Способ очистки поверхности изделия из ферромагнитного материала
Номер патента: 16884
Опубликовано: 28.02.2013
Авторы: Михайловская Людмила Вячеславовна, Мокринский Владимир Валерьевич, Воинов Валерий Васильевич, Чопко Дмитрий Александрович

Текст
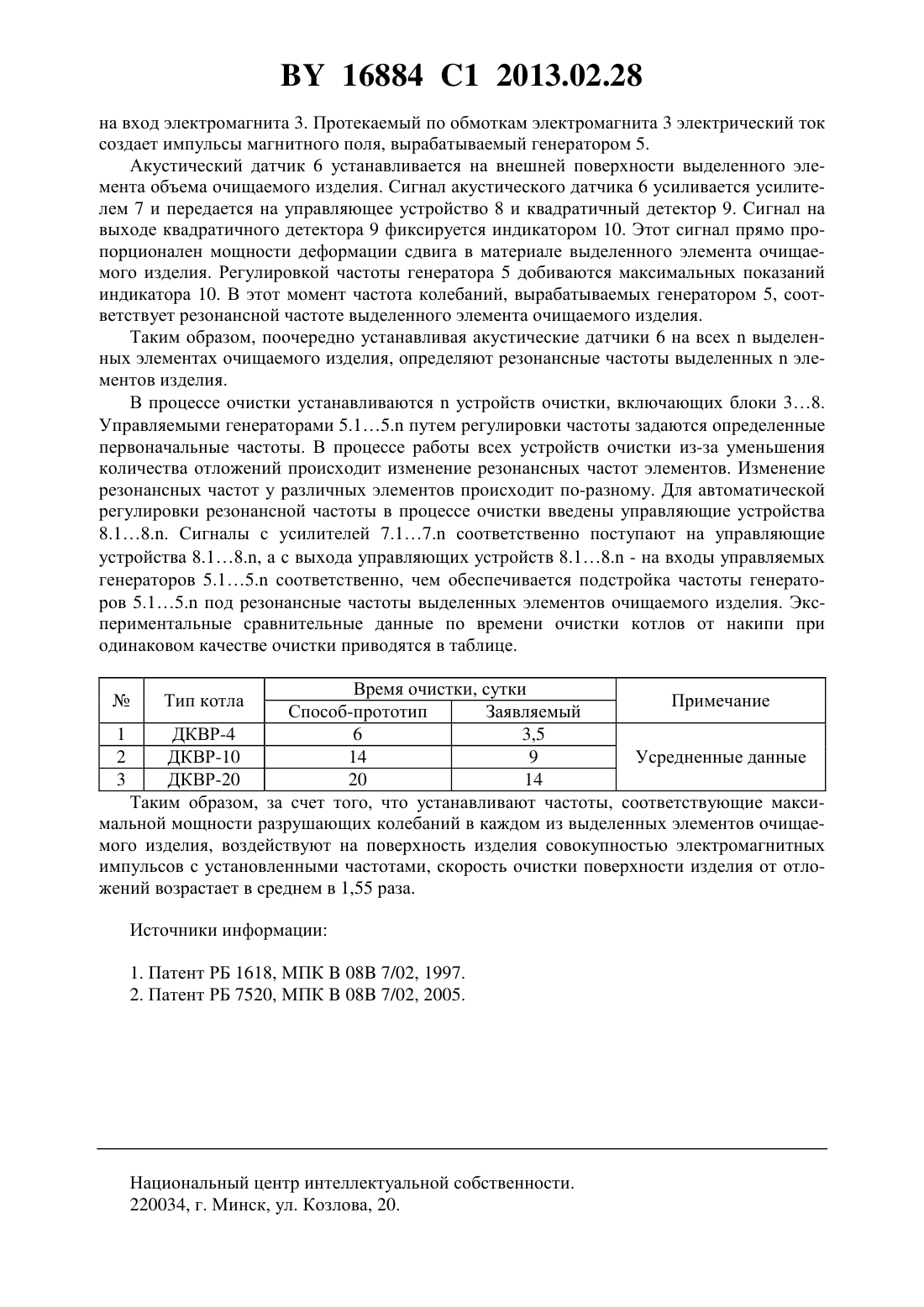
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ ИЗ ФЕРРОМАГНИТНОГО МАТЕРИАЛА(71) Заявитель Учреждение образования Военная академия Республики Беларусь(72) Авторы Воинов Валерий Васильевич Михайловская Людмила Вячеславовна Мокринский Владимир Валерьевич Чопко Дмитрий Александрович(73) Патентообладатель Учреждение образования Военная академия Республики Беларусь(57) Способ очистки поверхности изделия из ферромагнитного материала, заключающийся в том, что выделяют в изделииразличных элементов поверхности с наибольшей степенью загрязнения, определяют резонансную частоту каждого выделенного элемента поверхности изделия, устанавливают на каждый выделенный элемент устройство очистки,выполненное с возможностью регулировки резонансной частоты в процессе очистки,осуществляют очисткуустройствами очистки, воздействуя на поверхность изделия совокупностью электромагнитных импульсов с частотами, соответствующими резонансным частотам выделенных элементов поверхности изделия. Изобретение относится к способам очистки поверхности от отложений и может быть использовано для очистки поверхности изделий из ферромагнитных материалов. Известен способ очистки изделий из ферромагнитных материалов 1, характеризующийся тем, что на поверхность изделия воздействуют электромагнитными импульсами с частотой, вызывающей наибольшее механическое смещение материала изделия. 16884 1 2013.02.28 Однако известный способ имеет низкую скорость очистки изделий из-за того, что различные элементы изделия имеют различные резонансные свойства. Наиболее близким по своей технической сущности к заявляемому способу является способ очистки поверхности изделий из ферромагнитных материалов 2, характеризующийся тем, что на поверхность изделия воздействуют электромагнитными импульсами с частотой, вызывающей максимальную мощность распространяющихся в изделии