Электрометаллизатор
Номер патента: U 2269
Опубликовано: 30.12.2005

Текст
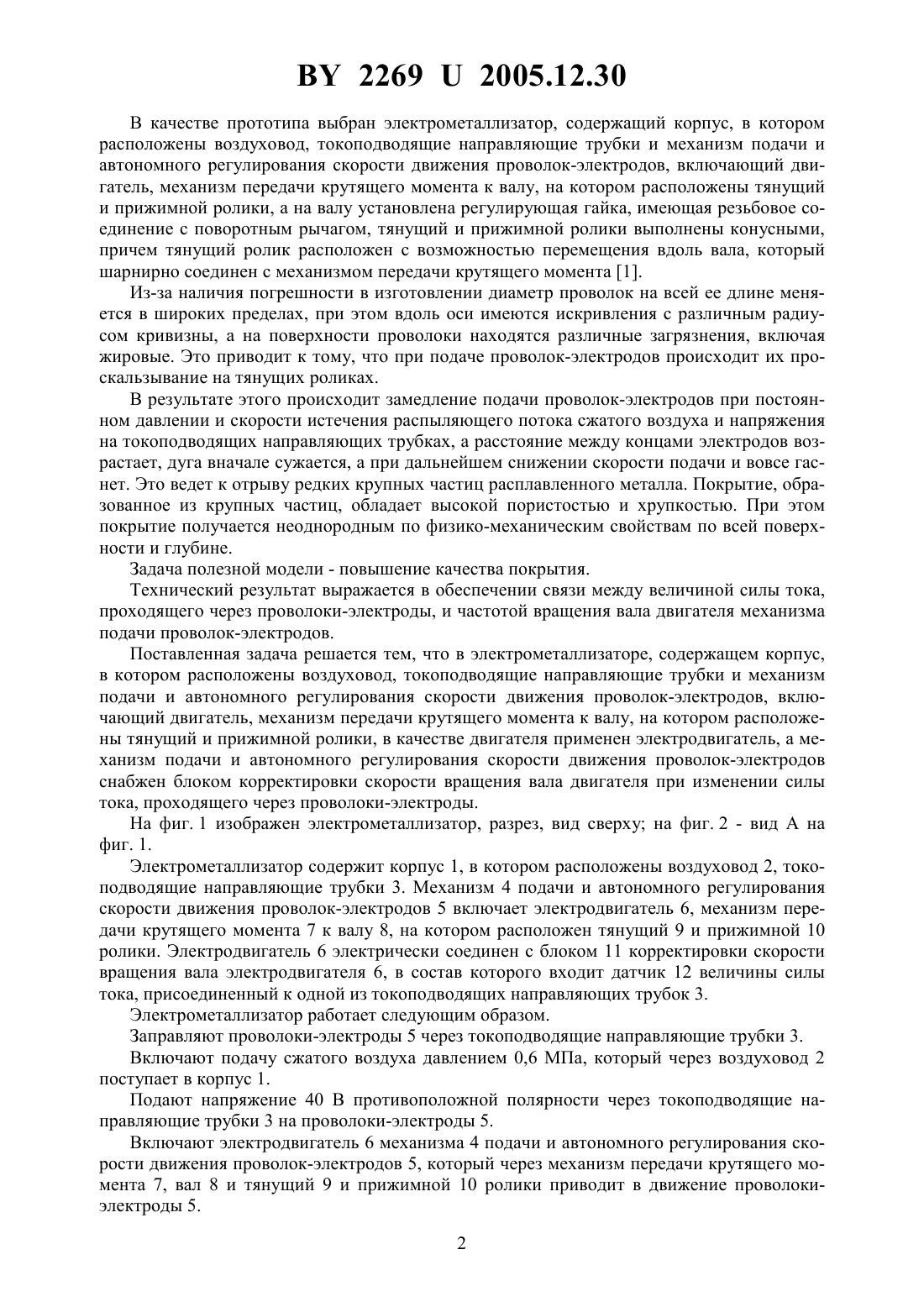
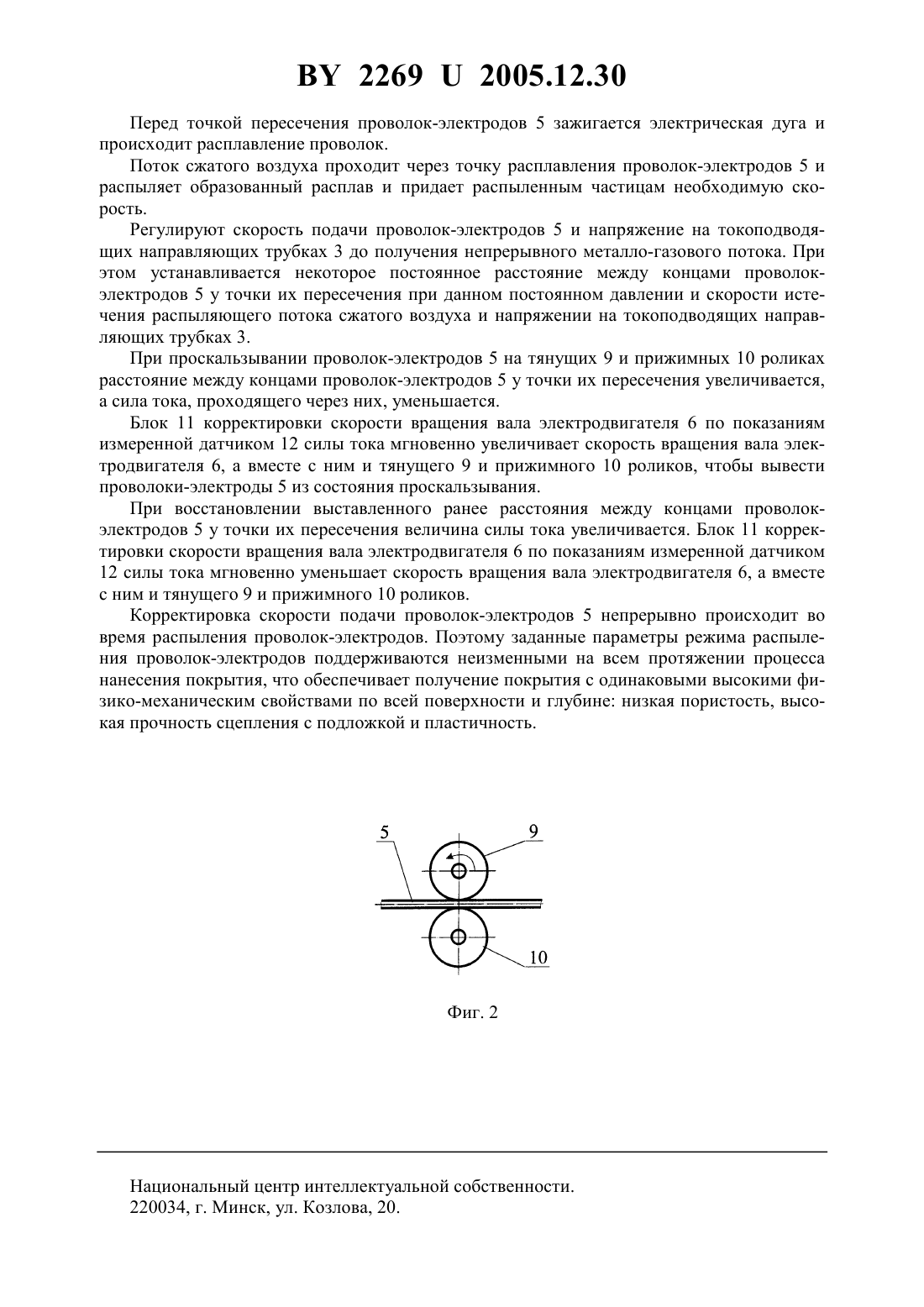
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Институт механики и надежности машин Национальной академии наук Беларуси(72) Авторы Изоитко Владимир Михайлович Буйкус Кястас Вито(73) Патентообладатель Государственное научное учреждение Институт механики и надежности машин Национальной академии наук Беларуси(57) Электрометаллизатор, содержащий корпус, в котором расположены воздуховод, токоподводящие направляющие трубки и механизм подачи и автономного регулирования скорости движения проволок-электродов, включающий двигатель, механизм передачи крутящего момента к валу, на котором расположены тянущий и прижимной ролики,отличающийся тем, что в качестве двигателя применен электродвигатель, а механизм подачи и автономного регулирования скорости движения проволок-электродов снабжен блоком корректировки скорости вращения вала двигателя при изменении силы тока, проходящего через проволоки-электроды. Фиг. 1 Полезная модель относится к технике напыления расплавленного металла на поверхность, а именно к конструкциям электрометаллизаторов, в которых напыление проводят путем электродугового расплавления электродов в виде проволок и распыления расплавленных частиц сжатым воздухом или газом, и может применяться для нанесения простых и композиционных покрытий при автономном регулировании скорости подачи электродов. 