Способ прессования из порошков изделий с внутренними полостями
Номер патента: 6978
Опубликовано: 30.06.2005
Авторы: Голубев Алексей Николаевич, Клименков Степан Степанович
Текст
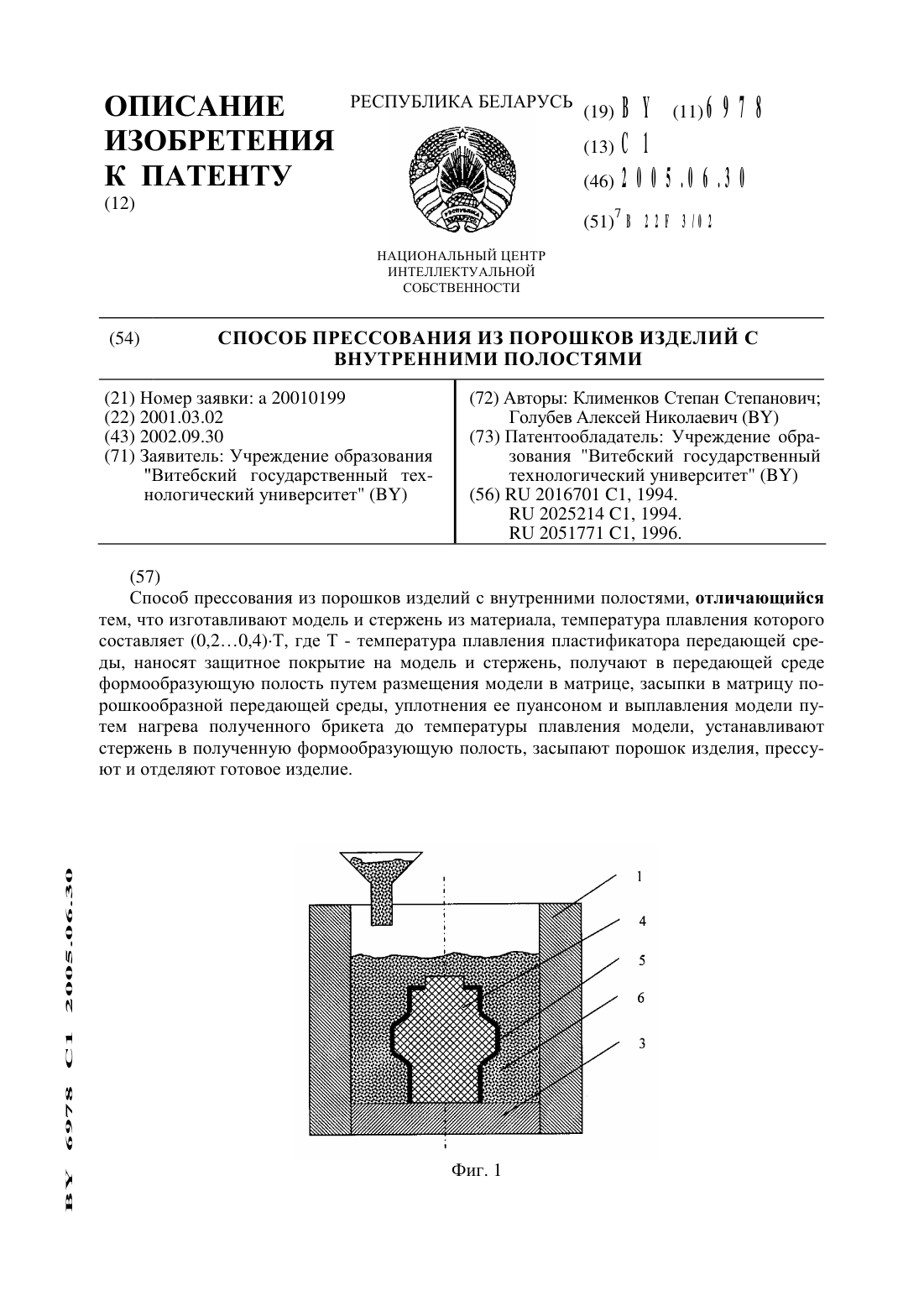
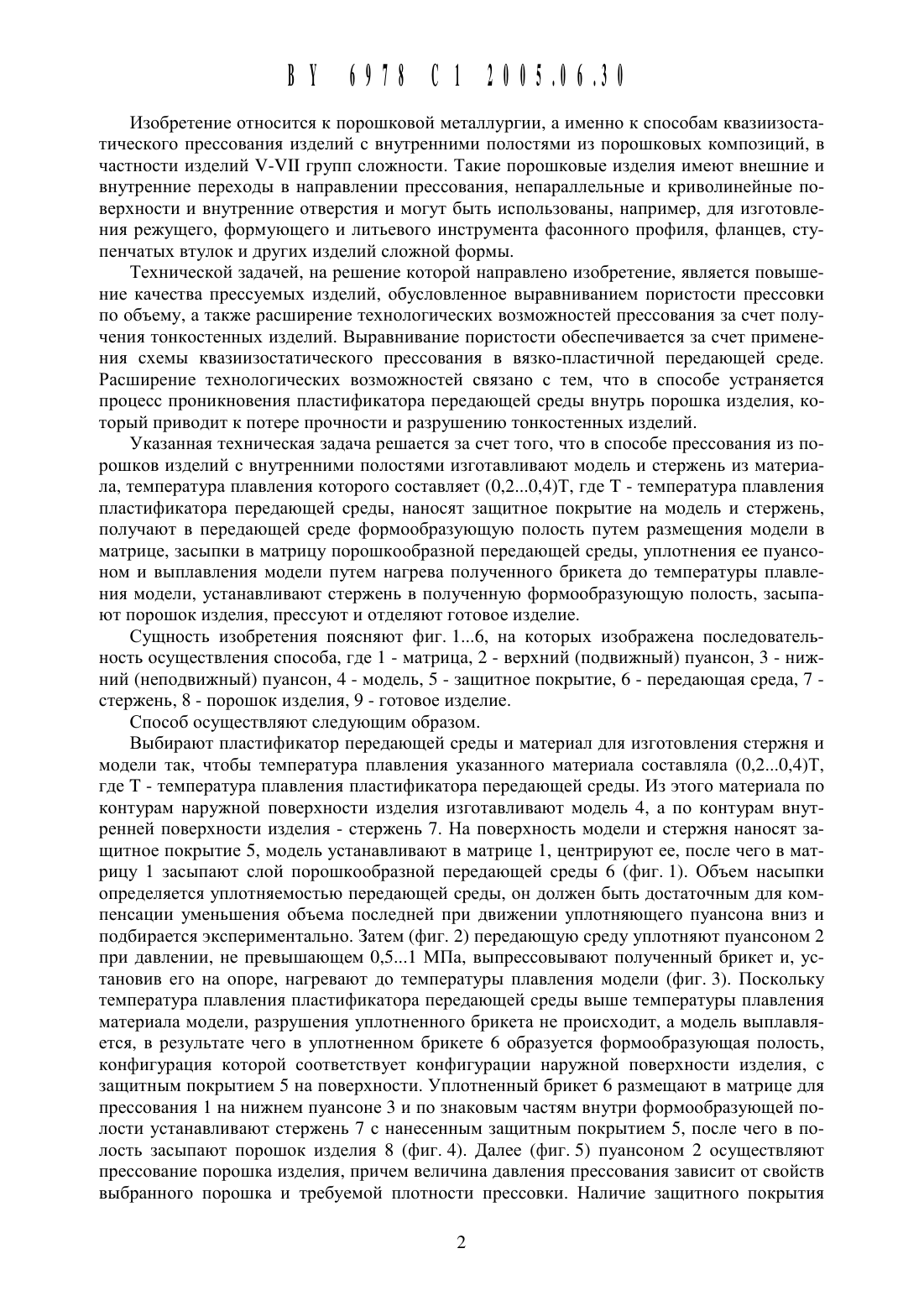
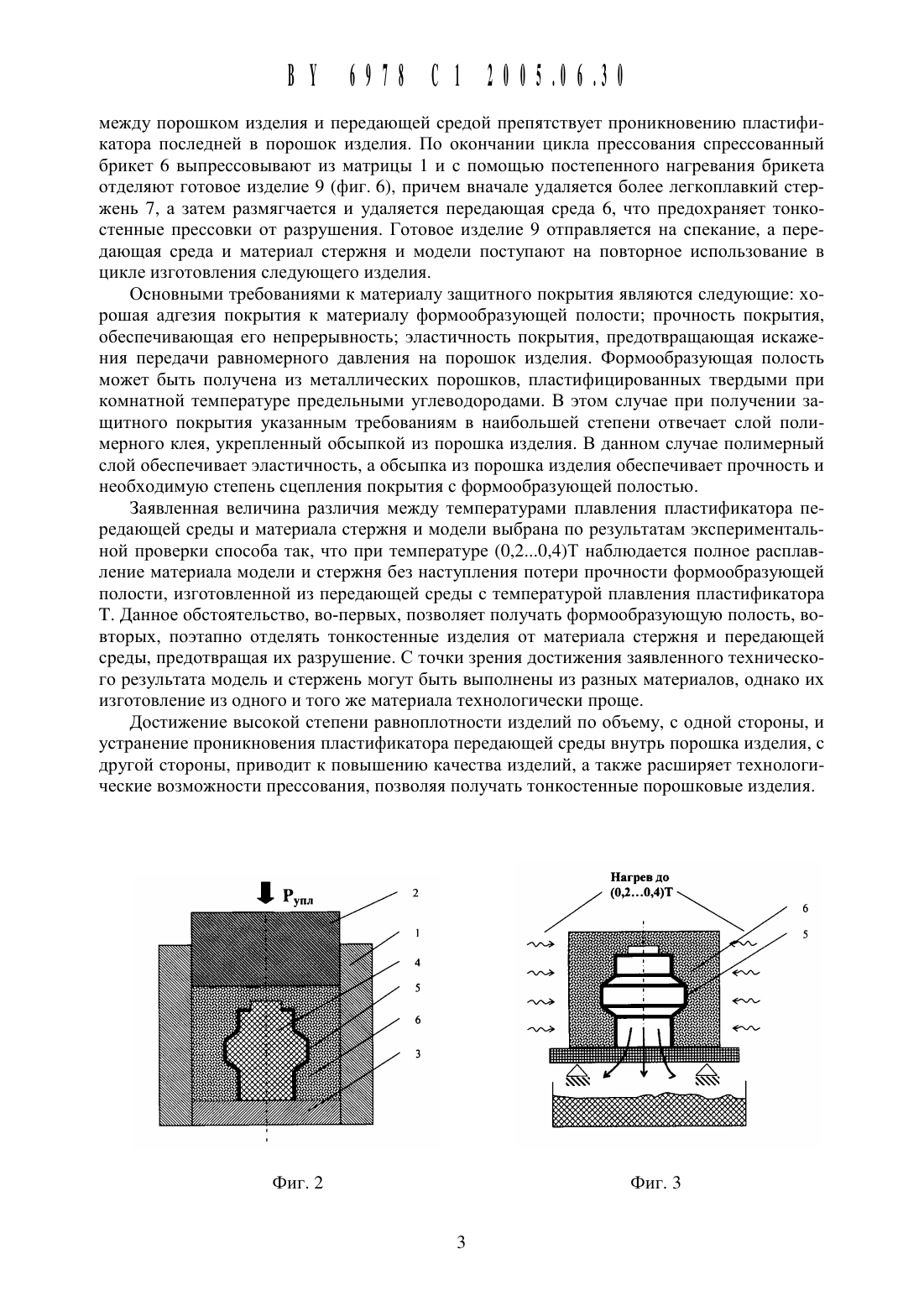
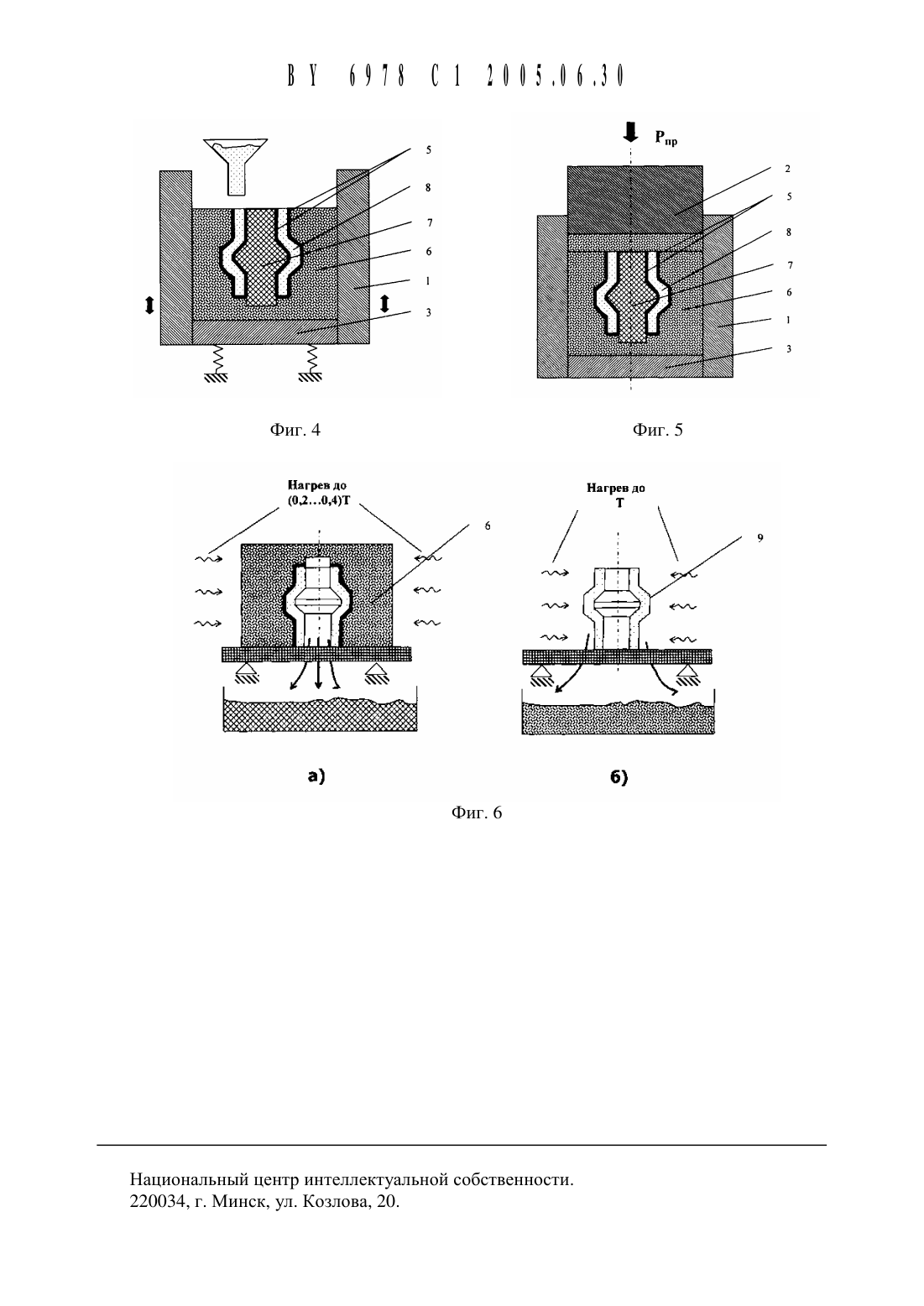
(51) В 221 3102 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОИ СОБСТВЕННОСТИ(54) СПОСОБ ПРЕССОВАНИЯ ИЗ ПОРОШКОВ ИЗДЕЛИЙ С(71) Заявитель Учреждение образования Витебский государственный технологический университет (ВУ)(72) Авторы Клименков Степан Степанович Голубев Алексей Николаевич (ВУ)(73) Патентообладатель Учреждение образования Витебский государственный технологический университет (ВУ)Способ прессования из порошков изделий с внутренними полостями, отличающийся тем, что изготавливают модель и стержень из материала, температура плавления которого составляет (0,20,4)-Т, где Т - температура плавления пластификатора передающей среды, наносят защитное покрытие на модель и стержень, получают в передающей среде форМообразуюЩую полость путем размещения модели в матрице, засыпки в матрицу порошкообразной передающей среды, уплотнения ее пуансоном и выплавления модели путем нагрева полученного брикета до температуры плавления модели, устанавливают стержень в полученную форМообразуюЩую полость, засыпают порошок изделия, прессуют и отделяют готовое изделие.Изобретение относится К порошковой металлургии, а именно К способам квазиизостатического прессования изделий с внутренними полостями из порошковых композиций, в частности изделий У-УП групп сложности. Такие порошковые изделия имеют внешние и внутренние переходы в направлении прессования, непараллельные и криволинейные поверхности и внутренние отверстия и могут быть использованы, например, для изготовления режущего, формующего и литьевого инструмента фасонного профиля, фланцев, ступенчать 1 х втулок и других изделий сложной формы.