Способ гидровзрывного прессования порошковых материалов
Номер патента: 12979
Опубликовано: 30.04.2010
Авторы: Шмурадко Валерий Трофимович, Киршина Наталья Васильевна, Овчинников Владимир Ильич
Текст
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ГИДРОВЗРЫВНОГО ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Шмурадко Валерий Трофимович Овчинников Владимир Ильич Киршина Наталья Васильевна(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ гидровзрывного прессования порошковых материалов, включающий размещение порошка в оснастке, герметизацию, установку кольцевого заряда взрывчатого вещества и его инициирование, отличающийся тем, что между зарядом и оснасткой размещают разделительную оболочку с зазорами относительно них, полость между разделительной оболочкой и зарядом заполняют жидкостью, масса которой в 1,5-3,0 раза больше массы прессуемого порошка, с внешней стороны заряда концентрично размещают дополнительную оснастку, заполненную порошком, включающую цилиндрическую матрицу и эластичную оболочку, между дополнительной оснасткой и внешней стороной заряда размещают вторую разделительную оболочку с зазорами относительно них, а полость между второй разделительной оболочкой и зарядом заполняют жидкостью, масса которой в 1,5-10,0 раз больше массы порошка. 12979 1 2010.04.30 Изобретение относится к области порошковой металлургии, в частности к прессованию порошковых материалов импульсным нагружением и может быть использовано для производства материалов из металлических и керамических композиций и изделий из них. Известен способ взрывного прессования полых конических изделий, включающий размещение порошка в оснастке, герметизацию, установку кольцевого заряда взрывчатого вещества (ВВ) и его инициирование (1). Однако известный способ позволяет получить за один взрывной цикл лишь одно изделие, а также не позволяет максимально использовать энергию заряда ВВ и повысить тем самым коэффициент полезного действия. Задачей данного изобретения является повышение производительности процесса и КПД применяемого ВВ. Поставленная задача достигается тем, что в способе гидровзрывного прессования порошковых материалов, включающем размещение порошка в оснастке, герметизацию, установку кольцевого заряда ВВ и его инициирование, при этом между зарядом и оснасткой размещают разделительную оболочку с зазорами относительно них, полость между разделительной оболочкой и зарядом заполняют жидкостью, масса которой в 1,5-3,0 раза больше массы прессуемого порошка, с внешней стороны заряда концентрично размещают дополнительную оснастку, заполненную порошком, включающую цилиндрическую матрицу и эластичную оболочку, между дополнительной оснасткой и внешней стороной заряда размещают вторую разделительную оболочку с зазорами относительно них, а полость между второй разделительной оболочкой и зарядом заполняют жидкостью, масса которой в 1,5-10,0 раз больше массы порошка. Это позволяет за один взрывной цикл спрессовать не одно изделие, а два, вследствие чего производительность процесса прессования в целом возрастает в 1,8 раза. В известном способе прессование осуществлялось кинетической энергией частиц жидкой среды по схеме обжатия порошкового материала на оправке, приводимых в движение лишь той частью сдетонировавшего кольцевого заряда ВВ, которая обращена к оснастке с порошком, а остальная часть энергии заряда рассеивалась в окружающей среде. В предлагаемом решении вследствие размещения внутри и снаружи от кольцевого заряда ВВ двух оснасток с порошком, разделительных оболочек с зазором по отношению к ним и заряду и последующего заполнения жидкостью объемов, образованных двумя разделительными оболочками и зарядом ВВ, возможно освободившуюся энергию сдетонировавшего ВВ в основном превратить в кинетическую энергию частиц жидкой среды,осуществляющей прессование порошка в обеих оснастках. Это приводит к минимуму потерь энергии сдетонировавшего заряда ВВ при прессовании изделий и повышает его КПД. Предложенный способ поясняется схемой на фигуре. Данный способ может применяться для прессования плоских и трубчатых изделий. При прессовании изделий (фиг. 1) с внутренней стороны от кольцевого заряда 1 помещают оснастку с порошком 2, с зазором относительно них, концентрично устанавливают разделительную оболочку 3, образующую герметичную полость 4 вокруг оснастки 1, с наружной стороны от кольцевого заряда устанавливают дополнительную оснастку, включающую цилиндрическую матрицу 5 с порошком 6 и герметичной эластичной оболочкой 7. Между дополнительной