Способ соединения спирально навитых термопластичных труб
Текст
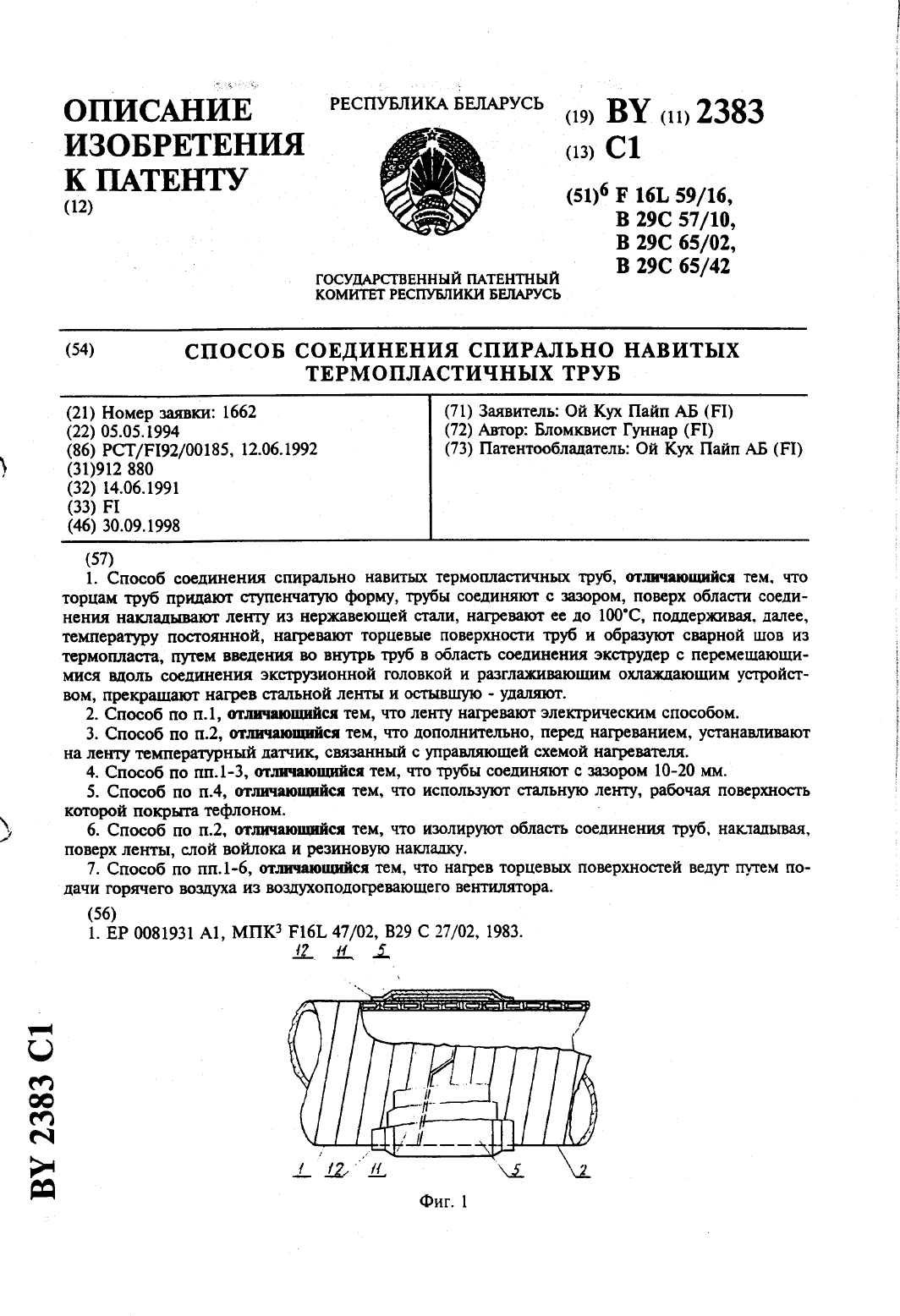
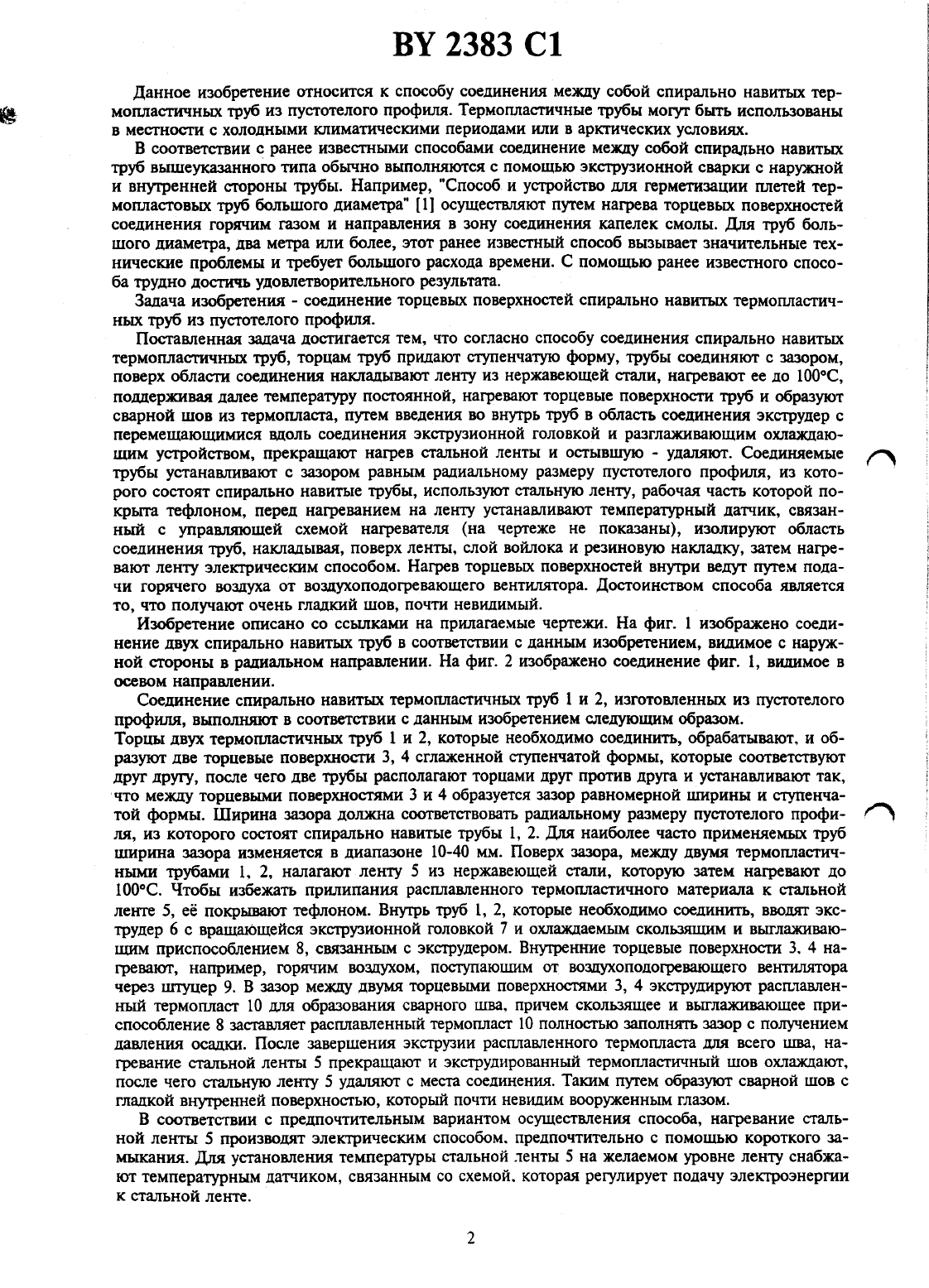
(54) СПОСОБ СОЕДИНЕНИЯ СПИРАЛЬНО НАВИТЫХ(21) Номер заявки 1662 (71) Заявитель Ой Кух Пайп АБ (Р)(22) 05.05.1994 (72) Автор Бломквисг Гуннар (Н)(86) 1 ст/1192/оо 185, 12.06.1992 (73) Патентообладатель ой кух Пайп АБ (н)1. Способ соединения спирально навитых термопластичных труб, отличающийся тем. что торцам труб придают ступенчатую форму, трубы соединят с зазором, поверх области соединения наютадьтват ленту из нержавеющей стали, нагревают ее до 100 С, поддерживая. далее,температуру постоянной, нагревают торцевые поверхности труб и образуют сварной шов из термопласта, путем введения во внутрь труб в область соединения эксгрудер с перемещающимися вдоль соединения экструзионной головкой и разглаживаюшим охлаждающим устройством, прекращают нагрев стальной ленты и остывшую - удаляют.2. Способ по п.1, отличающийся тем, что ленту нагревают электрическим способом.3. Способ по п.2, сгличаютдийся тем, что дополнительно, перед нагреванием, устанавливают на ленту температурный датчик, связанный с управляющей схемой нагревателя.4. Способ по пп.1-3, отличаюитийся тем, что трубы соединяют с зазором 10-20 мм.5. Способ по п.4 огтличаюпшйся тем, что используют стальную ленту, рабочая поверхность которой покрыта тефлоном. и6. Способ по п.2, отличающийся тем, что изолируют область соединения труб. накладывая,поверх ленты, спой войлока и резиновую накладку.7. Способ по пп.1-6, отличающийся тем, что натев торцевых поверхностей ведут путем подачи горячего воздуха из воздухоподотревающего вентилятора.Данное изобретение относится к способу соединения между собой спирально навитых термопластичных труб из пустотелого профиля. Термопластичные трубы могут быть использованы в местности с холодными климатическими периодами или в арктических условиях.