22692005.12.30 В качестве прототипа выбран электрометаллизатор, содержащий корпус, в котором расположены воздуховод, токоподводящие направляющие трубки и механизм подачи и автономного регулирования скорости движения проволок-электродов, включающий двигатель, механизм передачи крутящего момента к валу, на котором расположены тянущий и прижимной ролики, а на валу установлена регулирующая гайка, имеющая резьбовое соединение с поворотным рычагом, тянущий и прижимной ролики выполнены конусными,причем тянущий ролик расположен с возможностью перемещения вдоль вала, который шарнирно соединен с механизмом передачи крутящего момента 1. Из-за наличия погрешности в изготовлении диаметр проволок на всей ее длине меняется в широких пределах, при этом вдоль оси имеются искривления с различным радиусом кривизны, а на поверхности проволоки находятся различные загрязнения, включая жировые. Это приводит к тому, что при подаче проволок-электродов происходит их проскальзывание на тянущих роликах. В результате этого происходит замедление подачи проволок-электродов при постоянном давлении и скорости истечения распыляющего потока сжатого воздуха и напряжения на токоподводящих направляющих трубках, а расстояние между концами электродов возрастает, дуга вначале сужается, а при дальнейшем снижении скорости подачи и вовсе гаснет. Это ведет к отрыву редких крупных частиц расплавленного металла. Покрытие, образованное из крупных частиц, обладает высокой пористостью и хрупкостью. При этом покрытие получается неоднородным по физико-механическим свойствам по всей поверхности и глубине. Задача полезной модели - повышение качества покрытия. Технический результат выражается в обеспечении связи между величиной силы тока,проходящего через проволоки-электроды, и частотой