колебаний. Однако по причине того, что различные части и элементы очищаемого изделия имеют различные резонансные свойства, скорость очистки различных элементов оказывается разной и, в целом, низкой. Задачей изобретения является повышение скорости очистки. Техническим результатом осуществления способа является повышение скорости очистки как минимум в 1,5 раза. Для решения поставленной задачи при осуществлении способа выделяют в изделииразличных элементов поверхности с наибольшей степенью загрязнения, определяют резонансную частоту каждого выделенного элемента поверхности изделия, устанавливают на каждый выделенный элемент устройство очистки, выполненное с возможностью регулировки резонансной частоты в процессе очистки, осуществляют очисткуустройствами очистки, воздействуют на поверхность изделия совокупностью электромагнитных импульсов с частотами, соответствующими резонансным частотам выделенных элементов поверхности изделия. На фигуре показан пример практической реализации способа. Обозначения на фигуре следующие 1 - слой отложений, предназначенный для удаления 2 - очищаемая поверхность 3.13. - электромагниты 1, 2, и -й соответственно 4.14. - регулируемые усилители мощности 1, 2, и -й соответственно 5.15. - управляемые генераторы 1, 2, и -й соответственно 6.16. - акустические датчики 1, 2, и -й соответственно 7.17. - усилители 1, 2, и -й соответственно 8.18. - управляющие устройства 1, 2, и -й соответственно 9 - квадратичный детектор 10 - индикатор. Способ осуществляется следующим образом. В ограниченном объеме корпуса очищаемого изделия из ферромагнитного материала создаются 1-й импульсные магнитные поля электромагнитами 3.13. соответственно, устанавливаемыми на внешней чистой поверхности очищаемого изделия. Они вызывают магнитострикционный эффект, то есть упругую деформацию материалов корпуса различными частотами, соответствующими резонансным частотам различных элементов корпуса. Эти деформации, распространяясь в материале корпуса, вызывают деформацию сдвига между материалом изделия и отложением на его поверхности. В результате прочность сцепления отложений с поверхностью изделия