Способ получения пористого проницаемого материала
Номер патента: 11820
Опубликовано: 30.04.2009
Авторы: Шабалинский Андрей Александрович, Александров Валерий Михайлович
Текст
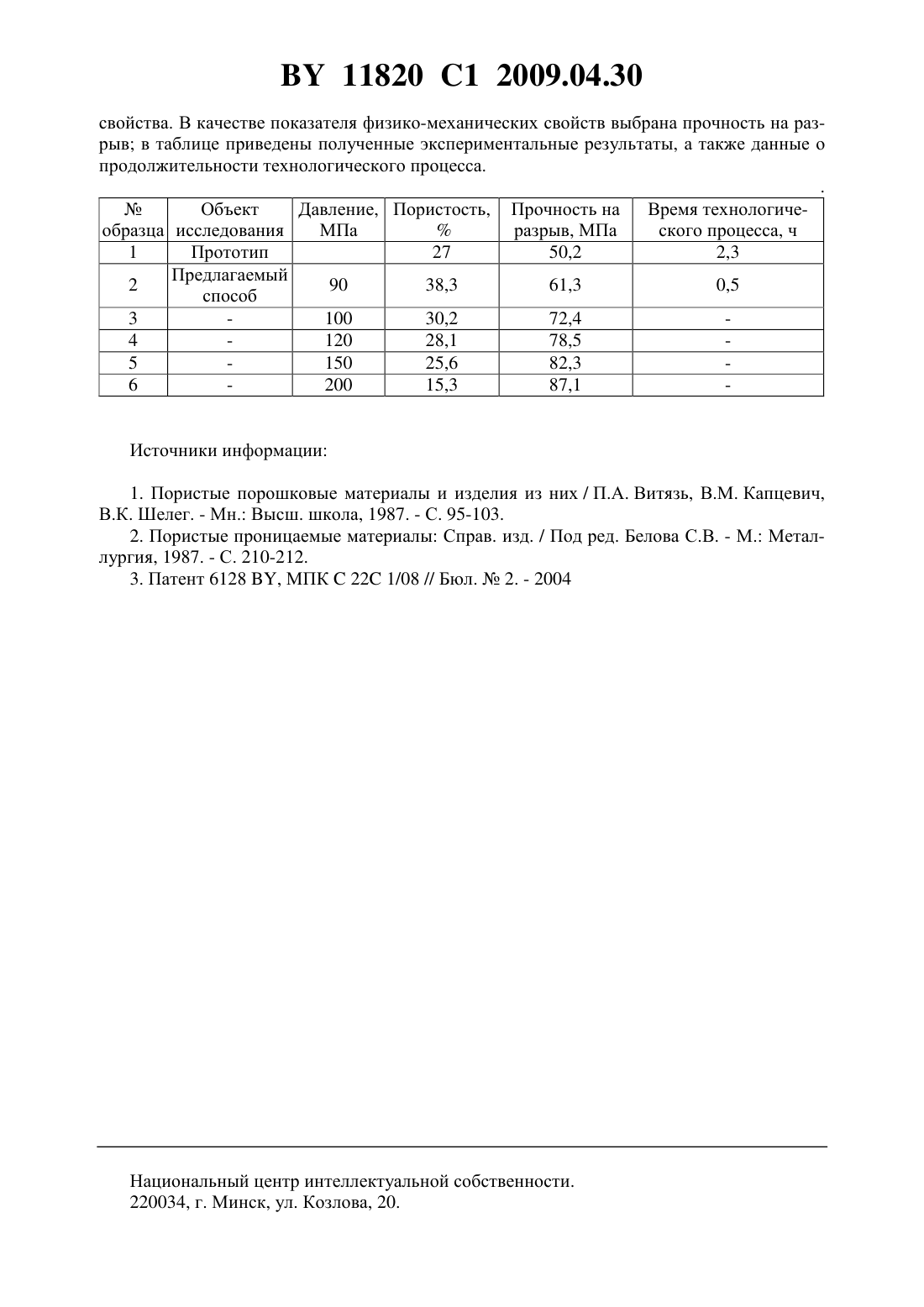
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО ПРОНИЦАЕМОГО МАТЕРИАЛА(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Александров Валерий Михайлович Шабалинский Андрей Александрович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ получения пористого проницаемого материала из металлических волокон,включающий получение сеток, их раскрой, сборку в пакет и деформирование, отличающийся тем, что перед деформированием пакет сеток вакуумируют, пропитывают термополимеризующимся материалом и сушат, а деформирование осуществляют гидродинамическим методом в диапазоне давлений 100-150 МПа. Изобретение относится к области порошковой металлургии, в частности к способам получения пористых проницаемых материалов, и может быть использовано при изготовлении фильтров и различного рода капиллярных структур, применяемых в энергетике,легкой, химической и пищевой промышленности. Известен способ получения ППМ из различного рода дискретных материалов, включающий формование заготовок различными методами и их последующее спекание 1. Недостатками известной технологии являются высокая энергоемкость, обусловленная необходимостью проведения технологической операции спекания заготовок при температурах 0,85-0,90 температуры плавления одного из компонентов, а также высокая стоимость данной операции в связи с необходимостью применения уникального печного оборудования, дорогостоящих защитных атмосфер и материалов для изготовления технологической оснастки. Известен также способ получения ППМ из металлических сеток 2, включающий получение сетки, ее раскрой, сборку в пакеты, вакуумирование пакета сеток, прессование и последующее спекание. 11820 1 2009.04.30 Недостатки способа - низкая производительность, высокая стоимость технологического оборудования, необходимость разработки и применения специального оборудования. Наиболее близким к заявляемому является способ изготовления ППМ из металлических и полимерных волокон, включающий вязание сетки, ее раскрой и сборку в пакет, холодное деформирование и термообработку ниже температуры плавления полимерных волокон 3. Недостатками данного способа являются невысокая механическая прочность, сложность и трудоемкость технологических операций, что обусловлено сложностью операции спекания и выделением токсичных продуктов при деструкции полимерных волокон в результате нагрева. Технической задачей изобретения является повышение физико-механических свойств,снижение трудоемкости и энергоемкости изготовления ППМ и изделий на их основе. Поставленная задача достигается тем, что в заявляемом способе получения ППМ из металлических волокон, включающем получение сеток, их раскрой, сборку в пакет и деформирование, согласно изобретению, перед деформированием пакет сеток вакуумируют,пропитывают термополимеризующимся материалом и сушат, а деформирование осуществляют гидродинамическим методом в диапазоне значений 100-150 МПа. Повышение физико-механических свойств ППМ достигается в результате того, что в процессе импульсной обработки, например, гидродинамическим методом под действием импульсных нагрузок происходит разогрев металлических волокон с одновременным формированием между ними металлических контактов, определяющих уровень значений физико-механических свойств ППМ. Термополимеризующийся материал в процессе пропитки плакирует поверхность волокон и одновременно заполняет поровое