Способ отбора партий стальной высокоуглеродистой проволоки для свивки металлокорда с минимальной обрывностью
Номер патента: 15384
Опубликовано: 28.02.2012
Авторы: Веденеев Александр Владимирович, Савенок Анатолий Николаевич, Крылов-Олефиренко Виктор Васильевич, Гордиенко Анатолий Илларионович, Игнатенко Олег Иванович
Текст
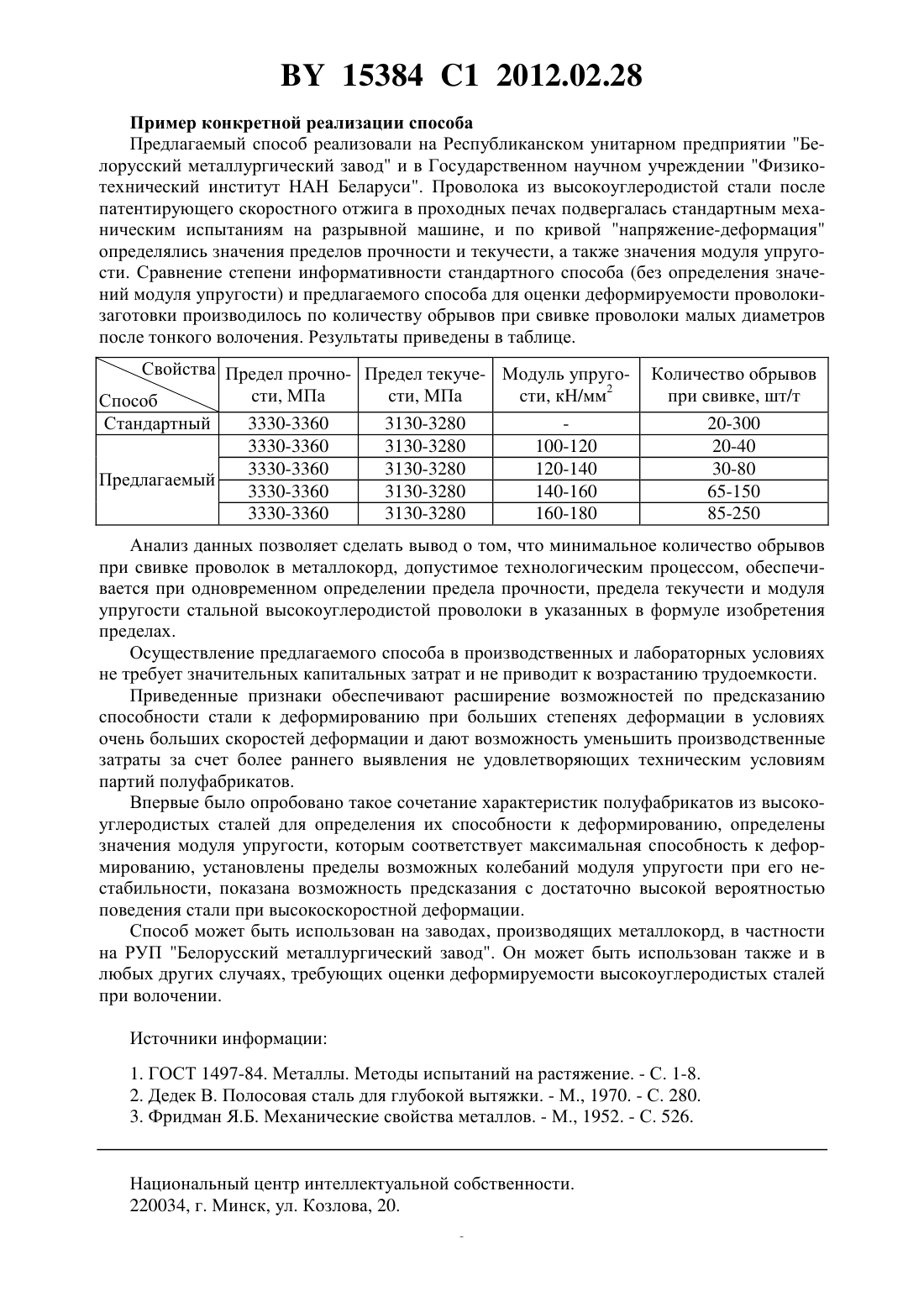
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОТБОРА ПАРТИЙ СТАЛЬНОЙ ВЫСОКОУГЛЕРОДИСТОЙ ПРОВОЛОКИ ДЛЯ СВИВКИ МЕТАЛЛОКОРДА С МИНИМАЛЬНОЙ ОБРЫВНОСТЬЮ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(72) Авторы Крылов-Олефиренко Виктор Васильевич Гордиенко Анатолий Илларионович Веденеев Александр Владимирович Игнатенко Олег Иванович Савенок Анатолий Николаевич(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(56) ГОСТ 1497-84. Металлы. Методы испытаний на растяжение. - С. 1-8. ГОСТ 10446-80. Проволока. Метод испытания на растяжение.2216006 1, 2003.2020022 1, 1994.(57) Способ отбора партий стальной высокоуглеродистой проволоки для свивки металлокорда с минимальной обрывностью, при котором из каждой партии стальной высокоуглеродистой проволоки отбирают образцы, проводят механические испытания образцов, для каждого из которых по полученным данным строят кривую напряжение-деформация, по которой определяют предел прочности, предел текучести и модуль упругости для каждого из образцов, и отбирают партии стальной высокоуглеродистой проволоки для свивки металлокорда с минимальной обрывностью, у которых предел прочности составляет от 3330 до 3360 МПа, предел текучести - от 3130 до 3280 МПа, а модуль упругости - от 100 до 120 кН/мм 2. Предлагаемый способ относится к черной металлургии, в частности к изготовлению металлокорда путем свивки стальных высокоуглеродистых проволок в единую конструкцию, и связан с изменением структуры стали, вызванным возникающими деформациями при волочении и свивке. В настоящее время металлокорд производится по технологической схеме, в которой используется от одной до трех операций волочения с большими и очень большими степенями обжатия, достигающими 98 . Такое количество операций необходимо для уменьшения диаметра катанки, равного 5,5 мм, до диаметра проволок 0,4-0,15 мм, из которых свивается металлокорд. Для