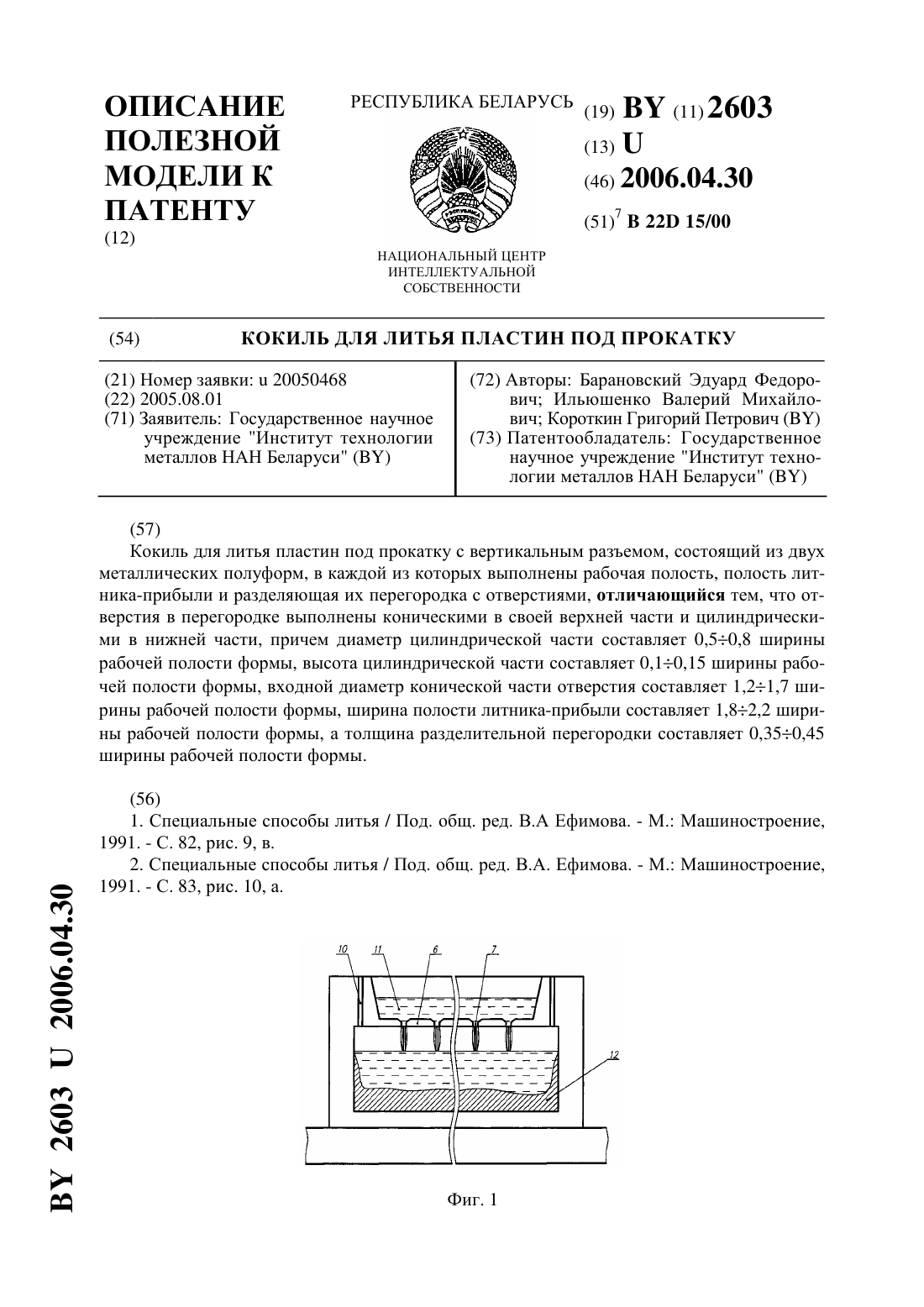
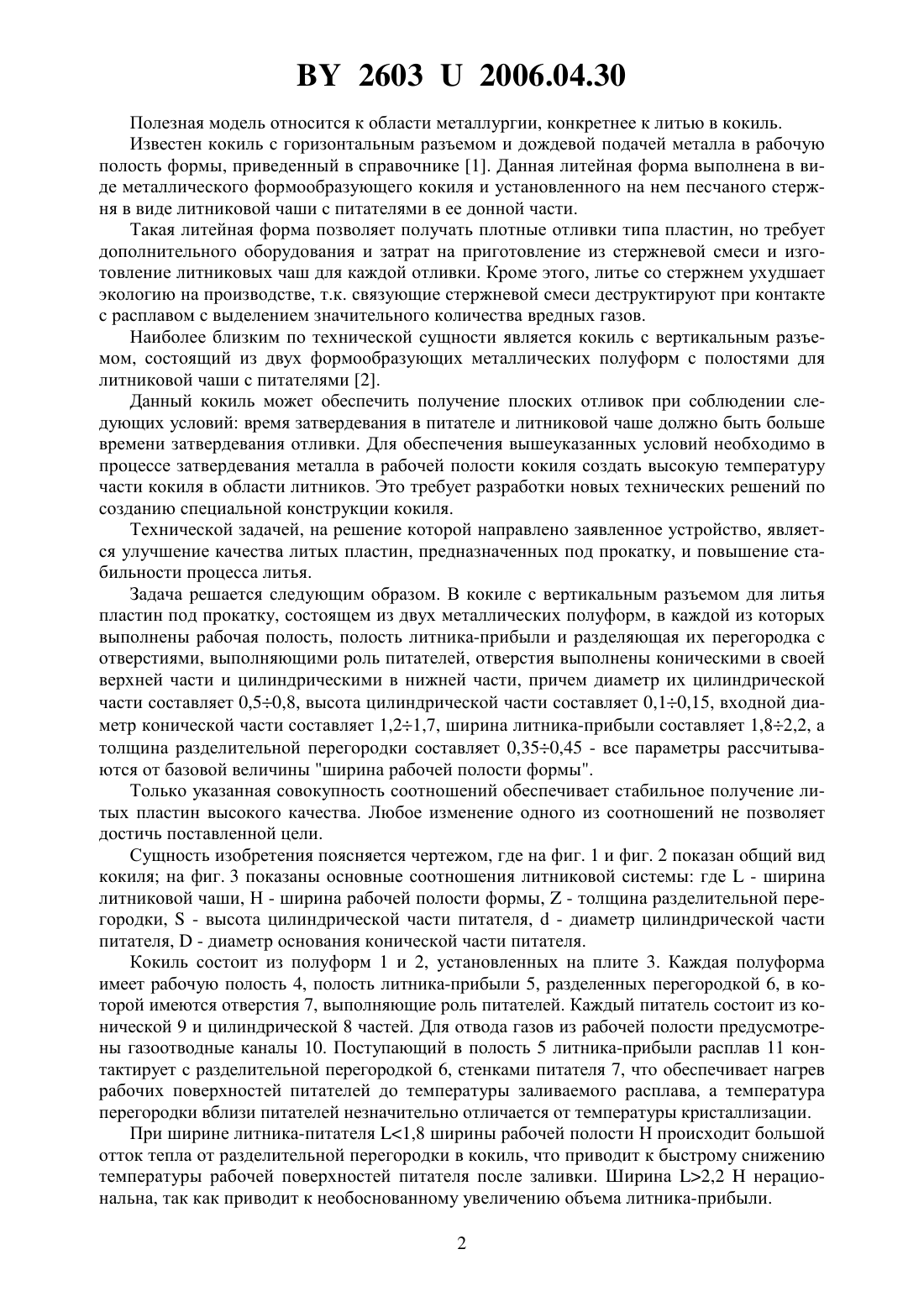
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ КОКИЛЬ ДЛЯ ЛИТЬЯ ПЛАСТИН ПОД ПРОКАТКУ(71) Заявитель Государственное научное учреждение Институт технологии металлов НАН Беларуси(72) Авторы Барановский Эдуард Федорович Ильюшенко Валерий Михайлович Короткин Григорий Петрович(73) Патентообладатель Государственное научное учреждение Институт технологии металлов НАН Беларуси(57) Кокиль для литья пластин под прокатку с вертикальным разъемом, состоящий из двух металлических полуформ, в каждой из которых выполнены рабочая полость, полость литника-прибыли и разделяющая их перегородка с отверстиями, отличающийся тем, что отверстия в перегородке выполнены коническими в своей верхней части и цилиндрическими в нижней части, причем диаметр цилиндрической части составляет 0,50,8 ширины рабочей полости формы, высота цилиндрической части составляет 0,10,15 ширины рабочей полости формы, входной диаметр конической части отверстия составляет 1,21,7 ширины рабочей полости формы, ширина полости литника-прибыли составляет 1,82,2 ширины рабочей полости формы, а толщина разделительной перегородки составляет 0,350,45 ширины рабочей полости формы.(56) 1. Специальные способы литья / Под. общ. ред. В.А Ефимова. - М. Машиностроение,1991. - С. 82, рис. 9, в. 2. Специальные способы литья / Под. общ. ред. В.А. Ефимова. - М. Машиностроение,1991. - С. 83, рис. 10, а. 26032006.04.30 Полезная модель относится к области металлургии, конкретнее к литью в кокиль. Известен кокиль с горизонтальным разъемом и дождевой подачей металла в рабочую полость формы, приведенный в справочнике 1. Данная литейная форма выполнена в