оснасткой и внешней стороной кольцевого заряда ВВ 1 концентрично устанавливают вторую разделительную оболочку 8, образующую полость 9 перед герметичной оболочкой 7. Объемы, образованные разделительными оболочками 3,8 и зарядом 1 заполняют жидкостью 10, 11. Схема, приведенная на фигуре работает следующим образом. При подрыве плоскостного или кольцевого заряда 1 по жидкости 10, 11 распространяются вправо и влево ударные волны, которые вместе с расширяющимися продуктами детонации приводят в движение объемы жидкости 10, 11, расположенные с двух сторон от заряда 1. В результате этого указанная жидкая передающая среда приобретает кинети 2 12979 1 2010.04.30 ческую энергию и производит прессование порошка на двух оснастках. Причем прессование на оснастке, расположенной внутри кольцевого заряда осуществляется по методу обжатия порошка на оправке, а прессование на дополнительной оснастке происходит по методу сжатия порошка по внутренней полости цилиндрической матрицы 5. Например, по предложенному способу проводилось прессование цилиндрических трубчатых изделий из окиси алюминия диаметрами 40 мм и 190 мм, высотой 300 мм,толщиной стенки 5 и 8 мм. В качестве ВВ применялся листовой НИЛ. Порошок окиси алюминия засыпался в обе оснастки и герметизировался. Одна оснастка устанавливалась внутри кольцевого заряда, вторая - снаружи. Между оснастками и зарядом ВВ с двух сторон от него концентрично с зазорами располагались герметичные разделительные оболочки из плотной бумаги. Объемы, образованные герметичными оболочками и кольцевым зарядом ВВ заполнялись жидкостью массами в 1,1 кг с внутренней стороны от заряда и в 7,2 кг с наружной стороны. При подрыве кольцевого заряда прессование изделий на двух оснастках осуществлялось кинетической энергией воды с массами в 1,1 и 3,2 кг, приводимых в движение ударными волнами распространяющихся по обоим объемам жидкости и расширяющимися продуктами детонации. Прессование изделий из порошка по предложенному способу сводит к минимуму потери энергии сдетонированого заряда ВВ, которая не участвует в сжатии порошка к ним относятся потери, идущие на сжатие жидкости и ее разогрев ударной волной. Спрессованные пористые трубчатые элементы трещин не имели, а их плотность составляла 6870 . Кроме того, изделия подобной конфигурации были спрессованы с относительной плотностью 8287 . Использование предлагаемого способа гидровзрывного прессования порошковых материалов энергией потока частиц жидкой среды имеет следующие технико-экономические преимущества повышает производительность технологического процесса в 1,8 раза по сравнению с прототипом,увеличивает КПД применяемого ВВ в 1,7 раза. Проведение прессования изделий на двух или более оснастках позволяет сократить время на подготовительные операции и исключить отдельные из них из технологического процесса при прессовании нескольких изделий одновременно, что позволяет в целом увеличить производительность в 1,8 раза и более. Размещение с двух сторон от кольцевых поверхностей зарядов оснасток с порошком в отличие от прототипа, где размещается одна оснастка с порошком по отношению к поверхности заряда, позволяет в основном превратить освободившуюся энергию заряда ВВ в кинетическую энергию частиц жидкости, которая полностью участвует в прессовании изделий, что сводит к минимуму потерь энергии, сдетонировавшего заряда ВВ в окружающей среде. Источники информации 1. А.с. СССР 1778950, МПК В 22 3/08, 1996. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22F 3/08
Метки: гидровзрывного, прессования, материалов, порошковых, способ
Код ссылки
<a href="https://by.patents.su/3-12979-sposob-gidrovzryvnogo-pressovaniya-poroshkovyh-materialov.html" rel="bookmark" title="База патентов Беларуси">Способ гидровзрывного прессования порошковых материалов</a>
Способ импульсного прессования порошковых изделий
Номер патента: 11651
Опубликовано: 28.02.2009
Авторы: Овчинников Владимир Ильич, Роман Олег Владиславович, Шмурадко Валерий Трофимович
МПК: C04B 35/622, B22F 3/08
Метки: способ, импульсного, изделий, прессования, порошковых
Текст:
...где вв 0,8-1,2 г/см 3. В предлагаемом способе применение металлического затвора для замыкания линейного заряда БВВ с жидкой ПС и порошка в корпусе установки исключает мгновенный выброс жидкой ПС и продуктов детонации заряда БВВ в атмосферу. Это обеспечивает увеличение времени нагружения (прессования) порошкового материала за счет времени неоднократного расширения газообразных продуктов детонации, образовавшихся от заряда БВВ в жидкой ПС и...
