Способ изготовления миниатюрной тепловой трубы с медной порошковой фитильной структурой
Номер патента: 18540
Опубликовано: 30.08.2014
Текст
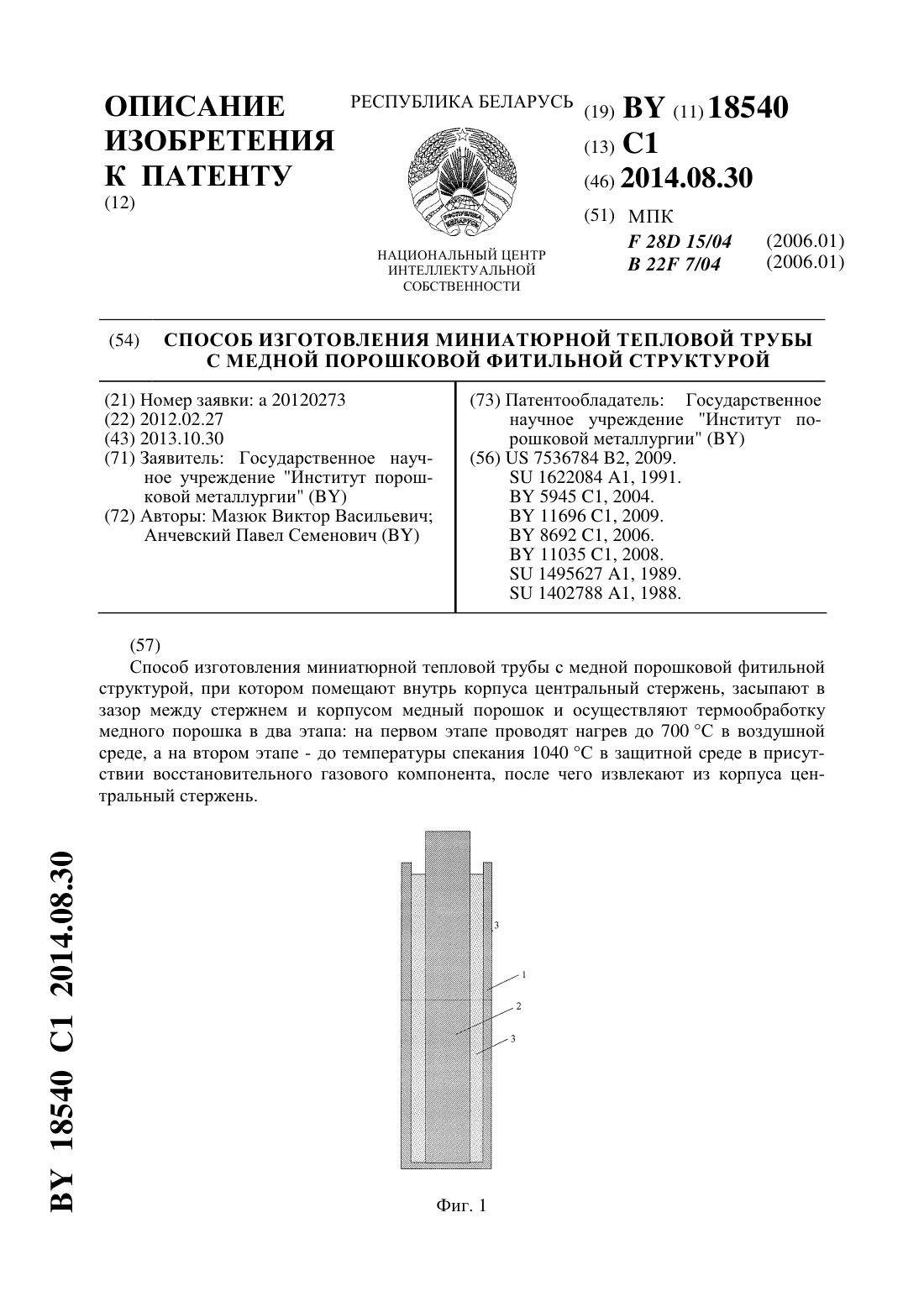
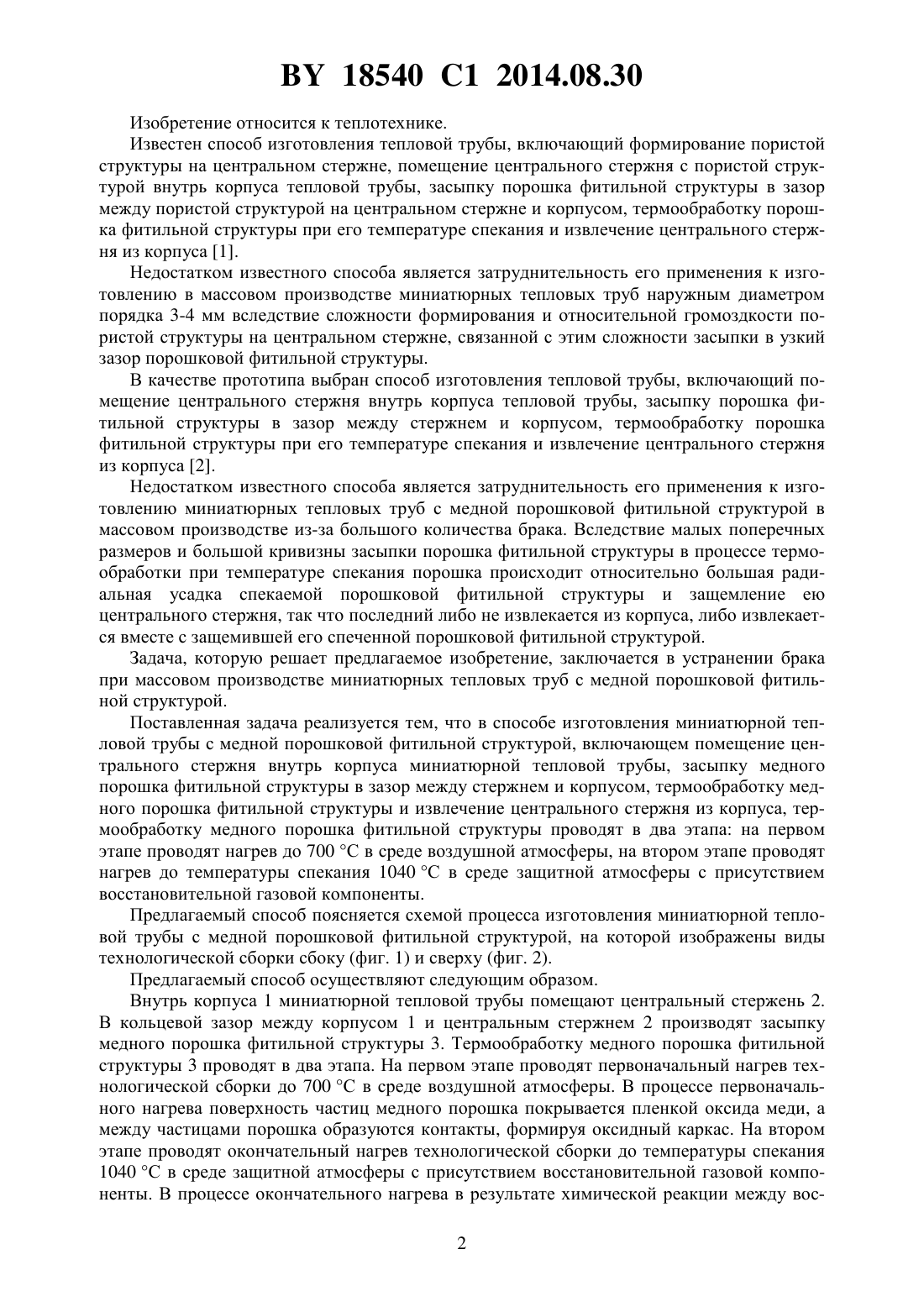
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ МИНИАТЮРНОЙ ТЕПЛОВОЙ ТРУБЫ С МЕДНОЙ ПОРОШКОВОЙ ФИТИЛЬНОЙ СТРУКТУРОЙ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Мазюк Виктор Васильевич Анчевский Павел Семенович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ изготовления миниатюрной тепловой трубы с медной порошковой фитильной структурой, при котором помещают внутрь корпуса центральный стержень, засыпают в зазор между стержнем и корпусом медный порошок и осуществляют термообработку медного порошка в два этапа на первом этапе проводят нагрев до 700 С в воздушной среде, а на втором этапе - до температуры спекания 1040 С в защитной среде в присутствии восстановительного газового компонента, после чего извлекают из корпуса центральный стержень. 18540 1 2014.08.30 Изобретение относится к теплотехнике. Известен способ изготовления тепловой трубы, включающий формирование пористой структуры на центральном стержне, помещение центрального стержня с пористой структурой внутрь корпуса тепловой трубы, засыпку порошка фитильной структуры в