Способ изготовления армированного прокладочного материала
Номер патента: 16299
Опубликовано: 30.08.2012
Авторы: Карпушкин Виталий Николаевич, Канецкий Сергей Борисович, Сахнович Дмитрий Валерьевич
Текст
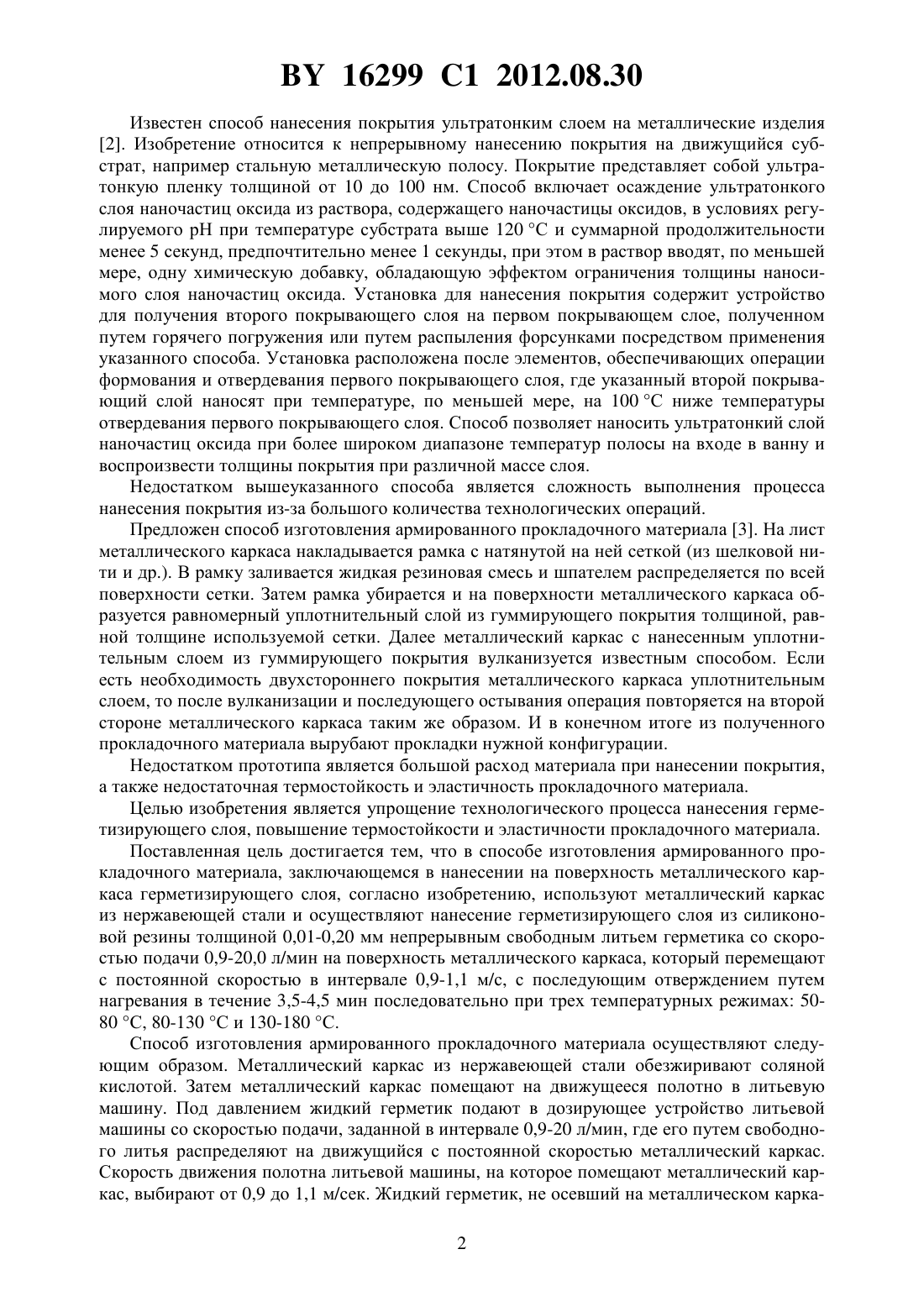
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО ПРОКЛАДОЧНОГО МАТЕРИАЛА(72) Авторы Сахнович Дмитрий Валерьевич Канецкий Сергей Борисович Карпушкин Виталий Николаевич(57) Способ изготовления армированного прокладочного материала, заключающийся в нанесении на поверхность металлического каркаса герметизирующего слоя, отличающийся тем, что используют металлический каркас из нержавеющей стали и осуществляют нанесение герметизирующего слоя из силиконовой резины толщиной 0,01-0,20 мм непрерывным свободным литьем герметика со скоростью подачи 0,9-20,0 л/мин на поверхность металлического каркаса, который перемещают с постоянной скоростью в интервале 0,9-1,1 м/с, с последующим отверждением путем нагревания в течение 3,5-4,5 мин последовательно при трех температурных режимах 50-80 С, 80-130 С и 130-180 С. Изобретение относится к химической промышленности, а именно к способам изготовления армированного прокладочного материала, предназначенного для изготовления из него герметизирующих уплотнений в двигателях транспортных средств. Известен способ прямого нанесения слоя покрытия 1. Изобретение относится к способу получения пленкообразных затвердевающих веществ из первоначально текучих исходных веществ. Способ осуществляется путем нанесения слоя, состоящего из исходных веществ, на непрерывно движущийся инертный носитель, представляющий собой часть устройства, на участке нанесения. С помощью дозирующего устройства устанавливают толщину нанесенного на носитель слоя исходных веществ. Носитель с нанесенным на него слоем подает слой веществ в отделенное от участка нанесения устройство для сушки. Затем высушенный слой веществ отделяется от носителя или его отделяют от носителя,достигаемый при этом технический результат заключается в большей экономичности способа и получении материала с незначительными отклонениями в толщине. Недостатком такого способа является недостаточная прочность полученного из первоначально текучих веществ материала. 