Способ импульсного прессования порошковых изделий
Номер патента: 11651
Опубликовано: 28.02.2009
Авторы: Роман Олег Владиславович, Шмурадко Валерий Трофимович, Овчинников Владимир Ильич
Текст
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ПОРОШКОВЫХ ИЗДЕЛИЙ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Роман Олег Владиславович Шмурадко Валерий Трофимович Овчинников Владимир Ильич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ импульсного прессования порошкового изделия, включающий загрузку порошка между корпусом установки и эластичной оболочкой, размещение жидкой передающей среды в полости эластичной оболочки и установку линейного заряда бризантного взрывчатого вещества со смещением относительно оси симметрии прессуемого изделия при помощи фиксирующих колец в полости эластичной оболочки и последующее прессование, отличающийся тем, что на корпусе установки размещают металлический затвор,замыкающий линейный заряд бризантных взрывчатых веществ, жидкую передающую среду и порошок. Изобретение относится к области порошковой металлургии, в частности к прессованию порошковых материалов импульсным нагружением, и может быть использовано для производства изделий из металлических и керамических порошков. 11651 1 2009.02.28 Известен способ импульсного прессования порошковых материалов бризантными взрывчатыми веществами (БВВ) через жидкую передающую среду (ПС), включающий загрузку порошка в отожженную стальную трубу, предварительное статическое уплотнение порошка, заварку торцов пробками, установку заряда БВВ, погружение сборки в жидкость(воду) и прессование порошка ударной волной через кольцевую прослойку жидкости ПС 1. Наиболее близким решением к предложенному по технической сущности и достигаемому положительному эффекту является способ взрывного импульсного прессования энергией БВВ через жидкую ПС, включающий операции загрузки порошка между корпусом установки и эластичной оболочкой, установки линейного заряда БВВ с электродетонатором при помощи фиксирующих колец в полости, образуемой эластичной оболочкой и прессуемым порошком, размещение на корпусе установки съемного микробассейна и жидкой передающей среды (воды) в их внутренних полостях и прессование порошкового изделия ударной волной через жидкую ПС 2. Однако прессование по рассмотренному способу не исключает полностью образование макро- и микротрещин в прессовке из-за сильной волны разгрузки (растягивающих напряжений) в материале, превышающих его прочность на стадии формирования. Задачей изобретения является повышение качества полых разноплотных изделий с равномерно изменяющейся пористостью вдоль их направляющей. Поставленная задача достигается тем, что в известном способе импульсного прессования порошкового изделия, включающем загрузку порошка между корпусом установки и эластичной оболочкой, размещение жидкой передающей среды в полости эластичной оболочки и установку линейного заряда бризантного взрывчатого вещества со смещением относительно оси симметрии прессуемого изделия при помощи фиксирующих колец в полости эластичной оболочки и последующее прессование, при этом на корпусе установки размещают металлический затвор, замыкающий линейный заряд бризантных взрывчатых веществ, жидкую передающую среду и порошок. Суть способа получения качественных (без макро- и микротрещин в теле прессовки) трубчатых заготовок с переменной пористостью состоит в следующем смещая линейный заряд БВВ наотносительно оси симметрии трубчатого изделия, тогда расстояние от оси заряда до внутренней поверхности порошковой заготовки вдоль ее направляющей будет переменной величиной. Ударная волна (УВ), приходящая в каждый сектор формуемой заготовки, также будет меняться от максимальной величины (близкое размещение заряда к заготовке) до условно минимального значения (при заданном максимальном удалении заряда БВВ по диаметру, проходящему через оси симметрии прессуемой заготовки и линейного заряда). Давление на фронте УВ в жидкости и в прессуемом порошке также зависит от плотности заряда БВВ, где вв 0,8-1,2 г/см 3. В предлагаемом способе применение металлического затвора для замыкания линейного заряда БВВ с жидкой ПС и порошка в корпусе установки исключает мгновенный выброс жидкой ПС и продуктов детонации заряда БВВ в атмосферу. Это обеспечивает увеличение времени нагружения (прессования) порошкового материала за счет времени неоднократного расширения газообразных продуктов детонации, образовавшихся от заряда БВВ в жидкой ПС и замкнутом пространстве установки нагружение порошка, кроме ударных волн, дополнительно производится гидропотоком жидкой ПС, приводимой в движение расширяющимися продуктами детонации (ПД),что снижает скорость разгрузки и величину разгрузочных напряжений в материале изделия, сформированного ударными волнами (первичной и вторичной УВ). В совокупности перечисленные механизмы нагружения (прессования) исключают образование макро- и микротрещин в материале заготовок после формования, обеспечив тем самым высокое качество получаемых изделий до спекания и после спекания. 