Способ изготовления подшипников скольжения
Номер патента: 2488
Опубликовано: 30.12.1998
Авторы: Невзорова Алла Брониславовна, Антошков Петр Иванович, Врублевский Владислав Брониславович, Врублевская Валентина Ивановна
Текст
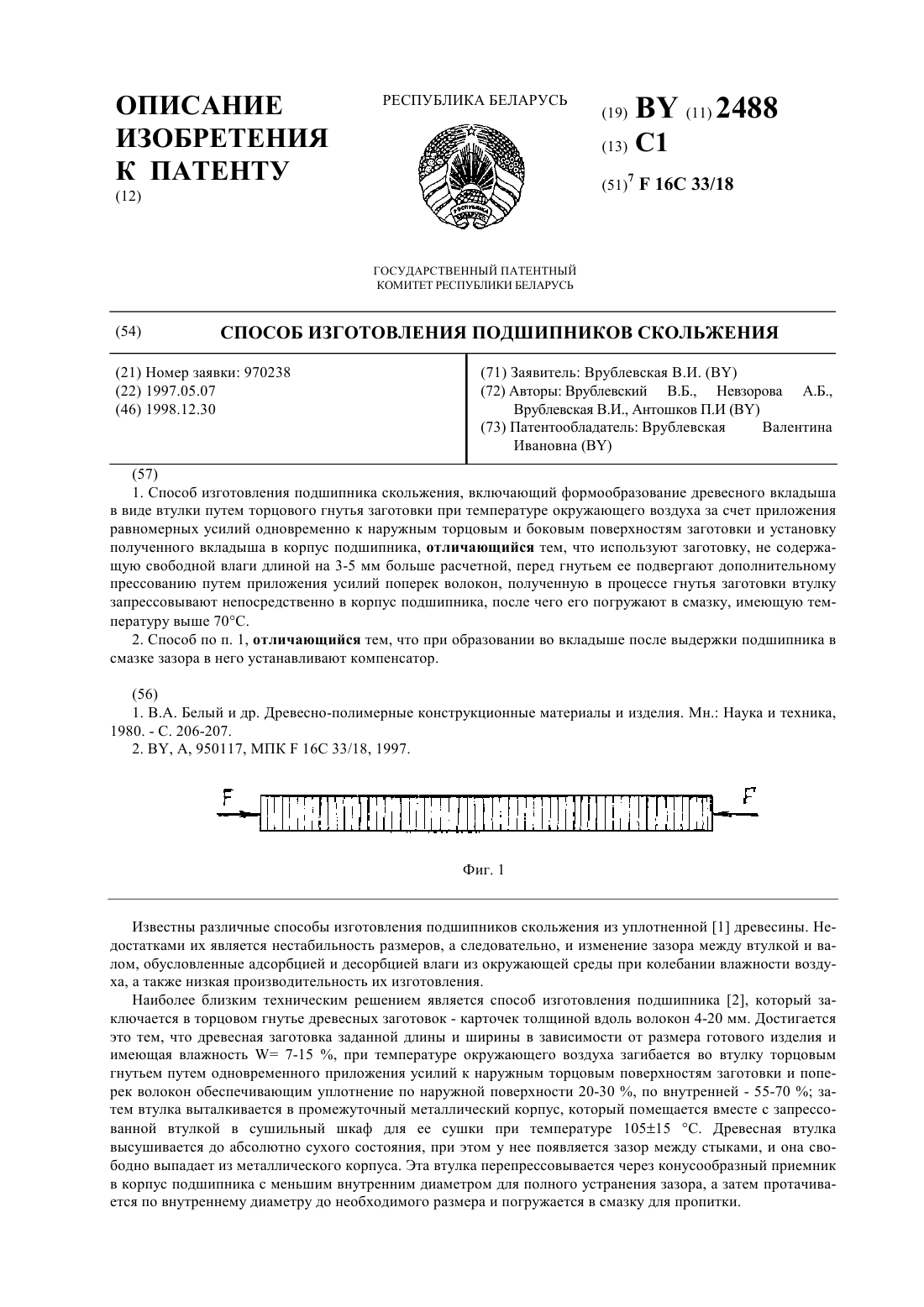
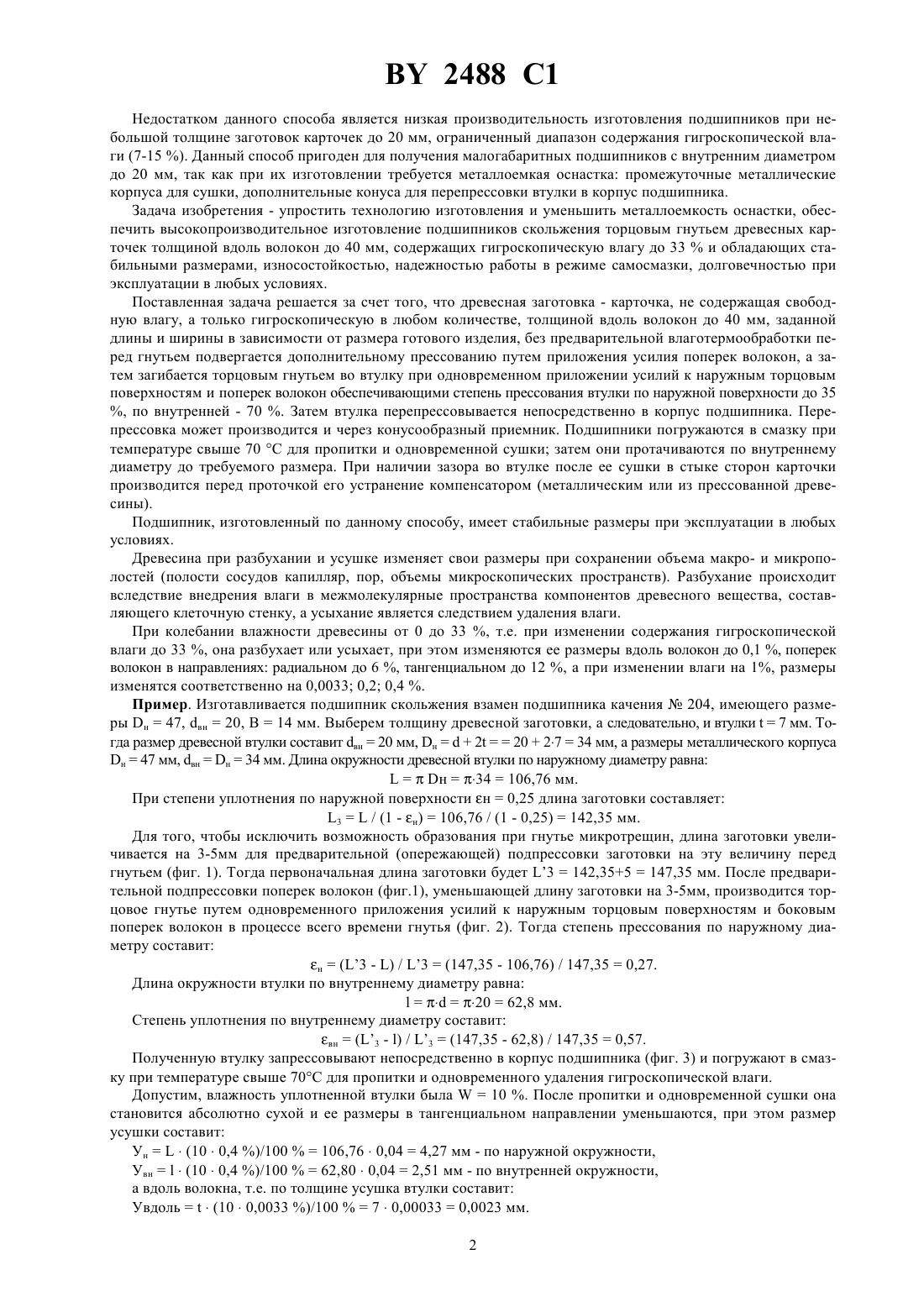
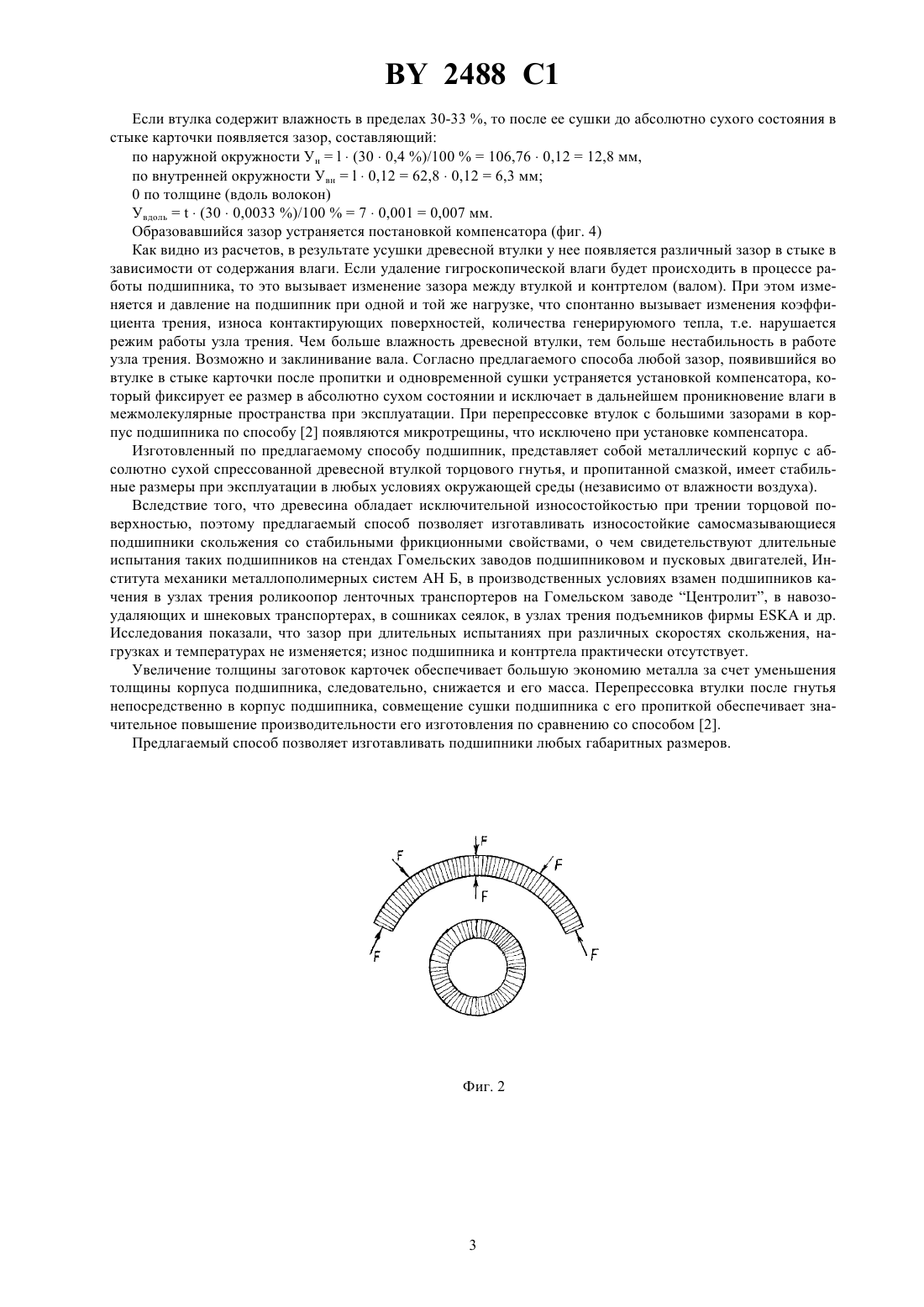
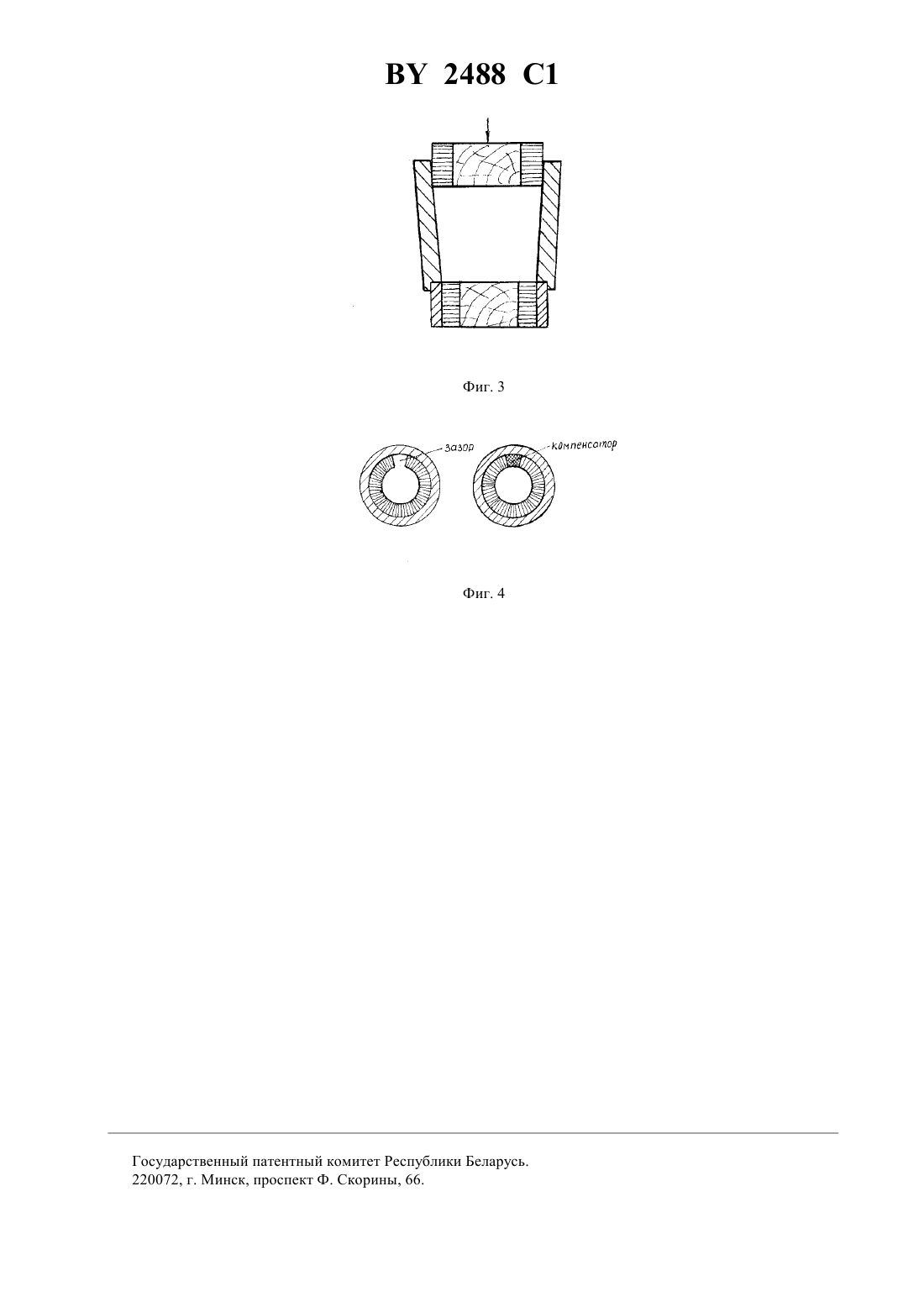
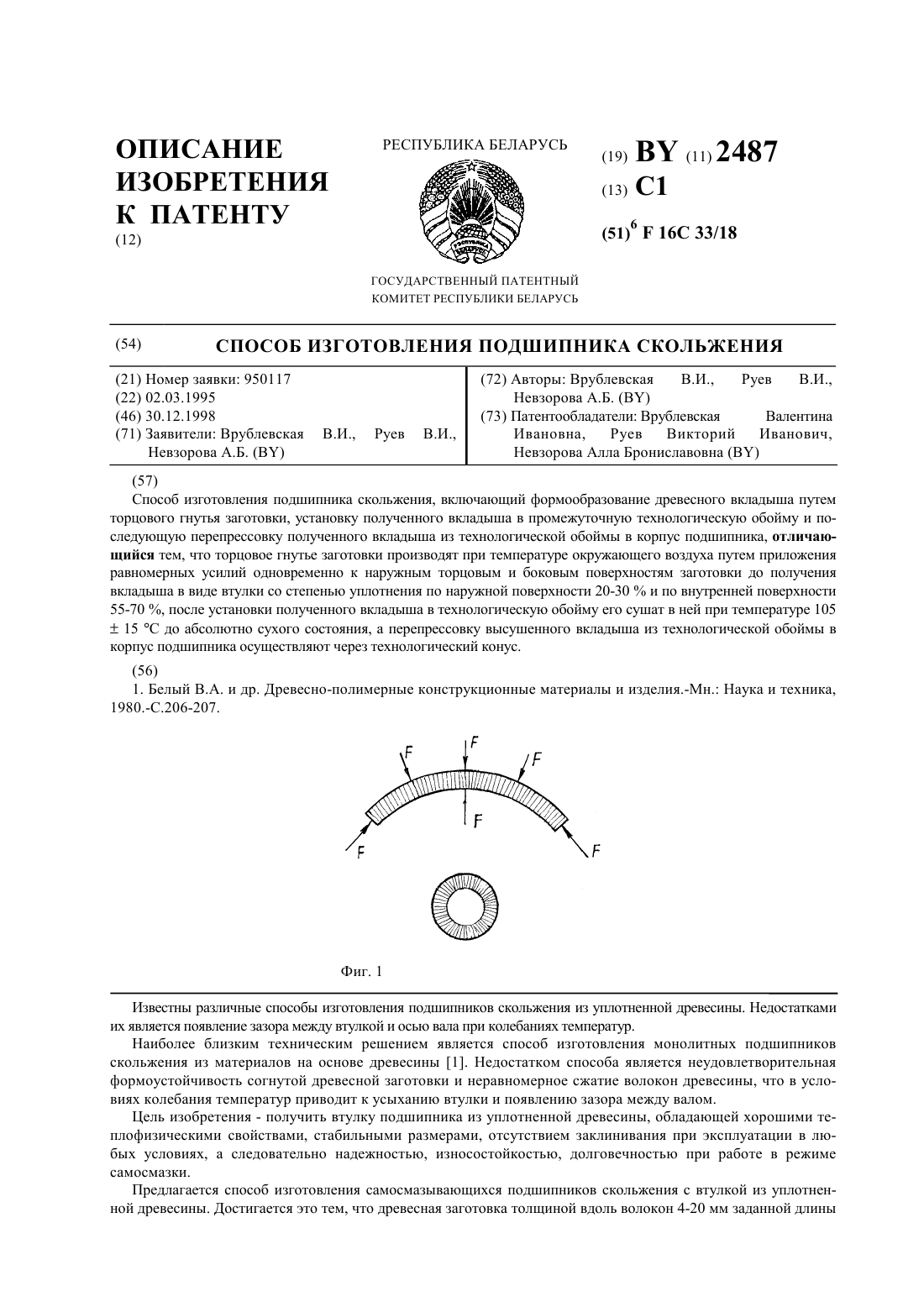
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ(73) Патентообладатель Врублевская Валентина Ивановна(57) 1. Способ изготовления подшипника скольжения, включающий формообразование древесного вкладыша в виде втулки путем торцового гнутья заготовки при температуре окружающего воздуха за счет приложения равномерных усилий одновременно к наружным торцовым и боковым поверхностям заготовки и установку полученного вкладыша в корпус подшипника, отличающийся тем, что используют заготовку, не содержащую свободной влаги длиной на 3-5 мм больше расчетной, перед гнутьем ее подвергают дополнительному прессованию путем приложения усилий поперек волокон, полученную в процессе гнутья заготовки втулку запрессовывают непосредственно в корпус подшипника, после чего его погружают в смазку, имеющую температуру выше 70 С. 2. Способ по п. 1, отличающийся тем, что при образовании во вкладыше после выдержки подшипника в смазке зазора в него устанавливают компенсатор. Известны различные способы изготовления подшипников скольжения из уплотненной 1 древесины. Недостатками их является нестабильность размеров, а следовательно, и изменение зазора между втулкой и валом, обусловленные адсорбцией и десорбцией влаги из окружающей среды при колебании влажности воздуха, а также низкая производительность их изготовления. Наиболее близким техническим решением является способ изготовления подшипника 2, который заключается в торцовом гнутье древесных заготовок - карточек толщиной вдоль волокон 4-20 мм. Достигается это тем, что древесная заготовка заданной длины и ширины в зависимости от размера готового изделия и имеющая влажность 7-15 , при температуре окружающего