уменьшается. Периодическое повторение деформаций материала корпуса приводит к полному разрушению слоя отложений и их удалению с очищаемой поверхности. Каждый извыделенных элементов очищаемого изделия за счет своих резонансных свойств выбирает из создаваемого электромагнитами 3.13. спектров частот свою резонансную частоту, на которой мощность разрушающих деформаций наибольшая. Резонансные частоты устанавливаются перед началом очистки. Для этого устанавливают устройство очистки, состоящее из блоков 38 на любой участок очищаемой поверхности. В процессе работы устройство очистки вырабатывает импульсы тока определенной частоты, которые усиливаются регулируемым усилителем мощности 4 и с его выхода подаются 2 16884 1 2013.02.28 на вход электромагнита 3. Протекаемый по обмоткам электромагнита 3 электрический ток создает импульсы магнитного поля, вырабатываемый генератором 5. Акустический датчик 6 устанавливается на внешней поверхности выделенного элемента объема очищаемого изделия. Сигнал акустического датчика 6 усиливается усилителем 7 и передается на управляющее устройство 8 и квадратичный детектор 9. Сигнал на выходе квадратичного детектора 9 фиксируется индикатором 10. Этот сигнал прямо пропорционален мощности деформации сдвига в материале выделенного элемента очищаемого изделия. Регулировкой частоты генератора 5 добиваются максимальных показаний индикатора 10. В этот момент частота колебаний, вырабатываемых генератором 5, соответствует резонансной частоте выделенного элемента очищаемого изделия. Таким образом, поочередно устанавливая акустические датчики 6 на всехвыделенных элементах очищаемого изделия, определяют резонансные частоты выделенныхэлементов изделия. В процессе очистки устанавливаютсяустройств очистки, включающих блоки 38. Управляемыми генераторами 5.15. путем регулировки частоты задаются определенные первоначальные частоты. В процессе работы всех устройств очистки из-за уменьшения количества отложений происходит изменение резонансных частот элементов. Изменение резонансных частот у различных элементов происходит по-разному. Для автоматической регулировки резонансной частоты в процессе