Способ получения проницаемого композиционного материала
Номер патента: 14550
Опубликовано: 30.06.2011
Авторы: Лобачев Виктор Алексеевич, Александров Валерий Михайлович
Текст
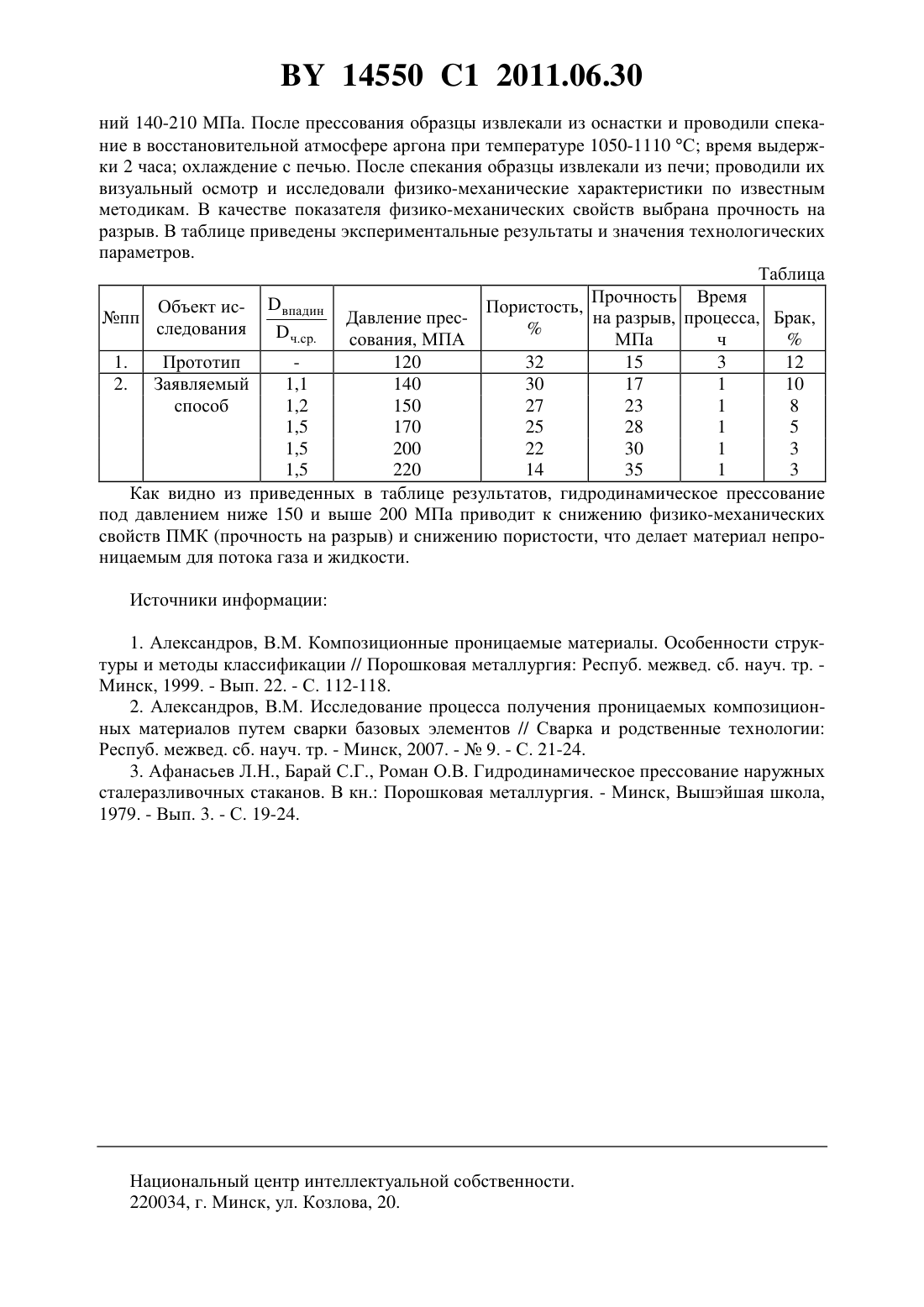
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ПРОНИЦАЕМОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Александров Валерий Михайлович Лобачев Виктор Алексеевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ получения проницаемого композиционного материала, при котором формируют на компактной металлической заготовке шероховатую поверхность, засыпают на сформированную поверхность металлический порошок, причем размер впадин шероховатой поверхности составляет 1,2-1,5 среднего размера частиц порошка, осуществляют гидродинамическое прессование при давлении 150-200 МПа и спекание. Изобретение относится к области порошковой металлургии, в частности к способам получения проницаемых композиционных материалов, и может быть использовано при изготовлении фильтров различного назначения, тепловых труб, детонирующих выключателей, применяемых в газовой, пищевой, химической промышленности, энергетике. Проницаемые материалы, получаемые методом порошковой металлургии в своем большинстве, являются композиционными. Компактно-пористые материалы представляют собой одну из разновидностей проницаемых композиционных материалов (ПМК) и отличаются присутствием в структуре пористой и компактной составляющих, соединенных друг с другом посредством металлических контактов 1. Известен способ получения ПКМ, включающий формование пористого материала из дискретных металлических частиц и спекание с последующей сваркой базовых элементов из пористого и компактного металлов 2. Недостатком известного способа является высокая трудоемкость, обусловленная проведением сварочных операций, необходимость использования уникального оборудования,брак сварного шва. В связи с тем, что температура в зоне сварки выше температуры плавления компонентов происходит усадка и расслоение композиционного материала, а кон 14550 1 2011.06.30 денсация в поровом пространстве, образующихся паров металла, приводит к снижению гидродинамических, фильтрующих и эксплуатационных характеристик готового изделия. Технической задачей изобретения является снижение трудоемкости и энергоемкости изготовления ПКМ, повышение качества изделий. Поставленная задача достигается тем, что в заявляемом способе получения проницаемого композиционного материала, при котором формируют на компактной металлической заготовке шероховатую поверхность, засыпают на сформированную поверхность металлический порошок, причем размер впадин шероховатой поверхности составляет 1,2-1,5 среднего размера частиц порошка, осуществляют гидродинамическое прессование при давлении 150-200 МПа. Снижение трудоемкости и энергоемкости изготовления изделий достигается в результате того, что соединение пористого и компактного материала осуществляют в процессе спекания, а технологическая операция сварки базовых объектов исключается из технологического процесса. Соответственно снижаются энергозатраты, повышается культура производства и производительность труда. Качество получаемого материала в значительной степени определяется площадью и совершенством металлических контактов, формируемых между пористым и компактным материалами. Повышение качества такого рода материала может быть обеспечено путем увеличения площади контакта, а также использования импульсных методов формования,например гидродинамического прессования 3. Формирование на поверхности компактного материала шероховатости осуществляется одним из известных методов, что позволяет снизить брак, связанный с расслоением пористого и компактного металлов. Гидродинамическое прессование позволяет за счет импульсных нагрузок произвести локальный разогрев контактирующих материалов с одновременным формированием между ними металлических контактов, определяющих уровень основных физико-механических свойств ПКМ. В качестве показателя