воздуха загибается во втулку торцовым гнутьем путем одновременного приложения усилий к наружным торцовым поверхностям заготовки и поперек волокон обеспечивающим уплотнение по наружной поверхности 20-30 , по внутренней - 55-70 затем втулка выталкивается в промежуточный металлический корпус, который помещается вместе с запрессованной втулкой в сушильный шкаф для ее сушки при температуре 10515 С. Древесная втулка высушивается до абсолютно сухого состояния, при этом у нее появляется зазор между стыками, и она свободно выпадает из металлического корпуса. Эта втулка перепрессовывается через конусообразный приемник в корпус подшипника с меньшим внутренним диаметром для полного устранения зазора, а затем протачивается по внутреннему диаметру до необходимого размера и погружается в смазку для пропитки. 2488 1 Недостатком данного способа является низкая производительность изготовления подшипников при небольшой толщине заготовок карточек до 20 мм, ограниченный диапазон содержания гигроскопической влаги (7-15 ). Данный способ пригоден для получения малогабаритных подшипников с внутренним диаметром до 20 мм, так как при их изготовлении требуется металлоемкая оснастка промежуточные металлические корпуса для сушки, дополнительные конуса для перепрессовки втулки в корпус подшипника. Задача изобретения - упростить технологию изготовления и уменьшить металлоемкость оснастки, обеспечить высокопроизводительное изготовление подшипников скольжения торцовым гнутьем древесных карточек толщиной вдоль волокон до 40 мм, содержащих гигроскопическую влагу до 33 и обладающих стабильными размерами, износостойкостью, надежностью работы в режиме самосмазки, долговечностью при эксплуатации в любых условиях. Поставленная задача решается за счет того, что древесная заготовка - карточка, не содержащая свободную влагу, а только гигроскопическую в любом количестве, толщиной вдоль волокон до 40 мм, заданной длины и ширины в зависимости от размера готового изделия, без предварительной влаготермообработки перед гнутьем подвергается дополнительному прессованию путем приложения усилия поперек