вращения вала двигателя механизма подачи проволок-электродов. Поставленная задача решается тем, что в электрометаллизаторе, содержащем корпус,в котором расположены воздуховод, токоподводящие направляющие трубки и механизм подачи и автономного регулирования скорости движения проволок-электродов, включающий двигатель, механизм передачи крутящего момента к валу, на котором расположены тянущий и прижимной ролики, в качестве двигателя применен электродвигатель, а механизм подачи и автономного регулирования скорости движения проволок-электродов снабжен блоком корректировки скорости вращения вала двигателя при изменении силы тока, проходящего через проволоки-электроды. На фиг. 1 изображен электрометаллизатор, разрез, вид сверху на фиг. 2 - вид А на фиг. 1. Электрометаллизатор содержит корпус 1, в котором расположены воздуховод 2, токоподводящие направляющие трубки 3. Механизм 4 подачи и автономного регулирования скорости движения проволок-электродов 5 включает электродвигатель 6, механизм передачи крутящего момента 7 к валу 8, на котором расположен тянущий 9 и прижимной 10 ролики. Электродвигатель 6 электрически соединен с блоком 11 корректировки скорости вращения вала электродвигателя 6, в состав которого входит датчик 12 величины силы тока, присоединенный к одной из токоподводящих направляющих трубок 3. Электрометаллизатор работает следующим образом. Заправляют проволоки-электроды 5 через токоподводящие направляющие трубки 3. Включают подачу сжатого воздуха давлением 0,6 МПа, который через воздуховод 2 поступает в корпус 1. Подают напряжение 40 В противоположной полярности через токоподводящие