зазор между пористой структурой на центральном стержне и корпусом, термообработку порошка фитильной структуры при его температуре спекания и извлечение центрального стержня из корпуса 1. Недостатком известного способа является затруднительность его применения к изготовлению в массовом производстве миниатюрных тепловых труб наружным диаметром порядка 3-4 мм вследствие сложности формирования и относительной громоздкости пористой структуры на центральном стержне, связанной с этим сложности засыпки в узкий зазор порошковой фитильной структуры. В качестве прототипа выбран способ изготовления тепловой трубы, включающий помещение центрального стержня внутрь корпуса тепловой трубы, засыпку порошка фитильной структуры в зазор между стержнем и корпусом, термообработку порошка фитильной структуры при его температуре спекания и извлечение центрального стержня из корпуса 2. Недостатком известного способа является затруднительность его применения к изготовлению миниатюрных тепловых труб с медной порошковой фитильной структурой в массовом производстве из-за большого количества брака. Вследствие малых поперечных размеров и большой кривизны засыпки порошка фитильной структуры в процессе термообработки при температуре спекания порошка происходит относительно большая радиальная усадка спекаемой порошковой фитильной структуры и защемление ею центрального стержня, так что последний либо не извлекается из корпуса, либо извлекается вместе с защемившей его спеченной порошковой фитильной структурой. Задача, которую решает предлагаемое изобретение, заключается в устранении брака при массовом производстве миниатюрных тепловых труб с медной порошковой фитильной структурой. Поставленная задача реализуется тем, что в способе изготовления миниатюрной тепловой трубы с медной порошковой фитильной структурой, включающем помещение центрального стержня внутрь корпуса миниатюрной тепловой трубы, засыпку медного порошка фитильной структуры в зазор между стержнем и корпусом, термообработку медного порошка фитильной структуры и извлечение центрального стержня из корпуса, термообработку медного порошка фитильной структуры проводят в два этапа на первом этапе проводят нагрев до 700 С в среде воздушной атмосферы, на втором этапе проводят нагрев до температуры спекания 1040 С в среде защитной атмосферы с присутствием восстановительной газовой компоненты. Предлагаемый способ поясняется схемой процесса изготовления миниатюрной тепловой трубы с медной порошковой фитильной структурой, на которой изображены виды технологической сборки сбоку (фиг. 1) и сверху (фиг. 2). Предлагаемый