виде металлического формообразующего кокиля и установленного на нем песчаного стержня в виде литниковой чаши с питателями в ее донной части. Такая литейная форма позволяет получать плотные отливки типа пластин, но требует дополнительного оборудования и затрат на приготовление из стержневой смеси и изготовление литниковых чаш для каждой отливки. Кроме этого, литье со стержнем ухудшает экологию на производстве, т.к. связующие стержневой смеси деструктируют при контакте с расплавом с выделением значительного количества вредных газов. Наиболее близким по технической сущности является кокиль с вертикальным разъемом, состоящий из двух формообразующих металлических полуформ с полостями для литниковой чаши с питателями 2. Данный кокиль может обеспечить получение плоских отливок при соблюдении следующих условий время затвердевания в питателе и литниковой чаше должно быть больше времени затвердевания отливки. Для обеспечения вышеуказанных условий необходимо в процессе затвердевания металла в рабочей полости кокиля создать высокую температуру части кокиля в области литников. Это требует разработки новых технических решений по созданию специальной конструкции кокиля. Технической задачей, на решение которой направлено заявленное устройство, является улучшение качества литых пластин, предназначенных под прокатку, и повышение стабильности процесса литья. Задача решается следующим образом. В кокиле с вертикальным разъемом для литья пластин под прокатку, состоящем из двух металлических полуформ, в каждой из которых выполнены рабочая полость, полость литника-прибыли и разделяющая их перегородка с отверстиями, выполняющими роль питателей, отверстия выполнены коническими в своей верхней