очистки введены управляющие устройства 8.18 Сигналы с усилителей 7.17. соответственно поступают на управляющие устройства 8.18., а с выхода управляющих устройств 8.18. - на входы управляемых генераторов 5.15. соответственно, чем обеспечивается подстройка частоты генераторов 5.15. под резонансные частоты выделенных элементов очищаемого изделия. Экспериментальные сравнительные данные по времени очистки котлов от накипи при одинаковом качестве очистки приводятся в таблице. Время очистки, сутки Примечание Способ-прототип Заявляемый 1 ДКВР-4 6 3,5 2 ДКВР-10 14 9 Усредненные данные 3 ДКВР-20 20 14 Таким образом, за счет того, что устанавливают частоты, соответствующие максимальной мощности разрушающих колебаний в каждом из выделенных элементов очищаемого изделия, воздействуют на поверхность изделия совокупностью электромагнитных импульсов с установленными частотами, скорость очистки поверхности изделия от отложений возрастает в среднем в 1,55 раза. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
Метки: ферромагнитного, изделия, способ, очистки, поверхности, материала
Код ссылки
<a href="https://by.patents.su/3-16884-sposob-ochistki-poverhnosti-izdeliya-iz-ferromagnitnogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Способ очистки поверхности изделия из ферромагнитного материала</a>
Способ очистки поверхности изделия из ферромагнитного материала
Номер патента: 16882
Опубликовано: 28.02.2013
Авторы: Мокринский Владимир Валерьевич, Воинов Валерий Васильевич, Хартанович Николай Георгиевич, Михайловская Людмила Вячеславовна
Метки: материала, ферромагнитного, способ, поверхности, очистки, изделия
Текст:
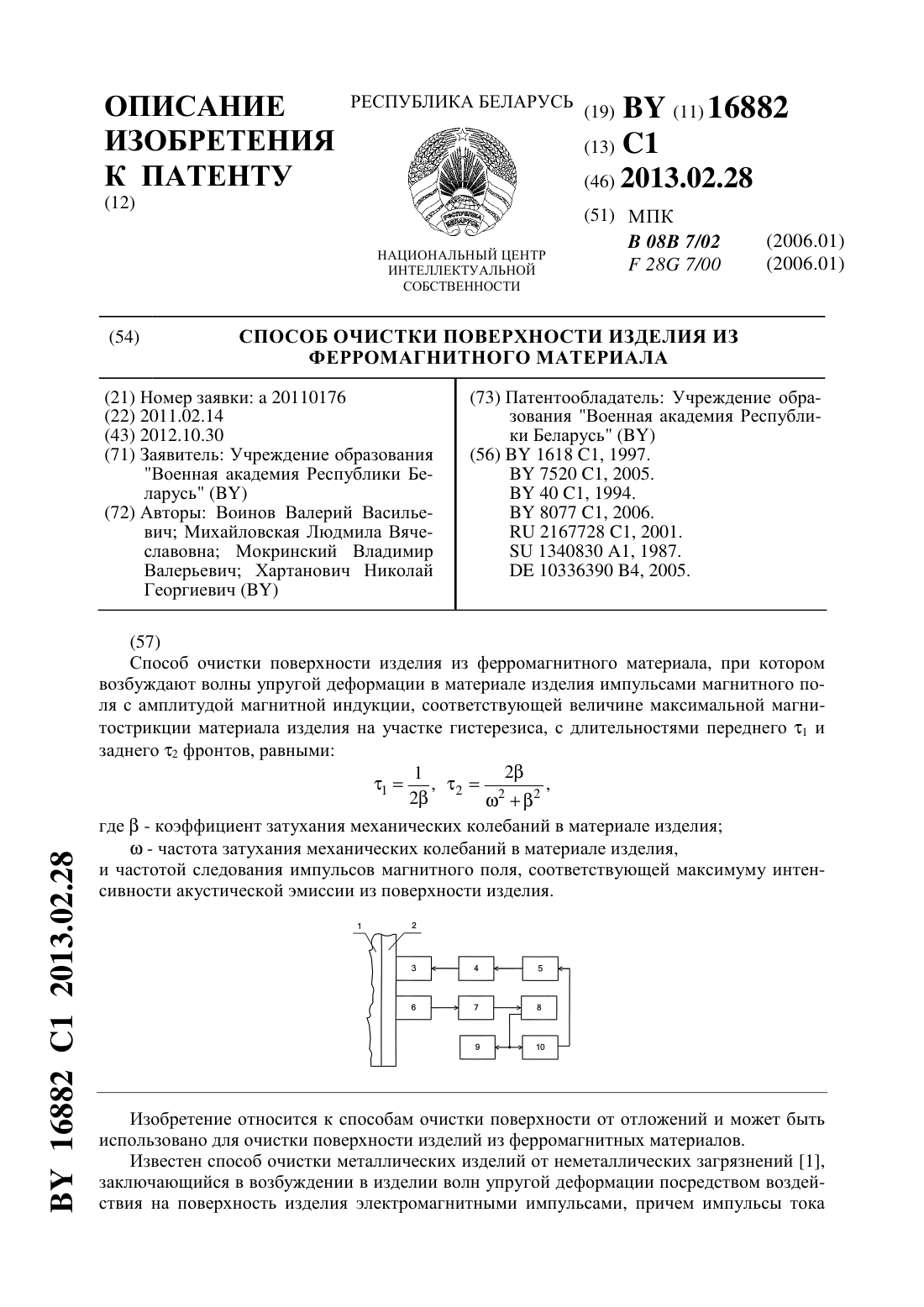
...переднего 1 и заднего 2 фронтов, равными 2 1 1,2 где- коэффициент затухания механических колебаний в материале изделия- частота затуханий механических колебаний в материале изделия, и частотой следования импульсов магнитного поля, соответствующей максимуму интенсивности акустической эмиссии из поверхности изделия. На фигуре показан пример практической реализации способа. Обозначения на фигуре следующие 1 - стенка очищаемого изделия 2 - слой...