Технической задачей, на решение которой направлено изобретение, является повь 1 шение качества прессуемых изделий, обусловленное выравниванием пористости прессовки по объему, а также расширение технологических возможностей прессования за счет получения тонкостенных изделий. Выравнивание пористости обеспечивается за счет применения схемы квазиизостатического прессования в вязко-пластичной передающей среде. Расширение технологических возможностей связано с тем, что в способе устраняется процесс проникновения пластификатора передающей среды внутрь порошка изделия, который приводит к потере прочности и разрушению тонкостенных изделий.Указанная техническая задача решается за счет того, что в способе прессования из порошков изделий с внутренними полостями изготавливают модель и стержень из материала, температура плавления которого составляет (О,2 О,4)Т, где Т - температура плавления пластификатора передающей среды, наносят защитное покрытие на модель и стержень,получают в передающей среде формообразующую полость путем размещения модели в матрице, засыпки в матрицу порошкообразной передающей среды, уплотнения ее пуансоном и выплавления модели путем нагрева полученного брикета до температуры плавления модели, устанавливают стержень в полученную формообразующую полость, зась 1 пают порошок изделия, прессуют и отделяют готовое изделие.Сущность изобретения поясняют фиг. 16, на которых изображена последовательность осуществления способа, где 1 - матрица, 2 - верхний (подвижный) пуансон, 3 - нижний (неподвижный) пуансон, 4 - модель, 5 - защитное покрытие, 6 - передающая среда, 7 стержень, 8 - порошок изделия, 9 - готовое изделие.