Способ изготовления подшипника скольжения
Номер патента: 11223
Опубликовано: 30.10.2008
Авторы: Невзорова Алла Брониславовна, Макеев Вячеслав Валерьевич, Врублевский Владислав Брониславович, Врублевская Валентина Ивановна
Текст
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ(71) Заявитель Учреждение образования Белорусский государственный университет транспорта(72) Авторы Врублевская Валентина Ивановна Невзорова Алла Брониславовна Макеев Вячеслав Валерьевич Врублевский Владислав Брониславович(73) Патентообладатель Учреждение образования Белорусский государственный университет транспорта(56)2488 1, 1998.2186676 2, 2002.2487 1, 1998. Невзорова А.Б. Теоретические основы и технология механотрансформации древесины. - Гомель БелГУТ, 2003. С. 68-71, 76-83.1518580 1, 1989.358192, 1972. Врублевский В.Б. и др. Подшипники скольжения на основе древесины проектирование и взаимозаменяемость. Пособие. - Гомель БелГУТ, 2001. - С. 12-13. Врублевская В.И. и др. Тяжелое машиностроение. - 2004. -9. - С. 33-35.(57) Способ изготовления подшипника скольжения, включающий формирование втулки путем торцово-прессового деформирования древесной заготовки и перепрессовку втулки через конический приемник в корпус подшипника, отличающийся тем, что перед перепрессовкой в корпус подшипника втулку перепрессовывают через конический приемник в стальную цилиндрическую промежуточную обойму, сушат до влажности втулки не выше 10 и погружают втулку в промежуточной обойме сначала в смазку, имеющую температуру выше 70 С, а затем в смазку, имеющую температуру не выше 25 С. Изобретение относится к области машиностроения, а именно к технологии получения прессованных изделий из древесины, и может быть использовано при производстве узлов трения различных машин и механизмов. Известны способы изготовления подшипников скольжения различных типоразмеров на основе уплотненной 1 и гнутой 2 древесины. Недостатками их являются нестабильность размеров, а следовательно, изменение зазора между вкладышем и валом, обусловленные адсорбцией и десорбцией влаги из окружающей среды при колебании влажности воздуха, а также низкая производительность их изготовления. Известен способ получения подшипников скольжения с вкладышами из древесины 3,включающий нарезку прямоугольных пластин и формирование их во вкладыши с помощью приемника и промежуточных обойм, сушку и пропитку антифрикционными смазками с последующей окончательной запрессовкой в корпус подшипника. 11223 1 2008.10.30 Недостатком способа является то, что он не обеспечивает возможность автоматизации производства из-за сложности установки восьми древесных прямоугольных пластин в цилиндрическую обойму с обеспечением их симметричного расположения. Наиболее близким по технологической оснастке является способ изготовления подшипника скольжения 4, включающий формообразование древесного вкладыша в виде втулки путем торцевого гнутья заготовки при температуре окружающего воздуха за счет приложения равномерных усилий одновременно к наружным, торцевым и боковым поверхностям заготовки и установку полученного вкладыша в корпус подшипника, после чего его погружают в смазку при температуре свыше 70 С для пропитки и одновременной усушки. При наличии зазора во втулке после ее сушки в стыке сторон устанавливается компенсатор. Недостатком его является высокая трудоемкость изготовления подшипника скольжения за счет установки компенсатора в стыке сторон древесного вкладыша. Задачей изобретения является повышение качества подшипника скольжения на основе древесины торцово-прессового деформирования, снижение трудоемкости его производства. Поставленная задача решается за счет того, что формирование втулки производится в три этапа. На первом этапе производится торцово-прессовое деформирование древесной заготовки в цилиндрическую оболочку. На втором этапе ее перепрессовывают через первый конический приемник в стальную цилиндрическую промежуточную обойму. Древесная цилиндрическая оболочка (втулка) в обойме подвергается сначала сушке до влажности не выше 10 для