волокон, а затем загибается торцовым гнутьем во втулку при одновременном приложении усилий к наружным торцовым поверхностям и поперек волокон обеспечивающими степень прессования втулки по наружной поверхности до 35, по внутренней - 70 . Затем втулка перепрессовывается непосредственно в корпус подшипника. Перепрессовка может производится и через конусообразный приемник. Подшипники погружаются в смазку при температуре свыше 70 С для пропитки и одновременной сушки затем они протачиваются по внутреннему диаметру до требуемого размера. При наличии зазора во втулке после ее сушки в стыке сторон карточки производится перед проточкой его устранение компенсатором (металлическим или из прессованной древесины). Подшипник, изготовленный по данному способу, имеет стабильные размеры при эксплуатации в любых условиях. Древесина при разбухании и усушке изменяет свои размеры при сохранении объема макро- и микрополостей (полости сосудов капилляр, пор, объемы микроскопических пространств). Разбухание происходит вследствие внедрения влаги в межмолекулярные пространства компонентов древесного вещества, составляющего клеточную стенку, а усыхание является следствием удаления влаги. При колебании влажности древесины от 0 до 33 , т.е. при изменении содержания гигроскопической влаги до 33 , она разбухает или усыхает, при этом изменяются ее размеры вдоль волокон до 0,1 , поперек волокон в направлениях радиальном до 6 , тангенциальном до 12 , а при изменении влаги на 1, размеры изменятся соответственно на 0,0033 0,2 0,4 . Пример. Изготавливается подшипник скольжения взамен подшипника качения 204, имеющего размеры н 47, вн 20, В 14 мм. Выберем толщину древесной заготовки, а следовательно, и втулки 7 мм. Тогда размер древесной втулки составит вн 20 мм, н 2202734 мм, а размеры металлического корпуса н 47 мм, внн 34 мм. Длина окружности древесной втулки по наружному диаметру равнан 34106,76 мм. При степени уплотнения по наружной поверхности н 0,25 длина заготовки составляет 3/ (1 - н)106,76 / (1 - 0,25)142,35 мм. Для того, чтобы исключить возможность образования при гнутье