пространство ППМ. В результате нагрева ППМ наряду с формированием металлических контактов повышается вязкость полимеризующегося материала и одновременно площадь и прочность контактов между частицами, образующими металлический каркас. В результате повышается комплекс физико-механических свойств ППМ. В результате проведенных исследований установлено, что при гидродинамическом формовании под давлением до 100 МПа количества выделяемого тепла недостаточно для полимеризации пропитывающего материала и формирования качественных металлических контактов между отдельными волокнами в том случае, если давление выше 150 МПа пористость заготовки составляет не более 15-20 , появляется закрытая и тупиковая пористость и образец становится непроницаемым для потока жидкости и газа. На основании результатов проведенных исследований установлено, что в результате импульсной обработки гидродинамическим методом, сопровождаемой выделением тепла и формированием прочных плакированных термополяризующимся материалом металлических контактов, сокращается продолжительность технологического процесса в результате исключения операции спекания. Сущность изобретения поясняется примером. Пример Из холоднотянутой проволоки коррозионностойкой стали аустенитного класса Х 18 Н 9 диаметром 55 мкм на вязальном полуавтомате ПВРКкл.10 изготавливали вязаную сетку плетения ластик. Сетку раскраивали на заготовки размером 100100 мм, собирали пакет из 10 слоев заготовок, после чего пакет вакуумировали в специальной емкости и пропитывали раствором термополимеризующегося материала, в качестве которого использована эпоксидная смола. После пропитки образец в течение 8-10 мин сушили на воздухе, помещали в специальную оснастку и подвергали обработке давлением. Деформирование заготовки осуществляли гидродинамическим методом на гидродинамической установке марки ГДМ-150 в диапазоне давлений 100-150 МПа. После прессования образцы извлекали из оснастки, производили их визуальный осмотр и по известным методикам исследовали 2 11820 1 2009.04.30 свойства. В качестве показателя физико-механических свойств выбрана прочность на разрыв в таблице приведены полученные экспериментальные результаты, а также данные о продолжительности технологического процесса. Объект Давление, Пористость, Прочность на Время технологичеобразца исследования МПа разрыв, МПа ского процесса, ч 1 Прототип 27 50,2 2,3 Предлагаемый 2 90 38,3 61,3 0,5 способ 3 100 30,2 72,4 4 120 28,1 78,5 5 150 25,6 82,3 6 200 15,3 87,1 Источники информации 1. Пористые порошковые материалы и изделия из них / П.А. Витязь, В.М. Капцевич,В.К. Шелег. - Мн. Высш. школа, 1987. - С. 95-103. 2. Пористые проницаемые материалы Справ. изд. / Под ред. Белова С.В. - М. Металлургия, 1987. - С. 210-212. 3. Патент 6128 , МПК 22 1/08 // Бюл.2. - 2004 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B21F 27/00, C22C 1/08
Метки: способ, материала, проницаемого, пористого, получения
Код ссылки
<a href="https://by.patents.su/3-11820-sposob-polucheniya-poristogo-pronicaemogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Способ получения пористого проницаемого материала</a>
Способ получения пористого проницаемого материала
Номер патента: 8796
Опубликовано: 30.12.2006
Авторы: Мазюк Виктор Васильевич, Лобачев Виктор Алексеевич, Александров Валерий Михайлович, Шабалинский Андрей Александрович, Шелег Валерий Константинович
МПК: C22C 1/08, B01D 39/12
Метки: получения, материала, проницаемого, пористого, способ
Текст:
...металлических контактов между непрерывными и дисперсными волокнами. В результате повышаются каркасные (физикомеханические) свойства. Повышение структурных характеристик (высокая проницаемость и одновременно высокая тонкость очистки) возможно при содержании в составе ППМ 30-40 мас. дисперсных волокон.В результате спекания в восстановительной атмосфере был получен композиционный пористый проницаемый материал из различного рода дисперсных...
Способ получения пористого проницаемого материала
Номер патента: 11251
Опубликовано: 30.10.2008
Авторы: Шабалинский Андрей Александрович, Сягло Иван Степанович, Александров Валерий Михайлович
МПК: B01D 39/10, B21F 27/00
Метки: пористого, способ, проницаемого, материала, получения
Текст:
...в результате послойной сборки пакета вязаных сеток из металлических и полимерных волокон и их гидродинамического деформирования происходит равномерное распределение слоя полимерной составляющей в матрице из металлической вязаной сетки. Сетка из полимерных волокон играет роль технологической связки между слоями сетки из металлических волокон. В результате равномерного распределения металлической и полимерной составляющих в структуре...
Способ получения пористого проницаемого материала
Номер патента: 6128
Опубликовано: 30.06.2004
Авторы: Александров Валерий Михайлович, Липкин Николай Аркадьевич, Дубелир Наталья Аркадьевна, Гриншпан Дмитрий Давидович, Шаповалов Владимир Михайлович
МПК: B21F 27/00, C22C 1/08
Метки: материала, проницаемого, способ, пористого, получения
Текст:
...Перед операцией вязания сетки формируется прядь из металлических и полимерных волокон в определенном соотношении. Повышение капиллярных свойств ППМ достигается за счет введения в его состав полимерных волокон, характеризуемых высокой удельной поверхностью и капиллярными свойствами. Металлические волокна обеспечивают механическую прочность ППМ. Соотношение металлических и полимерных волокон рассчитывается по формуле 1/2(/ - (12) 2/2)...
Способ получения пористого проницаемого материала
Номер патента: 11500
Опубликовано: 28.02.2009
Авторы: Шелег Валерий Константинович, Овчинников Владимир Ильич, Александров Валерий Михайлович, Лученок Алексей Романович
МПК: B22F 3/12
Метки: получения, пористого, материала, способ, проницаемого
Текст:
...металлические волокна и припеченные к ним частицы порошка. В результате формования и последующего спекания частицы порошка и волокна соединяются металлическими контактами, за счет чего происходит армирование поровой структуры и повышение в результате этого физико-механических свойств ППМ. Направленный характер расположения волокон и изотропный распределения пор по объему приводит к повышению капиллярных свойств ППМ (максимальная высота...
Способ изготовления пористого проницаемого материала
Номер патента: 2380
Опубликовано: 30.09.1998
Авторы: Александров Валерий Михайлович, Дорский Александр Михайлович, Ласанкин Сергей Викторович, Шелег Валерий Константинович
МПК: B01D 39/12, C22C 1/08
Метки: способ, проницаемого, материала, изготовления, пористого
Текст:
...сетки, ее обезжиривание, формирование из сетки пакетов, а также их деформирование и спекание, перед деформированием пакеты сеток нагревают до температуры 0.5 - 0.8 температуры плавления металла путем пропускания электрического тока. В вязанной сетке из металлической проволоки контакты между отдельными жгутами характеризуются наибольшим электрическим сопротивлением. Поэтому при пропускании электрического тока они разогреваются в первую...
Предыдущий патент: Светосильный объектив
Следующий патент: Способ повышения стойкости графитированных электродов к окислению при высоких температурах
Случайный патент: Многослойная монолитная стена