удаления из нее избыточной влаги, а затем многоступенчатой пропитке в ваннах с пропиточным составом при температуре выше 70 С и при температуре не выше 25 С. В результате проведения операций пропитки в стыке сторон оболочки образуется зазор за счет ее усушки. На третьем этапе зазор устраняется путем перепрессовки втулки из промежуточной обоймы через второй конический приемник в корпус подшипника. Затем она растачивается для формирования необходимого зазора между древесным вкладышем подшипника и цапфой вала. Пример выполнения способа Заготовка из натуральной древесины березы длиной 115 мм, шириной 27 мм и толщиной 7 мм, влажностью 12-20 подвергается торцово-прессовому деформированию. В результате проведения этой операции формируется древесная цилиндрическая оболочка по внешнему диаметру 132 мм, а по внутреннему 118 мм. Она перепрессовывается через первый конический приемник в стальную цилиндрическую промежуточную обойму. При этом формируется древесная цилиндрическая оболочка по внешнему диаметру 231 мм, а по внутреннему 217 мм. В стальной цилиндрической промежуточной обойме древесная цилиндрическая оболочка подвергается сушке в термошкафу до влажности не более 10 , а затем наполняется пропиточным составом при температуре выше 70 С в первой ванне и при температуре не выше 25 С во второй пропиточной ванне по известным режимам. В результате совмещенных процессов пропитки и сушки в стыке сторон древесной цилиндрической оболочки образуется зазор. Он устраняется при перепрессовке древесной цилиндрической оболочки в корпус подшипника. В результате выполнения этой операции формируется древесный вкладыш по внешнему диаметру 330 мм,а по внутреннему 216 мм. Затем он растачивается по внутреннему диаметру для формирования необходимого зазора между древесным вкладышем подшипника и цапфой вала. Подшипник, изготовленный по данному способу, имеет стабильные размеры при эксплуатации в условиях абразивных, влажных и некоторых агрессивных сред. Предлагаемый способ позволяет значительно снизить трудоемкость производства подшипников, повысить его формоусточивость и степень заполнения смазочным материалом. 11223 1 2008.10.30 Источники информации 1. Белый В.А., Врублевская В.И., Купчинов Б.И. Древесно-полимерные конструкционные материалы и изделия. - Мн. Наука и техника, 1980. - 278 с. 2. А.с. СССР 504646, МПК 2 В 27 Н 1/00 / Н.А.Екименко, В.А.Белый и др. Способ изготовления изделий из деревянных заготовок // Бюл.8. Открытия. Изобретения. - 1976. - С. 30. 3. Патент Российской Федерации 2041810, МПК В 27 М 1/02 / И.С.Самодуров. Способ получения подшипников скольжения с вкладышами из древесины и устройство для его осуществления. - Опубл. 20.08.95 // Бюл.23. Изобретения. - 1995. -23. 4. Патент Республики Беларусь 2488 С 1, МПК 616 С 33/18 / В.Б.Врублевский, А.Б.Невзорова, В.И.Врублевская, П.И.Антошков. Способ изготовления подшипников скольжения. Опубл. 30.12.01 // Афцыйны бюллетень. - 2001. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: F16C 33/04
Метки: способ, изготовления, подшипника, скольжения
Код ссылки
<a href="https://by.patents.su/3-11223-sposob-izgotovleniya-podshipnika-skolzheniya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления подшипника скольжения</a>
Способ изготовления крупногабаритного подшипника скольжения
Номер патента: 10474
Опубликовано: 30.04.2008
Авторы: Невзорова Алла Брониславовна, Врублевский Владислав Брониславович, Врублевская Валентина Ивановна, Макеев Вячеслав Валерьевич
МПК: F16C 33/02, F16C 27/00
Метки: способ, изготовления, подшипника, скольжения, крупногабаритного
Текст:
...по внутреннему диаметру до требуемого размера 3. Недостатком способа является высокая трудоемкость изготовления крупногабаритного подшипника скольжения за счет установки нескольких компенсаторов между древесными элементами, составляющими вкладыш, осуществления операции торцовопрессового деформирования в несколько приемов, низкого процента использования деловой древесины из-за присутствующих в ней пороков (сучки, гнили, раны). Высокая...
