Способ изготовления зубчатых колес
Номер патента: 9749
Опубликовано: 30.10.2007
Авторы: Мариев Павел Лукьянович, Шкатуло Наталья Дмитриевна, Харитончик Дмитрий Иванович, Шишко Сергей Александрович, Моисеенко Владимир Иванович, Папковский Петр Иванович
Текст
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС(71) Заявитель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(72) Авторы Моисеенко Владимир Иванович Папковский Петр Иванович Шкатуло Наталья Дмитриевна Шишко Сергей Александрович Харитончик Дмитрий Иванович Мариев Павел Лукьянович(73) Патентообладатель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(57) Способ изготовления зубчатого колеса, включающий получение заготовки из низкоуглеродистой стали, формообразование зубчатого колеса, его химико-термическую обработку и отпуск, отличающийся тем, что используют сталь, содержащую углерод, кремний, марганец, никель, алюминий, ванадий, молибден, хром и железо при следующем соотношении компонентов, мас.углерод 0,17-0,22 кремний 0,07-0,37 марганец 0,40-0,60 никель 3,90-4,20 алюминий 0,80-1,20 ванадий 0,10-0,15 молибден 0,40-0,60 хром 0,40-0,60 железо остальное,заготовку получают путем центробежного электрошлакового литья стали с добавлением в нее бескремниевой комплексной лигатуры с редкоземельными элементами и последующей термообработки путем нормализации, отпуска с нагревом до 690 и охлаждением воздухом, закалки с нагревом до 860 и охлаждением маслом, отпуска с нагревом до 690 и охлаждением до 580 воздухом, далее водой, химико-термическую обработку зубчатого колеса осуществляют путем ионного азотирования, а отпуск осуществляют путем нагрева до 620 и охлаждения до 580 воздухом, далее водой. 9749 1 2007.10.30 Предлагаемое техническое решение относится к металлургии и может быть использовано для изготовления высоконагруженных крупногабаритных зубчатых колес, преимущественно с внутренним зацеплением. Особенность высоконагруженных крупногабаритных зубчатых колес для машин большой единичной мощности состоит в необходимости обеспечения их долговечности при сверхмногоцикловой усталости. Наиболее близким по технической сущности к предлагаемому способу аналогом, принятым за прототип, является способ изготовления зубчатых колес, включающий их формообразование из малоуглеродистой стали, содержащей углерод, кремний, никель, марганец, алюминий, медь, железо, цементацию зубчатого колеса, охлаждение и последующую термообработку зубьев колеса (А.с. СССР 1437410, МПК С 22 С 38/16,21 1/78, 1988). Однако данный способ применим в основном для колес с внешним зацеплением зубьев. Для крупногабаритных зубчатых колес с внутренним зацеплением проблемным является вопрос об обеспечении в них геометрических параметров после цементации, так как финишная обработка колес указанного класса затруднена, а также о свойствах металла в объемах, принадлежащих внутренней усадочной раковине, так как это обстоятельство определяет несущую способность колес. Задача предлагаемого технического решения состоит в обеспечении долговечности высоконагруженных крупногабаритных зубчатых колес с внутренним зацеплением путем снижения деформации колес и достижения в них однородности распределения нагрузок и напряжений при одновременном увеличении твердости сердцевины зубьев. Поставленная задача осуществляется способом изготовления зубчатого колеса, включающим получение заготовки из низкоуглеродистой стали, формообразование зубчатого колеса, его химико-термическую обработку и отпуск, причем согласно техническому решению используют сталь, содержащую углерод, кремний, марганец, никель, алюминий,ванадий, молибден, хром и железо при следующем соотношении компонентов, мас.