Способ получения крупногабаритных пластмассовых изделий
Номер патента: 11656
Опубликовано: 28.02.2009
Авторы: Коваль Василий Николаевич, Песецкий Степан Степанович, Герасименко Сергей Александрович
Текст
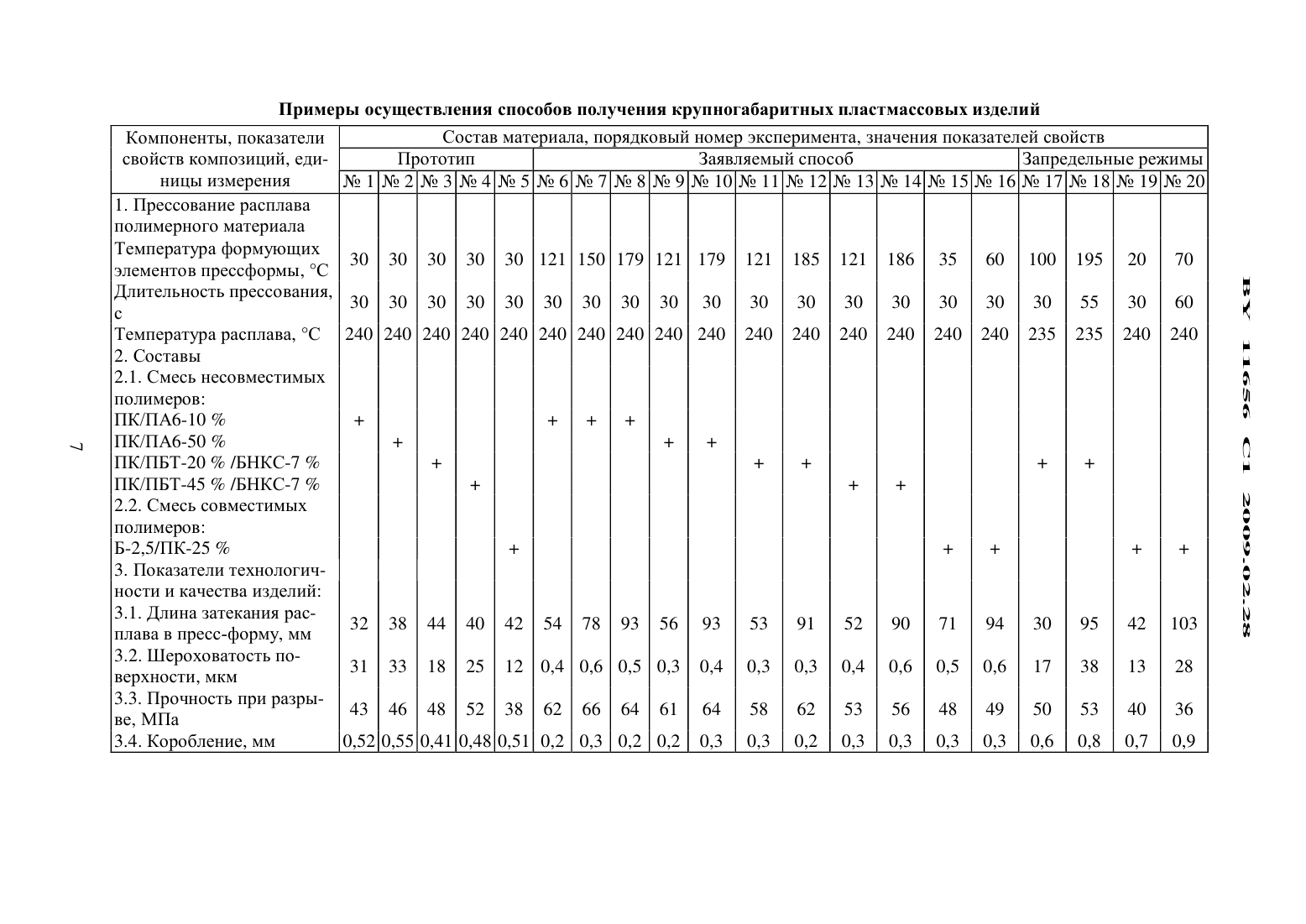
Изобретение относится К технологии переработки термопластичных полимерных материалов и получению изделий из них.В различных областях техники и быту широко используются крупногабаритные пластмассовые изделия. К их числу относятся, например, поддоны для складирования и транспортирования грузов, крыши кабин, капоты и крылья колес автотракторной техники и т.п.Известно, что наиболее широко распространенным и эффективным методом их получения является литье под давлением 1. Однако его применение при изготовлении крупногабаритных пластмассовых изделий ограничено из-за высокой стоимости литьевых машин и технологической оснастки (форм для литья под давлением). Кроме того, при использовании данного метода вследствие большого пути течения расплава полимера в отливках возникают значительные ориентационные внутренние напряжения, что приводит к короблению изделий и к ухудшению внешнего вида их поверхности. Поэтому требуется применение горячеканальных литьевых форм, обеспечивающих возможность использования нескольких впускных каналов, что приводит к дополнительному усложнению и удорожанию технологической оснастки.Для устранения упомянутых недостатков используют способ, основанный на инжекционном прессовании 2. Он состоит в том, что в методе литья под давлением впрыск расплава производят в не полностью сомкнутую (приоткрытую) литьевую форму, после заполнения которой и отверждения материала в литниковых каналах форму смыкают. В данном способе для окончательного формования отливки используется усилие смыкания литьевой машины. Степень уплотнения материала в форме зависит от его объема, поступающего в оформляющую полость на стадии впрыска, конструктивных особенностей формы (возможности вытекания расплава через зазоры). Недостатком способа является усложнение технологии по сравнению с литьем под давлением, что ограничивает его применение по экономическим соображениям.Вариантом упомянутого способа 2 является так называемый способ литья при постоянном объеме 3, основанный на впрыске расплава полимера в оформляющую полость,частичном раскрытии (раздвижении) полуформ под действием давления литья и последующем их смыкании при отверждении полимера. Данный способ позволяет получать крупногабаритные изделия с высокой точностью размеров, с пониженным уровнем внутренних напряжений, без раковин и полостей. Однако его использование влечет за собой усложнение конструкции технологической оснастки, что приводит к дополнительному удорожанию изделий.Известен способ изготовления крупногабаритных изделий, основанный на использовании литьевых форм с изменяющимся объемом оформляющей полости 4. Способ базируется на использовании знака, взаимодействующего вне оформляющей полости с упругим элементом (например, пружиной). При заполнении оформляющей полости расплавом происходит уплотнение последнего в результате введения в изделие упругого элемента. Дополнительное уплотнение отливки имеет место также на стадии ее охлаждения(после отключения литников и спада давления в оформляющей полости). Данный способ позволяет получать изделия с пониженной на 30 усадкой, что способствует повышению их точности. Однако очевидно, что практическое применение способа 4 осложняется существенным повышением затрат на изготовление специальной технологической оснастки.