способ осуществляют следующим образом. Внутрь корпуса 1 миниатюрной тепловой трубы помещают центральный стержень 2. В кольцевой зазор между корпусом 1 и центральным стержнем 2 производят засыпку медного порошка фитильной структуры 3. Термообработку медного порошка фитильной структуры 3 проводят в два этапа. На первом этапе проводят первоначальный нагрев технологической сборки до 700 С в среде воздушной атмосферы. В процессе первоначального нагрева поверхность частиц медного порошка покрывается пленкой оксида меди, а между частицами порошка образуются контакты, формируя оксидный каркас. На втором этапе проводят окончательный нагрев технологической сборки до температуры спекания 1040 С в среде защитной атмосферы с присутствием восстановительной газовой компоненты. В процессе окончательного нагрева в результате химической реакции между вос 2 18540 1 2014.08.30 становительной газовой компонентой и оксидом меди происходит восстановление оксидного каркаса и образование медной порошковой фитильной структуры. При этом усадки порошковой фитильной структуры не происходит, тем самым предотвращается защемление фитильной структурой центрального стержня, так что последний свободно извлекается из корпуса. Таким образом, благодаря отсутствию усадки в процессе двухэтапной термообработки порошка фитильной структуры устраняется брак при массовом производстве миниатюрных тепловых труб с медной порошковой фитильной структурой. Завершающей операцией процесса изготовления миниатюрной тепловой трубы с медной порошковой фитильной структурой является заправка теплоносителем и герметизация корпуса. Источники информации 1.7472479, МПК 23 6/0028 15/00, 2009. 2.7536784, МПК 23 6/00, 2009. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: F28D 15/04, B22F 7/04
Метки: трубы, структурой, фитильной, тепловой, изготовления, способ, медной, миниатюрной, порошковой
Код ссылки
<a href="https://by.patents.su/3-18540-sposob-izgotovleniya-miniatyurnojj-teplovojj-truby-s-mednojj-poroshkovojj-fitilnojj-strukturojj.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления миниатюрной тепловой трубы с медной порошковой фитильной структурой</a>
Способ изготовления тепловой трубы
Номер патента: 16810
Опубликовано: 28.02.2013
Авторы: Мазюк Виктор Васильевич, Рак Анатолий Леонидович, Докторов Вячеслав Викторович
МПК: F28D 15/04
Метки: трубы, изготовления, тепловой, способ
Текст:
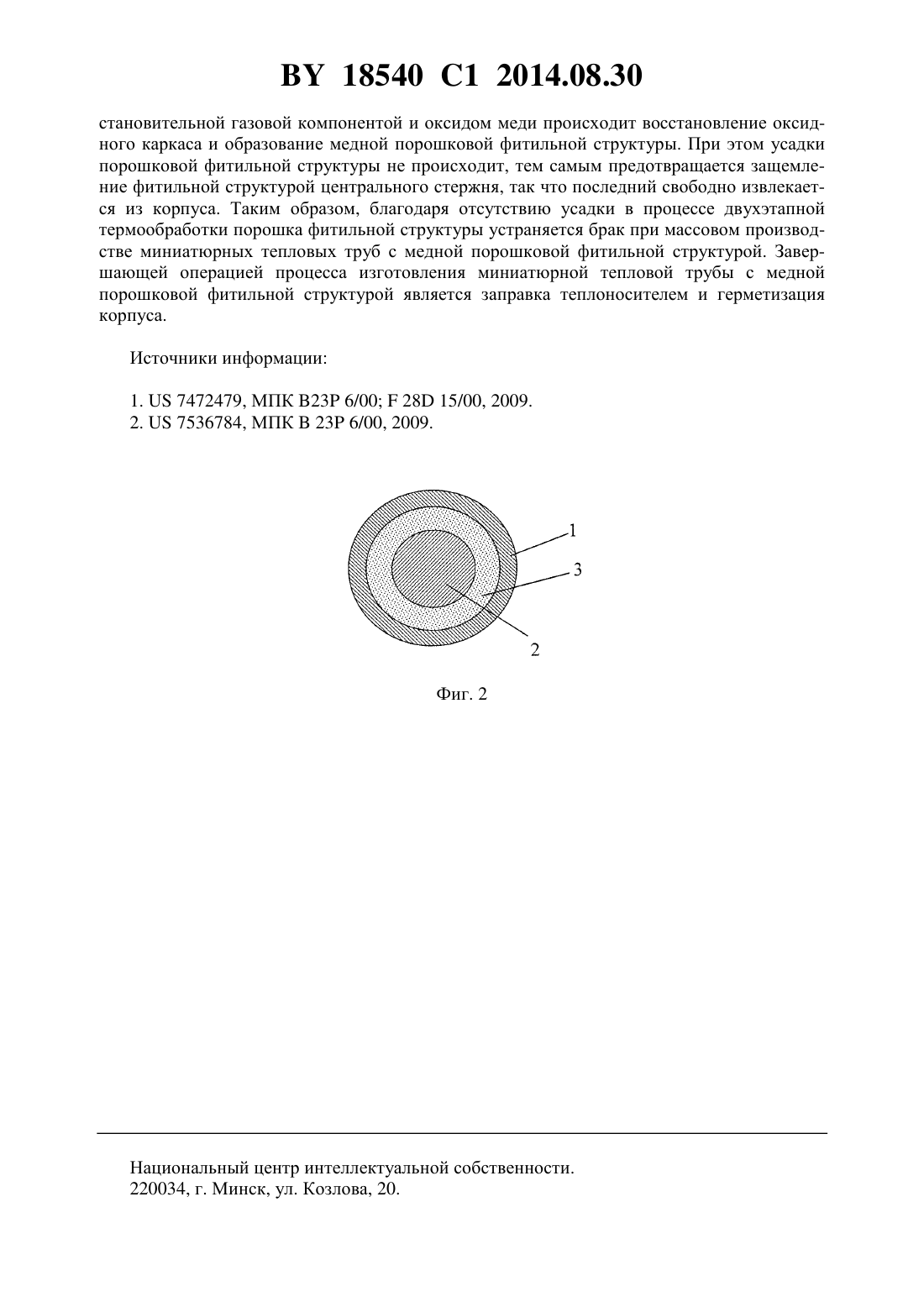