обеспечения высокой производительности и снижения себестоимости продукции требуется проводить операции волочения с максимально возможной скоростью без ухудшения характеристик проволоки. Для этого полуфабрикаты из используемых высокоуглеродистых сталей на всех стадиях должны обладать высокой способностью воспринимать деформацию при больших скоростях деформирования. 15384 1 2012.02.28 Задачей настоящего изобретения является нахождение такого способа отбора партий стальной высокоуглеродистой проволоки для последующей свивки их в металлокорд, при котором сталь обеспечивает высокую способность воспринимать деформацию при больших скоростях деформирования с минимальной обрывностью, допустимой в технологическом процессе. При производстве металлокорда - 20-40 обрывов на тонну. Решение поставленной задачи достигается в способе отбора партий стальной высокоуглеродистой проволоки для свивки металлокорда с минимальной обрывностью, при котором из каждой партии стальной высокоуглеродистой проволоки отбирают образцы,проводят механические испытания образцов, для каждого из которых по полученным данным строят кривую напряжение - деформация, по которой определяют предел прочности, предел текучести и модуль упругости для каждого из образцов, и отбирают партии стальной высокоуглеродистой проволоки для свивки металлокорда с минимальной обрывностью, у которых предел прочности составляет от 3330 до 3360 МПа, предел текучести - от 3130 до 3280 МПа, а модуль упругости - от 100 до 120 кН/мм 2. Данный способ отбора партий стальной высокоуглеродистой проволоки для последующей свивки их в металлокорд позволяет отбирать полуфабрикаты, обладающие высокой способностью воспринимать деформацию при больших скоростях деформирования, что обеспечивает высокую производительность технологического процесса и допустимые по технологическим причинам количества обрывов при свивке металлокорда - 20-40 обрывов на тонну. Экспериментально установлено, что при значениях предела прочности ниже 3330 и выше 3360 МПа, предела текучести ниже 3130 и выше 3280 МПа, модуля упругости ниже 100 и выше 120 кН/мм 2 не обеспечивается допустимое по технологическим причинам количество обрывов при свивке металлокорда - 20-40 обрывов на тонну. Известный способ, по которому