Согласно способу 5, при формовании литьем под давлением крупногабаритных изделий в литьевой форме предусматривают дополнительную полость, заполняющуюся расплавом полимера при его впрыске в основную оформляющую полость. После заполнения оформляющей полости и отключения литников из дополнительной полости расплав переходит в основную, повышая плотность полимера в ней. Очевидно, что использование данного способа приводит к усложнению конструкции технологической оснастки и удорожанию изделий.Известен способ 6, по которому для КОМПОЗИЦИИ усадки полимерного материала в крупногабаритных и толстостенных изделиях в процессе охлаждения отливки в литьевой форме в зону передачи давления подводится направленный тепловой поток. Как и в предыдущем случае, реализация способа сопряжена с повышением затрат на проектирование и изготовление технологической оснастки.Минимизировать внутренние напряжения и усадку в крупногабаритных изделиях позволяет использование способа 7, основанного на использовании многократного впрыска под давлением расплава полимера в оформляющую полость литьевой формы. Его сущность состоит в том, что кроме первого (основного) впрыска осуществляют несколько дополнительных впрысков в литьевую форму под таким же высоким давлением, как и при первом впрыске. Использование данного способа требует усложнения конструкции перерабатывающего оборудования и технологической оснастки.Наиболее близким по технической сущности и достигаемому эффекту к заявляемому техническому решению (прототипом) является способ 8 получения крупногабаритных пластмассовых изделий, основанный на генерировании дозы расплава полимерного материала и подаче ее в раскрытую оформляющую полость охлаждаемой до температуры 2030 С пресс-формы, и последующем прессовании расплава под давлением. Данный способ характеризуется простотой конструктивного исполнения технологической оснастки, возможностью рационального сочетания в едином технологическом цикле различного технологического оборудования и методов переработки полимерных материалов экструдера и экструзионной технологии для пластикации полимерного расплава и его дозированной подачи в оформляющую полость, пресса и прессовой технологии для формования изделия. Недостатками данного способа являются неудовлетворительное качество поверхности изделий, обусловленное неудовлетворительной формуемостью (плохим затеканием расплава в оформляющую полость), наличие короблений и пониженные показатели механических свойств материала в изделии, обусловленные дефектностью поверхности последнего, ухудшение формуемости при переработке материалов на базе смесей разнородных полимеров. Указанные недостатки ограничивают практическую применимость способа 8.Задачей предлагаемого изобретения является улучшение формуемости изделий, повышение показателей их прочностных свойств, снижение степени дефектности поверхностных слоев изделий.