11651 1 2009.02.28 Кроме того, предлагаемый способ создает дополнительные возможности в управлении технологическими параметрами прессования увеличение массы линейного заряда приводит к росту времени и давления прессования смещение назаряда от оси симметрии заготовки изменяет градиент давления в прессуемом порошке, чем обеспечивается градиентный уровень физико-механических свойств в материале изделия (переменная пористость, размер пор и т.д.), что очень важно при прогнозировании свойств разрабатываемых материалов изменением диаметра отверстия в затворе производится регулировка продолжительности нагружения порошковой заготовки, что очень важно при формовании изделий из труднопрессуемых (керамических) порошков. Предложенный способ поясняется схемой, приведенной на фигуре. Схема включает прессуемый порошок 1, размещенный между корпусом установки 2 и эластичной оболочкой 3, линейный заряд БВВ 4 и жидкую ПС 5, расположенные во взрывной камере установки, образованной внутренней полостью оболочки 3, фиксирующих колец 6,фиксирующие линейный заряд БВВ 4 во взрывной камере со смещениемотносительно оси симметрии прессуемого порошка 1, электродетонатор 7, установленный на торце линейного заряда БВВ 4, затвор 8 с каналом 9, замыкающий взрывную камеру с жидкой ПС 5, линейным зарядом 4 и порошком 1. Способ импульсного прессования осуществляют следующим образом между корпусом установки 2 и установленной в нем эластичной оболочкой 3 засыпают порошок 1 при помощи фиксирующих колец 6 размещают линейный заряд БВВ 4 с электродетонатором 7 во взрывной камере установки, образованной внутренней полостью эластичной оболочки 3, в которую заливают жидкую ПС 5 взрывную камеру с жидкой ПС 5, линейным зарядом БВВ 4, электродетонатором 7 и порошковой засыпкой 1 замыкают затвором 8 с каналом 9 затем выполняют детонацию заряда БВВ через электродетонатор и импульсное прессование порошковой засыпки энергией взрыва. По предложенному способу проводилось прессование полых заготовок из металлических (титана) и керамических (оксида алюминия) порошков с относительной плотностью вдоль направляющей, значения которой в изделиях изменялись в пределах 50-85 при величине смещения(0,1-0,7) линейного заряда от оси симметрии формуемой порошковой заготовки. Масса линейного заряда БВВ, изготавливаемого из порошкового аммонита марки 6 ЖВ составляла 40 г. По данному способу были спрессованы трубчатые элементы(120-270),(200-500),ст (4-12) мм с изменяющейся пористостью (плотностью) от 15 до 50 из порошков титана и оксида алюминия для горизонтальных водяных составных аэротенков длиной 5-12 м. Переменная пористость по направляющей (окружности) изделий в указанных пределах предусмотрена с целью создания равномерной воздушно-пузырьковой аэрации воды по окружности горизонтального аэротенка и исключения возникновения застойных (нерабочих) зон в его нижнем секторе за счет повышения пористости в этом секторе. Переменная пористость по окружности исключает отрицательные противодействия перепада давления водяного столба вокруг аэротенка по его вертикальному диаметру, обеспечивает 100 КПД протекания воздушно-пузырьковой среды в жидкость по всей рабочей поверхности устройства. Источники информации 1. Патент 1070076, 1967. 2. Инженерно-физический журнал. - Том 79. -4. - 2006. - С. 180. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: C04B 35/622, B22F 3/08
Метки: способ, импульсного, порошковых, изделий, прессования
Код ссылки
<a href="https://by.patents.su/3-11651-sposob-impulsnogo-pressovaniya-poroshkovyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Способ импульсного прессования порошковых изделий</a>
Способ прессования изделий сложной формы из диэлектрических порошков
Номер патента: 9823
Опубликовано: 30.10.2007
Авторы: Клименков Степан Степанович, Лунев Алексей Владимирович, Голубев Алексей Николаевич
МПК: B22F 3/02
Метки: сложной, диэлектрических, способ, прессования, порошков, изделий, формы
Текст:
...порошков, включающем заполнение пресс-формы парафином в качестве среды, передающей давление, формование в нем полости, соответствующей форме изделия, засыпку в эту полость диэлектрического порошка, температура плавления которого выше температуры плавления парафина, прессование и извлечение изделия, перед засыпкой порошка на внутреннюю поверхность полости наносят тонкий слой электропроводящего материала, а на заключительной стадии...