измеряются значения пределов прочности и текучести и их соотношение 1, 2, не может однозначно устанавливать и предсказывать поведение стали при последующих операциях холодной обработки стали волочением или свивкой. При требуемых значениях этих величин сталь может обладать низкой способностью к деформированию. В технологических процессах для расчетов принято считать, что величина модуля упругости является постоянной характеристикой для каждой марки стали и других металлов и сплавов. При производстве металлокорда используются технологические схемы, в которых используется от одной до трех операций волочения с большими и очень большими степенями обжатия, достигающими 98 . Такое количество операций необходимо для уменьшения диаметра катанки, равного 5,5 мм, до диаметра проволок 0,4-0,15 мм, из которых свивается металлокорд. Как показывают экспериментальные исследования авторов, возникающие внутри стали остаточные напряжения после волоченияпри производстве металлокорда значительно меняют структуру стали и, следовательно, модуль упругости. Поскольку эта характеристика ранее принималась за постоянную, то она и не могла использоваться в качестве оценки способности сплава в данном состоянии к пластическому деформированию. Ее измерения проводились только при теоретических исследованиях свойств металлов и сплавов 3. Авторами установлено, что значение модуля упругости при холодной обработке стали при производстве металлокорда путем волочения и свивки, происходящих при больших скоростях, может изменяться в очень широких пределах, в два и более раза. Объяснением положительных результатов, получаемых при реализации данного способа определения способности изделий малых диаметров из высокоуглеродистой стали к деформированию, может служить то, что при более высоком модуле упругости быстрее возрастают внутренние напряжения в деформируемом металле и одно и то же значение предела текучести достигается при меньшей степени упругой деформации. Кроме того,возможно также, что при одной и той же степени деформации, соответствующей завершению упругой стадии деформирования, потребуется большее значение предела текучести. 