части и цилиндрическими в нижней части, причем диаметр их цилиндрической части составляет 0,50,8, высота цилиндрической части составляет 0,10,15, входной диаметр конической части составляет 1,21,7, ширина литника-прибыли составляет 1,82,2, а толщина разделительной перегородки составляет 0,350,45 - все параметры рассчитываются от базовой величины ширина рабочей полости формы. Только указанная совокупность соотношений обеспечивает стабильное получение литых пластин высокого качества. Любое изменение одного из соотношений не позволяет достичь поставленной цели. Сущность изобретения поясняется чертежом, где на фиг. 1 и фиг. 2 показан общий вид кокиля на фиг. 3 показаны основные соотношения литниковой системы где- ширина литниковой чаши, Н - ширина рабочей полости формы,- толщина разделительной перегородки,- высота цилиндрической части питателя,- диаметр цилиндрической части питателя,- диаметр основания конической части питателя. Кокиль состоит из полуформ 1 и 2, установленных на плите 3. Каждая полуформа имеет рабочую полость 4, полость литника-прибыли 5, разделенных перегородкой 6, в которой имеются отверстия 7, выполняющие роль питателей. Каждый питатель состоит из конической 9 и цилиндрической 8 частей. Для отвода газов из рабочей полости предусмотрены газоотводные каналы 10. Поступающий в полость 5 литника-прибыли расплав 11 контактирует с разделительной перегородкой 6, стенками питателя 7, что обеспечивает нагрев рабочих поверхностей питателей до температуры заливаемого расплава, а температура перегородки вблизи питателей незначительно отличается от температуры кристаллизации. При ширине литника-питателя 1,8 ширины рабочей полости Н происходит большой отток тепла от разделительной перегородки в кокиль, что приводит к быстрому снижению температуры рабочей поверхностей питателя после заливки. Ширина 2,2 нерациональна, так как приводит к необоснованному увеличению объема литника-прибыли. 