Форма для прессования изделий из уплотняемых материалов

Номер патента: 11279
Опубликовано: 30.10.2008
Авторы: Калиниченко Александр Сергеевич, Реут Олег Павлович, Петюшик Татьяна Евгеньевна, Петюшик Евгений Евгеньевич, Ярмолинский Виктор Иосифович
МПК: B22F 3/03
Метки: прессования, уплотняемых, материалов, форма, изделий
Текст:
...посредством ступеньки оправки), позиционирующей крышки 6 (позиционирование осуществляется посредством ступеньки крышки) и гайки 7. При этом длина внутренней поверхности средней части составной оболочки равна длине уплотняемой заготовки (расстоянию между торцами центрирующих ступенек оправки 4 и крышки 6), а длина внутренней поверхности каждой из крайних частей 2 равна длине направляющих элементов ступенчатой оправки 4 и...
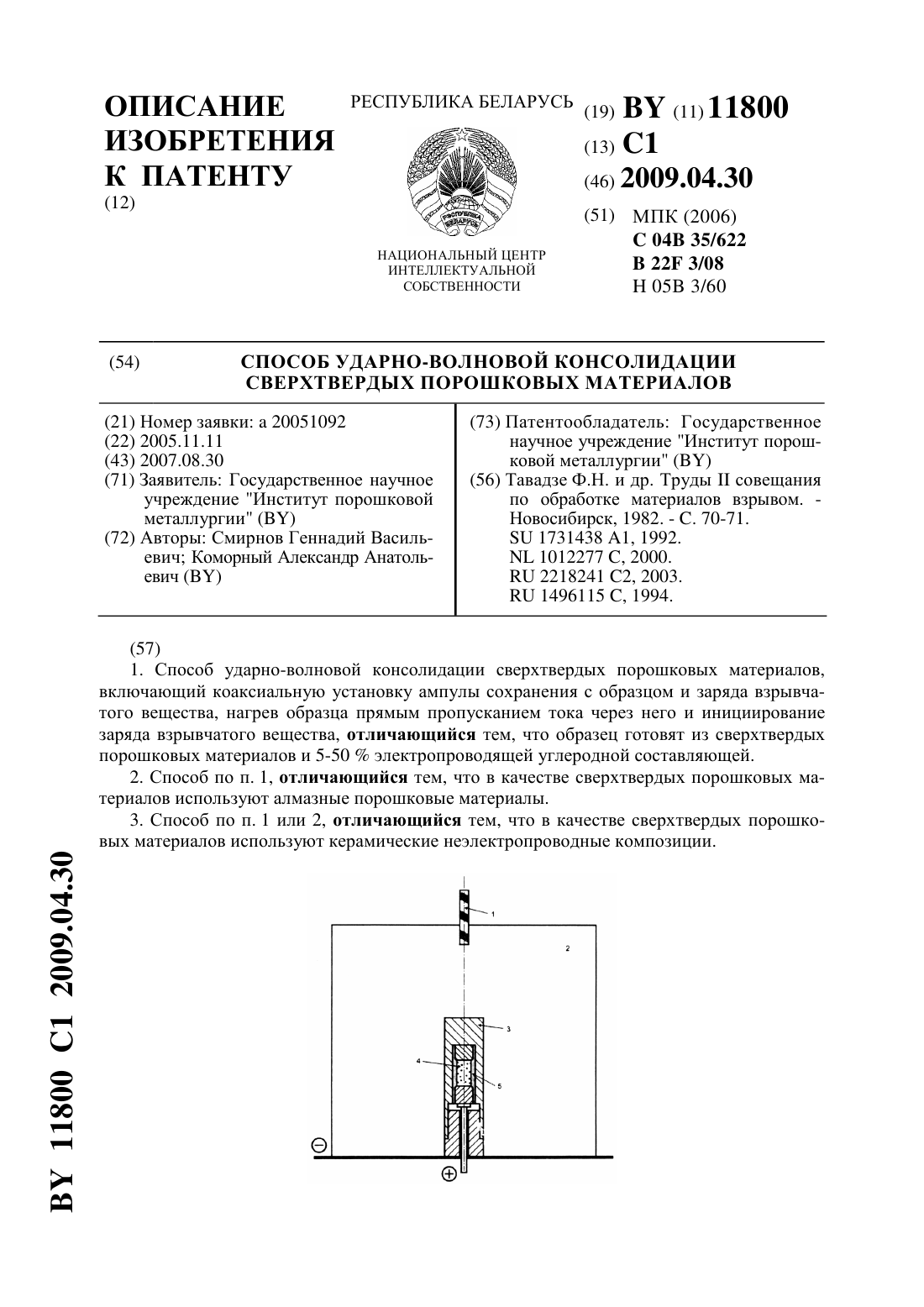
Способ ударно-волновой консолидации сверхтвердых порошковых материалов
Номер патента: 11800
Опубликовано: 30.04.2009
Авторы: Коморный Александр Анатольевич, Смирнов Геннадий Васильевич
МПК: B22F 3/08, H05B 3/60, C04B 35/622...
Метки: материалов, сверхтвердых, ударно-волновой, порошковых, консолидации, способ
Текст:
...к графитизации. Задачей предлагаемого изобретения является получение универсальной установочной схемы для обработки различных классов труднопрессуемых неэлектропроводных керамических и алмазоподобных материалов при повышенных исходных температурах. Поставленная задача достигается тем, что в известном способе ударно-волновой консолидации сверхтвердых порошковых материалов, включающем коаксиальную установку ампулы сохранения с образцом и...
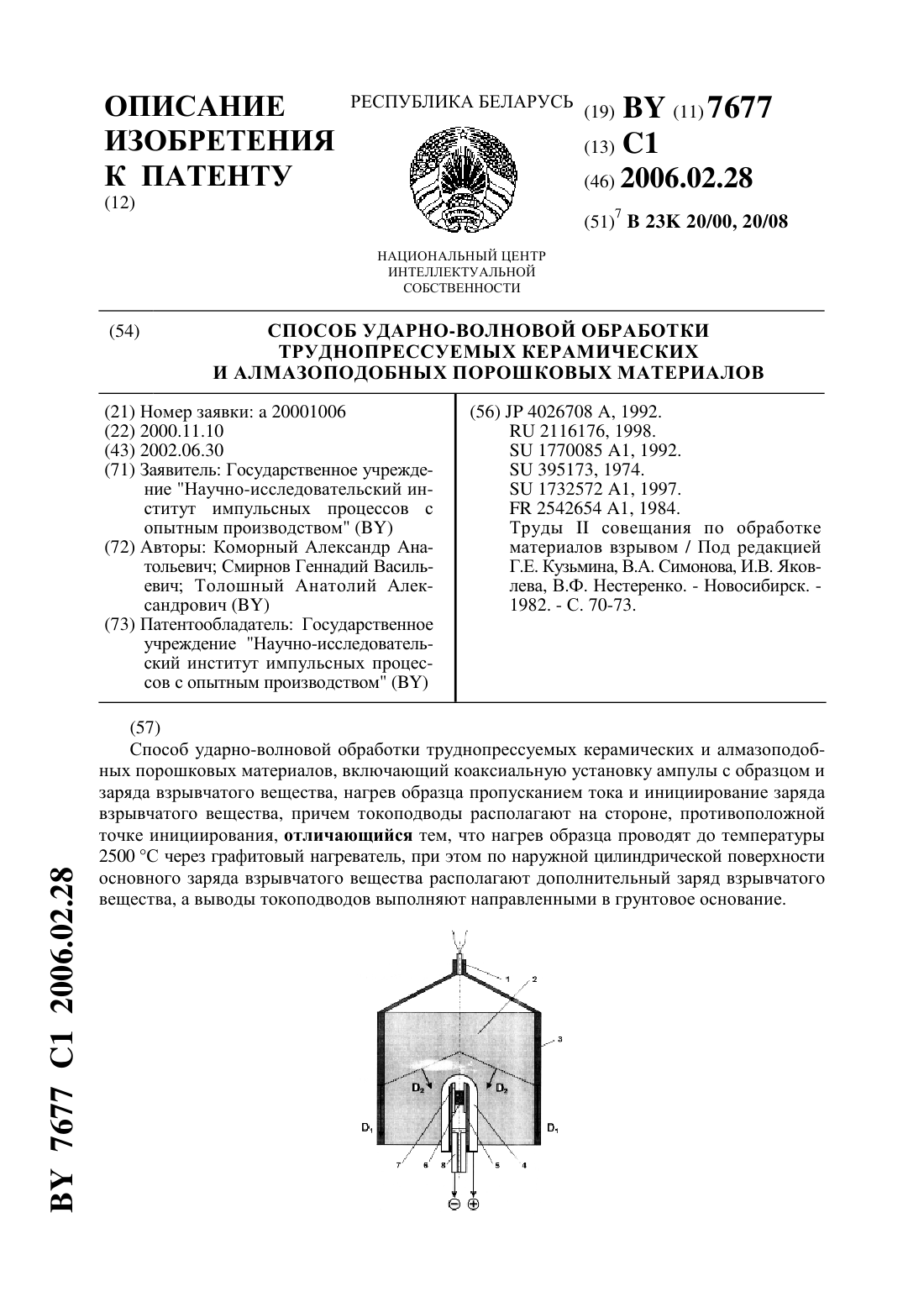
Способ ударно-волновой обработки труднопрессуемых керамических и алмазоподобных порошковых материалов
Номер патента: 7677
Опубликовано: 28.02.2006
Авторы: Смирнов Геннадий Васильевич, Толошный Анатолий Александрович, Коморный Александр Анатольевич
МПК: B23K 20/08, B23K 20/00
Метки: алмазоподобных, материалов, керамических, обработки, труднопрессуемых, способ, порошковых, ударно-волновой
Текст:
...с взрывчатыми материалами без применения специальных защитных сооружений. Поставленная задача достигается тем, что в известном способе ударно-волновой обработки труднопрессуемых керамических и алмазоподобных порошковых материалов,включающем коаксиальную установку ампулы с образцом и заряда взрывчатого вещества,нагрев образца пропусканием тока и инициирование заряда взрывчатого вещества, причем токоподводы располагают на стороне,...
Способ прессования изделий из металлических порошков

Номер патента: 9559
Опубликовано: 30.08.2007
Авторы: Станкевич Павел Васильевич, Голубев Алексей Николаевич, Клименков Степан Степанович
МПК: B22F 3/02
Метки: прессования, порошков, способ, металлических, изделий
Текст:
...заполнения формообразующей полости порошком. Сущность изобретения поясняют фиг. 1-6, на которых изображена последовательность осуществления способа, где 1 - модель, 2 - нижний (неподвижный) пуансон, 3 - матрица пресс-формы, 4 - передающая среда, 5 - раствор органического стекла, 6 - трубка загрузочного устройства, 7 - воздух, 8 - защитное покрытие, 9 - порошок изделия, 10 - верхний(подвижный) пуансон, 11 - уплотнение. Способ осуществляют...
Предыдущий патент: Убирающий сельскохозяйственный модуль
Следующий патент: Способ разработки торфяных месторождений
Случайный патент: Способ производства студневой основы для кондитерских изделий