16299 1 2012.08.30 Известен способ нанесения покрытия ультратонким слоем на металлические изделия 2. Изобретение относится к непрерывному нанесению покрытия на движущийся субстрат, например стальную металлическую полосу. Покрытие представляет собой ультратонкую пленку толщиной от 10 до 100 нм. Способ включает осаждение ультратонкого слоя наночастиц оксида из раствора, содержащего наночастицы оксидов, в условиях регулируемого рН при температуре субстрата выше 120 С и суммарной продолжительности менее 5 секунд, предпочтительно менее 1 секунды, при этом в раствор вводят, по меньшей мере, одну химическую добавку, обладающую эффектом ограничения толщины наносимого слоя наночастиц оксида. Установка для нанесения покрытия содержит устройство для получения второго покрывающего слоя на первом покрывающем слое, полученном путем горячего погружения или путем распыления форсунками посредством применения указанного способа. Установка расположена после элементов, обеспечивающих операции формования и отвердевания первого покрывающего слоя, где указанный второй покрывающий слой наносят при температуре, по меньшей мере, на 100 С ниже температуры отвердевания первого покрывающего слоя. Способ позволяет наносить ультратонкий слой наночастиц оксида при более широком диапазоне температур полосы на входе в ванну и воспроизвести толщины покрытия при различной массе слоя. Недостатком вышеуказанного способа является сложность выполнения процесса нанесения покрытия из-за большого количества технологических операций. Предложен способ изготовления армированного прокладочного материала 3. На лист металлического каркаса накладывается рамка с натянутой на ней сеткой (из шелковой нити и др.). В рамку заливается жидкая резиновая смесь и шпателем распределяется по всей поверхности сетки. Затем рамка убирается и на поверхности металлического каркаса образуется равномерный уплотнительный слой из гуммирующего покрытия толщиной, равной толщине используемой сетки. Далее металлический каркас с нанесенным уплотнительным слоем из гуммирующего покрытия вулканизуется известным способом. Если есть необходимость двухстороннего покрытия металлического каркаса уплотнительным слоем, то после вулканизации и последующего остывания операция повторяется на второй стороне металлического каркаса таким же образом. И в конечном итоге из полученного прокладочного материала вырубают прокладки нужной конфигурации. Недостатком прототипа является большой расход материала при нанесении покрытия,а также недостаточная термостойкость и эластичность прокладочного материала. Целью изобретения является упрощение технологического процесса нанесения герметизирующего слоя, повышение термостойкости и эластичности прокладочного материала. Поставленная цель достигается тем, что в