В соответствии с ранее известными способами соединение между собой спирально навитых труб вышеуказанного типа обычно выполняются с помощью эксгрузионной сварки с наружной и внутренней стороны трубы. Например, Способ и устройство для герметизации плетей термопластовых труб большого диаметра 1 осуществляют путем нагрева торцевых поверхностей соединения горячим газом и направления в зону соединения капелек смолы. Для труб большого диаметра, два метра или более, этот ранее известный способ вызывает значительные технические проблемы и требует большого расхода времени. С помощью ранее известного способа трудно достичь удовлетворительного результата.Задача изобретения - соедштение торцевых поверхностей спирально навитых термопластичных труб из пустотелого профиля.Поставленная задача достигается тем, что согласно способу соединения спирально навитых термопластичных труб, торцам труб придают ступенчатую форму, трубы соединяют с зазором,поверх области соединения накладывают ленту из нержавеющей стали, нагревают ее до 100 С поддерживая далее температуру постоянной, нагревают торцевые поверхности труб и образуют сварной шов из термопласта, путем введения во внутрь труб в область соединения зксгрудер с перемещающимися вдоль соединения эксгрузионной головкой и разглаживающим охлаждающим устройством, прекращают нагрев стальной ленты и остывшую - удаляют. соединяемые трубы устанавливают с зазором равным радиальному размеру пустотелого профиля, из которого состоят спирально навитые трубы, используют стальную ленту, рабочая часть которой покрьтта тефлоном, перед нагреванием на ленту устанавливают температурный датчик, связанный с управляющей схемой нагревателя (на чертеже не показаны), изолируют область соединения труб, накладывая, поверх ленты, слой войлока и резиновую накладку, затем нагревают ленту электрическим способом. Нагрев торцевых поверхностей внутри ведут путем подачи горячего воздуха от воздухоподогреваюшего вентилятора. Достоинством способа является то, что получают очень гладкий шов, почти невидимый.