Способ осуществляют следующим образом.Выбирают пластификатор передающей среды и материал для изготовления стержня и модели так, чтобы температура плавления указанного материала составляла (О,2 О,4)Т,где Т - температура плавления пластификатора передающей среды. Из этого материала по контурам наружной поверхности изделия изготавливают модель 4, а по контурам внутренней поверхности изделия - стержень 7. На поверхность модели и стержня наносят защитное покрытие 5, модель устанавливают в матрице 1, центрируют ее, после чего в матрицу 1 засыпают слой порошкообразной передающей среды 6 (фиг. 1). Объем насыпки определяется уплотняемостью передающей среды, он должен быть достаточным для компенсации уменьшения объема последней при движении уплотняющего пуансона вниз и подбирается экспериментально. Затем (фиг. 2) передающую среду уплотняют пуансоном 2 при давлении, не превышающем О,51 МПа, выпрессовывают полученный брикет и, установив его на опоре, нагревают до температуры плавления модели (фиг. 3). Поскольку температура плавления пластификатора передающей среды выше температуры плавления материала модели, разрушения уплотненного брикета не происходит, а модель вь 1 плавляется, в результате чего в уплотненном брикете 6 образуется формообразующая полость,конфигурация которой соответствует конфигурации наружной поверхности изделия, с защитным покрытием 5 на поверхности. Уплотненный брикет 6 размещают в матрице для прессования 1 на нижнем пуансоне 3 и по знаковым частям внутри формообразующей полости устанавливают стержень 7 с нанесенным защитным покрытием 5, после чего в полость засыпают порошок изделия 8 (фиг. 4). Далее (фиг. 5) пуансоном 2 осуществляют прессование порошка