способе изготовления армированного прокладочного материала, заключающемся в нанесении на поверхность металлического каркаса герметизирующего слоя, согласно изобретению, используют металлический каркас из нержавеющей стали и осуществляют нанесение герметизирующего слоя из силиконовой резины толщиной 0,01-0,20 мм непрерывным свободным литьем герметика со скоростью подачи 0,9-20,0 л/мин на поверхность металлического каркаса, который перемещают с постоянной скоростью в интервале 0,9-1,1 м/с, с последующим отверждением путем нагревания в течение 3,5-4,5 мин последовательно при трех температурных режимах 5080 С, 80-130 С и 130-180 С. Способ изготовления армированного прокладочного материала осуществляют следующим образом. Металлический каркас из нержавеющей стали обезжиривают соляной кислотой. Затем металлический каркас помещают на движущееся полотно в литьевую машину. Под давлением жидкий герметик подают в дозирующее устройство литьевой машины со скоростью подачи, заданной в интервале 0,9-20 л/мин, где его путем свободного литья распределяют на движущийся с постоянной скоростью металлический каркас. Скорость движения полотна литьевой машины, на которое помещают металлический каркас, выбирают от 0,9 до 1,1 м/сек. Жидкий герметик, не осевший на металлическом карка 2 16299 1 2012.08.30 се, сливают в емкость, а затем подают обратно в дозирующее устройство, таким образом обеспечивая процессу нанесения герметизирующего слоя рецикличность. Толщина полученного герметизирующего слоя составляет 0,01-0,2 мм. Далее металлический каркас с нанесенным герметизирующим слоем, помещают на движущуюся ленту печи для отвердевания. Длина печи составляет 7,5-8 м, а лента печи движется с постоянной скоростью 2 м/мин. Отвердевание герметизирующего слоя в печи происходит путем его нагрева при трех последовательных температурных режимах при температуре 50-80 С, затем 80130 С и затем 130-180 С - за время 3,5-4,5 мин. В качестве герметика используют,например, силиконовую резину ряда ЭЛАСТОСИЛ производства компании ВАКЕР, Германия. Эластосил обладает низкой вязкостью и высокой скоростью вулканизации. Низкая вязкость позволяет существенно понизить давление нагнетания в литьевой машине, что имеет чрезвычайно важное значение с точки зрения капиталовложений в оборудование. Благодаря своей консистенции - от текучей до пастообразной - жидкие силиконовые резины ЭЛАСТОСИЛ откачивают с помощью насоса непосредственно из заводской упаковки и подают через статический смеситель в