микротрещин, длина заготовки увеличивается на 3-5 мм для предварительной (опережающей) подпрессовки заготовки на эту величину перед гнутьем (фиг. 1). Тогда первоначальная длина заготовки будет 3142,355147,35 мм. После предварительной подпрессовки поперек волокон (фиг.1), уменьшающей длину заготовки на 3-5 мм, производится торцовое гнутье путем одновременного приложения усилий к наружным торцовым поверхностям и боковым поперек волокон в процессе всего времени гнутья (фиг. 2). Тогда степень прессования по наружному диаметру составит н(3 - ) / 3(147,35 - 106,76) / 147,350,27. Длина окружности втулки по внутреннему диаметру равна 2062,8 мм. Степень уплотнения по внутреннему диаметру составит вн(3 - ) / 3(147,35 - 62,8) / 147,350,57. Полученную втулку запрессовывают непосредственно в корпус подшипника (фиг. 3) и погружают в смазку при температуре свыше 70 С для пропитки и одновременного удаления гигроскопической влаги. Допустим, влажность уплотненной втулки была 10 . После пропитки и одновременной сушки она становится абсолютно сухой и ее размеры в тангенциальном направлении уменьшаются, при этом размер усушки составит Ун(100,4 )/100106,760,044,27 мм - по наружной окружности,Увн(100,4 )/10062,800,042,51 мм - по внутренней окружности,а вдоль волокна, т.е. по толщине усушка втулки составит Увдоль(100,0033 )/10070,000330,0023 мм. 2 2488 1 Если втулка содержит влажность в пределах 30-33 , то после ее сушки до абсолютно сухого состояния в стыке карточки появляется зазор, составляющий по наружной окружности Ун(300,4 )/100106,760,1212,8 мм,по внутренней окружности Увн 0,1262,80,126,3 мм 0 по толщине (вдоль волокон) Увдоль(300,0033 )/10070,0010,007 мм. Образовавшийся зазор устраняется постановкой компенсатора (фиг. 4) Как видно из расчетов, в результате усушки древесной втулки у нее появляется различный зазор в стыке в зависимости от содержания влаги. Если удаление гигроскопической влаги будет происходить в процессе работы подшипника, то это вызывает изменение зазора между втулкой и контртелом (валом). При этом изменяется и давление на подшипник при одной и той же нагрузке, что спонтанно вызывает изменения коэффициента трения, износа контактирующих поверхностей, количества генерируюмого тепла, т.