изделия, причем величина давления прессования зависит от свойств выбранного порошка и требуемой плотности прессовки. Наличие защитного покрытиямежду порошком Изделия И передающей средой препятствует проникновению пластификатора последней в порошок изделия. По окончании Цикла прессования спрессованнь 1 й брикет 6 выпрессовывают из матрицы 1 и с помощью постепенного нагревания брикета отделяют готовое изделие 9 (фиг. 6), причем вначале удаляется более легкоплавкий стержень 7, а затем размягчается и удаляется передающая среда 6, что предохраняет тонкостенные прессовки от разрушения. Готовое изделие 9 отправляется на спекание, а передающая среда и материал стержня и модели поступают на повторное использование в Цикле изготовления следующего изделия.Основными требованиями к материалу защитного покрытия являются следующие хорошая адгезия покрытия к материалу формообразующей полости прочность покрытия,обеспечивающая его непрерывность эластичность покрытия, предотвращающая искажения передачи равномерного давления на порошок изделия. Формообразующая полость может быть получена из металлических порошков, пластифицированных твердыми при комнатной температуре предельными углеводородами. В этом случае при получении защитного покрытия указанным требованиям в наибольшей степени отвечает слой полимерного клея, укрепленный обсыпкой из порошка изделия. В данном случае полимерный слой обеспечивает эластичность, а обсыпка из порошка изделия обеспечивает прочность и необходимую степень сцепления покрытия с формообразующей полостью.