литьевую машину. Кроме того, отвержденные изделия обладают малым облоем, что обеспечивает высокую экономичность процесса. Пример реализации способа. Металлический каркас из нержавеющей стали обезжиривают соляной кислотой и помещают на полотно, движущееся со скоростью 1 м/сек в литьевую машину. Под давлением жидкий герметик подают в дозирующее устройство литьевой машины, где его путем свободного литья распределяют на металлический каркас. Далее металлический каркас с нанесенным герметизирующим слоем помещают на движущуюся ленту печи для отвердевания. Длина печи составляет 8 м, а лента печи движется с постоянной скоростью 2 м/мин. Отвердевание герметизирующего слоя осуществляют путем нагревания в трех последовательных зонах печи с температурными режимами 60-120-180 С за время 4 мин. В таблице указана зависимость толщины герметизирующего слоя от скорости перемещения металлического каркаса и от скорости подачи герметика. Скорость движения металлического каркаса, м/сек 0,9 1,0 1,1 Армированный прокладочный материал, полученный вышеуказанным способом, обладает высокой термоустойчивостью в диапазоне температур от - 50 до 200 С, а также повышенной устойчивостью к атмосферным воздействиям и химикатам, что позволяет успешно использовать его, в том числе в двигателях транспортных средств. Источники информации 1.2356501 2, 2004. 2.2353702 2, 2004. 3.2254510 1, 2001 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: F16J 15/12
Метки: способ, материала, прокладочного, изготовления, армированного
Код ссылки
<a href="https://by.patents.su/3-16299-sposob-izgotovleniya-armirovannogo-prokladochnogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления армированного прокладочного материала</a>
Способ получения армированного волокнами термопластичного материала
Номер патента: 13402
Опубликовано: 30.08.2010
Авторы: Наркевич Анна Леонидовна, Ставров Василий Петрович
МПК: B29B 15/10
Метки: способ, термопластичного, армированного, материала, получения, волокнами
Текст:
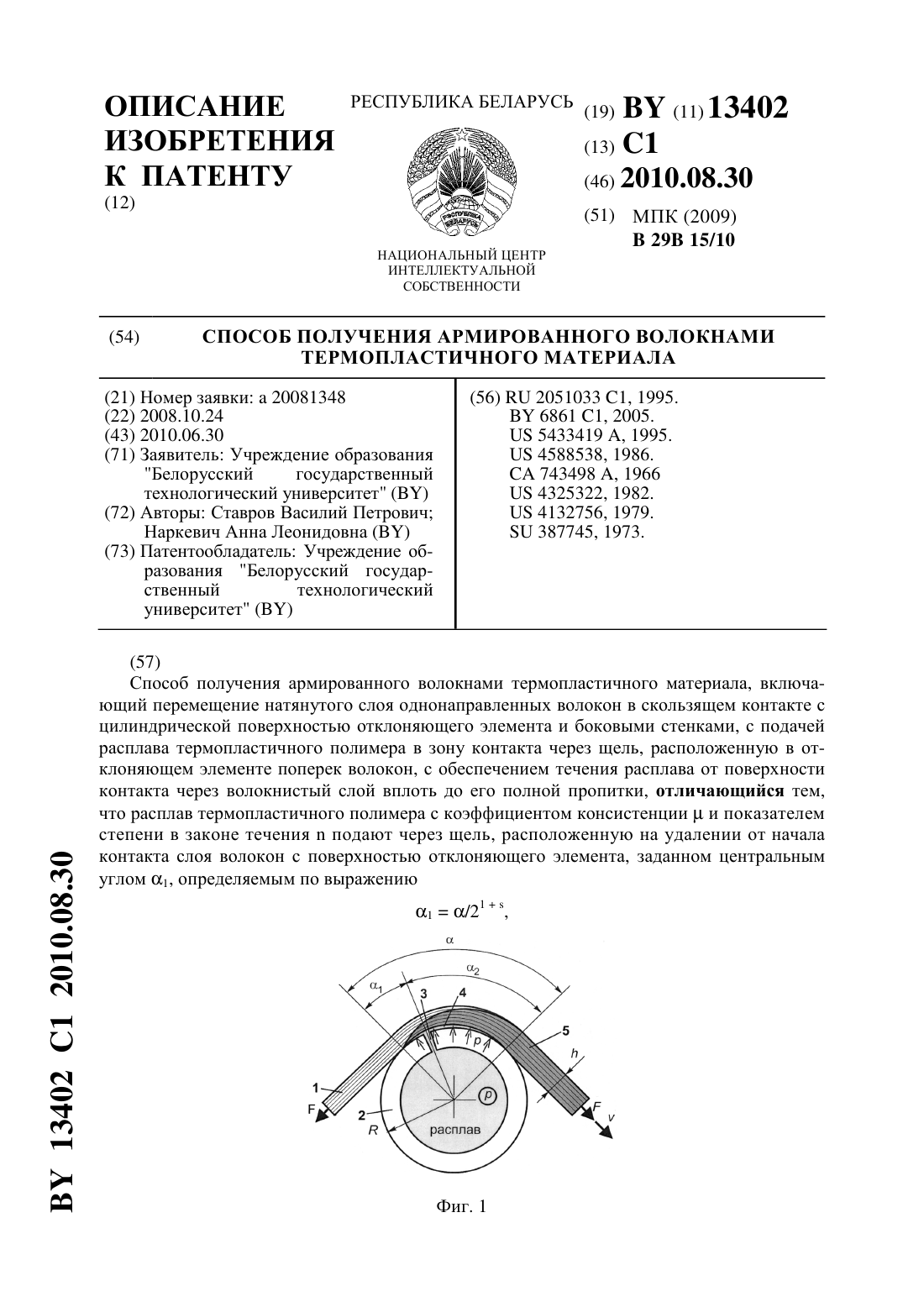
...и скорости перемещения волокнистого слоя в предлагаемом соотношении с натяжением волокнистого слоя и показателями вязкости расплава, подаваемого через щель и проникающего в волокнистый слой. Указанные соотношения основываются на установленных авторами закономерностях течения полимерного расплава со степенной зависимостью между касательными напря 4 13402 1 2010.08.30 жениями и скоростями сдвига в процессе пултрузионной пропитки натянутого слоя...