2 15384 1 2012.02.28 Пример конкретной реализации способа Предлагаемый способ реализовали на Республиканском унитарном предприятии Белорусский металлургический завод и в Государственном научном учреждении Физикотехнический институт НАН Беларуси. Проволока из высокоуглеродистой стали после патентирующего скоростного отжига в проходных печах подвергалась стандартным механическим испытаниям на разрывной машине, и по кривой напряжение-деформация определялись значения пределов прочности и текучести, а также значения модуля упругости. Сравнение степени информативности стандартного способа (без определения значений модуля упругости) и предлагаемого способа для оценки деформируемости проволокизаготовки производилось по количеству обрывов при свивке проволоки малых диаметров после тонкого волочения. Результаты приведены в таблице. Свойства Предел прочно- Предел текуче- Модуль упругости, МПа сти, МПа сти, кН/мм 2 Способ Стандартный 3330-3360 3130-3280 3330-3360 3130-3280 100-120 3330-3360 3130-3280 120-140 Предлагаемый 3330-3360 3130-3280 140-160 3330-3360 3130-3280 160-180 Количество обрывов при свивке, шт/т 20-300 20-40 30-80 65-150 85-250 Анализ данных позволяет сделать вывод о том, что минимальное количество обрывов при свивке проволок в металлокорд, допустимое технологическим процессом, обеспечивается при одновременном определении предела прочности, предела текучести и модуля упругости стальной высокоуглеродистой проволоки в указанных в формуле изобретения пределах. Осуществление предлагаемого способа в производственных и лабораторных условиях не требует значительных капитальных затрат и не приводит к возрастанию трудоемкости. Приведенные признаки обеспечивают расширение возможностей по предсказанию способности стали к деформированию при больших степенях деформации в условиях очень больших скоростей деформации и дают возможность уменьшить производственные затраты за счет более раннего выявления не удовлетворяющих техническим условиям партий полуфабрикатов. Впервые было опробовано такое сочетание характеристик полуфабрикатов из высокоуглеродистых сталей для определения их способности к деформированию, определены значения модуля упругости, которым соответствует максимальная способность к деформированию, установлены пределы возможных колебаний модуля упругости при его нестабильности, показана возможность предсказания с