Способ изготовления подшипника скольжения
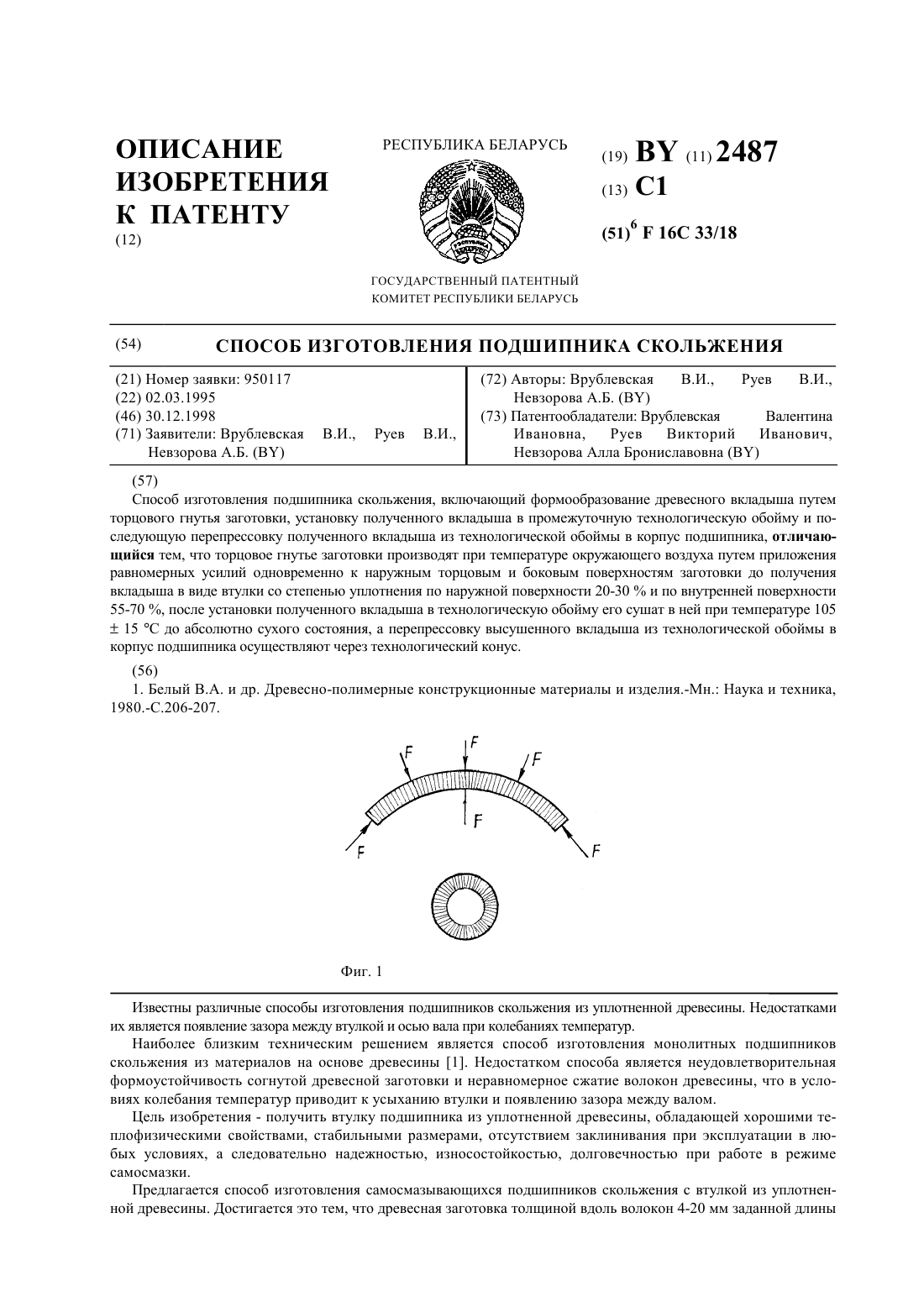
Номер патента: 2487
Опубликовано: 30.12.1998
Авторы: Руев Викторий Иванович, Невзорова Алла Брониславовна, Врублевская Валентина Ивановна
МПК: F16C 33/18
Метки: способ, подшипника, скольжения, изготовления
Текст:
...вследствие чего увеличивается зазор в стыке. Пример 1. Изготавливается подшипник скольжения взамен подшипника качения 204, имеющего размеры н 47, вн 20,14 мм. Выберем толщину древесной заготовки, а следовательно, и втулки 7 мм. Тогда размер древесной втулки