е. нарушается режим работы узла трения. Чем больше влажность древесной втулки, тем больше нестабильность в работе узла трения. Возможно и заклинивание вала. Согласно предлагаемого способа любой зазор, появившийся во втулке в стыке карточки после пропитки и одновременной сушки устраняется установкой компенсатора, который фиксирует ее размер в абсолютно сухом состоянии и исключает в дальнейшем проникновение влаги в межмолекулярные пространства при эксплуатации. При перепрессовке втулок с большими зазорами в корпус подшипника по способу 2 появляются микротрещины, что исключено при установке компенсатора. Изготовленный по предлагаемому способу подшипник, представляет собой металлический корпус с абсолютно сухой спрессованной древесной втулкой торцового гнутья, и пропитанной смазкой, имеет стабильные размеры при эксплуатации в любых условиях окружающей среды (независимо от влажности воздуха). Вследствие того, что древесина обладает исключительной износостойкостью при трении торцовой поверхностью, поэтому предлагаемый способ позволяет изготавливать износостойкие самосмазывающиеся подшипники скольжения со стабильными фрикционными свойствами, о чем свидетельствуют длительные испытания таких подшипников на стендах Гомельских заводов подшипниковом и пусковых двигателей, Института механики металлополимерных систем АН Б, в производственных условиях взамен подшипников качения в узлах трения роликоопор ленточных транспортеров на Гомельском заводе Центролит, в навозоудаляющих и шнековых транспортерах, в сошниках сеялок, в узлах трения подъемников фирмыи др. Исследования показали, что зазор при длительных испытаниях при различных скоростях скольжения, нагрузках и температурах не изменяется износ подшипника и контртела практически отсутствует. Увеличение толщины заготовок карточек обеспечивает большую экономию металла за счет уменьшения толщины корпуса подшипника, следовательно, снижается и его масса. Перепрессовка втулки после гнутья непосредственно в корпус подшипника, совмещение сушки подшипника с его пропиткой обеспечивает значительное повышение производительности его изготовления по сравнению со способом 2. Предлагаемый способ позволяет изготавливать подшипники любых габаритных размеров. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: F16C 33/18
Метки: скольжения, изготовления, способ, подшипников
Код ссылки
<a href="https://by.patents.su/4-2488-sposob-izgotovleniya-podshipnikov-skolzheniya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления подшипников скольжения</a>
Способ изготовления подшипника скольжения
Номер патента: 2487
Опубликовано: 30.12.1998
Авторы: Невзорова Алла Брониславовна, Врублевская Валентина Ивановна, Руев Викторий Иванович
МПК: F16C 33/18
Метки: способ, подшипника, скольжения, изготовления
Текст:
...вследствие чего увеличивается зазор в стыке. Пример 1. Изготавливается подшипник скольжения взамен подшипника качения 204, имеющего размеры н 47, вн 20,14 мм. Выберем толщину древесной заготовки, а следовательно, и втулки 7 мм. Тогда размер древесной втулки составят вн 20 мм, н 2202734 мм, а размеры металлического корпуса н 47 мм, внн 34 мм. Длина окружности древесной втулки по наружному диаметру равнан 34106,76 мм. При степени уплотнения по...
Способ изготовления цилиндрических подшипников скольжения из бронзографита
Номер патента: 1334
Опубликовано: 16.09.1996
Авторы: Волчек Анатолий Яковлевич, Гребнев Николай Прокофьевич, Глуховский Игорь Анатольевич, Воронецкая Леонора Яковлевна, Стащенюк Михаил Георгиевич
МПК: B22F 3/12
Метки: скольжения, цилиндрических, подшипников, способ, бронзографита, изготовления
Текст:
...позволило установить соответствие его критерию Новизиа При изучении дРУгих технических решений в данной области техники прнзиакн, отличающие предпагае- мое изобретение от прототипе, не были выявлены н поэтому они обеспечивают предлагаемому техническому решению соответствие критерию Существенные отличия.Способ осуществляют следующн образом.Шнхту бропзографита прессуют при давлении 250-350 Мша, спекают в ващитной атмосфере при 780820 С в...