2 26032006.04.30 Если толщина разделительной перегородки 0,45 ширины рабочей полости Н, то нагрев перегородки недостаточен из-за ее большой толщины, а также значительного оттока тепла из перегородки в стенку кокиля. При уменьшении толщины разделительной перегородки ее прочность снижается и при 0,35 возникает опасность ее разрушения в результате совместного воздействия термических напряжений и механических нагрузок. Диаметрцилиндрической части является определяющим для питания отливки и при 0,5 может произойти перемерзание питателя раньше затвердевания отливки в рабочей полости формы, а при 0,8 ухудшаются условия отделения литника-прибыли от отливки. При высоте цилиндрической части питателя 0,15 увеличивается трансляция тепла от рабочих поверхностей в разделительную перегородку, что при определенных условиях может привести к преждевременному перемерзанию питателя. При 0,1 механические и тепловые воздействия могут привести к сколам рабочих поверхностей питателей. За счет конической части питателей значительно увеличивается площадь их поверхностей, контактирующих с расплавом, что обеспечивает улучшение их разогрева и поддержание более высокой температуры в процессе затвердевания отливки. При 1,2 может произойти преждевременное перемерзание питателей, а при 1,7 высота цилиндрической частине обеспечивает необходимую прочность питателей, которые могут разрушиться при извлечении отливки из кокиля. Пример. Заготовки цинковых пластин толщиной 14,5 