составят вн 20 мм, н 2202734 мм, а размеры металлического корпуса н 47 мм, внн 34 мм. Длина окружности древесной втулки по наружному диаметру равнан 34106,76 мм. При степени уплотнения по...
Опора керамического подшипника скольжения
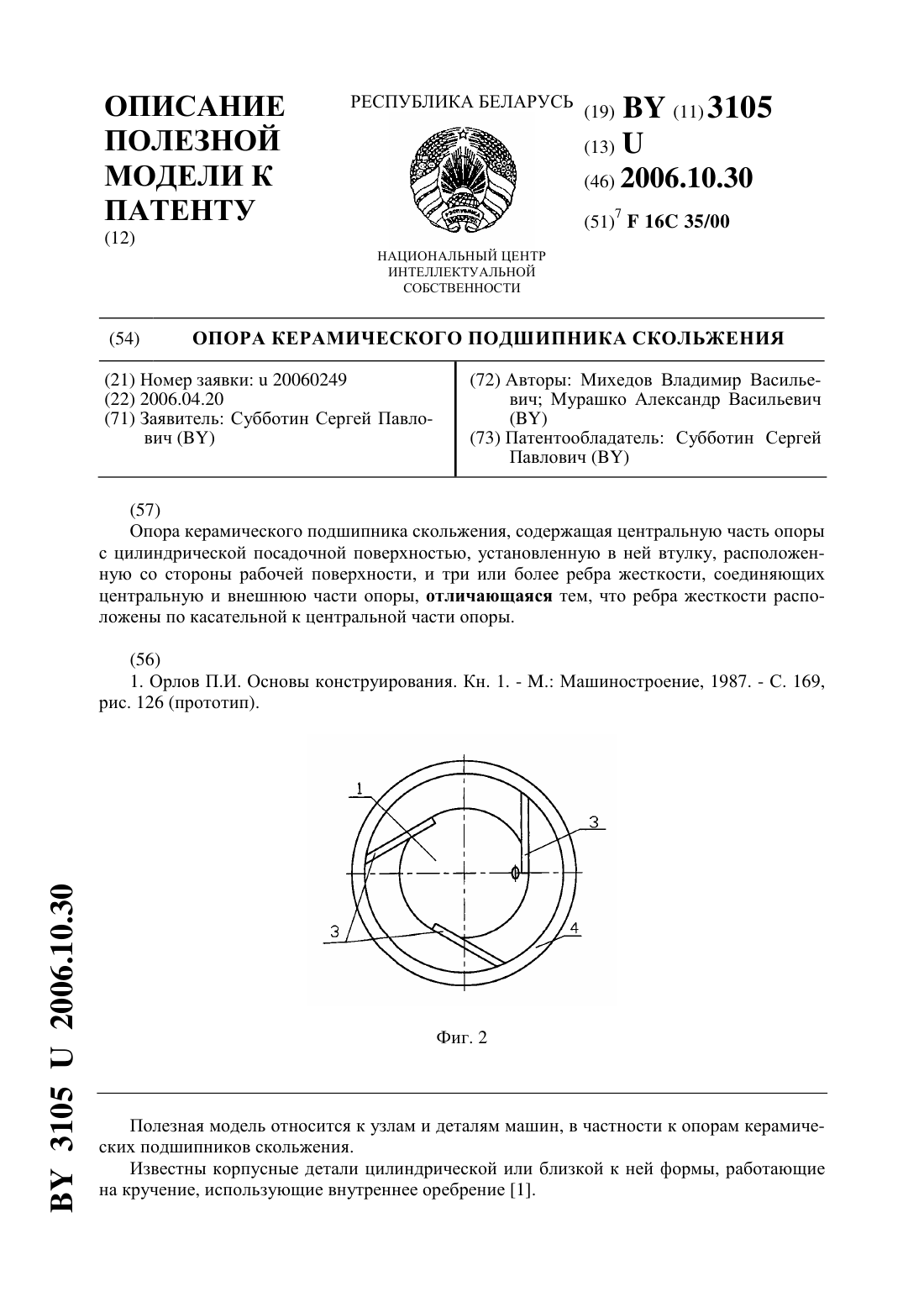
Номер патента: U 3105
Опубликовано: 30.10.2006
Авторы: Михедов Владимир Васильевич, Мурашко Александр Васильевич
МПК: F16C 35/00
Метки: подшипника, опора, керамического, скольжения
Текст:
...центральную часть опоры. К тому же это воздействие носит строго радиальную направленность, что приводит