углерод 0,17-0,22 кремний 0,07-0,37 марганец 0,4-0,6 никель 3,9-4,2 алюминий 0,8-1,2 ванадий 0,1-0,15 молибден 0,4-0,6 хром 0,4-0,6 железо остальное,заготовку получают путем центробежного электрошлакового литья с добавлением в нее бескремниевой комплексной лигатуры с редкоземельными элементами и последующей термообработки путем нормализации, отпуска с нагревом до 690 С и охлаждением воздухом, закалки с нагревом до 860 С и охлаждением маслом, отпуска с нагревом до 690 С и охлаждением до 580 С воздухом, далее водой, химико-термическую обработку зубчатого колеса осуществляют путем ионного азотирования, а отпуск осуществляют путем нагрева до 620 С и охлаждения до 580 С воздухом, далее водой. Делегирование стали никелем до 4 по сравнению с 1,5 в составе стали прототипа позволяет обеспечить упрочнение поверхности и бездеформационное твердение сердцевины без потери вязкости. Стали, содержащие алюминий, характеризуются высокой твердостью на поверхности и высоким сопротивлением истиранию. Однако алюминийсодержащие стали склонны к отпускной хрупкости. Введение молибдена позволяет уменьшить этот недостаток. Введение в никельалюминиймолибденовую сталь ванадия позволяет получить более пластические свойства наряду с повышением твердости. 2 9749 1 2007.10.30 Применение центробежного электрошлакового литья позволяет получить литые кольцевые недеформированные заготовки при производстве крупногабаритных зубчатых колес и увеличить плотность материала. Бескремниевые лигатуры с редкоземельными элементами обладают модифицирующим эффектом на макро- и микроструктуру отливок,повышают плотность металла и его азотируемость. Азотирование крупногабаритных зубчатых колес с внутренним зацеплением приводит к увеличению твердости сердцевины и практически исключает деформации при термоупрочнении. Предлагаемый способ иллюстрируется следующим примером. Мелкокусковые отходы низкоуглеродистых среднелегированных сталей переплавлялись в индукционной печи, делегировались алюминием, никелем, молибденом и ванадием по типовой технологии с разливкой в металлические или сухие песчаные формы. Методом электрошлакового переплава полученные отливки (электроды) переплавлялись с добавлением бескремниевой комплексной лигатуры с редкоземельными элементами, например церием. Расплавленный металл выливался в центр вращающейся формы с постоянным увеличением скорости вращения до необходимого числа оборотов. Температура формы непосредственно перед закалкой составляет 100200 С. После затвердевания отливки она извлекалась из формы и подавалась на термообработку по режиму нормализация 920 С, высокий отпуск 690 С, охлаждение воздухом, закалка 860 , охлаждение маслом, высокий отпуск 690 , охлаждение воздухом до 580 С, далее охлаждение водой. Далее проводилась окончательная механическая обработка полученной заготовки. Формообразование зубчатого колеса осуществлялось операцией зубодолбления, затем была проведена химико-термическая обработка колеса путем ионного азотирования по серийной технологии температура 520 С, время 16 ч (нагрев и охлаждение). Отпуск после азотирования проводили при температуре 620 С в течение двух часов в атмосфере азота 3 м 3/ч. Отпуск после азотирования позволяет получить следующие параметры твердость азотированного слоя в пределах 850-1000 , толщина слоя 0,3 мм, твердость сердцевины 35-39 , ударная вязкость не менее 40 Дж/см 2. Введение бескремниевых комплексных лигатур позволяет снизить объем снимаемого металла с внутренней рабочей поверхности в 1,5 раза. Источники информации 1. А.с. 1437410, МПК С 22 С 38/16,21 1/78. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: C21D 9/32, C22C 38/44, C21D 1/78
Метки: способ, изготовления, колес, зубчатых
Код ссылки
<a href="https://by.patents.su/3-9749-sposob-izgotovleniya-zubchatyh-koles.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления зубчатых колес</a>
Способ изготовления зубчатых колес из высокопрочного чугуна
Номер патента: 6552
Опубликовано: 30.09.2004
Авторы: Покровский Артур Игоревич, Гаухштейн Иосиф Самуилович, Дудецкая Лариса Романовна
Метки: колес, высокопрочного, изготовления, чугуна, способ, зубчатых
Текст:
...легированных никелем и медью, формируется структура преимущественно из зернистого перлита, способствующая ускоренному переходу углерода в твердый раствор при нагреве зубчатых колес под закалку и улучшению обрабатываемости резанием при механической обработке. Применение скорости охлаждения, превышающей 80 /час, приводит к образованию структур с пластинчатой или игольчатой формой цементита, что повышает твер 2 6552 1 дость и ухудшает...