физико-механических свойств была использована величина временного сопротивления при растяжении. Для проведения данных исследований изготавливались специальные образцы. В ходе проведенных исследований установлено, что в результате формирования шероховатости на поверхности компактного материала, контактирующей с пористой поверхностью, за счет увеличения поверхности их соприкосновения снижается на 8-10 брак, связанный с расслоением металлов при термообработке. При соблюдении указанного соотношения среднего размера частиц и впадин происходит наиболее плотное заполнение впадин дискретными частицами, повышается уровень физико-механических свойств. Установлено, что при гидродинамическом прессовании под давлением до 150 МПа количество выделенного тепла недостаточно для формирования металлических контактов. При давлении более 200 МПа пористость заготовки составляет менее 15 , в результате образуется закрытая пористость, а образец становится непроницаемым для потока жидкости и газа. На основании проведенных исследований установлено, что в результате формирования шероховатости на поверхности компактного образца, а также прессования гидродинамическим методом снижается трудоемкость и энергоемкость изготовления ПКМ,повышается качество готовых изделий и уровень физико-механических свойств. Пример из порошка титанового марки ПТЭМ-2, полученного электролитическим методом и титанового сплава ВТ 1- были получены образцы из компактного пористого материала. Размер частиц титанового порошка в диапазоне 63180 мкм. Перед формованием поверхность компактной заготовки подвергалась пескоструйной обработке для формирования заданной шероховатости поверхности. Размер впадин при этом составил 1,2-1,5 среднего размера частиц порошка. После чего заготовку из компактного материала устанавливали в специальную оснастку, после чего в оснастку засыпали порошок и осуществляли гидродинамическое прессование на установке ГДМ-190 в диапазоне давле 2 14550 1 2011.06.30 ний 140-210 МПа. После прессования образцы извлекали из оснастки и проводили спекание в восстановительной атмосфере аргона при температуре 1050-1110 С время выдержки 2 часа охлаждение с печью. После спекания образцы извлекали из печи проводили их визуальный осмотр и исследовали физико-механические характеристики по известным методикам. В качестве показателя физико-механических свойств выбрана прочность на разрыв. В таблице приведены экспериментальные результаты и значения технологических параметров. Таблица Прочность Время Объект ис-впадин Пористость,пп Давление пресна разрыв, процесса, Брак,следования 1. Прототип 120 32 15 3 12 2. Заявляемый 1,1 140 30 17 1 10 способ 1,2 150 27 23 1 8 1,5 170 25 28 1 5 1,5 200 22 30 1 3 1,5 220 14 35 1 3 Как видно из приведенных в таблице результатов, гидродинамическое прессование под давлением ниже 150 и выше 200 МПа приводит к снижению физико-механических свойств ПМК (прочность на разрыв) и снижению пористости, что делает материал непроницаемым для потока газа и жидкости. Источники информации 1. Александров, В.М. Композиционные проницаемые материалы. Особенности структуры и методы классификации // Порошковая металлургия Респуб. межвед. сб. науч. тр. Минск, 1999. - Вып. 22. - С. 112-118. 2. Александров, В.М. Исследование процесса получения проницаемых композиционных материалов путем сварки базовых элементов // Сварка и родственные технологии Респуб. межвед. сб. науч. тр. - Минск, 2007. -9. - С. 21-24. 3. Афанасьев Л.Н., Барай С.Г., Роман О.В. Гидродинамическое прессование наружных сталеразливочных стаканов. В кн. Порошковая металлургия. - Минск, Вышэйшая школа,1979. - Вып. 3. - С. 19-24. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22F 3/12
Метки: способ, получения, проницаемого, материала, композиционного
Код ссылки
<a href="https://by.patents.su/3-14550-sposob-polucheniya-pronicaemogo-kompozicionnogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Способ получения проницаемого композиционного материала</a>