к деформации центральной части опоры в месте крепления ребер и к поломке керамической втулки. Технической задачей полезной модели является устранение недостатков прототипа, а именно уменьшение радиальной деформации центральной части опоры подшипника скольжения при понижении температуры. Поставленная техническая задача достигается...
Способ изготовления подшипников скольжения
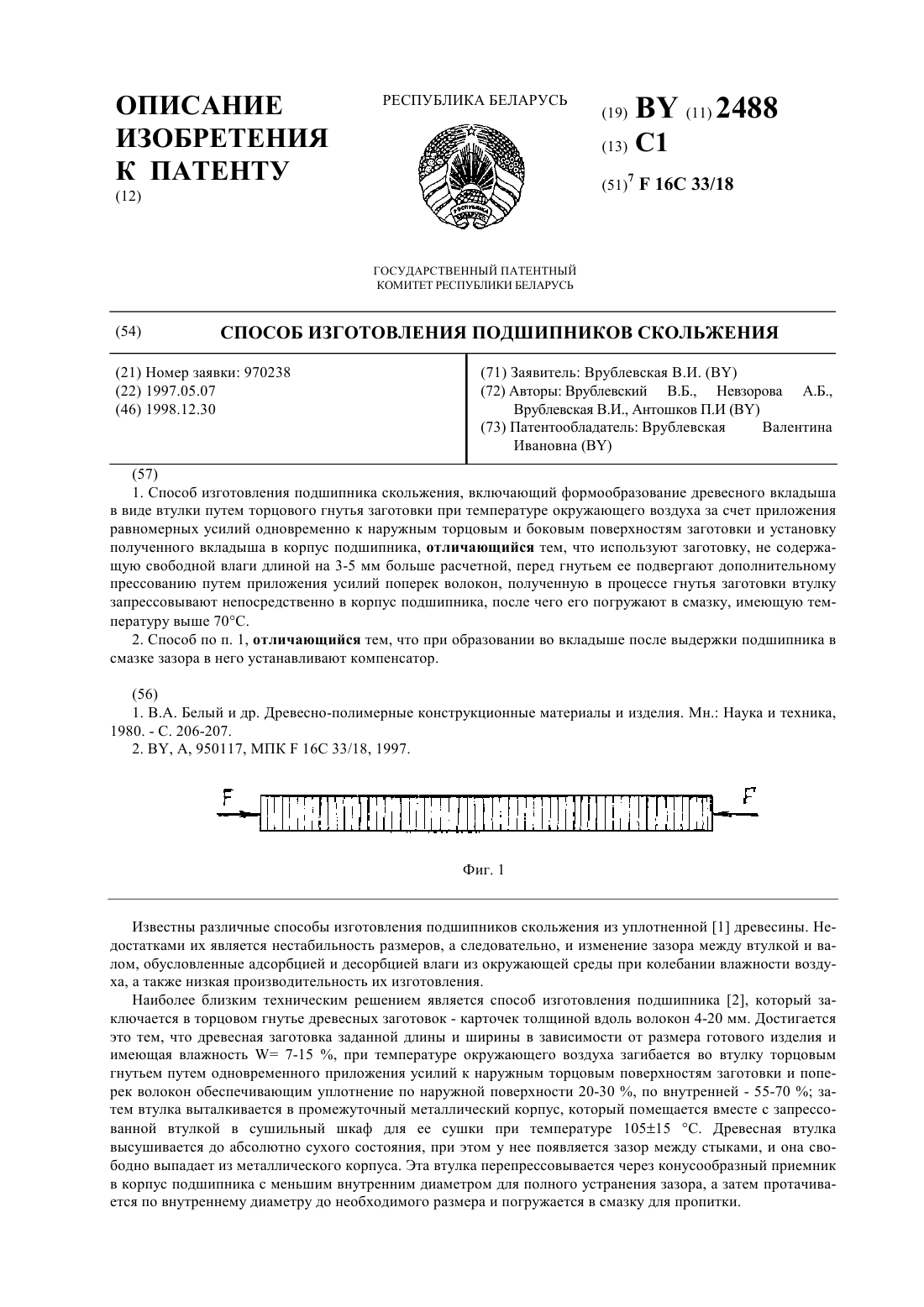
Номер патента: 2488
Опубликовано: 30.12.1998
Авторы: Врублевская Валентина Ивановна, Врублевский Владислав Брониславович, Невзорова Алла Брониславовна, Антошков Петр Иванович
МПК: F16C 33/18
Метки: изготовления, подшипников, способ, скольжения
Текст:
...влажности древесины от 0 до 33 , т.е. при изменении содержания гигроскопической влаги до 33 , она разбухает или усыхает, при этом изменяются ее размеры вдоль волокон до 0,1 , поперек волокон в направлениях радиальном до 6 , тангенциальном до 12 , а при изменении влаги на 1, размеры изменятся соответственно на 0,0033 0,2 0,4 . Пример. Изготавливается подшипник скольжения взамен подшипника качения 204, имеющего размеры н 47, вн 20, В 14 мм....