Способ восстановления профиля зубьев зубчатых колес и устройство для его осуществления
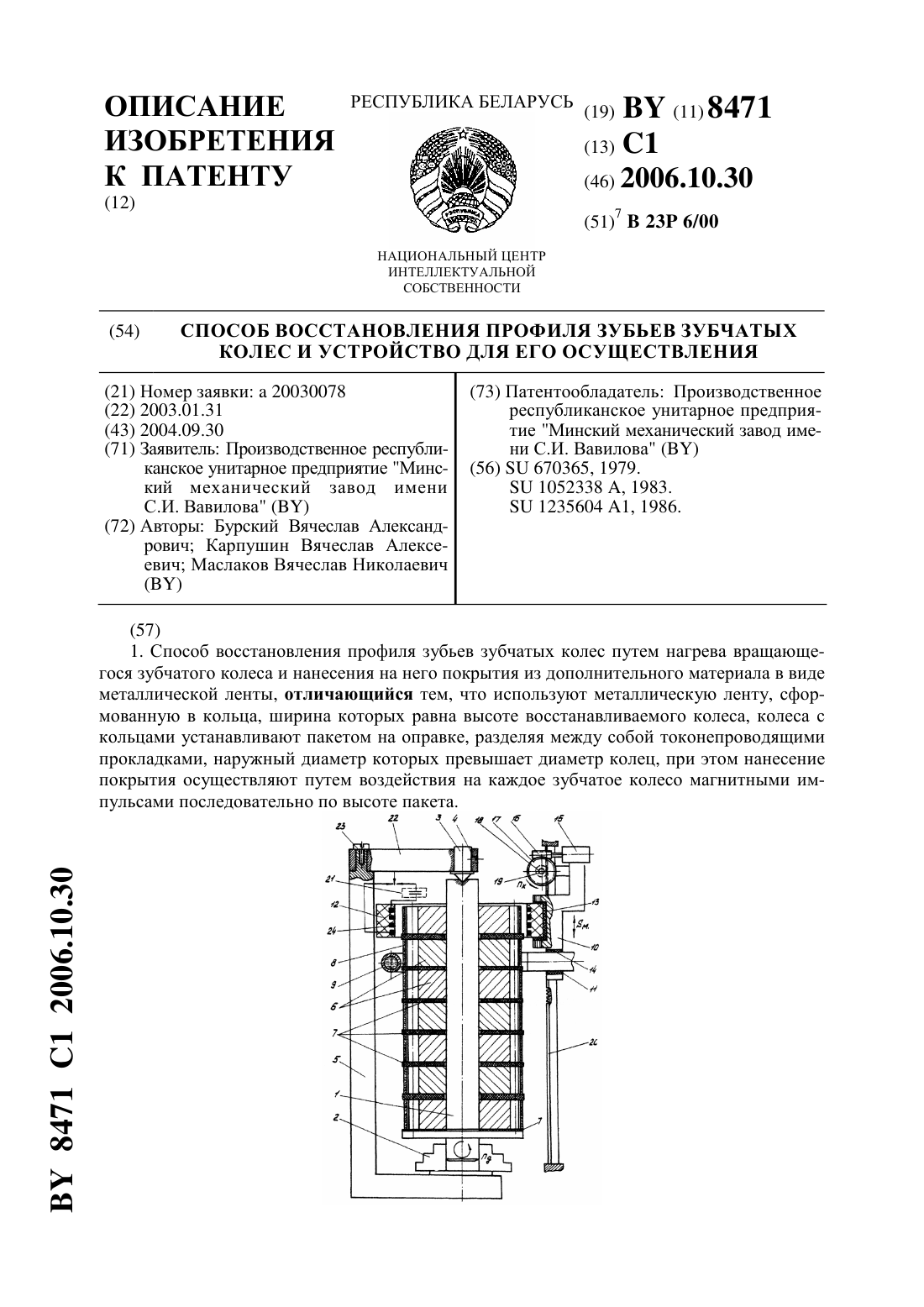
Номер патента: 8471
Опубликовано: 30.10.2006
Авторы: Карпушин Вячеслав Алексеевич, Бурский Вячеслав Александрович, Маслаков Вячеслав Николаевич
МПК: B23P 6/00
Метки: профиля, устройство, способ, колес, зубьев, осуществления, восстановления, зубчатых
Текст:
...нагрева - индуктор ТВЧ (поз. 9) жестко прикреплен к захвату 10 и изолирован от нее токонепроводящей втулкой 11. Средство нанесения покрытия из дополнительного материала (кольцо из ленты 8) выполнено в виде