достаточно высокой вероятностью поведения стали при высокоскоростной деформации. Способ может быть использован на заводах, производящих металлокорд, в частности на РУП Белорусский металлургический завод. Он может быть использован также и в любых других случаях, требующих оценки деформируемости высокоуглеродистых сталей при волочении. Источники информации 1. ГОСТ 1497-84. Металлы. Методы испытаний на растяжение. - С. 1-8. 2. Дедек В. Полосовая сталь для глубокой вытяжки. - М., 1970. - С. 280. 3. Фридман Я.Б. Механические свойства металлов. - М., 1952. - С. 526. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
Метки: минимальной, свивки, способ, проволоки, высокоуглеродистой, металлокорда, обрывностью, отбора, стальной, партий
Код ссылки
<a href="https://by.patents.su/3-15384-sposob-otbora-partijj-stalnojj-vysokouglerodistojj-provoloki-dlya-svivki-metallokorda-s-minimalnojj-obryvnostyu.html" rel="bookmark" title="База патентов Беларуси">Способ отбора партий стальной высокоуглеродистой проволоки для свивки металлокорда с минимальной обрывностью</a>
Устройство для преформирования проволоки в процессе свивки металлокорда

Номер патента: U 4670
Опубликовано: 30.10.2008
Авторы: Худолей Юрий Леонидович, Савенок Анатолий Николаевич, Маточкин Виктор Аркадьевич, Андрианов Николай Викторович, Липский Евгений Леонидович
МПК: D07B 3/00
Метки: устройство, металлокорда, свивки, проволоки, процессе, преформирования
Текст:
...обеспечивается тем, что устройство для преформирования проволоки в процессе свивки металлокорда включает кронштейн, ролики направляющие обводные, ротор свивальной машины. Согласно полезной модели, в качестве преформатора устройство содержит вращающуюся твердосплавную фильеру, расположенную в осевом отверстии полувала ротора. Отличие заявленного решения от прототипа в том, что устройство включает фильеру,вращающуюся для преформации...
Стан мокрого волочения стальной высокоуглеродистой проволоки
Номер патента: U 3241
Опубликовано: 30.12.2006
Авторы: Маточкин Виктор Аркадьевич, Игнатенко Олег Иванович, Савенок Анатолий Николаевич, Андрианов Николай Викторович, Ежов Виктор Васильевич, Шамановская Елена Викторовна, Демидов Александр Васильевич
МПК: B21C 1/00
Метки: мокрого, стан, стальной, волочения, проволоки, высокоуглеродистой