Полимерная втулка подшипника скольжения
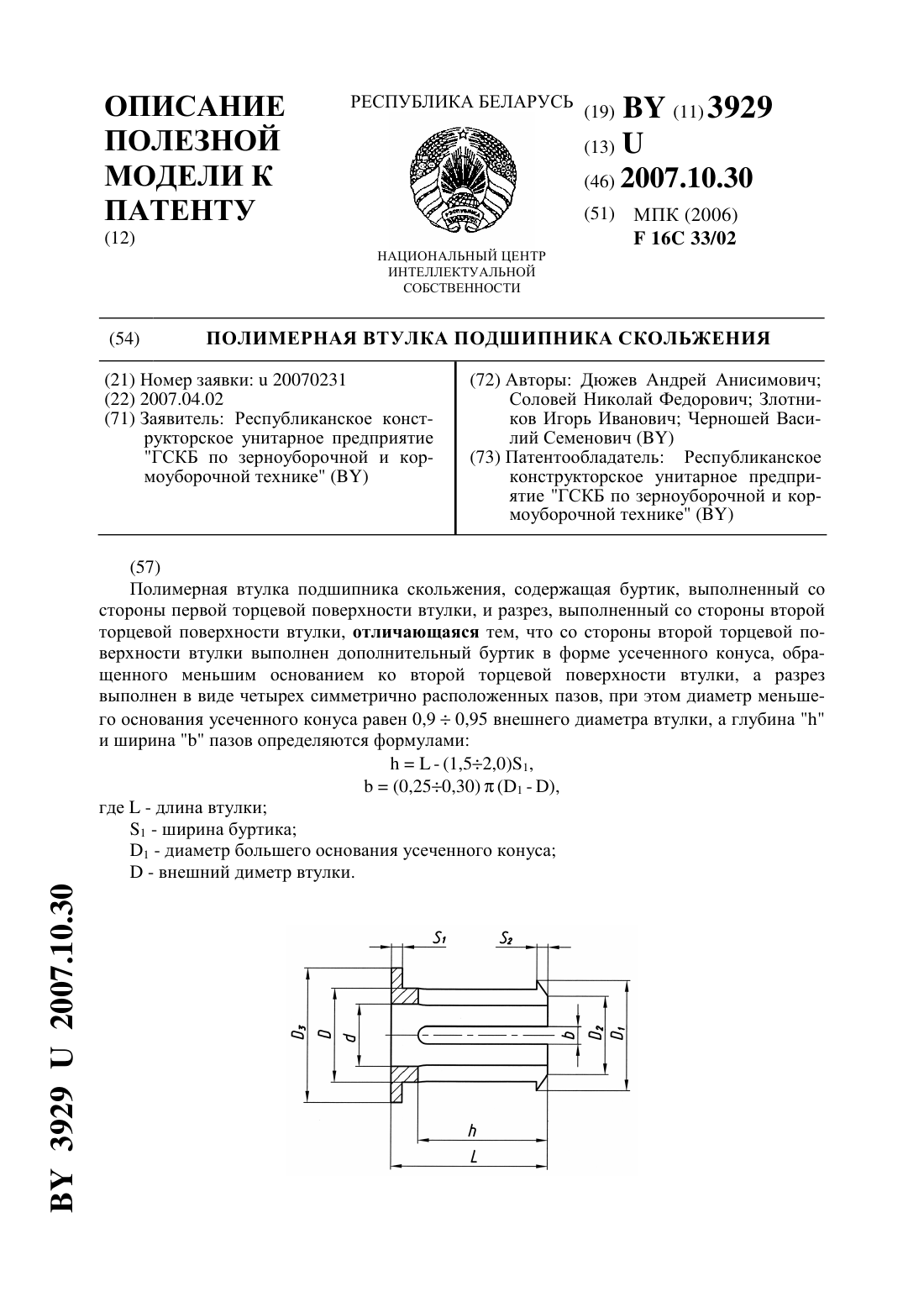
Номер патента: U 3929
Опубликовано: 30.10.2007
Авторы: Черношей Василий Семенович, Злотников Игорь Иванович, Дюжев Андрей Анисимович, Соловей Николай Федорович
МПК: F16C 33/02
Метки: полимерная, подшипника, втулка, скольжения
Текст:
...признаков заявляемого технического решения позволяет получить ранее неизвестный эффект, выражающийся в том, что выполнение со стороны второй торцевой поверхности втулки дополнительного буртика в форме усеченного конуса, обращенного меньшим основанием ко второй торцевой поверхности втулки, а также выполнение разреза в виде четырех симметрично расположенных пазов, упрощает и ускоряет процесс установки и замены втулки в подшипнике....
Предыдущий патент: Способ оценки противозадирных и противоизносных свойств смазочного материала
Следующий патент: Средство, нормализующее прооксидантно-антиоксидантный баланс и функциональное состояние печени при ишемии-реперфузии
Случайный патент: Способ определения состава и соотношения свободных аминокислот и их метаболитов в биологическиом материале