Способ прессования изделий из порошков
Номер патента: 3568
Опубликовано: 30.09.2000
Авторы: Клименков Степан Степанович, Ахтанин Олег Николаевич, Пятов Владислав Владимирович, Голубев Алексей Николаевич, Матвеев Константин Сергеевич
МПК: B22F 3/02
Метки: прессования, способ, порошков, изделий
Текст:
...состоянии утряски. Способ осуществляют следующим образом. Среду, передающую давление, засыпают в матрицу и уплотняют прессующим пуансоном при давлении 50 МПа. В качестве среды, передающей давление, используют пластифицированный легирующий порошок,при этом пластификатор, в качестве которого используют парафин, заполняет все межчастичное пространство. В уплотненной среде, передающей давление, формующим пуансоном выдавливают полость, форма...
Способ прессования изделий из металлических порошков

Номер патента: 9559
Опубликовано: 30.08.2007
Авторы: Станкевич Павел Васильевич, Голубев Алексей Николаевич, Клименков Степан Степанович
МПК: B22F 3/02
Метки: прессования, способ, порошков, металлических, изделий
Текст:
...заполнения формообразующей полости порошком. Сущность изобретения поясняют фиг. 1-6, на которых изображена последовательность осуществления способа, где 1 - модель, 2 - нижний (неподвижный) пуансон, 3 - матрица пресс-формы, 4 - передающая среда, 5 - раствор органического стекла, 6 - трубка загрузочного устройства, 7 - воздух, 8 - защитное покрытие, 9 - порошок изделия, 10 - верхний(подвижный) пуансон, 11 - уплотнение. Способ осуществляют...
Способ прессования из порошков изделий с внутренними полостями
Номер патента: 6978
Опубликовано: 30.06.2005
Авторы: Голубев Алексей Николаевич, Клименков Степан Степанович