направляющие трубки 3 на проволоки-электроды 5. Включают электродвигатель 6 механизма 4 подачи и автономного регулирования скорости движения проволок-электродов 5, который через механизм передачи крутящего момента 7, вал 8 и тянущий 9 и прижимной 10 ролики приводит в движение проволокиэлектроды 5. 2 22692005.12.30 Перед точкой пересечения проволок-электродов 5 зажигается электрическая дуга и происходит расплавление проволок. Поток сжатого воздуха проходит через точку расплавления проволок-электродов 5 и распыляет образованный расплав и придает распыленным частицам необходимую скорость. Регулируют скорость подачи проволок-электродов 5 и напряжение на токоподводящих направляющих трубках 3 до получения непрерывного металло-газового потока. При этом устанавливается некоторое постоянное расстояние между концами проволокэлектродов 5 у точки их пересечения при данном постоянном давлении и скорости истечения распыляющего потока сжатого воздуха и напряжении на токоподводящих направляющих трубках 3. При проскальзывании проволок-электродов 5 на тянущих 9 и прижимных 10 роликах расстояние между концами проволок-электродов 5 у точки их пересечения увеличивается,а сила тока, проходящего через них, уменьшается. Блок 11 корректировки скорости вращения вала электродвигателя 6 по показаниям измеренной датчиком 12 силы тока мгновенно увеличивает скорость вращения вала электродвигателя 6, а вместе с ним и тянущего 9 и прижимного 10 роликов, чтобы вывести проволоки-электроды 5 из состояния проскальзывания. При восстановлении выставленного ранее расстояния между концами проволокэлектродов 5 у точки их пересечения