...невозможности изготовления миниатюрных тепловых труб диаметром 4 мм и менее из-за зажатия формующего стержня спеченной капиллярной структурой вследствие усадки последней. Задача, которую решает предлагаемое изобретение, заключается в повышении эксплуатационных свойств изготавливаемых тепловых труб и расширении технологических возможностей способа. Поставленная задача реализуется тем, что в способе изготовления тепловой трубы,при котором в...
Способ изготовления плоской тепловой трубы
Номер патента: 18355
Опубликовано: 30.06.2014
Авторы: Докторов Вячеслав Викторович, Анчевский Павел Семенович, Мазюк Виктор Васильевич
МПК: F28D 15/00
Метки: тепловой, изготовления, плоской, способ, трубы
Текст:
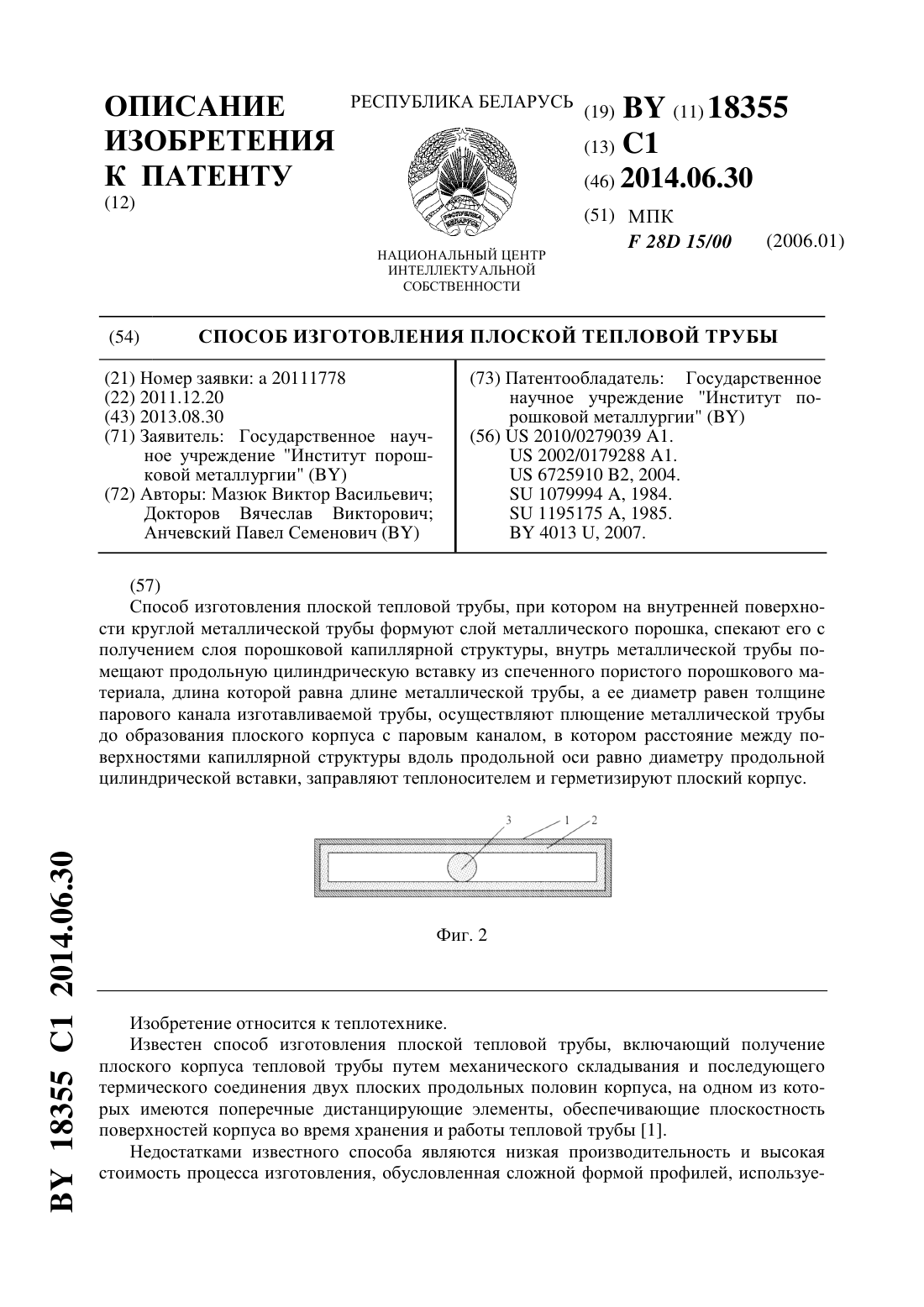
...порошка, спекают его с получением слоя порошковой капиллярной структуры, внутрь металлической трубы помещают продольную металлическую вставку из спеченного пористого порошкового материала, длина которой равна длине металлической трубы, а ее диаметр равен толщине парового канала изготавливаемой тепловой трубы, осуществляют плющение металлической трубы до образования плоского корпуса с паровым каналом, в котором расстояние между поверхностями...
Способ изготовления испарителя контурной тепловой трубы
Номер патента: 17167
Опубликовано: 30.06.2013
Авторы: Агеенко Артем Владимирович, Мазюк Виктор Васильевич
МПК: F28D 15/04
Метки: контурной, испарителя, способ, изготовления, тепловой, трубы