Текст:
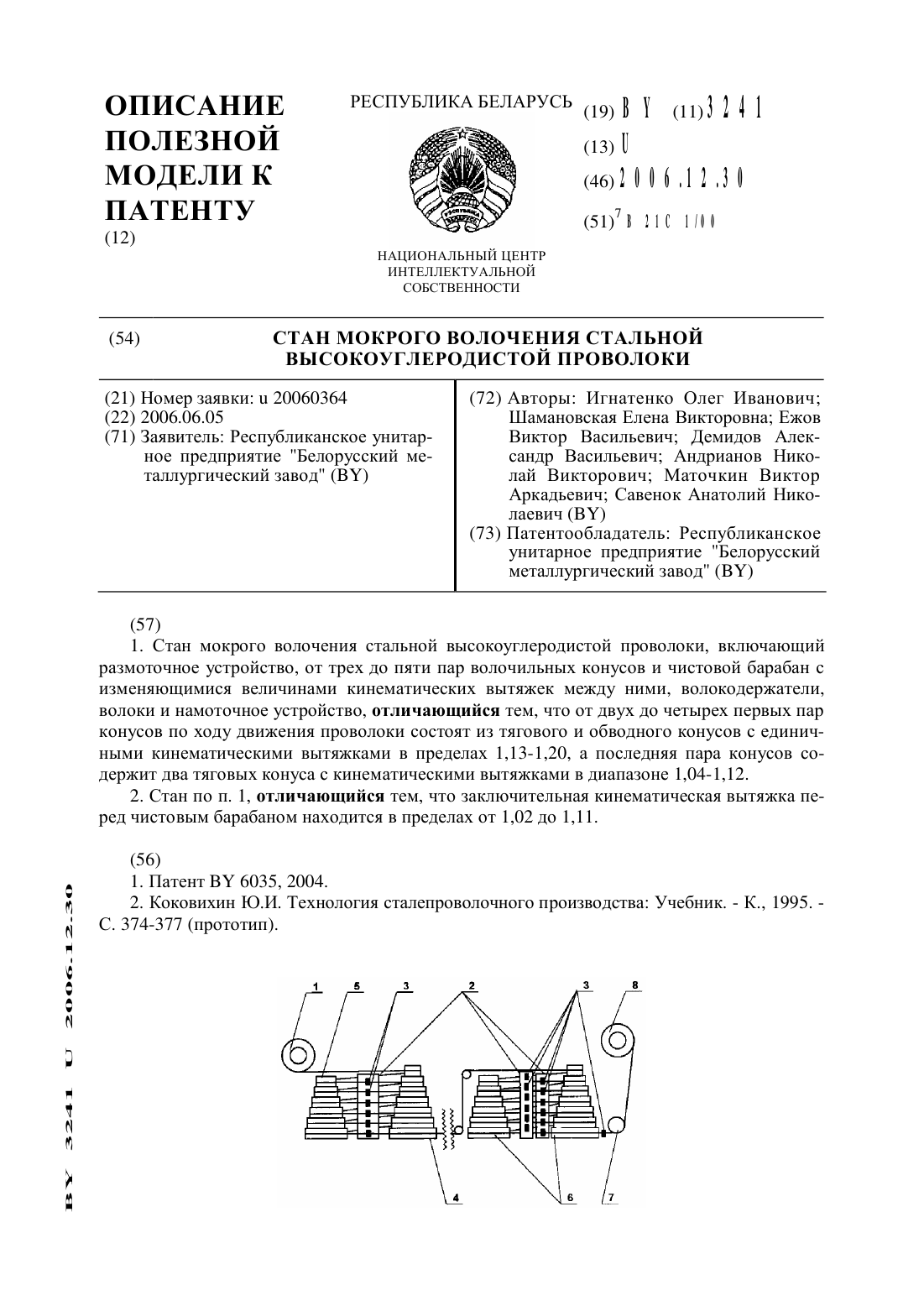
...проволоки, возможности повышения скоростей волочения и освоения производства сверх- и ультравысокопрочной проволоки для металлокорда.Технический результат, достигаемый при использовании устройства, состоит в снижении уровня обрывности проволоки при последующей свивКе, оплетке, отсутствии расслоений при кручении и увеличении числа скручиваний.Решение поставленной задачи достигается тем, что стан мокрого волочения стальной...
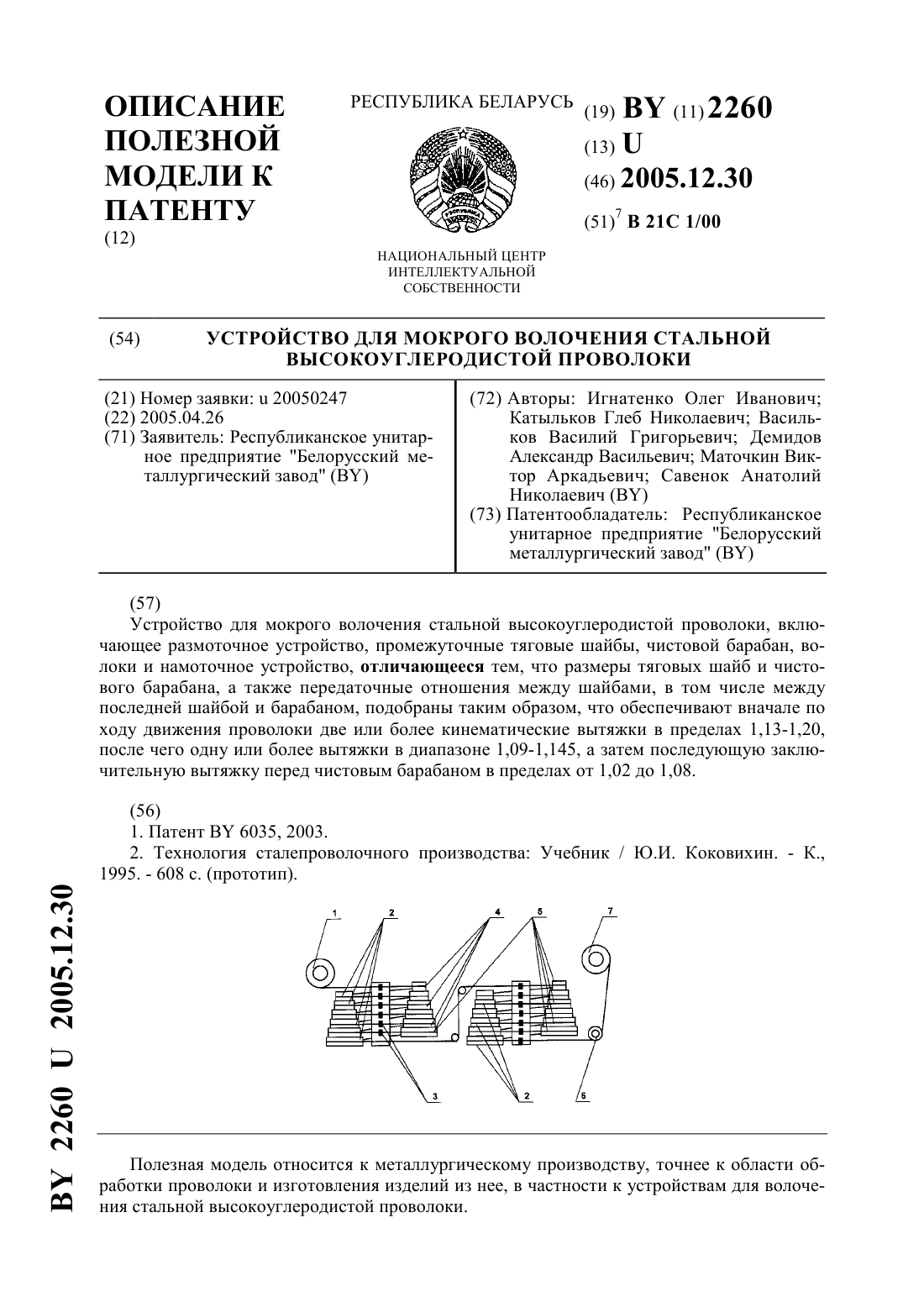
Устройство для мокрого волочения стальной высокоуглеродистой проволоки
Номер патента: U 2260
Опубликовано: 30.12.2005
Авторы: Васильков Василий Григорьевич, Катыльков Глеб Николаевич, Демидов Александр Васильевич, Игнатенко Олег Иванович, Маточкин Виктор Аркадьевич, Савенок Анатолий Николаевич
МПК: B21C 1/00
Метки: стальной, волочения, проволоки, мокрого, устройство, высокоуглеродистой
Текст:
...повышенный износ и нерациональный тепловой режим на последних волоках, что также отрицательно влияет на пластичность готовой проволоки. Задача, решаемая полезной моделью, состоит в обеспечении возможности повышения скоростей волочения и освоения производства сверх- и ультравысокопрочной проволоки для металлокорда. Технический результат, достигаемый при использовании устройства, заключается в улучшении пластичности высокоуглеродистой...
Устройство для стабилизации динамического натяжения проволоки в процессе свивки металлокорда

Номер патента: U 4671
Опубликовано: 30.10.2008
Авторы: Маточкин Виктор Аркадьевич, Худолей Юрий Леонидович, Савенок Анатолий Николаевич, Липский Евгений Леонидович, Андрианов Николай Викторович
МПК: D07B 3/00
Метки: динамического, процессе, стабилизации, металлокорда, проволоки, свивки, устройство, натяжения
Текст:
...рычага-компенсатора,пружины и направляющих роликов. Согласно полезной модели, устройство дополнительно содержит направляющие ролики для направления пучка проволоки и приспособление 2 46712008.10.30 для стабилизации динамического натяжения, включающее кронштейн с осью, на которой установлен стальной барабан. Стальной барабан разграничен на две зоны - рабочую зону и зону торможения. Приспособление содержит обводные направляющие ролики,...