Способ получения армированного волокнами термопластичного материала
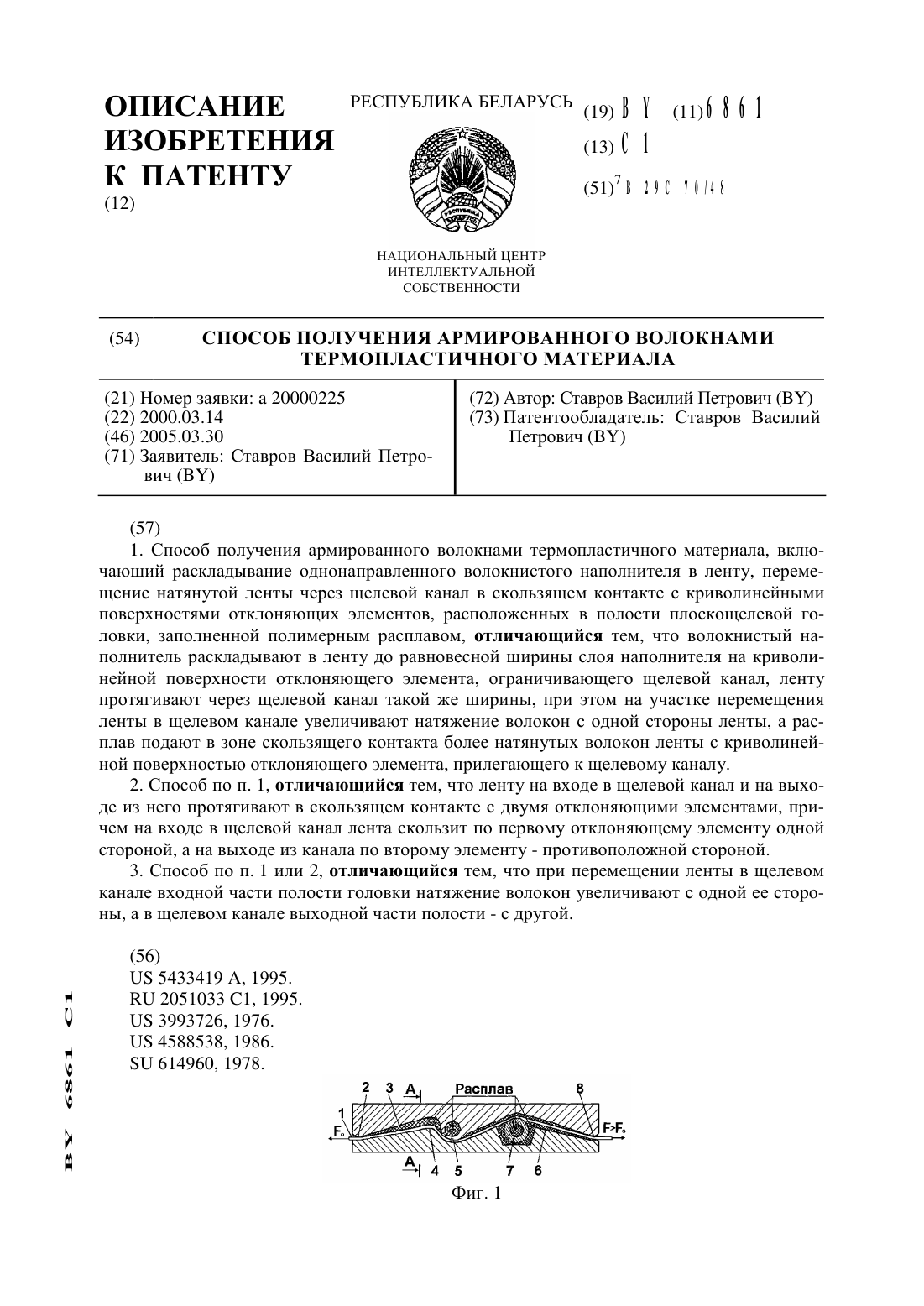
Номер патента: 6861
Опубликовано: 30.03.2005
Автор: Ставров Василий Петрович
МПК: B29C 70/48
Метки: получения, материала, армированного, способ, волокнами, термопластичного
Текст:
...в состоянии статического равновесия при нагрузке, соответствующей натяжению ленты в процессе пропитки. Значение равновесной щирины ленты устанавливают до начала изготовления материала путем прямого измерения щирины слоя, образуемого данным волокнистым напол ВУ 6861 С 1нителем при охватывании им отклоняющего элемента. После этого устанавливают щирину щелевого канала, используя, например, сменные вставки или регулируемые боковые...
Способ изготовления полого неосесимметричного изделия из термопластичного полимера, армированного непрерывными волокнами