величина силы тока увеличивается. Блок 11 корректировки скорости вращения вала электродвигателя 6 по показаниям измеренной датчиком 12 силы тока мгновенно уменьшает скорость вращения вала электродвигателя 6, а вместе с ним и тянущего 9 и прижимного 10 роликов. Корректировка скорости подачи проволок-электродов 5 непрерывно происходит во время распыления проволок-электродов. Поэтому заданные параметры режима распыления проволок-электродов поддерживаются неизменными на всем протяжении процесса нанесения покрытия, что обеспечивает получение покрытия с одинаковыми высокими физико-механическим свойствами по всей поверхности и глубине низкая пористость, высокая прочность сцепления с подложкой и пластичность. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B05B 7/22
Метки: электрометаллизатор
Код ссылки
<a href="https://by.patents.su/3-u2269-elektrometallizator.html" rel="bookmark" title="База патентов Беларуси">Электрометаллизатор</a>
Станок для центробежной металлизации втулок
Номер патента: U 1499
Опубликовано: 30.09.2004
Автор: Буйкус Кястас Вито
МПК: B23K 9/00
Метки: металлизации, центробежной, станок, втулок
Текст:
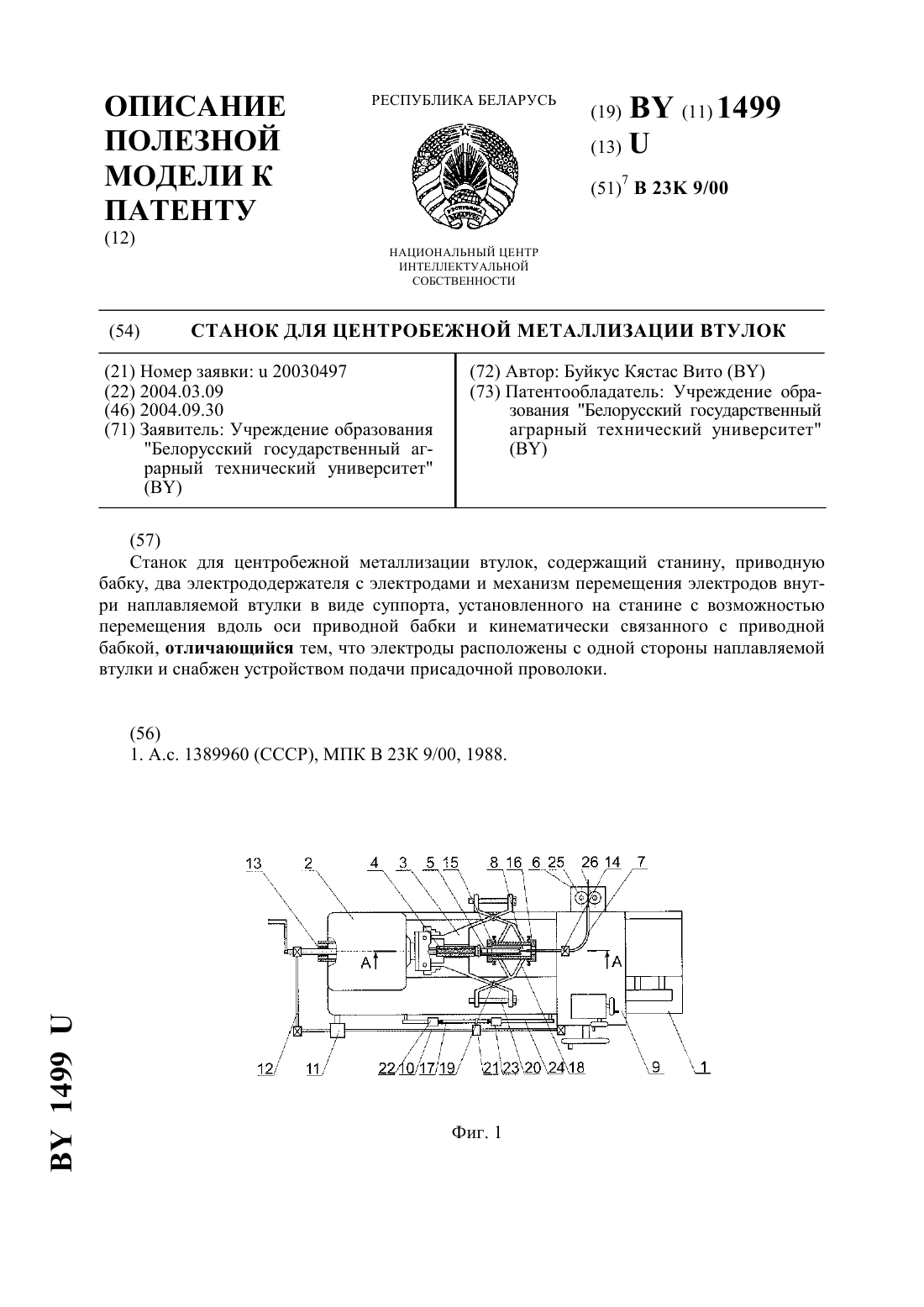
...разрез А-А. Станок для центробежной металлизации втулок содержит станину 1, приводную бабку 2, обойму 3, электрододержатели 4 с электродами 5, механизм подачи проволоки 6, направляющую проволоки 7, присадочную проволоку 8, суппорт 9, продольную штангу 10,направляющую 11, поперечную штангу 12, подшипник скольжения 13, держатель 14,фиксаторы 15 и 16, систему 17 управления суппортом. Обойма 3 содержит лапы 18, оси 19 и болты 20. Система 17...