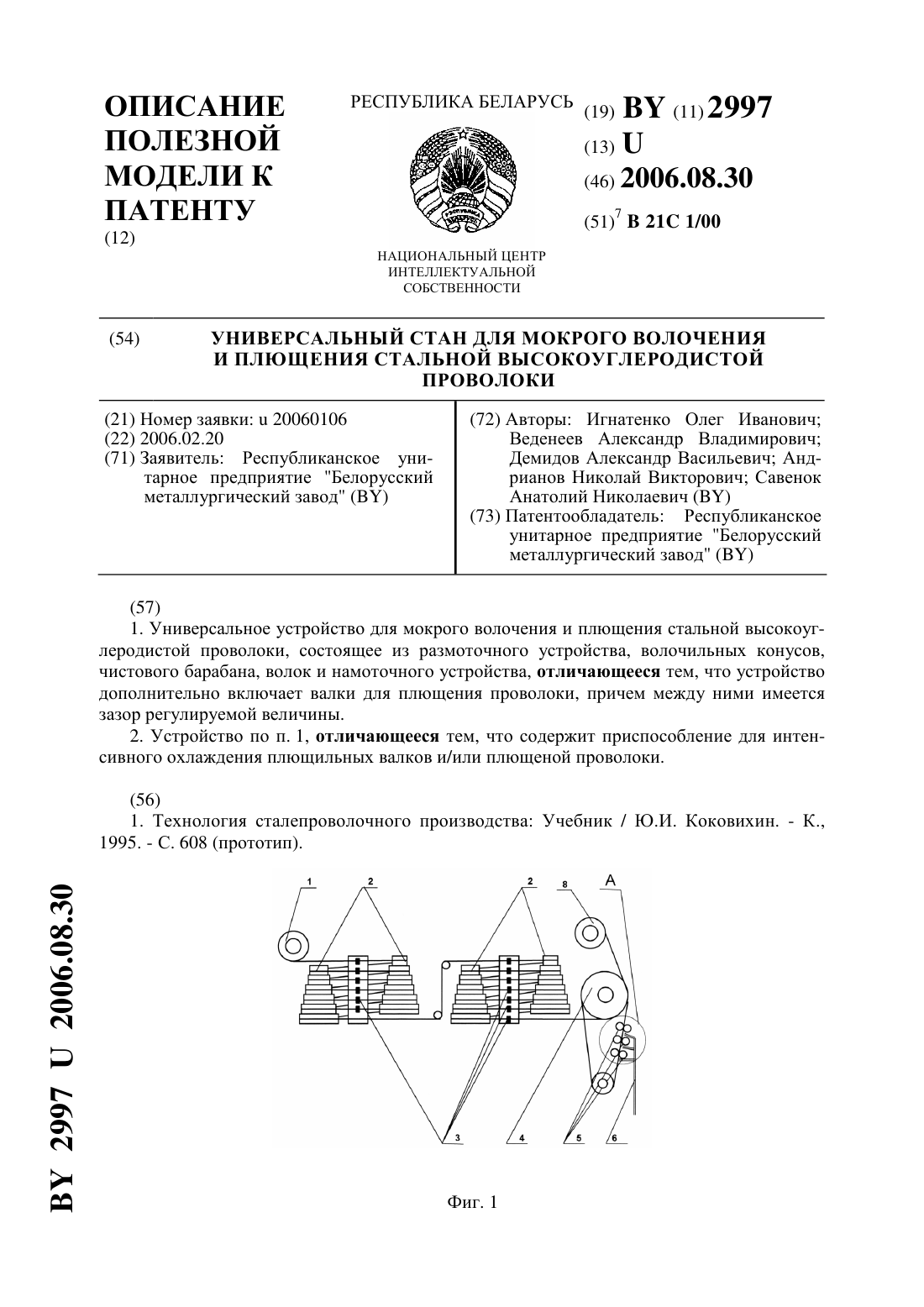
Универсальный стан для мокрого волочения и плющения стальной высокоуглеродистой проволоки
Номер патента: U 2997
Опубликовано: 30.08.2006
Авторы: Савенок Анатолий Николаевич, Веденеев Александр Владимирович, Демидов Александр Васильевич, Игнатенко Олег Иванович, Андрианов Николай Викторович
МПК: B21C 1/00
Метки: стальной, мокрого, стан, волочения, плющения, универсальный, высокоуглеродистой, проволоки
Текст:
...необходимо перерабатывать на специализированных плющильных станах. Задача, решаемая полезной моделью, состоит в расширении ассортимента продукции станов для мокрого волочения и снижении трудоемкости изготовления плющеной проволоки. Технический результат, достигаемый при использовании устройства, заключается в получении возможности изготовления холоднотянутой плющеной проволоки на одном универсальном стане. Решение поставленной задачи...
Предыдущий патент: Крышка для стаканообразного сосуда
Следующий патент: Способ получения водного раствора пищевого белка из гречихи
Случайный патент: Средство для химической стерилизации и дезинфекции