МПК: B22F 3/02
Метки: изделий, прессования, способ, внутренними, порошков, полостями
Текст:
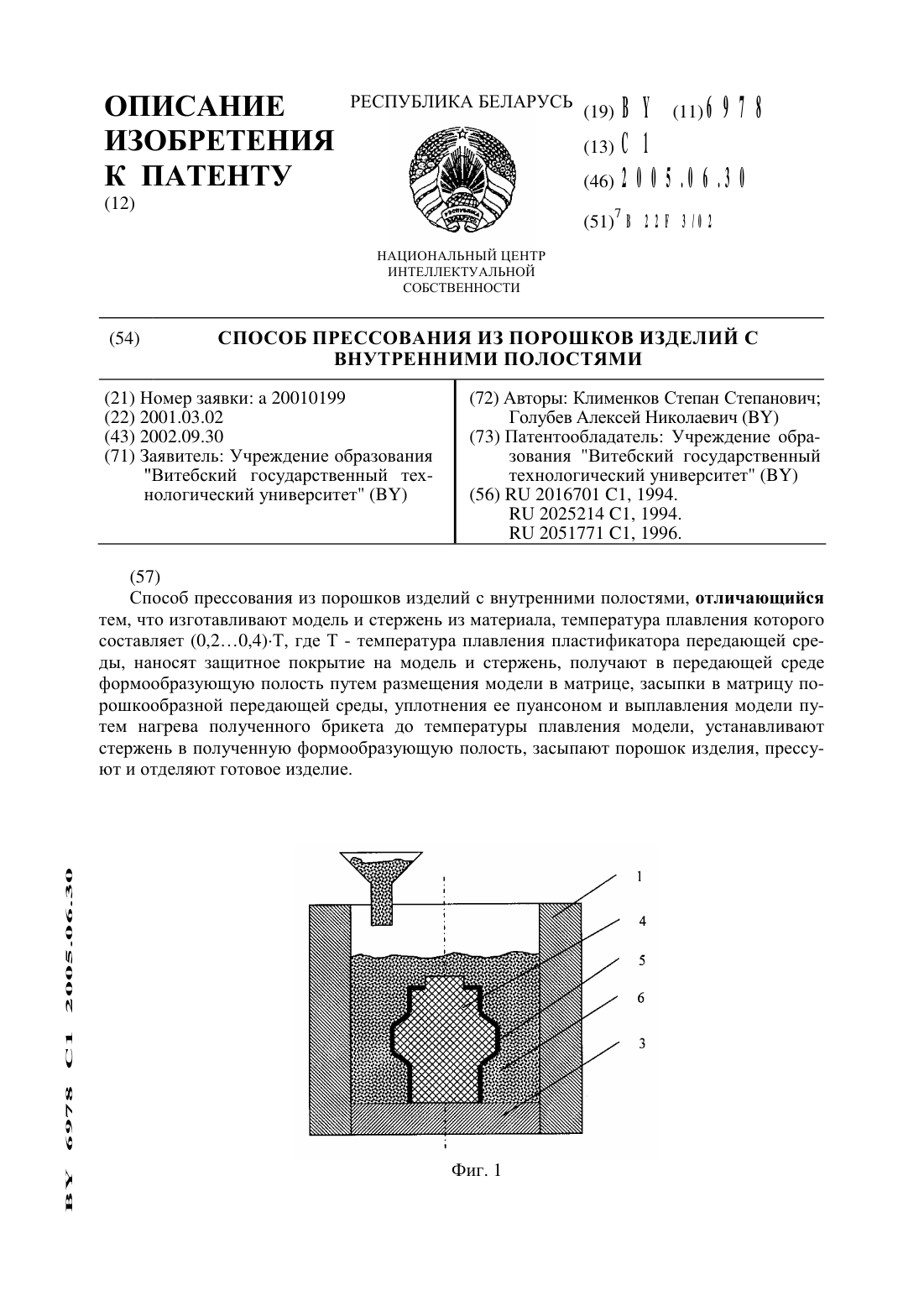
...изделия - стержень 7. На поверхность модели и стержня наносят защитное покрытие 5, модель устанавливают в матрице 1, центрируют ее, после чего в матрицу 1 засыпают слой порошкообразной передающей среды 6 (фиг. 1). Объем насыпки определяется уплотняемостью передающей среды, он должен быть достаточным для компенсации уменьшения объема последней при движении уплотняющего пуансона вниз и подбирается экспериментально. Затем (фиг. 2) передающую...
Способ получения двухслойных пористых порошковых изделий
Номер патента: 9895
Опубликовано: 30.10.2007
Авторы: Кусин Руслан Анатольевич, Ильющенко Александр Федорович, Бокань Григорий Алексеевич, Капцевич Вячеслав Михайлович, Витязь Петр Александрович, Беляев Андрей Васильевич
Метки: двухслойных, изделий, получения, порошковых, пористых, способ
Текст:
...этот порошок не вступает в реакцию синтеза во-вторых, температура в сформированном из него слое, достигаемая за счет тепловыделения при протекании реакции синтеза между титаном и азотом, достаточна для консолидации его частиц, но недостаточна для их расплавления и перекрытия сквозных пор. Сущность изобретения поясняется примерами. 2 9895 1 2007.10.30 Пример 1 По предлагаемому способу изготавливали трубчатые фильтроэлементы с наружным...
Предыдущий патент: Жидкое концентрированное борно-медное удобрение с биологически активными веществами
Следующий патент: Состав ингибитора коррозии для пропитки железобетонных конструкций
Случайный патент: Винтовой конвейер