Номер патента: 14156
Опубликовано: 30.04.2011
Авторы: Ставров Василий Петрович, Наркевич Анна Леонидовна
МПК: B29C 53/00
Метки: полимера, полого, неосесимметричного, волокнами, термопластичного, изделия, способ, армированного, изготовления, непрерывными
Текст:
...с оправкой, вращающейся с постоянной скоростью, изменяются по мере изменения положения оправки. Следовательно, изменяются условия пропитки волокнистого наполнителя и условия консолидации материала на оправке. В результате материал в изделии оказывается неоднородным. Различие скоростей перемещения полуфабриката, а значит, и неоднородность материала тем больше, чем больше различаются размеры изделия в плоскости укладки полуфабриката. 14156...
Способ изготовления полимерного стержня, армированного непрерывными и дискретными волокнами
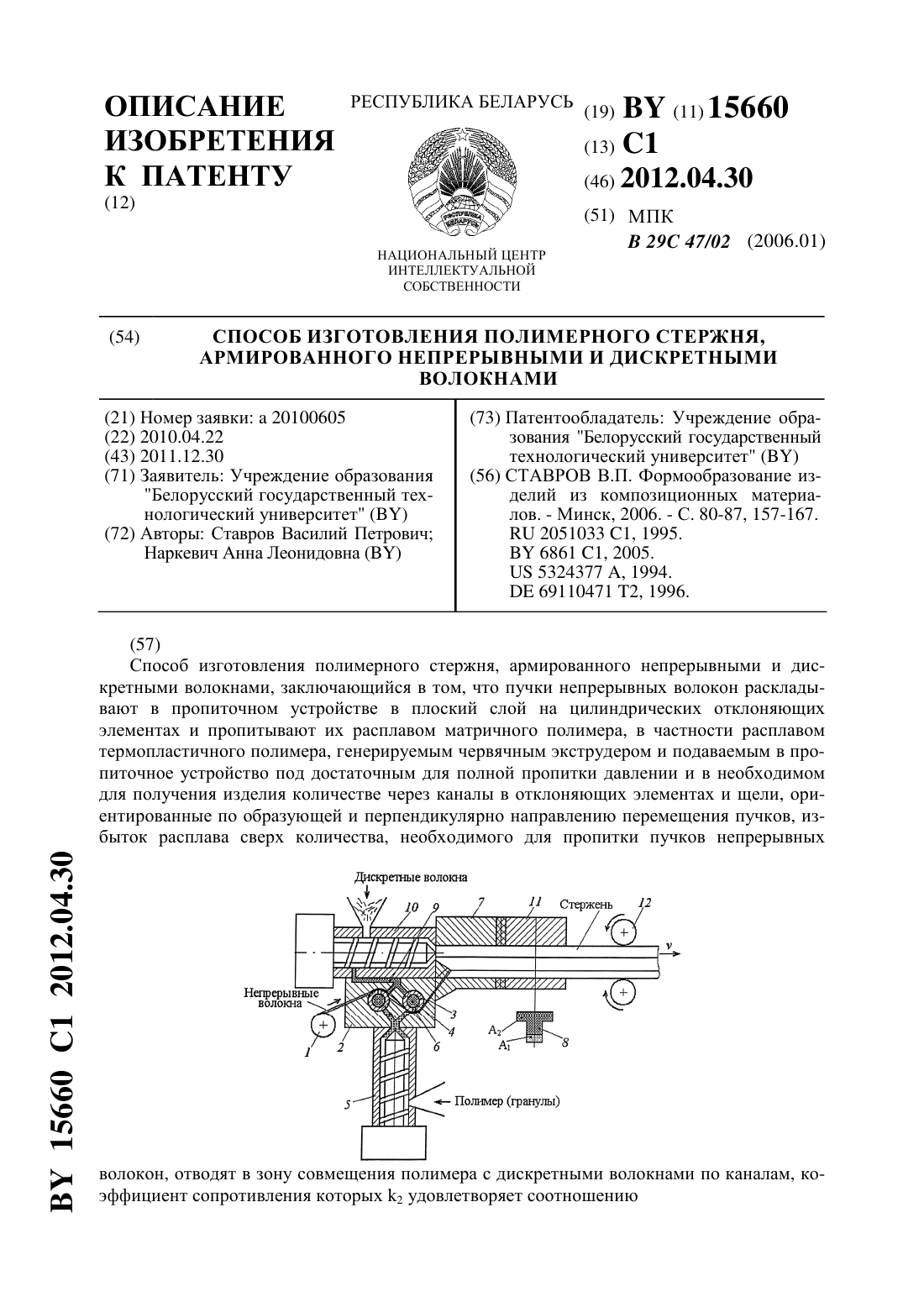
Номер патента: 15660
Опубликовано: 30.04.2012
Авторы: Ставров Василий Петрович, Наркевич Анна Леонидовна
МПК: B29C 47/02
Метки: дискретными, стержня, способ, полимерного, армированного, изготовления, волокнами, непрерывными
Текст:
...полимера, наполненного дискретными волокнами, а потому имеющего еще более высокую вязкость, чем ненаполненный расплав, затруднено. Чтобы сбалансировать потоки расплава, поступающего в зону пропитки пучков непрерывных волокон и в зону совмещения с дискретными волокнами, для изготовления стержней по известному способу необходимы два генератора расплава с независимым регулированием давления и расхода. Совмещение хрупких, например стеклянных,...