Заявленная величина различия между температурами плавления пластификатора передающей среды и материала стержня и модели выбрана по результатам экспериментальной проверки способа так, что при температуре (О,2 О,4)Т наблюдается полное расплавление материала модели и стержня без наступления потери прочности формообразующей полости, изготовленной из передающей среды с температурой плавления пластификатора Т. Данное обстоятельство, во-первых, позволяет получать формообразующую полость, вовторых, поэтапно отделять тонкостенные изделия от материала стержня и передающей среды, предотвращая их разрушение. С точки зрения достижения заявленного технического результата модель и стержень могут быть выполнены из разных материалов, однако их изготовление из одного и того же материала технологически проще.Достижение высокой степени равноплотности изделий по объему, с одной стороны, и устранение проникновения пластификатора передающей среды внутрь порошка изделия, с другой стороны, приводит к повышению качества изделий, а также расширяет технологические возможности прессования, позволяя получать тонкостенные порошковые изделия.Национальный центр Интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B22F 3/02
Метки: порошков, изделий, прессования, полостями, внутренними, способ
Код ссылки
<a href="https://by.patents.su/4-6978-sposob-pressovaniya-iz-poroshkov-izdelijj-s-vnutrennimi-polostyami.html" rel="bookmark" title="База патентов Беларуси">Способ прессования из порошков изделий с внутренними полостями</a>
Способ прессования изделий из порошков
Номер патента: 3568
Опубликовано: 30.09.2000
Авторы: Матвеев Константин Сергеевич, Пятов Владислав Владимирович, Клименков Степан Степанович, Голубев Алексей Николаевич, Ахтанин Олег Николаевич
МПК: B22F 3/02
Метки: прессования, изделий, способ, порошков
Текст:
...состоянии утряски. Способ осуществляют следующим образом. Среду, передающую давление, засыпают в матрицу и уплотняют прессующим пуансоном при давлении 50 МПа. В качестве среды, передающей давление, используют пластифицированный легирующий порошок,при этом пластификатор, в качестве которого используют парафин, заполняет все межчастичное пространство. В уплотненной среде, передающей давление, формующим пуансоном выдавливают полость, форма...
Устройство для прессования сложных изделий из порошков
Номер патента: 6367
Опубликовано: 30.09.2004
Авторы: Клименков Степан Степанович, Голубев Алексей Николаевич, Матвеев Константин Сергеевич
МПК: B22F 3/02
Метки: изделий, сложных, прессования, устройство, порошков
Текст:
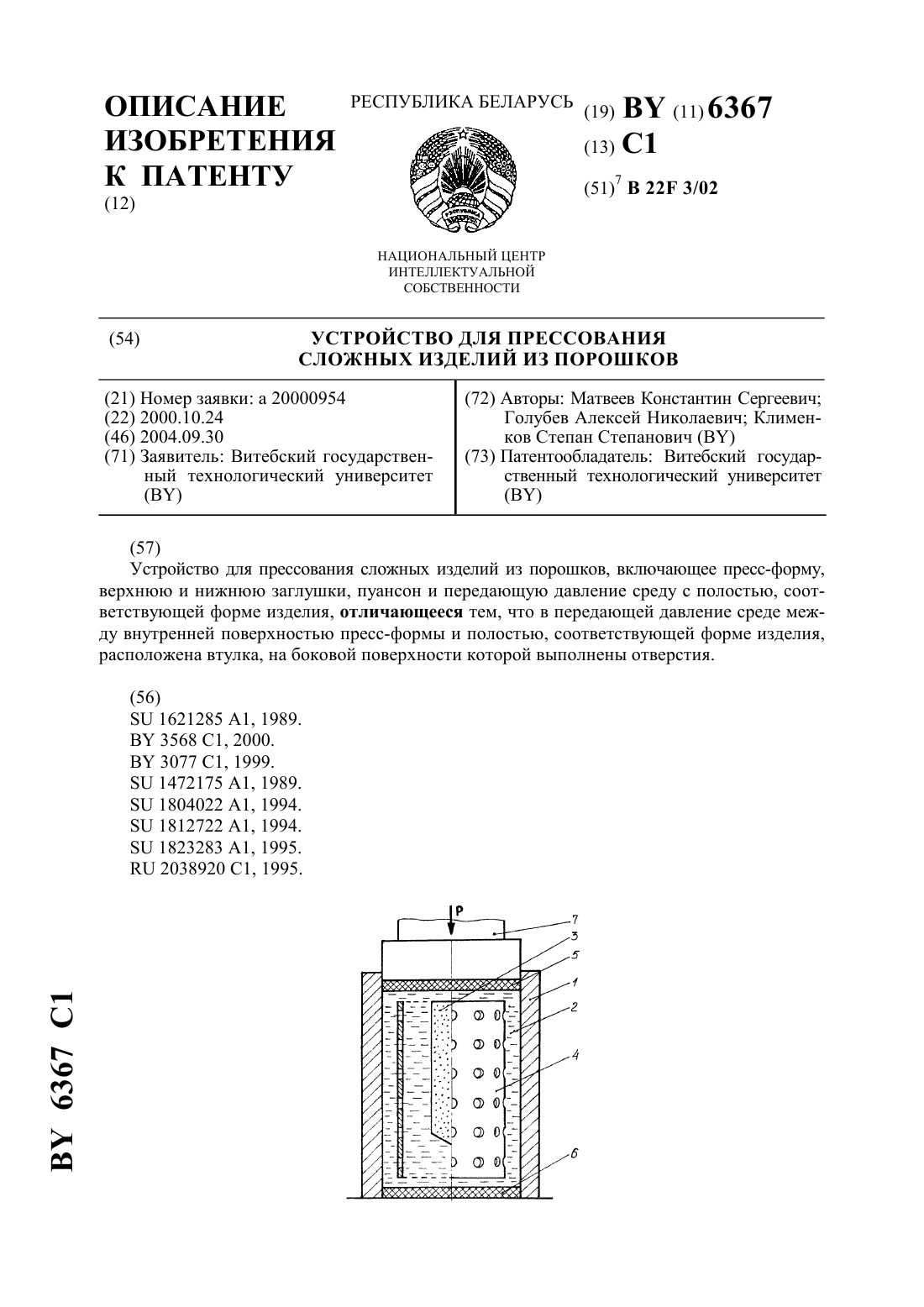
...соответствующей форме изделия, в передающей давление среде между внутренней поверхностью пресс-формы и полостью, соответствующей форме изделия, расположена втулка, на боковой поверхности которой выполнены отверстия. На фигуре показан чертеж устройства. Устройство включает пресс-форму 1, заполненную средой, передающей давление 2, в которой выполнена полость 3, соответствующая форме получаемого изделия. Между указанной полостью и стенками...
Способ изготовления изделий из металлических порошков
Номер патента: 4091
Опубликовано: 30.09.2001
Авторы: Клименков Степан Степанович, Голубев Алексей Николаевич
МПК: B22F 3/02
Метки: изготовления, порошков, изделий, металлических, способ
Текст:
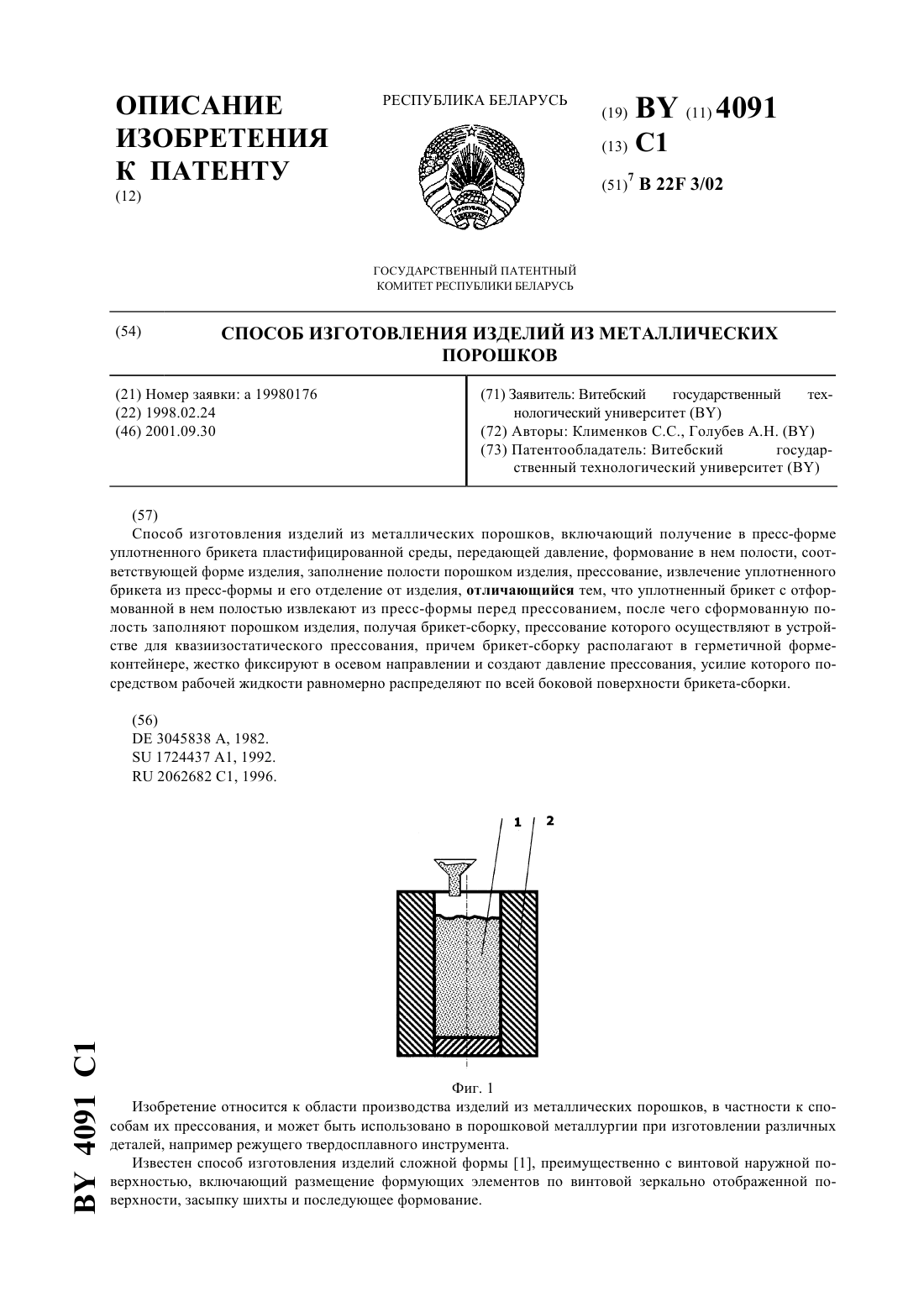
...брикета-сборки. Повышение качества спрессованных изделий и расширение технологических возможностей объясняется тем, что равномерное распределение давления прессования по боковой поверхности брикета-сборки повышает равноплотность изделий, а жесткое крепление брикета-сборки в осевом направлении снижает упругое последействие передающей среды, что уменьшает вероятность появления расслойных трещин при изготовлении длинномерных изделий из...