Способ очистки поверхности изделия
Номер патента: 16883
Опубликовано: 28.02.2013
Авторы: Кураченко Святослав Станиславович, Воинов Валерий Васильевич, Михайловская Людмила Вячеславовна, Иващенко Инга Анатольевна, Мокринский Владимир Валерьевич
Метки: способ, изделия, поверхности, очистки
Текст:
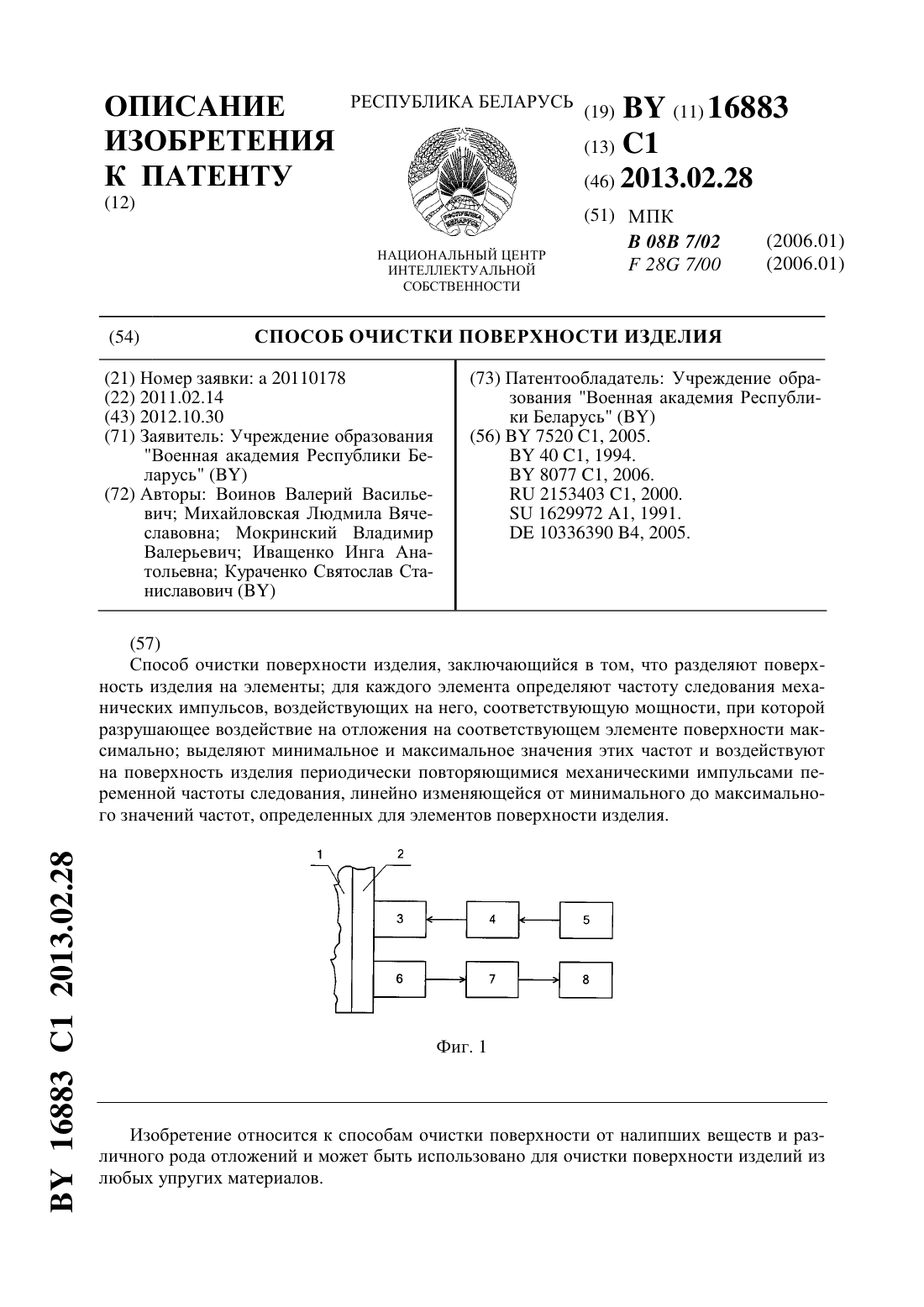
...- спектроанализатор мощности сигнала 8 - индикатор. На фиг. 2 показана эпюра напряжения , подаваемого с выхода управляемого генератора 4 на вход вибратора 3 в течение времени очистки . На фиг. 2 обозначено- период повторения линейного изменения частоты (девиации частоты). Способ осуществляется следующим образом. Вибратор 3 (фиг. 1) создает в стенке корпуса 2 очищаемого изделия упругую деформацию, форма которой повторяет эпюру напряжения,...