Изобретение описано со ссылками на прилагаемые чертежи. На фит. 1 изображено соединение двух спирально навитых труб в соответствии с данным изобретением, видимое с наружной стороны в радиальном направлении. На фиг. 2 изображено соединение фиг. 1, видимое в осевом направлении.Соединение спирально навитых термопластичных труб 1 и 2, изготовленных из пустотелого профиля, выполняют в соответствии с данным изобретением следующим образом.Торцы двух термопластичных труб 1 и 2, которые необходимо соединить, обрабатывают, и обРЗЗШОГГ две торцевые поверхности 3, 4 сглаженной ступенчатой формы, которые соответствуют друг другу, после чего две трубы располагают торцами друг против друга и устанавливают так, что между торцевыми поверхностями 3 и 4 образуется зазор равномерной ширины и ступенча той формы. Ширина зазора должна соответствовать радиальному размеру пустотелого профиля, из которого состоят спирально навитые трубы 1, 2. Для наиболее часто применяемых труб цшрина зазора изменяется в диапазоне 10-40 мм. Поверх зазора, между двумя термопластичнщш трубами 1, 2, налагают ленту 5 из нержавеющей стали, которую затем нагревают до 100 С Чтобы избежать прилипания расплавленного термопластичното материала к стальной ленте 5, е покрывают тефлоном. Внутрь труб 1, 2, которые необходимо соединить, вводят экструдер 6 с вращающейся эксгрузионной головкой 7 и охлаждаемьпи скользяпшм и выглаживающим приспособлением 8, связанным с эксгрудером. Внутренние торцевые поверхности 3. 