Сварочная машина для изготовления проволочных сеток и плоских каркасов
Номер патента: 4653
Опубликовано: 30.09.2002
Авторы: Рагунович Сергей Петрович, Ногаев Борис Петрович, Шелег Валерий Константинович
МПК: B21F 27/10
Метки: сварочная, машина, проволочных, каркасов, плоских, изготовления, сеток
Текст:
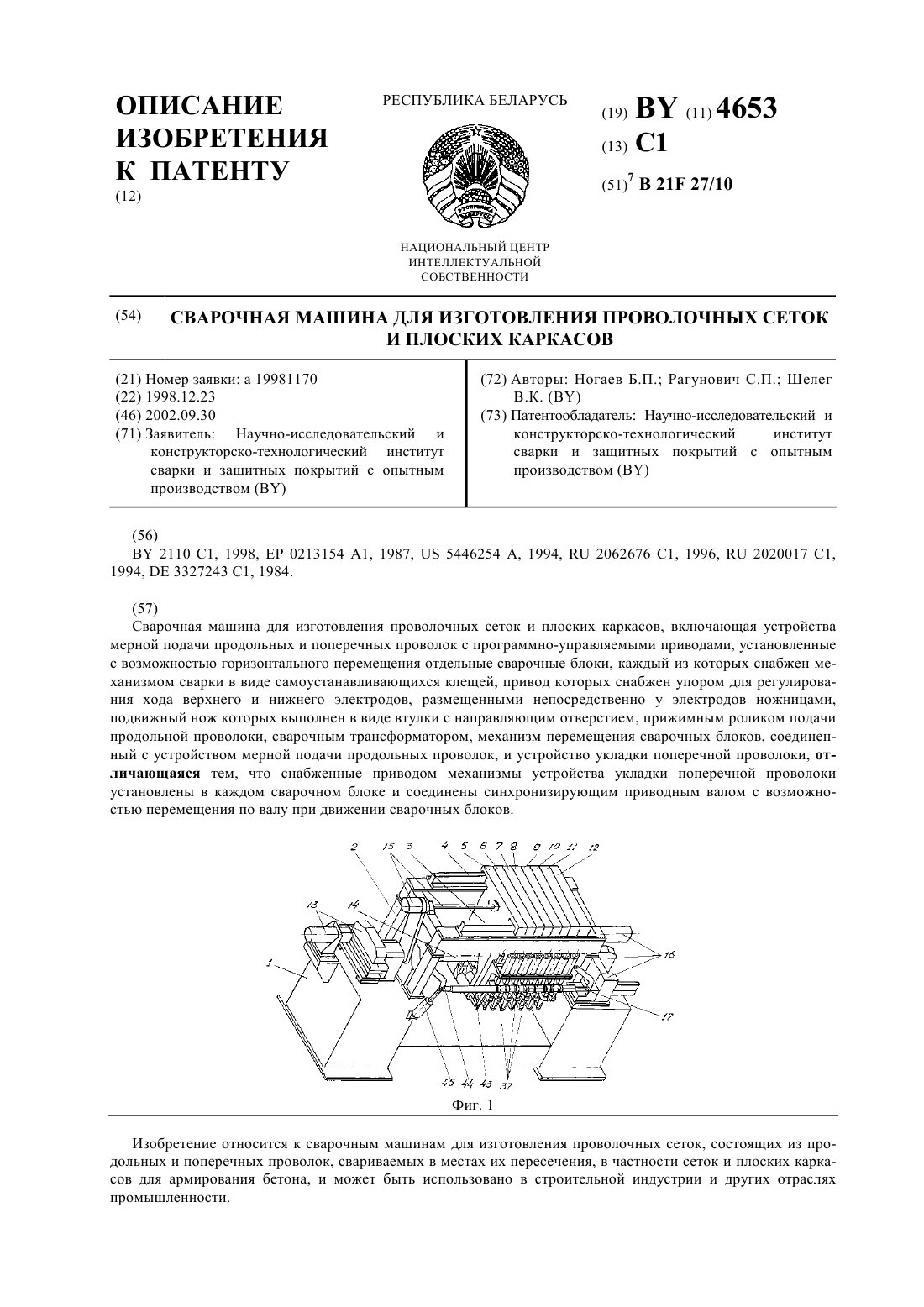
...установлены отдельные сварочные блоки, например 512 с возможностью их горизонтального перемещения по направляющим 3, 4 На станине размещены известные устройства 2 13 мерной подачи продольных проволок с приводным валом 14 и механизмом 15 перемещения сварочных блоков, устройство 16 мерной подачи и резки поперечной проволоки с программно-управляемым приводом, устройство 17 укладки поперечной проволоки под электроды. Каждый сварочный блок 512...