Способ контроля толщины и твердости поверхностно-упрочненного слоя изделия из ферромагнитного материала
Номер патента: 10698
Опубликовано: 30.06.2008
Авторы: Пинчуков Дмитрий Анатольевич, Матюк Владимир Федорович, Мельгуй Михаил Александрович
МПК: G01N 27/72, G01B 7/02, G01N 27/80...
Метки: способ, материала, поверхностно-упрочненного, твердости, контроля, слоя, ферромагнитного, толщины, изделия
Текст:
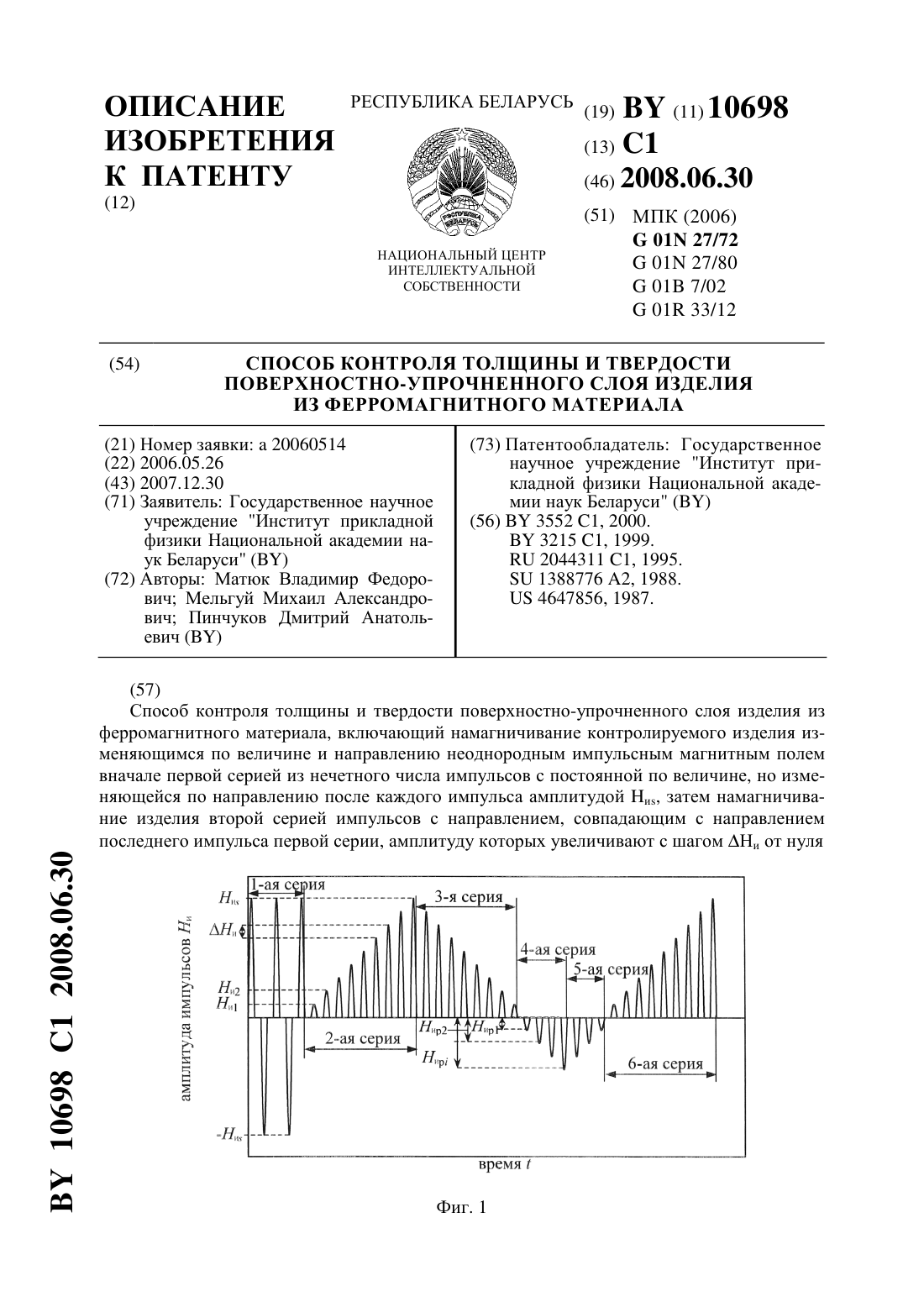
...серией, а толщинуупрочненного слоя и твердостьего поверхности определяют по уравнениям множественной корреляции типа(2)01230456 ,где числоимпульсов в четвертой серии и коэффициенты а 0, а 1, а 2, а 3, а 4, 5, 6 и 0, 1, 2,3, 4, 5, 6 установлены предварительно из условия получения минимальных среднеквадратических отклоненийи максимальных коэффициентов корреляции . На фиг. 1 показана последовательность изменения амплитуды импульсов...
Способ определения магнитных характеристик изделия из ферромагнитного материала

Номер патента: 10534
Опубликовано: 30.04.2008
Авторы: Осипов Александр Александрович, Матюк Владимир Федорович
МПК: G01R 33/12, G01N 27/72
Метки: материала, изделия, способ, магнитных, ферромагнитного, определения, характеристик
Текст:
...сигнала 1. Включают низкочастотное магнитное поле, запоминают изменение напряженностиэтого поля во времени, одновременно интегрируют ЭДС индукции измерительной катушки и запоминают зависимость от времени проинтегрированного сигнала 2. Выключают магнитное поле, интегрируют ЭДС индукции измерительной катушки и запоминают зависимость от времени проинтегрированного сигнала 3. Время интегрирования на всех трех этапах выдерживают равным времени...