4 нагревают, например, горячим воздухом, поступающим от воздухоподогревающего вентилятора через штуцер 9. В зазор между двумя торцевыми поверхностями 3, 4 эксгрудируют расплавленный термопласт 10 для образования сварного шва, причем скользящее и выглаживаюшее приспособление 8 заставляет расплавленный термопласт 10 полностью заполнять зазор с получением ДАВЛЕНИЯ осадки. ПОСЛС завершения экструзии расплавленного термопласга ДЛЯ ВСЕГО 111138, нагревание стальной ленты 5 прекращают и экструдированный термопласгичный шов охлаждают,после чего стальную ленту 5 удаляют с места соединения. Таким путем образуют сварной шов с гладкой внутренней поверхностью, который почти невидим вооруженным глазом.В соответствии с предпочтительным вариантом осуществления способа, нагревание стальной ленты 5 производят электрическим способом. предпочтительно с помощью короткого замыкания. Для установления температуры стальной тенты 5 на желаемом уровне ленту снабжают температурным датчиком, связанным со схемой. которая регулирует подачу электроэнергии к стальной ленте.Место соединения, после наложения стальной ленты 5, предпочтительно должно быть окружено изоляционным слоем, а также войлоком 11, который, в свою очередь, закрывается резиновой наютадкой 12, предотвращающей попадание влаги на стальную лех-ггу 5, что может оказать вредное влияние на цикл нагревания.Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B29C 57/10, B29C 65/42, F16L 59/16, B29C 65/02
Метки: термопластичных, способ, труб, навитых, соединения, спирально
Код ссылки
<a href="https://by.patents.su/3-2383-sposob-soedineniya-spiralno-navityh-termoplastichnyh-trub.html" rel="bookmark" title="База патентов Беларуси">Способ соединения спирально навитых термопластичных труб</a>
Способ изготовления стальных укладочных труб виткоукладчика катанки
Номер патента: 137
Опубликовано: 30.09.1994
Авторы: Бондаренко А. Н., Кармазин Ю. Я., Жучков С. М., Токмаков В. А., Борщев С. М., Горбанев А. А., Дышлевич В. Ф.