Способ получения пористого проницаемого материала
Номер патента: 11500
Опубликовано: 28.02.2009
Авторы: Лученок Алексей Романович, Овчинников Владимир Ильич, Шелег Валерий Константинович, Александров Валерий Михайлович
МПК: B22F 3/12
Метки: способ, пористого, проницаемого, получения, материала
Текст:
...металлические волокна и припеченные к ним частицы порошка. В результате формования и последующего спекания частицы порошка и волокна соединяются металлическими контактами, за счет чего происходит армирование поровой структуры и повышение в результате этого физико-механических свойств ППМ. Направленный характер расположения волокон и изотропный распределения пор по объему приводит к повышению капиллярных свойств ППМ (максимальная высота...
Способ получения пористого проницаемого материала
Номер патента: 11820
Опубликовано: 30.04.2009
Авторы: Александров Валерий Михайлович, Шабалинский Андрей Александрович
МПК: C22C 1/08, B21F 27/00
Метки: пористого, материала, получения, проницаемого, способ
Текст:
...гидродинамическим методом в диапазоне значений 100-150 МПа. Повышение физико-механических свойств ППМ достигается в результате того, что в процессе импульсной обработки, например, гидродинамическим методом под действием импульсных нагрузок происходит разогрев металлических волокон с одновременным формированием между ними металлических контактов, определяющих уровень значений физико-механических свойств ППМ. Термополимеризующийся материал в...
Способ получения пористого проницаемого материала
Номер патента: 11251
Опубликовано: 30.10.2008
Авторы: Сягло Иван Степанович, Александров Валерий Михайлович, Шабалинский Андрей Александрович
МПК: B21F 27/00, B01D 39/10
Метки: способ, материала, пористого, получения, проницаемого
Текст:
...в результате послойной сборки пакета вязаных сеток из металлических и полимерных волокон и их гидродинамического деформирования происходит равномерное распределение слоя полимерной составляющей в матрице из металлической вязаной сетки. Сетка из полимерных волокон играет роль технологической связки между слоями сетки из металлических волокон. В результате равномерного распределения металлической и полимерной составляющих в структуре...
Способ получения пористого проницаемого материала
Номер патента: 13518
Опубликовано: 30.08.2010
Авторы: Александров Валерий Михайлович, Шабалинский Андрей Александрович
МПК: B32B 15/04, B22F 3/11
Метки: пористого, получения, проницаемого, материала, способ
Текст:
...такого рода ППМ нетканый материал следует располагать со стороны подачи фильтруемой среды. При этом нетканый материал, располагаясь на поверхности и частично заполняя поры заготовки из крупного порошка за счет вдавливания, обеспечивает необходимую тонкость очистки фильтрата, а заготовка из крупного порошка, выполняя роль пористого каркаса, обеспечивает необходимую проницаемость и механическую прочность ППМ. В процессе эксплуатации в виду...
Способ получения пористого проницаемого материала
Номер патента: 8796
Опубликовано: 30.12.2006
Авторы: Шелег Валерий Константинович, Шабалинский Андрей Александрович, Мазюк Виктор Васильевич, Лобачев Виктор Алексеевич, Александров Валерий Михайлович
МПК: C22C 1/08, B01D 39/12
Метки: получения, пористого, проницаемого, способ, материала
Текст:
...металлических контактов между непрерывными и дисперсными волокнами. В результате повышаются каркасные (физикомеханические) свойства. Повышение структурных характеристик (высокая проницаемость и одновременно высокая тонкость очистки) возможно при содержании в составе ППМ 30-40 мас. дисперсных волокон.В результате спекания в восстановительной атмосфере был получен композиционный пористый проницаемый материал из различного рода дисперсных...
Предыдущий патент: Лазер с распределенной обратной связью с объемной стационарной решеткой
Следующий патент: Способ определения зоны заражения при свободном разливе химически опасного вещества
Случайный патент: Способ получения сухого сапропеля