мм, шириной 200 мм и длиной 660 мм были отлиты в предлагаемый кокиль при ширине литника-прибыли в нижней его части 28 мм, толщине разделительной перегородки - 6 мм, диаметре цилиндрической части литника 8 мм и ее высоте 1,5 мм, а диаметр его конической части составлял 22 мм. В процессе литья температуру кокиля поддерживали в пределах 80-150 С, а расплав заливали при температуре 470-490 С. Использование предлагаемого кокиля позволяет получать качественные плоские отливки и производить отделение литника-прибыли сразу после извлечения отливки из кокиля без применения механической обработки. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22D 15/00
Метки: пластин, прокатку, литья, кокиль
Код ссылки
<a href="https://by.patents.su/3-u2603-kokil-dlya-litya-plastin-pod-prokatku.html" rel="bookmark" title="База патентов Беларуси">Кокиль для литья пластин под прокатку</a>
Кокиль для отливки элемента формообразующего
Номер патента: U 156
Опубликовано: 30.09.2000
Авторы: Янив Евгений Болеславович, Голубицкий Станислав Федорович, Трифонов Борис Борисович, Поляков Аркадий Кириллович, Ходневич Николай Иванович, Вольфсон Иосиф Григорьевич
Метки: формообразующего, кокиль, отливки, элемента
Текст:
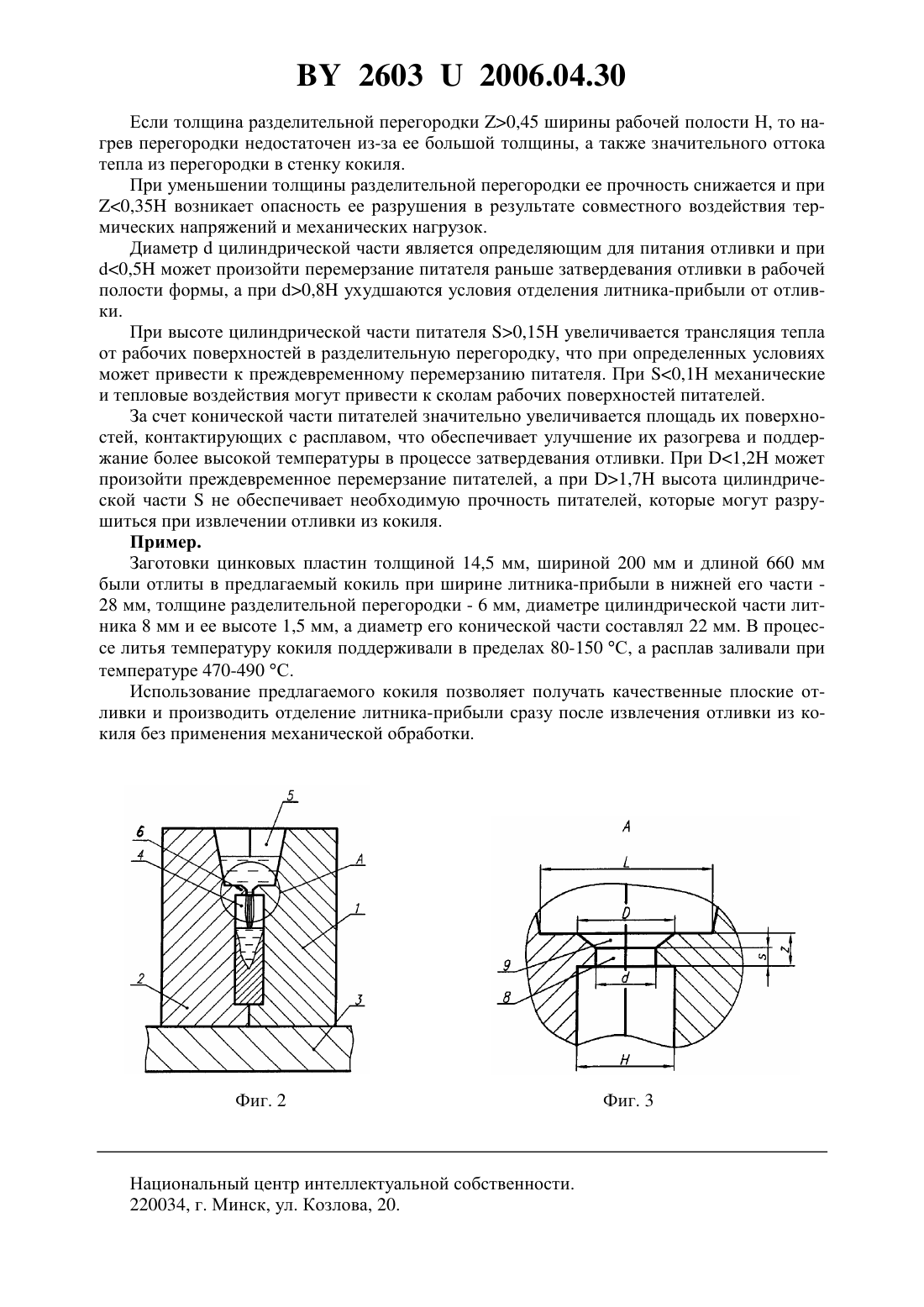
...скреплены не менее чем двумя съемными боковыми струбцинами. К боковой стенке пресс-формы кокиль прикреплен верхней съемной струбциной в верхней части, а в нижней - взаимозацеплением боковых стенок полуформ и предварительно выбранного в основании пресс-формы углового паза. Полость, образуемая полуформами кокиля и поверхностью пресс-формы,строго соответствует конфигурации элемента формообразующего. Полезная модель поясняется чертежами. На фиг. 1...