МПК: B21D 9/12
Метки: катанки, укладочных, способ, изготовления, труб, виткоукладчика, стальных
Текст:
...последующий отпуск или вообще не устраняемая при нем. что приводит к повы 10шению хрупкости материала трубы. Выдер--кка апроцессе отпуска укладочной трубы впечи при температуре выше 75 ОС (выше А 1 5-10 С) полностью устранит эффект предыдущей термообработки (в металле трубы образуется аустенитно-ферритная структура) ниже 710 С-(ниже А 1 5 О-55 С) образу ющаяся- структура металла трубы будет проявлять склонность к отпускной хрупкости....
Способ получения изделий из композитов на основе термопластичных полиамидов или полиолефинов
Номер патента: 394
Опубликовано: 30.03.1995
Авторы: Неверов А. С., Гольдаде В. А., Пинчук Л. С.
МПК: C08J 3/18
Метки: композитов, способ, термопластичных, или, полиолефинов, полиамидов, основе, получения, изделий
Текст:
...посколы ГРдЕУ-РШ радсорбнрутное дсолнчество пидкчстирц остыть ноя жидкость стекает.жидкостью наблюдается при смешивании их в соотношеншг (по д-Масоге), 21,удовлетворитепьньдй Й (с тезснологичест-т кой тонкивренни) ъ-РИ СООТНОШВНШ д2(о 515).НаНболееоднородная у по составу смесь получается при постледоветельном.сиешнНи в начале полимерно го подошел . с щдкофав ним нанолнителеъг д а затем полученной композитная с гранулами. ...
Резьбовое соединение бурильных труб
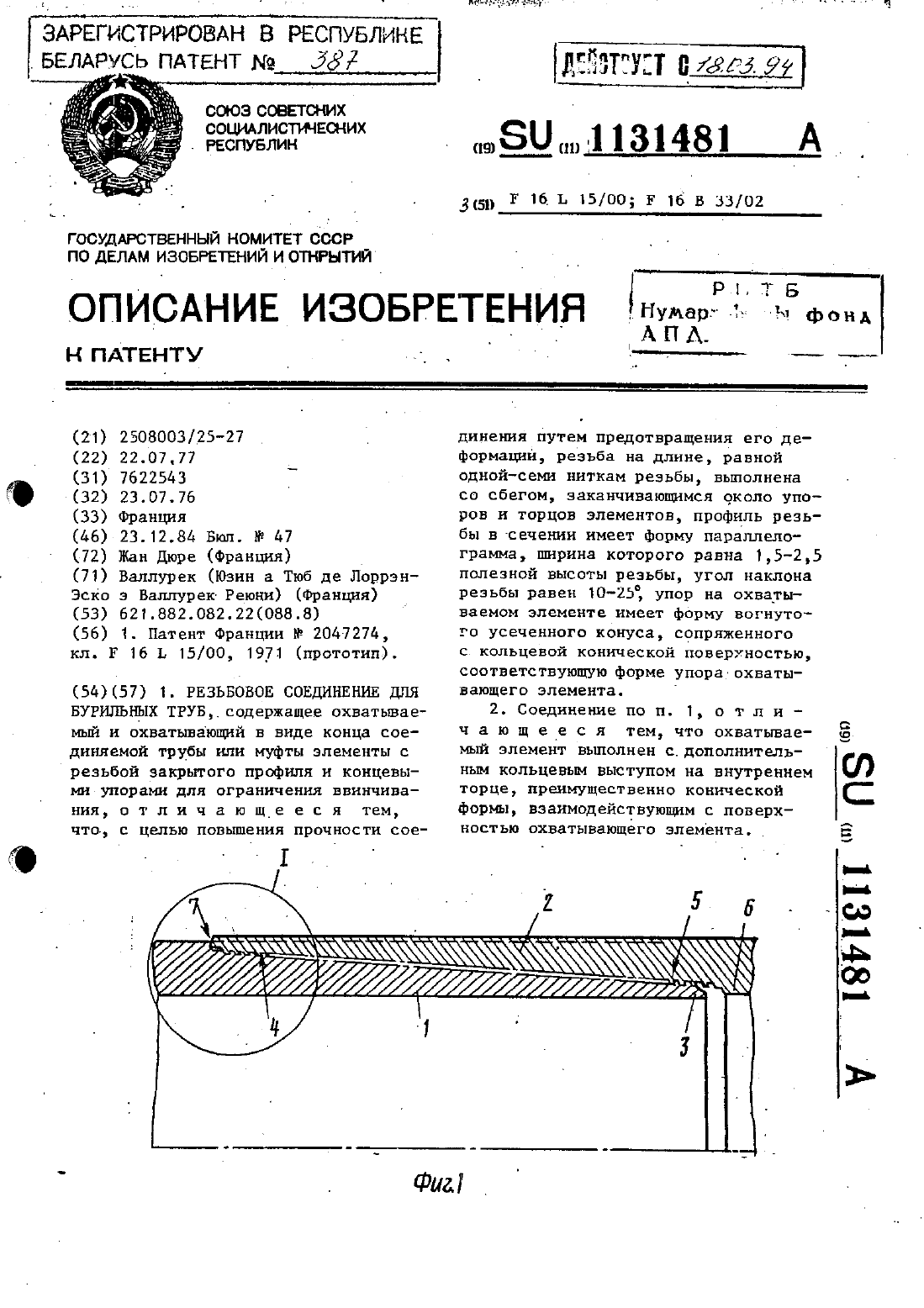
Номер патента: 387
Опубликовано: 30.03.1995
Автор: Жан Дюре
МПК: F16B 33/02, F16L 15/00
Метки: резьбовое, соединение, бурильных, труб
Текст:
...конической поверхностью, соот ветствующую форме упора охватывающе-го элемента.При этом охватываемй элемент выполнен с дополнительным кольцевым 5 выступом на внутреннем торце, преимущественно конической формы взаимодействующм с поверхностью охватывающего элемента.