Текст:
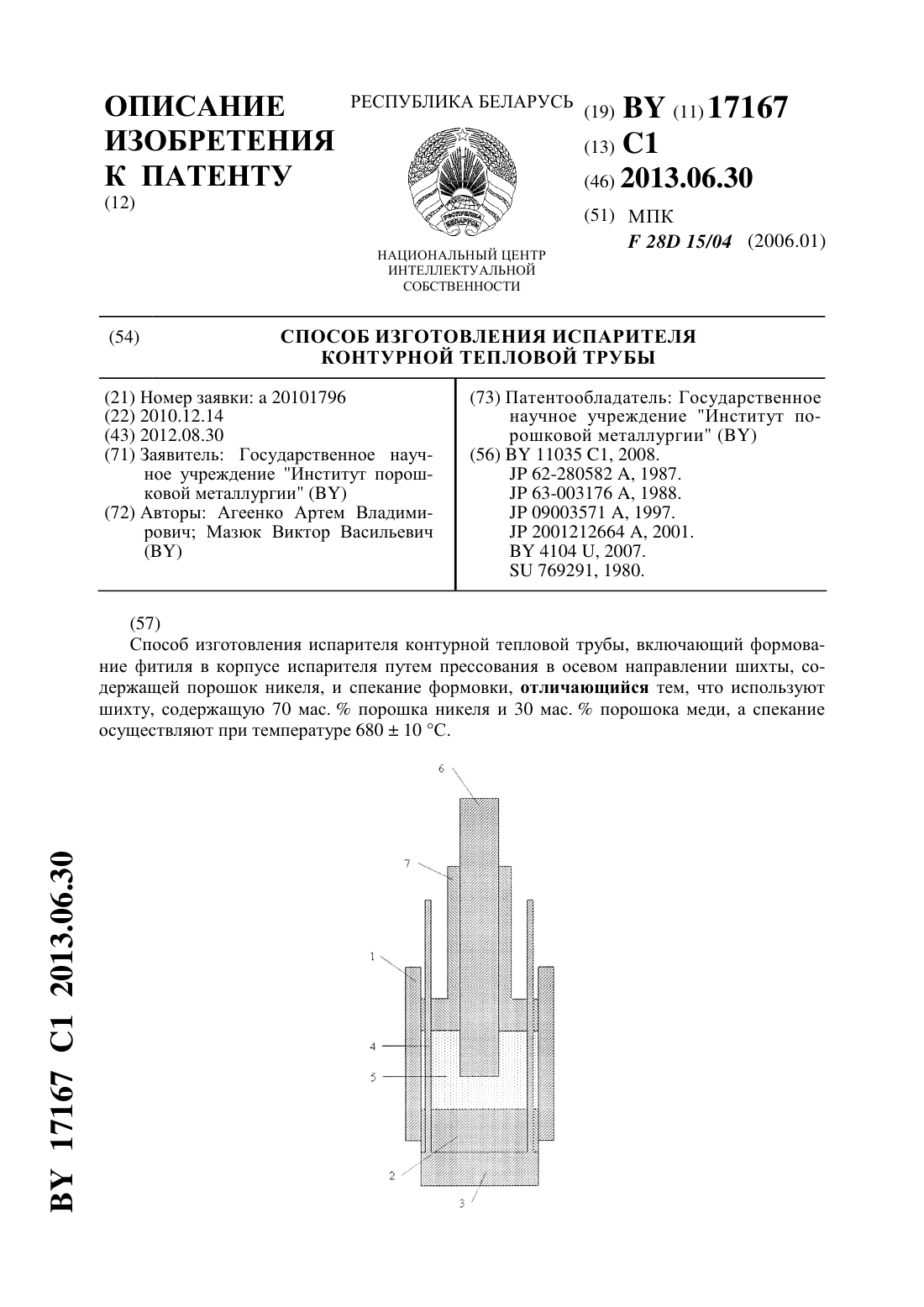
...6 фиксируется в занимаемом положении, а верхний пуансон 7 поднимается над корпусом 17167 1 2013.06.30 На втором этапе формования фитиля внутрь корпуса 1 в пространство, ограниченное стенкой корпуса и центральным стержнем 6, засыпается подготовленная порошковая шихта в количестве, необходимом для формования стенки фитиля. Посредством давления,оказываемого на верхний торец подвижного верхнего пуансона 7, осуществляется прессование стенки...
Способ изготовления капиллярной структуры контурной тепловой трубы

Номер патента: 5945
Опубликовано: 30.03.2004
Авторы: Мазюк Виктор Васильевич, Балащенко Андрей Викторович, Рак Анатолий Леонидович, Пилиневич Леонид Петрович
МПК: F28D 15/00
Метки: структуры, контурной, трубы, капиллярной, способ, изготовления, тепловой
Текст:
...исключающей возможность припекания к ней порошка. В пространство между корпусом и сердечником засыпают порошок. Подвергая сборку температурному воздействию в соответствующей защитной атмосфере,производят припекание фрагментов капиллярной структуры к корпусу. Поскольку фрагменты капиллярной структуры не связаны между собой, в процессе припекания центральная усадка отсутствует каждый фрагмент усаживается в направлении корпуса. Тем самым...