Способ определения механических свойств изделия из ферромагнитного материала, связанных с его магнитными свойствами
Номер патента: 10705
Опубликовано: 30.06.2008
Автор: Цукерман Валерий Лазаревич
МПК: G01R 33/12, G01N 27/72
Метки: магнитными, способ, связанных, изделия, свойствами, свойств, материала, определения, ферромагнитного, механических
Текст:
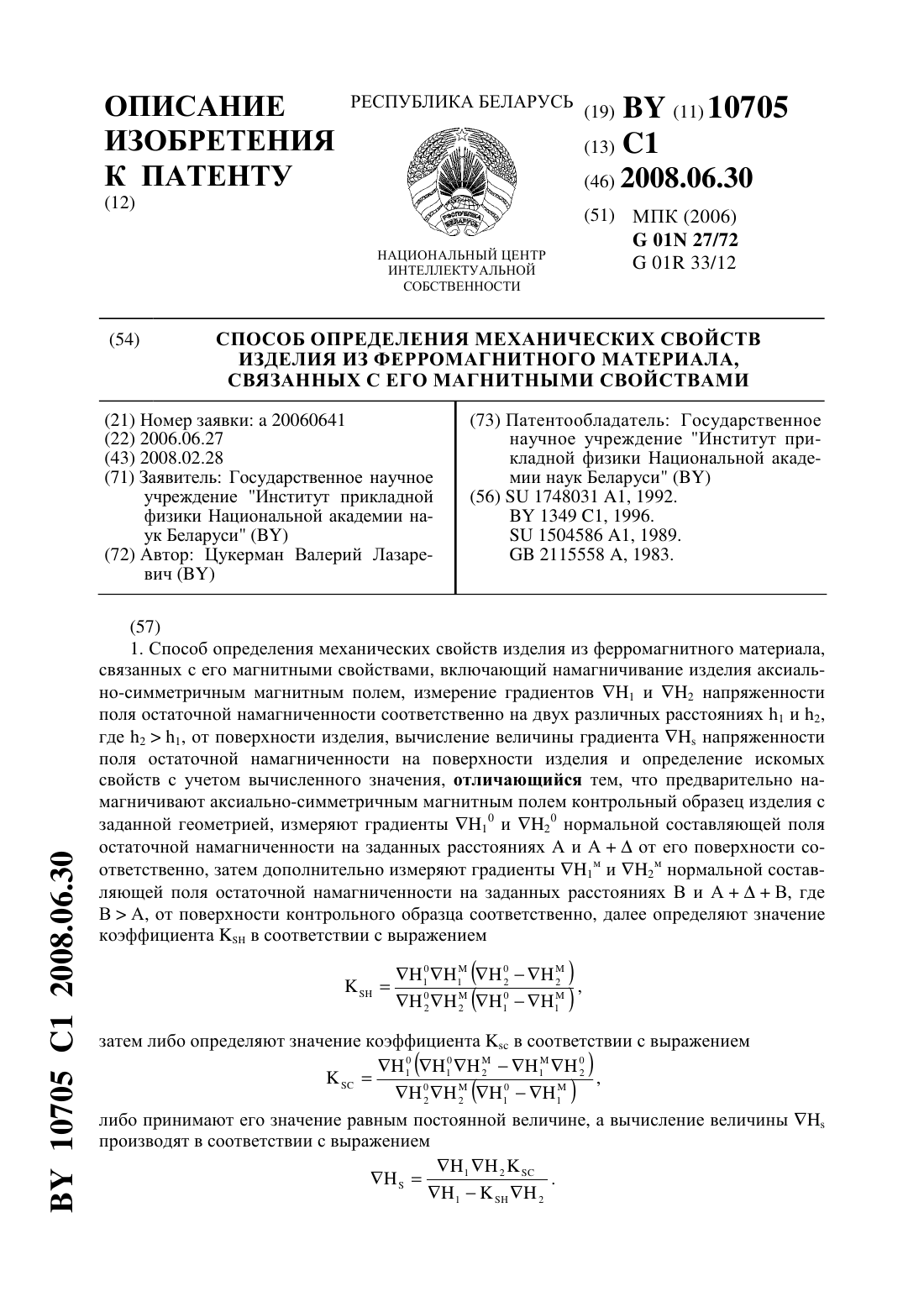
...коэффициент, зависящий от формы, геометрических размеров и свойств образца (далее по тексту - коэффициент формы). Для определения коэффициента формыпредварительно контрольный образец изделия с заданной геометрией намагничивают аксиально-симметричным магнитным полем и измеряют градиенты нормальной составляющей поля остаточной намагниченности на расстоянии А и расстоянии (А) от поверхности изделия. Затем проводят дополнительное измерение...
Предыдущий патент: Способ определения дальности до маловысотного летательного аппарата
Следующий патент: Способ получения устойчивой к термоокислению полиэтиленовой пленки
Случайный патент: Ветроустановка (варианты)