Пресс-форма для прессования длинномерных изделий сложной формы из порошков
Номер патента: 4364
Опубликовано: 30.03.2002
Авторы: Макарчук Дмитрий Владимирович, Петюшик Евгений Евгеньевич
МПК: B22F 3/04
Метки: сложной, изделий, пресс-форма, порошков, формы, прессования, длинномерных
Текст:
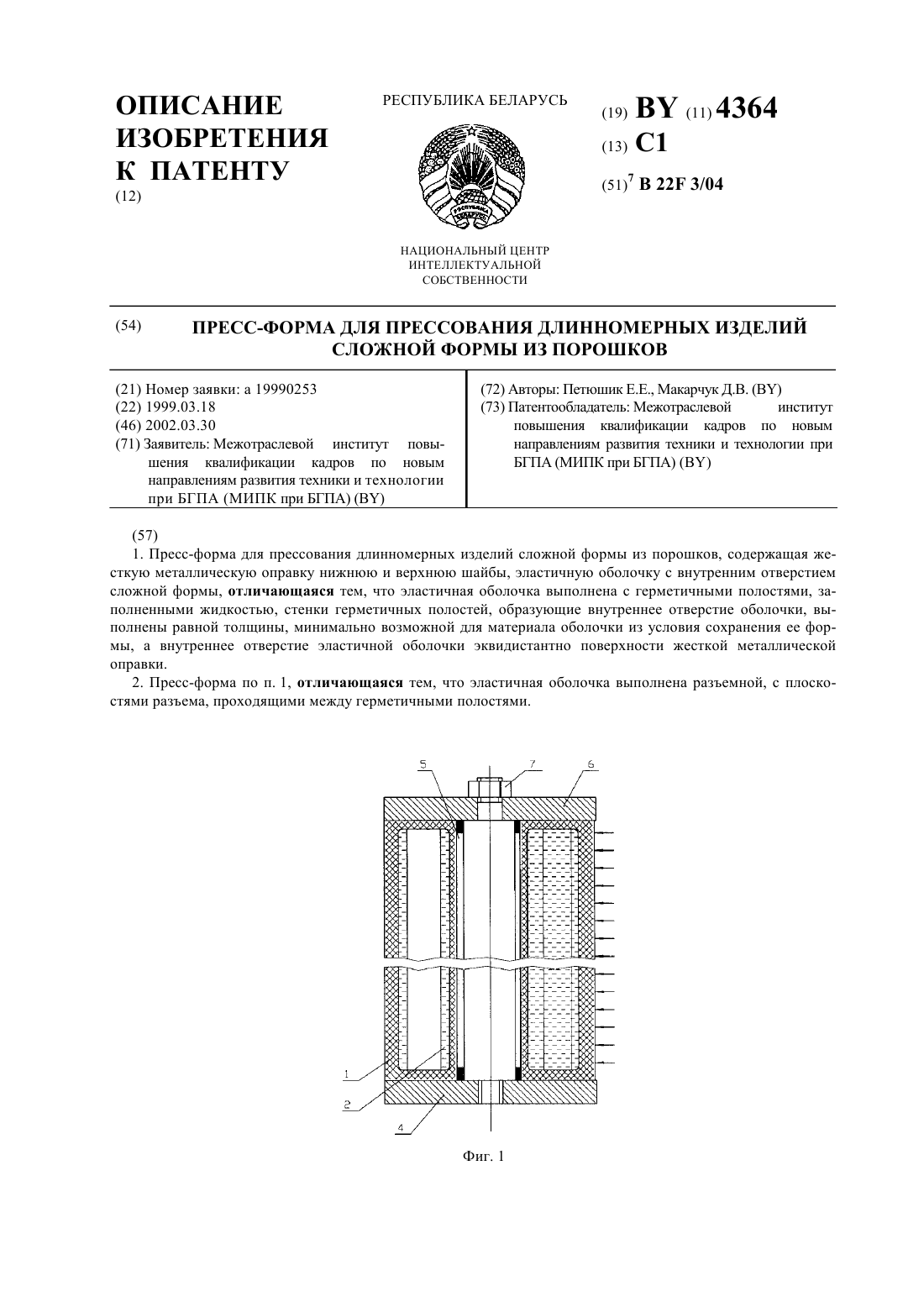
...между эластичной оболочкой 1 и жесткой металлической оправкой 3 предусмотрен зазор 5 для засыпки порошка, верхней шайбы 6 и гайки 7. Стенки герметичной полости, соприкасающиеся с прессуемым изделием, имеют равную толщину, минимально воз 2 4364 1 можную для используемого эластичного материала из условия сохранения ее формы. Форма поверхности внутреннего отверстия эластичной оболочки 1 определяется формой и размерами наружной поверхности...