магнитно-импульсной установки, обойма 12 которой установлена в изолированном захвате 10 посредством накладки 13 и закреплена винтом 14, а также привода вертикального перемещения обоймы 12. Привод содержит шаговый реверсивный двигатель...
Способ нарезания цилиндрических зубчатых колёс и станок для его осуществления
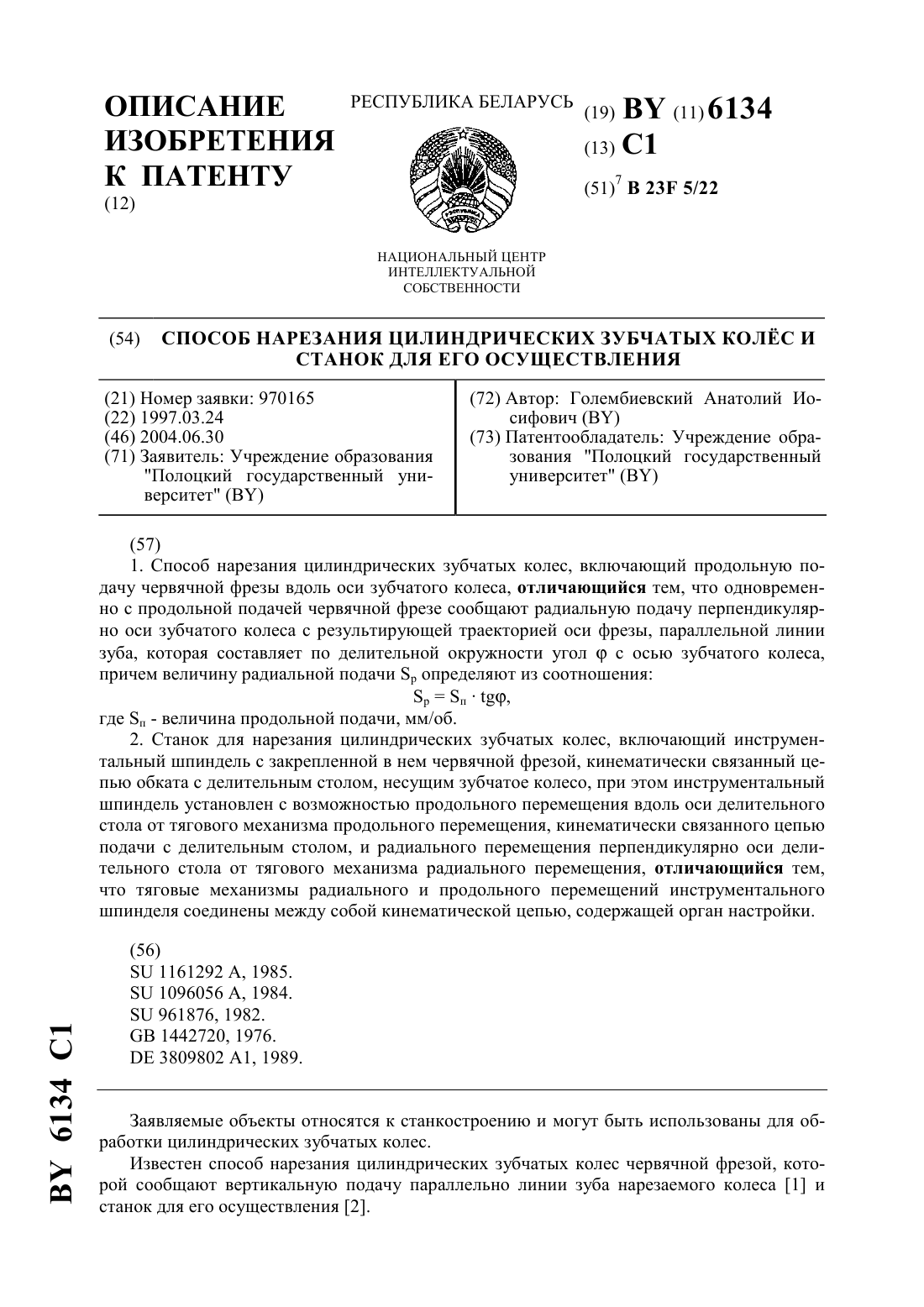
Номер патента: 6134
Опубликовано: 30.06.2004
Автор: Голембиевский Анатолий Иосифович
МПК: B23F 5/22
Метки: нарезания, станок, колёс, способ, цилиндрических, зубчатых, осуществления
Текст:
...радиального и продольного перемещений инструментального шпинделя соединены между собой кинематической цепью, содержащей орган настройки. При описанном выполнении изобретений инструментальный шпиндель при воспроизведении линии зуба обрабатываемого колеса будет одновременно перемещаться в двух взаимоперпендикулярных направлениях - продольном и радиальном по отношению к делительному столу с заготовкой. При геометрическом сложении подач обоих...
Способ долбления зубчатых колес и станок для его осуществления
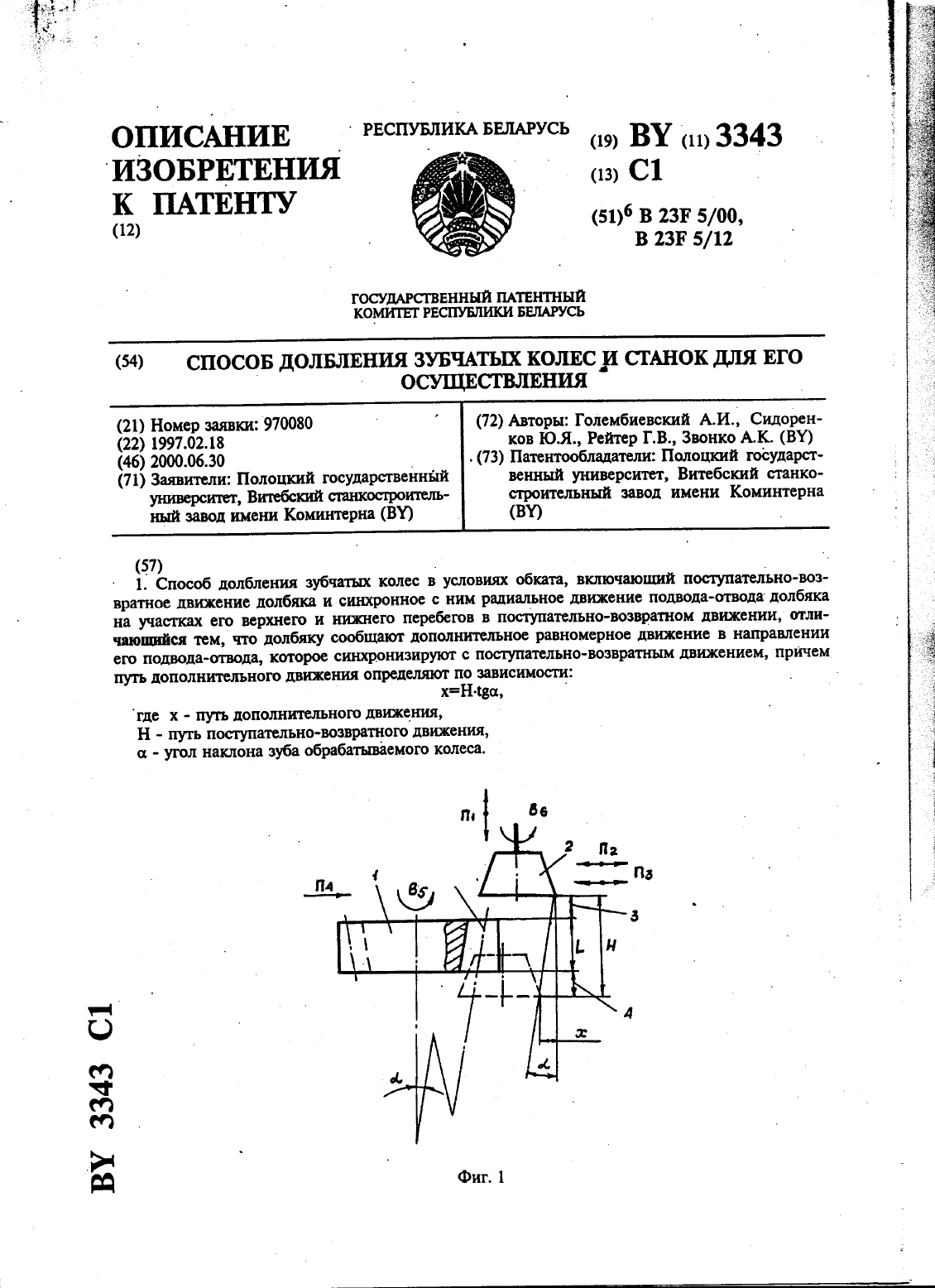
Номер патента: 3343
Опубликовано: 30.06.2000
Авторы: Голембиевский Анатолий Иосифович, Звонко Александр Константинович, Сидоренков Юрий Яковлевич, Рейтер Генрих Витольдович
Метки: способ, станок, долбления, зубчатых, осуществления, колес
Текст:
...поступательному движению гильзы, а другая - ее возвратному движению, обе дуги профиля кулачка выполнены по архимедовой спирали, конечный радиус дуги, соответствующей поступательному движению гильзы, больше ее начального радиуса, а начальный радиус дуги,соответствующий возвратному движению гильзы, больше ее конечного радиуса, причем разность радиусов для обеих дуг определяется.по зависимости, задаваемой способом долбления.При...