На фиг. 1 изображенорезьбовое 50 соединение, общий вид на фиг. 2 узел 1 на фиг. на фиг. 3 резьбоНОВ СОЕДИНЕНИЕ С ВНУТРЕННИМ УПОРОМрезьбового соединения с исчезающей резьбой на...
Соединение труб
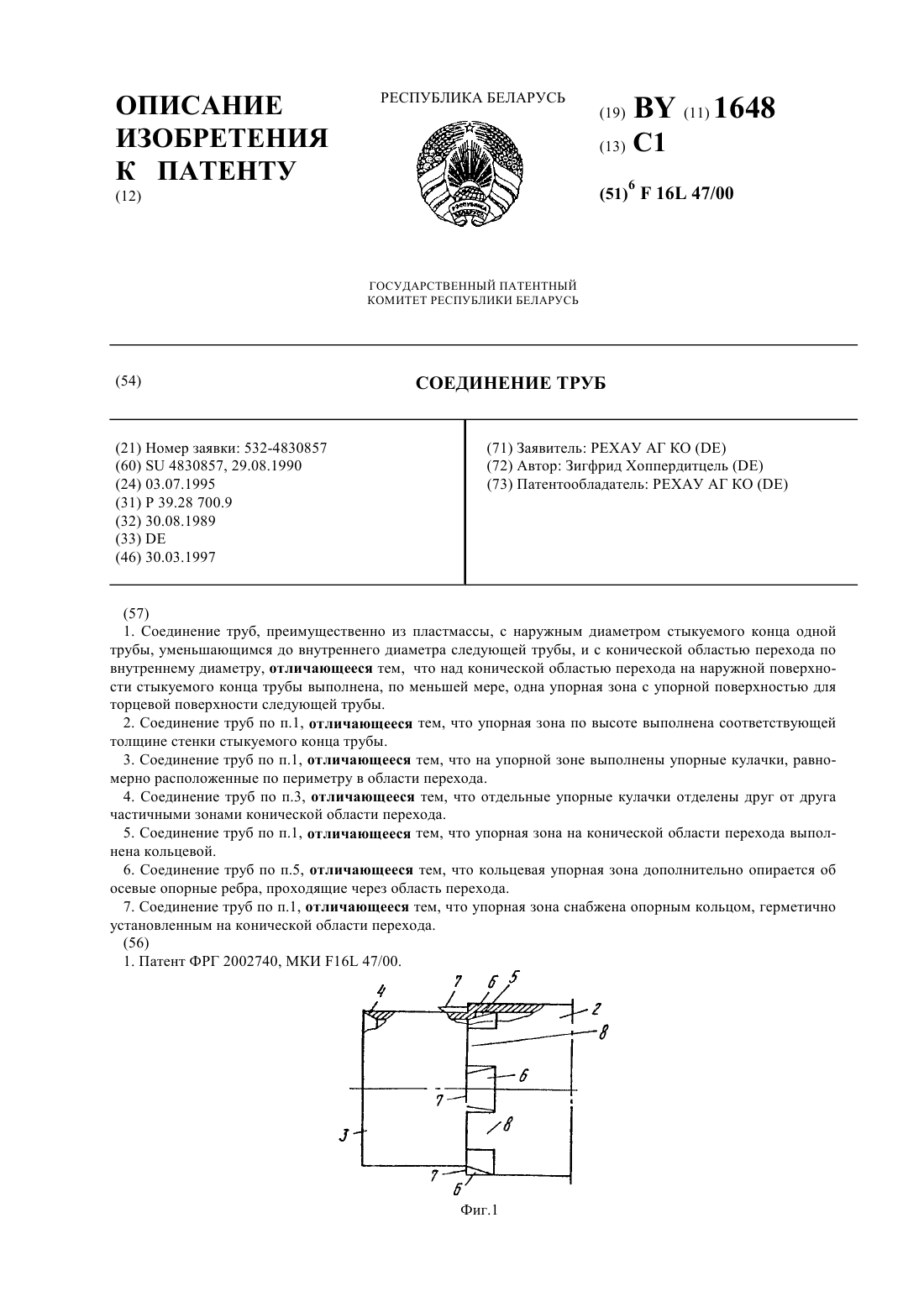
Номер патента: 1648
Опубликовано: 30.03.1997
Автор: Зигфрид ХОППЕРДИТЦЕЛЬ
МПК: F16L 47/00
Метки: соединение, труб
Текст:
...кольцом, зафиксированным на конической области перехода на фиг.6 - частичный разрез соединения двух труб. На фиг.1 изображен использующийся в качестве пуансона конец трубы с концом части 2 трубы и обжимкой 3. На свободном конце обжимки 3 изображена коническая область 4 перехода, в то время как в области перехода от обжимки 3 и к части 2 трубы сформована коническая область 5 перехода. Упорная зона состоит в изображенном варианте из...