Способ изготовления паркетной доски
Номер патента: 955
Опубликовано: 15.12.1995
Автор: Горес Георгий Афиногенович
МПК: E04F 15/04, B27M 3/06, B27K 3/14...
Метки: способ, доски, изготовления, паркетной
Текст:
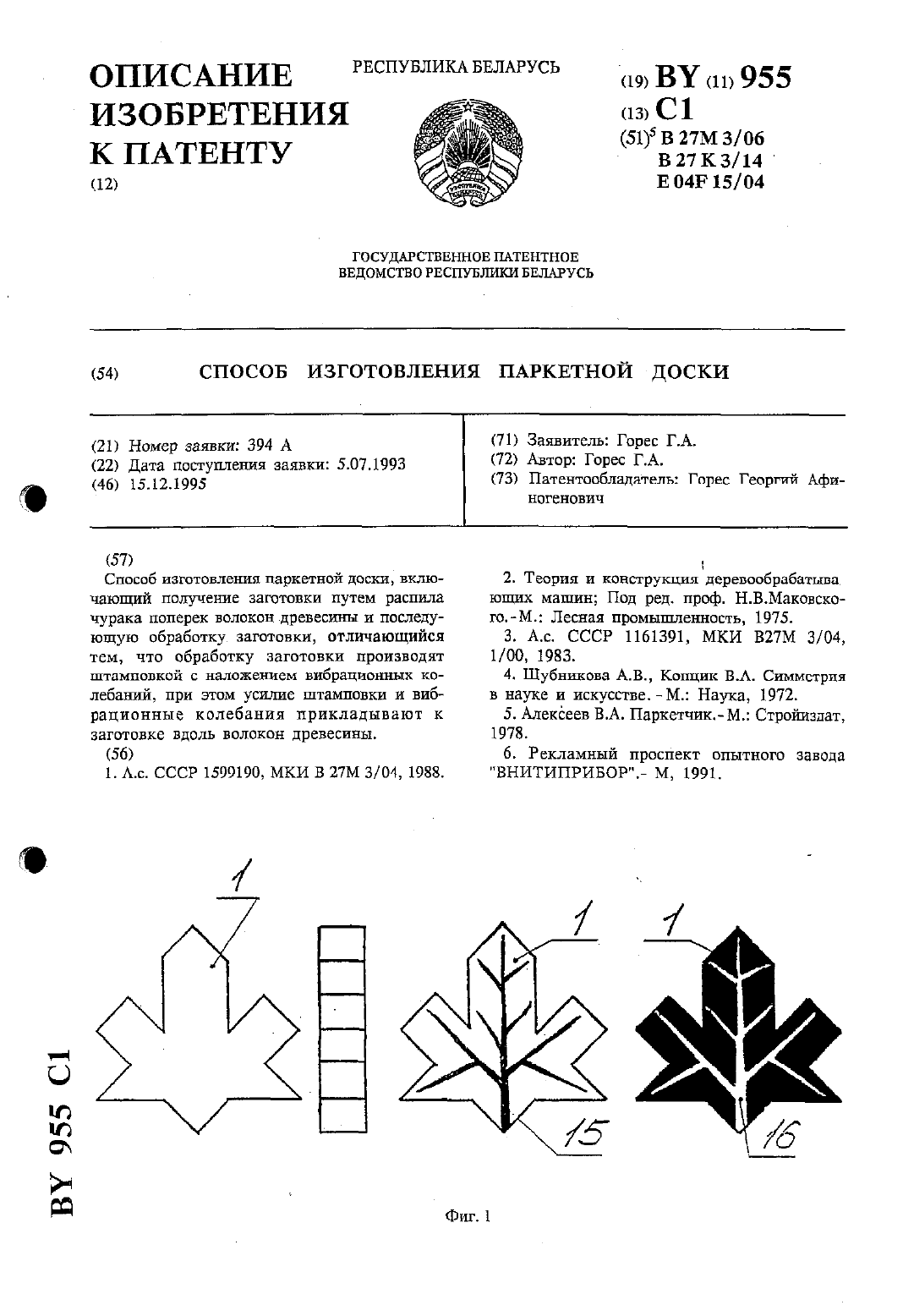
...декоративных панно.Окисление дубильных составляющих древесины при химической окраске в традиционной технологии покрытия может привести к нежедательным результатам, портящим внешнийбраже-ниого на- -фиг.2, вид древесины 5, но которые являются желательными в предлагаемом способе для достижения декоративности фигур паркета,которые также дополнительно могут быть модифицированы различными красителями.Способ изготовления паркетной доски поясняется...
Способ изготовления монолитных элементов на основе керамики
Номер патента: 302
Опубликовано: 30.12.1994
Авторы: Самойлов В. В., Сергеева М. В., Марченко И. В., Гелясин А. Е.