Утеплительная вставка для литья алюминиевых сплавов
Номер патента: U 1075
Опубликовано: 30.12.2003
Авторы: Жданович Олег Егорович, Овчинников Владимир Васильевич, Ласковнев Александр Петрович, Волочко Александр Тихонович
Метки: алюминиевых, сплавов, утеплительная, вставка, литья
Текст:
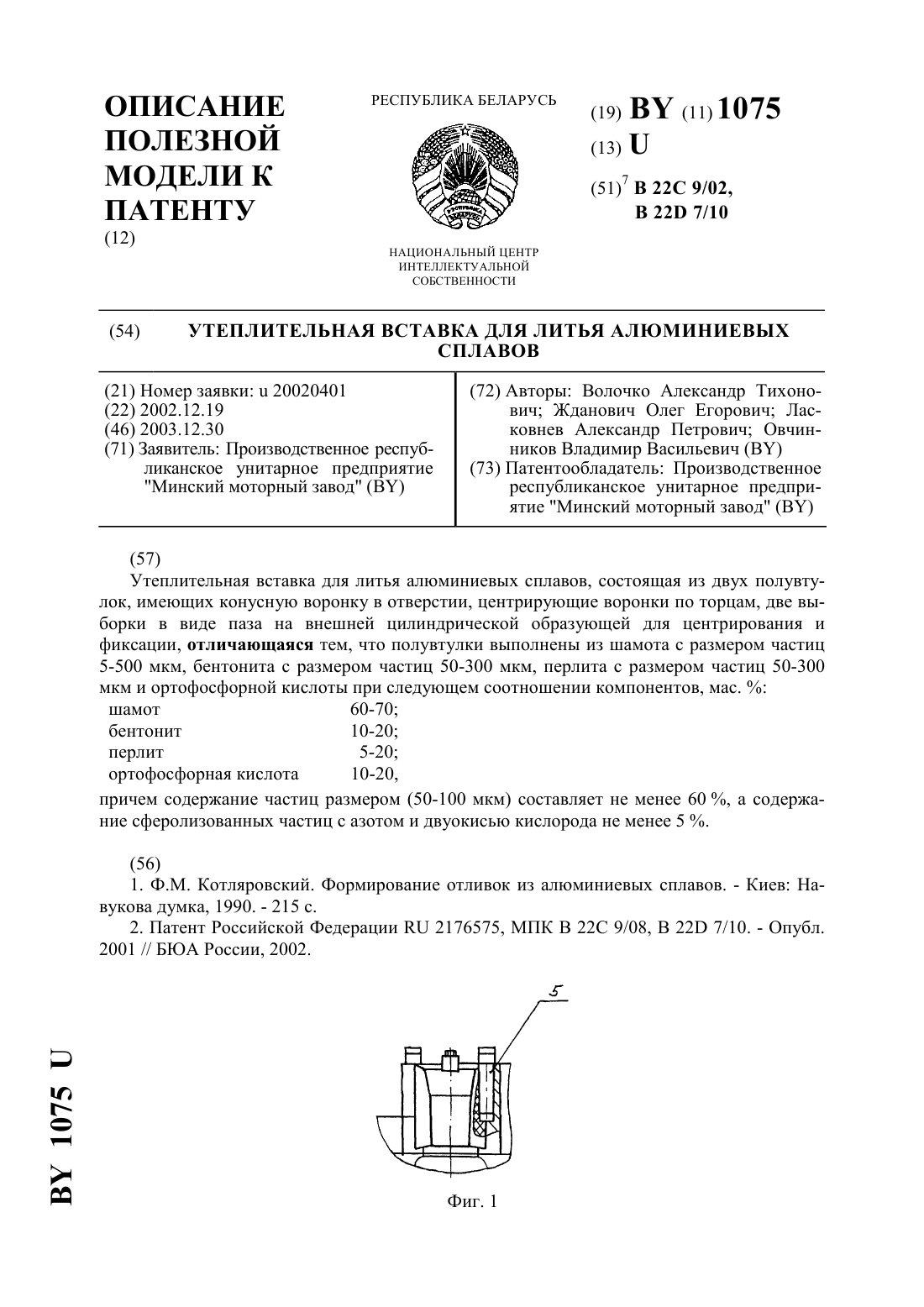
...сплавов, повышение теплостойкости и обеспечение низкого коэффициента теплопроводности вставок. Поставленная задача решается таким образом, что утеплительная вставка для литья алюминиевых сплавов, состоящая из двух полувтулок, имеющих конусную воронку в отверстии, центрирующие воронки по торцам, две выборки в виде паза на внешней цилиндрической образующей для центрирования и фиксации, полувтулки выполнены из шамота с размером частиц 5-500 мкм,...
Устройство для литья поршней

Номер патента: U 2211
Опубликовано: 30.09.2005
Авторы: Бакаев Александр Григорьевич, Мачнев Вячеслав Петрович
МПК: B22D 15/02
Метки: литья, поршней, устройство
Текст:
...и обезгаживания расплава в процессе переплава, что позволяет более рационально использовать первичный силумин. Полезная модель поясняется чертежом, где изображен общий вид устройства для литья поршней, продольный разрез. Устройство для литья поршней содержит разъемный кокиль с полуматрицами 1 и 2,при этом прибыльная и литниковая части кокиля объединены в одну систему, представляющую собой центральное отверстие, равное диаметру отливки поршня и...
Кристаллизатор для непрерывно-циклического литья заготовок из чугуна
Номер патента: U 2343
Опубликовано: 30.12.2005
Авторы: Марукович Евгений Игнатьевич, Попковский Виктор Александрович, Бевза Владимир Федорович, Груша Владимир Петрович
МПК: B22D 11/04
Метки: литья, кристаллизатор, чугуна, заготовок, непрерывно-циклического
Текст:
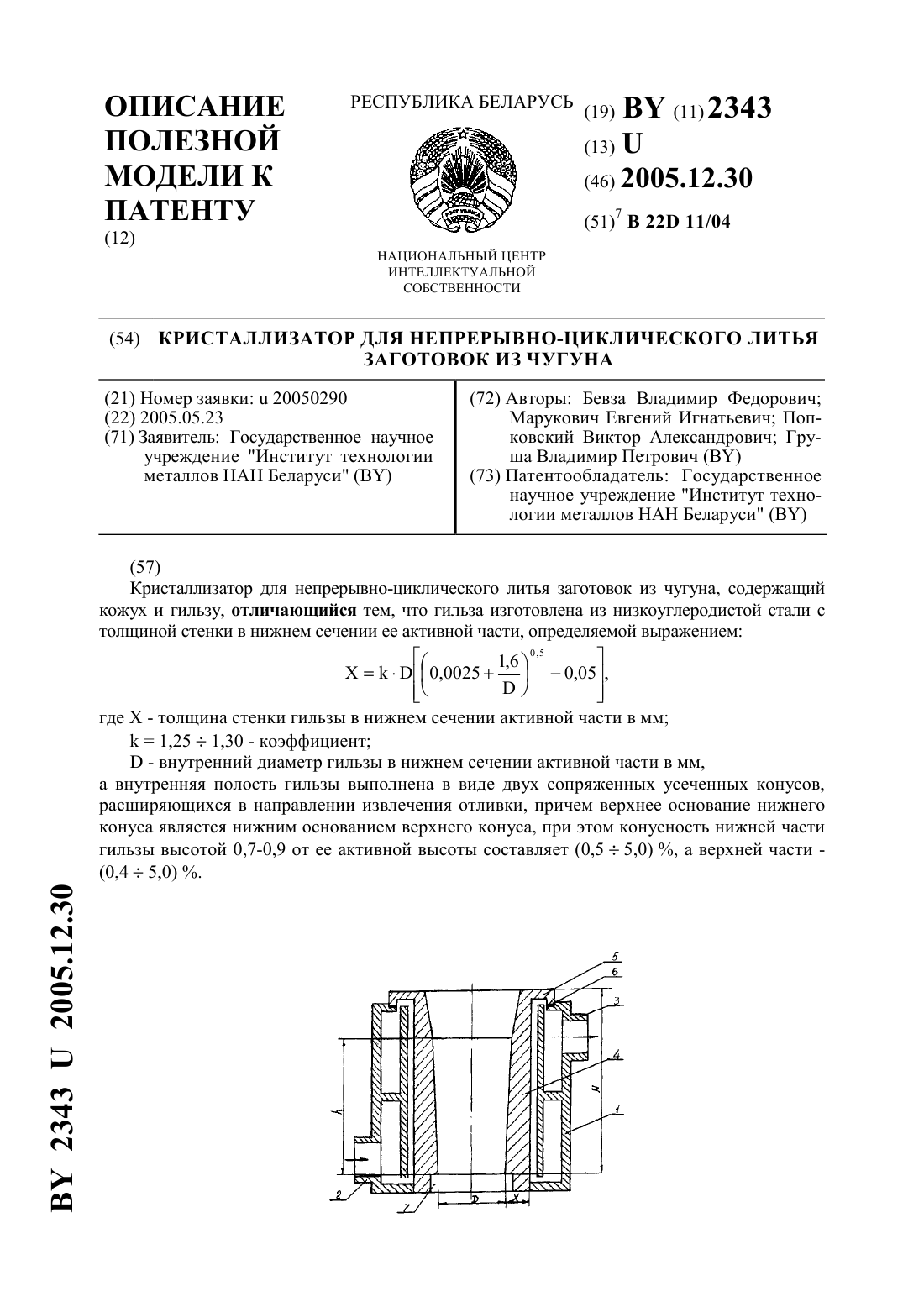
...кристаллизатора в 2,02,5 раза и исключении обрывов затравочной части отливок по вине кристаллизатора. Поставленная задача достигается тем, что кристаллизатор содержит корпус и центрированную соосно с ним гильзу, причем гильза изготовлена из низкоуглеродистой стали с толщиной стенки в нижнем сечении ее активной части, определяемой выражением 0,5 где- толщина стенки гильзы в нижнем сечении ее активной части в мм 1,251,30 -...
Кокильная машина

Номер патента: U 2184
Опубликовано: 30.09.2005
Авторы: Мельников Алексей Петрович, Миронов Александр Сергеевич, Дубиковский Вячеслав Касперович, Бондарик Николай Евгеньевич
МПК: B22D 15/04
Текст:
...габариты машины по ширине, затрудняется доступ к кокилю и ухудшается техническое обслуживание при заливке кокиля сплавом. Задачей, на решение которой направлена предлагаемая полезная модель, является улучшение технического обслуживания кокиля при заливке его сплавом. Данная задача решается тем, что в кокильной машине, содержащей станину, кокиль,состоящий из полуформ, переднего и заднего металлических стержней, поддон, механизм...
Предыдущий патент: Литейная форма для изготовления отливок из стали
Следующий патент: Устройство управления тепловым режимом многофазного силового трансформатора
Случайный патент: Способ и устройство для паротермической переработки резиновых отходов