Способ изготовления испарителя контурной тепловой трубы
Номер патента: 11035
Опубликовано: 30.08.2008
Авторы: Агеенко Артем Владимирович, Мазюк Виктор Васильевич
МПК: F28D 15/04
Метки: тепловой, изготовления, трубы, способ, испарителя, контурной
Текст:
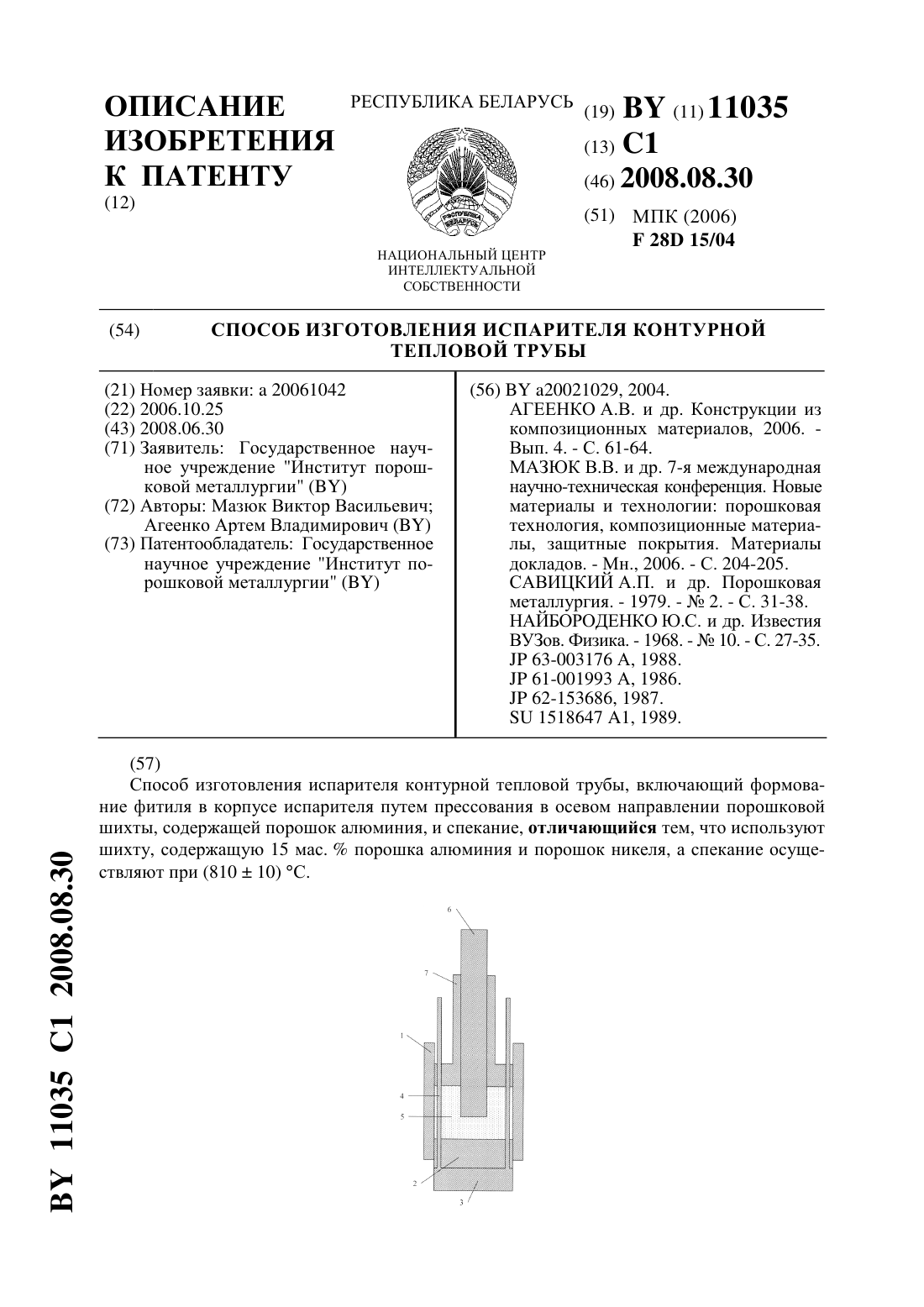
...первом этапе формования производится сборка корпуса испарителя 1, неподвижного нижнего пуансона 2 и основания 3 с закрепленными в нем каналообразующими стержнями 4. Внутрь корпуса 1 на нижний пуансон 2 засыпается подготовленная порошковая шихта 5 в количестве, необходимом для формования донышка фитиля. В корпус 1 вставляются подвижный верхний пуансон 7 с отверстиями для прохода каналообразующих стержней 4 и центральный стержень 6. Посредством...