Метки: монолитных, основе, изготовления, элементов, способ, керамики
Текст:
...подпожки и устранения их деформации при обжиге. уП р И М е р . Для изготовления монолитных элементов на основе керамки, обладающей пьезосвойствами,готовят питьевой шликер, состоящий из порошка пьезокерамки на основе цирканата-титаната свинца (ЦТС)чИ связующего на основе растворенного каучука. Шликер разливают в виде слон.толщИт ной 90-129 мкм на движущуюся технологическую подложку, Полученную пленку разделяют на полосы, которые собирают в...
Способ изготовления нетканого материала
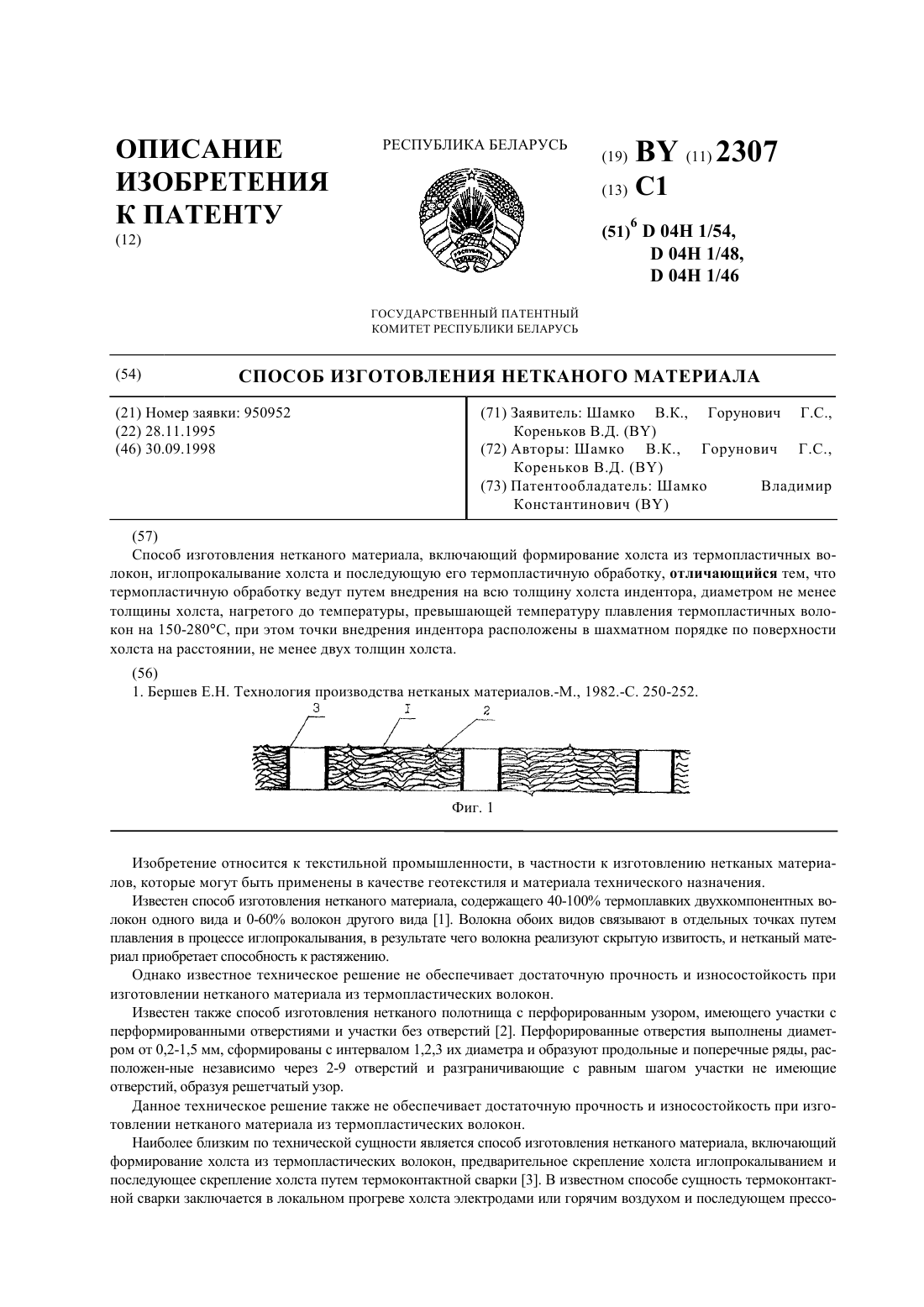
Номер патента: 2307
Опубликовано: 30.09.1998
Авторы: Шамко Владимир Константинович, Кореньков Валерий Дмитриевич, Горунович Георгий Сергеевич
МПК: D04H 1/54, D04H 1/48, D04H 1/46...
Метки: изготовления, материала, нетканого, способ
Текст:
...не позволяет получать нетканый материал из термопластических волокон достаточной прочности и износостойкости с одновременным увеличением влаго- и воздухопроницаемости, что важно в случае применения его как геотекстиль или для технических целей. Задачей настоящего изобретения является увеличение прочностных свойств нетканого материала с одновременным увеличением влаго- и воздухопроницаемости. Указанная задача решается тем, что в способе...
Предыдущий патент: Способ изготовления длинных макаронных изделий и установка для его осуществления
Следующий патент: Устройство для воздействия импульсным магнитным полем
Случайный патент: Кристаллическая глазурь