Устройство для магнитно-абразивной обработки зубчатых колес
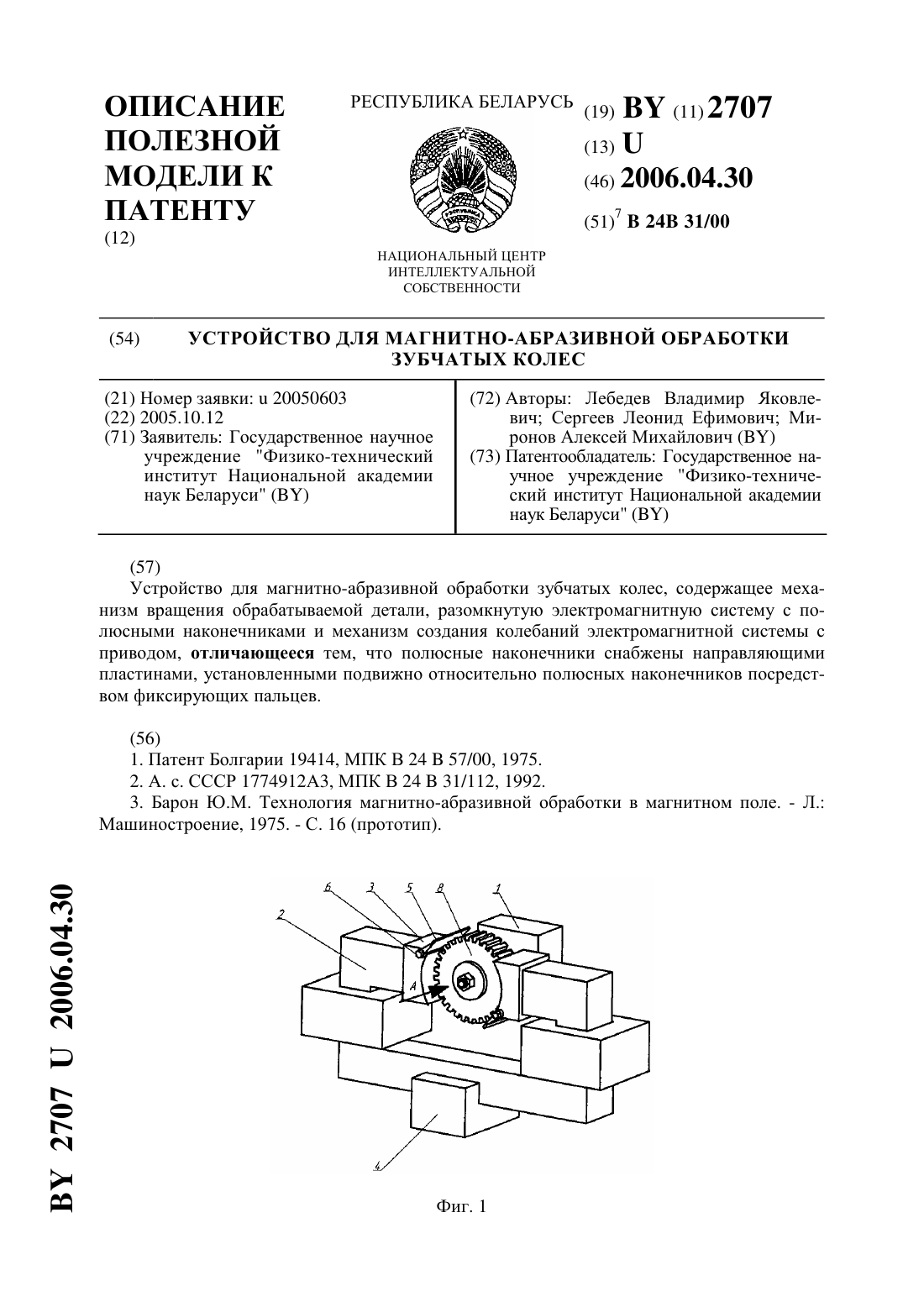
Номер патента: U 2707
Опубликовано: 30.04.2006
Авторы: Миронов Алексей Михайлович, Сергеев Леонид Ефимович, Лебедев Владимир Яковлевич
МПК: B24B 31/00
Метки: зубчатых, колес, устройство, обработки, магнитно-абразивной
Текст:
...деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки зубчатых колес, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, полюсные наконечники снабжены направляющими пластинами,...
Предыдущий патент: Система для предотвращения проникновения запрещенных предметов и/или веществ на охраняемую территорию
Следующий патент: Способ лечения тендопериостеопатии верхнего или нижнего полюса надколенника
Случайный патент: Напиток - фруктово-ягодный чай с мякотью