Сварочная машина для изготовления проволочных пространственных каркасов

Номер патента: 4654
Опубликовано: 30.09.2002
Авторы: Ногаев Борис Петрович, Шелег Валерий Константинович, Рагунович Сергей Петрович
МПК: B21F 27/10
Метки: сварочная, изготовления, проволочных, каркасов, пространственных, машина
Текст:
...по направляющим 3. В корпусе 12 каждой секции 411 смонтированы неподвижный нижний 13 и подвижный верхний 14 сварочные блоки подачи продольных проволок, механизм 15 вертикального перемещения верхнего блока 14 по направляющим 16, механизмы 17 фиксации и 18 стопорения. Нижний 13 и верхний 14 сварочные блоки 4654 1 включают известные 2 правильные ролики 19, направляющие 20, 21 продольной проволоки, прижимной ролик 22 с рычагом 23 и приводом 24,...
Сварочная машина для изготовления проволочных сеток и плоских каркасов
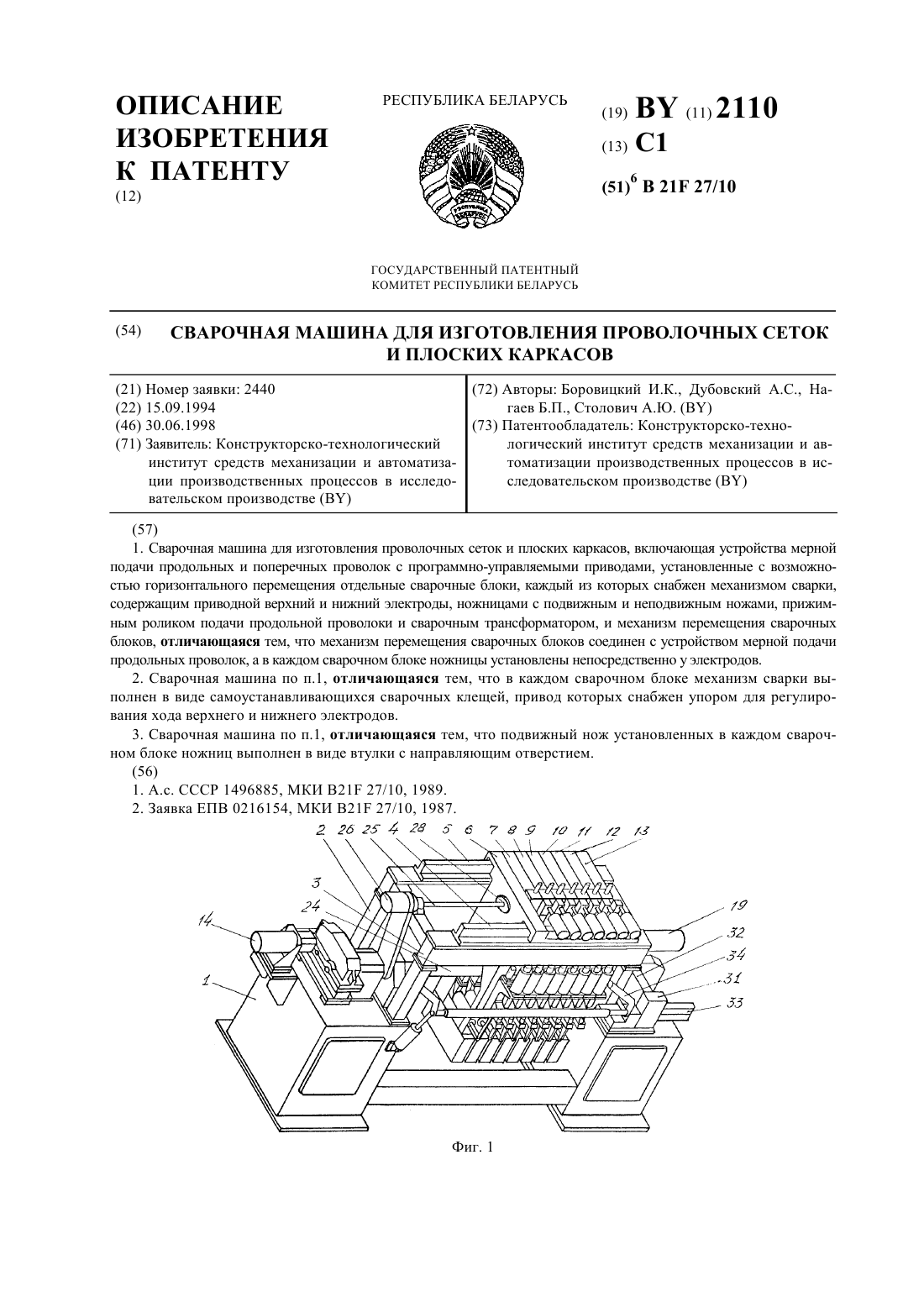
Номер патента: 2110
Опубликовано: 30.06.1998
Авторы: Дубовский Александр Семенович, Столович Александр Юрьевич, Нагаев Борис Петрович, Боровицкий Игорь Константинович
МПК: B21F 27/10
Метки: плоских, проволочных, сварочная, машина, изготовления, каркасов, сеток
Текст:
...по направляющим 4, 5. Устройство мерной подачи продольных проволок содержит программноуправляемый привод, включающий электродвигатель 14, электропривод 15, датчик 16 контроля размера подачи проволок, модуль позиционирования 17, задающего режим работы электропривода и электродвигателя. Управление устройством мерной подачи продольных проволок осуществляется микропроцессорной системой 18 управления сварочной машиной. Аналогично...
Устройство для импульсной подачи электродной проволоки

Номер патента: 4303
Опубликовано: 30.03.2002
Авторы: Цыганов Валерий Анатольевич, Селицкий Вячеслав Станиславович, Аполоник Сергей Александрович, Барсуков Игорь Викторович, Рагунович Сергей Петрович
МПК: B23K 9/12
Метки: устройство, электродной, подачи, импульсной, проволоки
Текст:
...заключается в том, что механизм изменения скорости подачи электродной проволоки содержит гибкий направляющий элемент. Один конец гибкого направляющего элемента прикреплен к разъемному соединению,а второй связан с маятниковым рычагом. На гибком направляющем элементе установлен седловидный зажим, связанный при помощи тяг и пружин с тянущими элементами. На фигуре показан общий вид устройства. Устройство содержит корпус 1, подающий ролик 2,...
Предыдущий патент: Аксиально-поршневая гидромашина
Следующий патент: Распылительная головка к электрометаллизатору
Случайный патент: Способ нанесения многослойного покрытия на внутреннюю поверхность полого изделия