Устройство для отверждения изоляции труб
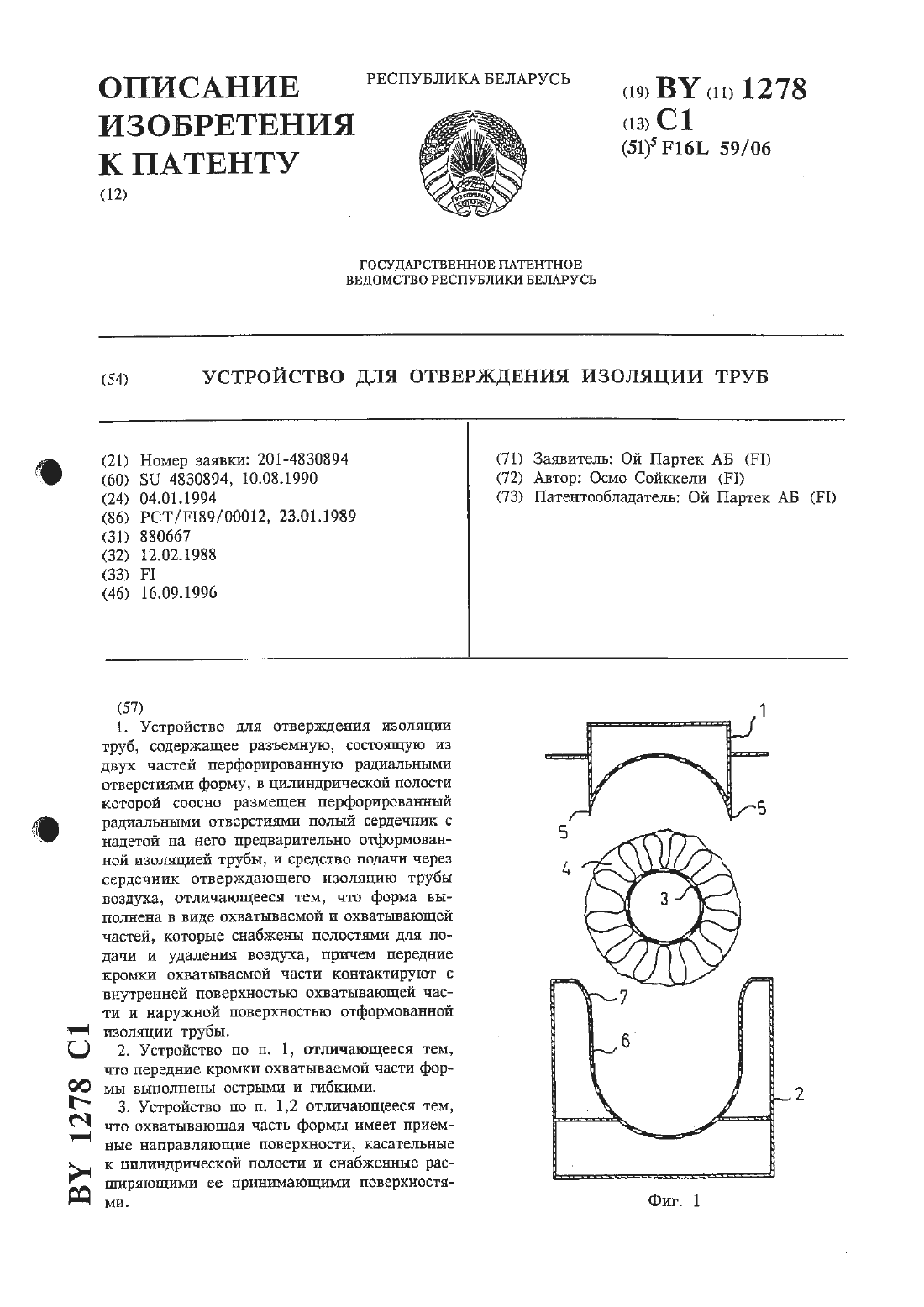
Номер патента: 1278
Опубликовано: 16.09.1996
Автор: Осмо Сойккели
МПК: F16L 59/06
Метки: изоляции, труб, отверждения, устройство
Текст:
...повышение качества изоляции путем предотвращения образования заусенцев на изоляции труб в плоскости разъема формы.Форма состоит из охватываемой части 1 и охватывающей части 2.Охватываемая часть 1 и охватывающая часть 2 имеют перфорированную внутреннюю поверхность 3 и 4 полуцилиндрической формы.Охватываемая часть 1 имеет острые гибкие передтше кромки 5, тогда как внутренняя поверхность охватывающей части 2 простирается от диаметральной...
Предыдущий патент: Устройство для фрезерования дымовых труб
Следующий патент: Тканый материал для использования в защитной одежде и защитная одежда улучшенного комфорта
Случайный патент: Способ получения свиней с повышенными мясными качествами