Способ получения гранулированного термопласта, наполненного стеклянными или синтетическими волокнами и способ получения длинномерного армированного материала
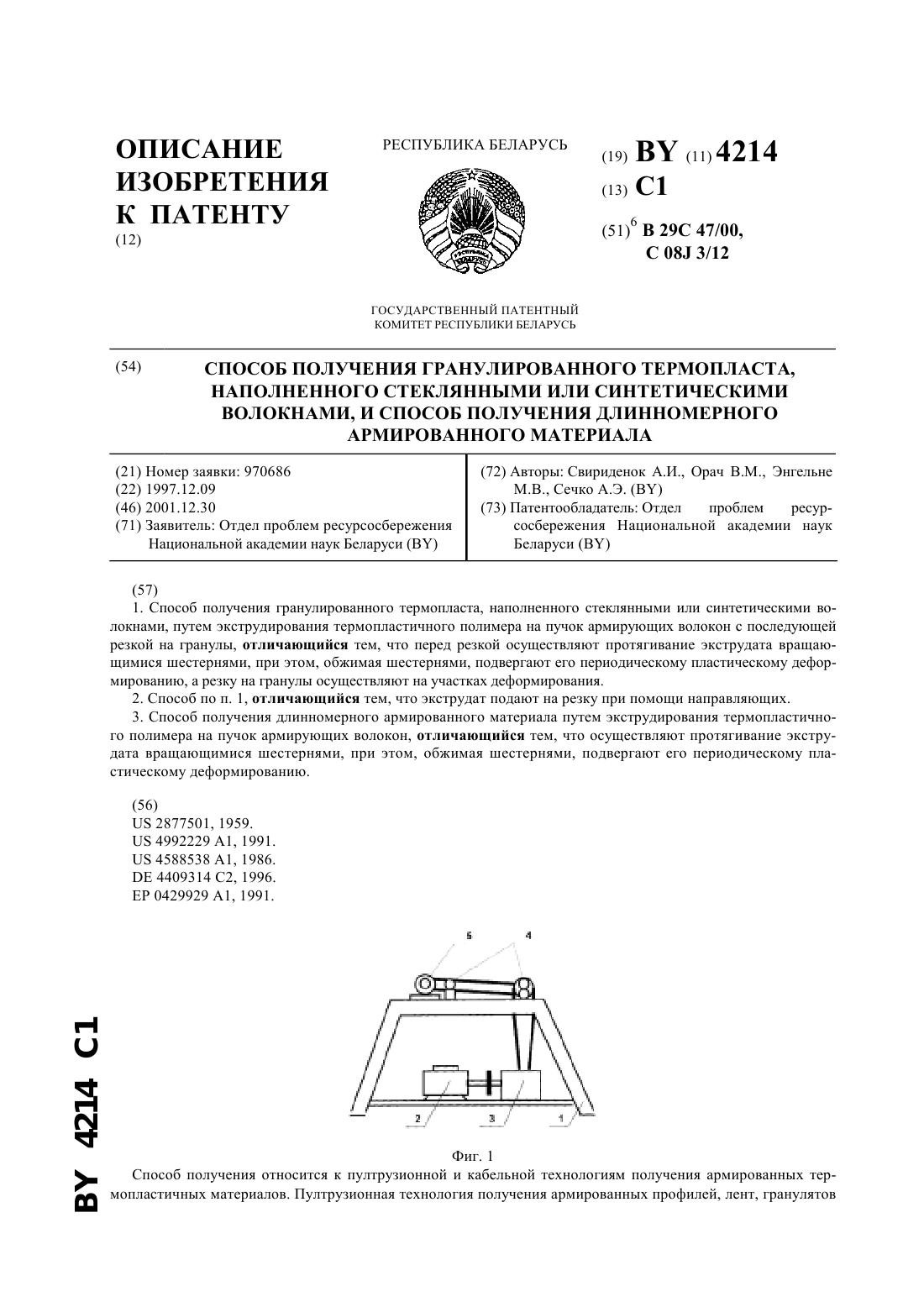
Номер патента: 4214
Опубликовано: 30.12.2001
Авторы: Орач Владимир Мирославович, Энгельне Михаил Владимирович, Сечко Александр Эдуардович, Свириденок Анатолий Иванович
МПК: B29C 47/00, C08J 3/12
Метки: синтетическими, способ, волокнами, армированного, термопласта, получения, наполненного, гранулированного, длинномерного, или, материала, стеклянными
Текст:
...с меньшим отклонением по размерам, а пластическая деформация оболочки предотвращает вытягивание волокна из гранул, которое имеет длину, равную длине гранулы. Рубильно-тянущая установка состоит из рубильно-тянущего устройства (фиг. 1) и блока управления(фиг. 2). Рубильно-тянущее устройство состоит из стола 1, в основании которого расположены электродвигатель 2 и червячный редуктор 3. На столе находится тянущий шестеренный механизм 4 и рубильное...
Предыдущий патент: Способ получения гидрофобного цемента
Следующий патент: Наногранулированная композиция для создания спинтронных устройств
Случайный патент: Оптическая головка для лазерной обработки