Устройство для прессования изделий из порошков
Номер патента: U 1122
Опубликовано: 30.12.2003
Авторы: Реут Олег Павлович, Божко Дмитрий Иванович, Богинский Леонид Стефанович
МПК: B22F 3/00
Метки: устройство, порошков, прессования, изделий
Текст:
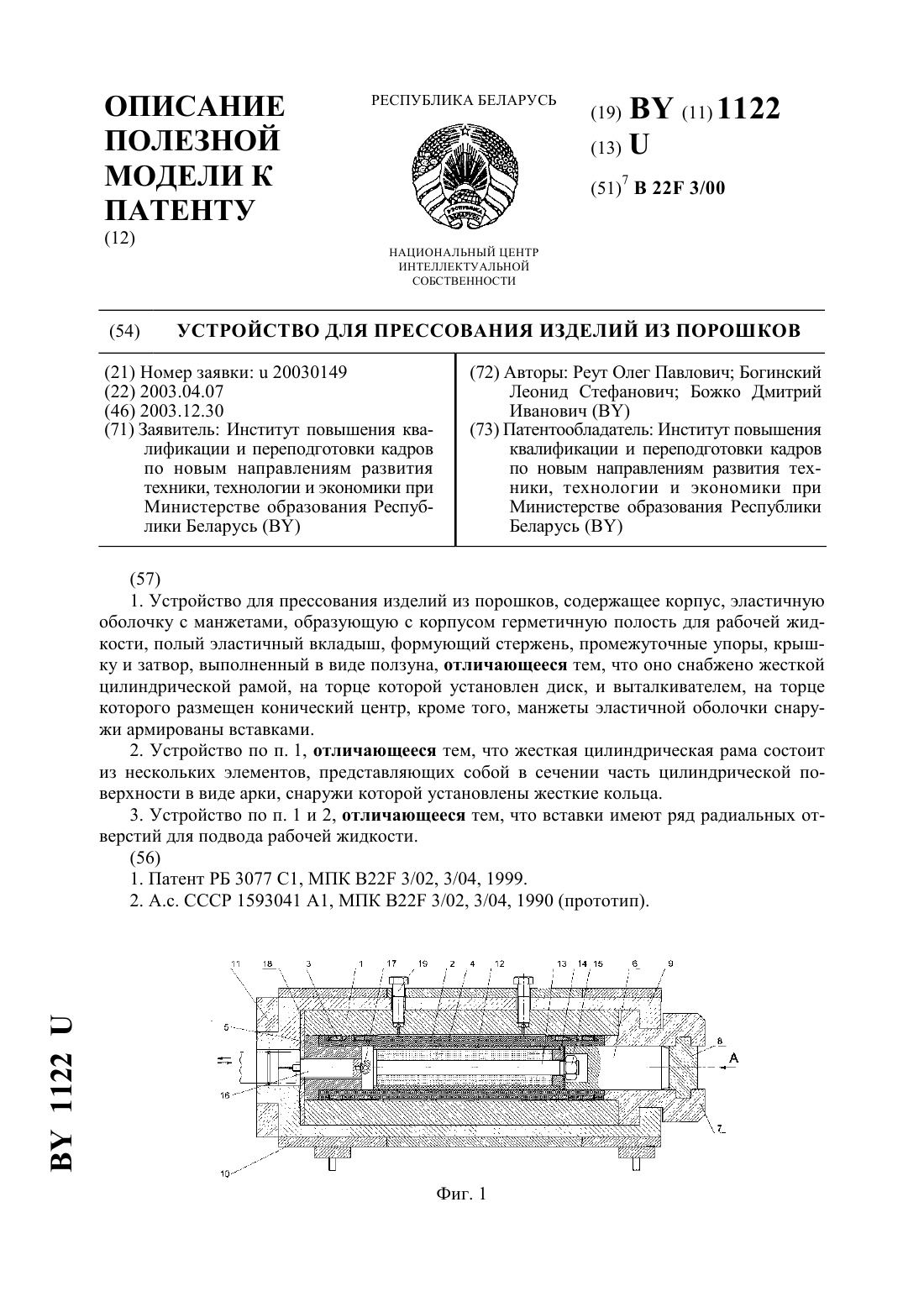
...с прессуемым порошком и рабочей жидкостью, обеспечивая при этом высокую культуру производства. Такая конструкция армированной эластичной оболочки позволяет выдерживать высокие давления за счет самогерметизации манжет армированными вставками, расположенных снаружи. Последние не имеют сцепления с материалом эластичной оболочки и служат для обеспечения сохранения формы оболочки, не препятствуя ее деформациям при создании внутри давления...
Предыдущий патент: Производные хинолина, способы их получения, фармацевтическая композиция и способ лечения с их использованием.
Следующий патент: Способ передачи данных методом амплитудной модуляции
Случайный патент: Способ повышения продуктивности кур яичного направления