Решение поставленной задачи достигается тем, что в способе получения крупногабаритных пластмассовых изделий из термопластичного полимерного материала на основе смеси полимеров путем подачи его расплава в раскрытую оформляющую полость пресс-формы и последующего прессования под давлением, согласно изобретению, температуру формующих элементов пресс-формы Тф в момент подачи расплава выбирают из интервалаТнс 5 Тф ТХ , где ТНС - температура начала расстекловывания аморфной фазы полимерного материала Тх - характеристическая температура, равная температуре кристаллизации ТКр для кристаллизующегося полимерного материала или температуре перехода жидкость-жидкость Тц для аморфного полимерного материала, причем для материала на основе смеси совместимых полимеров используют значения Тнс и Тх, соответствующие характерным для этой смеси Тнс и Тд для материала на основе смеси, по меньшей мере, двух несовместимых полимеров, один из которых образует дисперсионную среду, а остальные - дисперсную фазу,значения Тнс и ТХ принимают равными соответствующим температурам полимера, образующего дисперсионную среду а для материала на основе смеси, по меньшей мере, двух несовместимых полимеров, каждый из которых образует дисперсионную среду, значения Тнс и Тх принимают равными соответствующим температурам полимера, обладающего наибольшими величинами данных температур.Для подтверждения эффективности предлагаемого Изобретения проводят серию сравнительных экспериментов.При этом используют следующие Материалы аморфный термопласт - поликарбонат дифлон (ПК), марка ПК-2 (ТУ 6-05-1668-80, Тс 149 С, Тнс 121 С, Ты 179 С (здесь и далее значения Тс и Тнс определяют экспериментально методом релаксационной спектрометрии в соответствии с методикой 9, при использовании прибора (релаксометра), работающего по принципу обратного крутильного маятника экспериментальные образцы при этом представляют собой с пластины размером 5 О 51 мм, полученные литьем под давлением, частота колебаний маятника составляет 1 Гц величину Ты рассчитывают по формуле Ты 1,2 - Тс 1 О) кристаллизующийся термопласт - полиамид 6 (ПА 6) марки 210/310 (ОСТ 6-06-С 9-83), Тс 65 С, Тнс 40 С Ткр 185 С, температура плавления Тпд 220 С бинарную смесь несовместимых термопластов ПК и ПА 6 (ПК/ПА 6), в которой при концентрации ПА 6 10 мас. (смесь ПК/ПА 6-1 О ) ПК образует дисперсионную среду и при концентрации ПА 6, равной 50 мас. (смесь ПК/ПА 6-50 ), оба компонента образуют дисперсионную (непрерывную) среду тройные смеси несовместимых полимеров полибутилентерефталат/поликарбонат - 20 /бутандиеннитрильный каучук - 7(ПК/ПБТ-2 О /БНКС-7 ), в которой ПК образует дисперсионную среду, а ПБТ и БНКС дисперсную фазу (в экспериментах использованы ПБТ, ТУ РБ 70011748.171-2000,Те 55 С, Тнс 12 С, ТПЛ 222 С, ТКр 186 С БНКС-18, ТУ 38.3 О 313-98, содержащий 18 мас. нитрила акриловой кислоты, Тс -55 С Тнс -66 С, Ты -44 С), а также смесь ПК/ПБТ-45 /БНКС-7 , в которой ПК и ПБТ образуют дисперсионную среду, а БНКС дисперсную фазу смесь совместимых термопластов - ПК и полибутилентерефталатполитетраметиленоксидного блок-сополимера марки беласт Б-2,5, ТУ РБ 70011748.1712000, Тс -38 С, Тпд 210 С, концентрация Б-2,5 равна 75 мас. (смесь Б-2,5/ПК-25 ,Тс 56 С, ТНС 35 С, Т 11 67 С). Согласно работе 11 в смеси Б-2,5/ПК-25 компоненты совместимы (взаимно растворимы) и данная смесь характеризуется следующими едиными значениями температур релаксационных переходов.Приготовление смесевых композиций осуществляют путем соэкструзии полимерных компонентов в расплаве на однощнековом экструдере (диаметр щнека 36 мм,Ь В 17 1), снабженном статическим смесителем, конструкция которого описана в работе 12. Температуру соэкструзии для смесей принимают равной 240 С. После соэкструзии экструдат в виде стренг подвергают охлаждению в водяной ванне и гранулируют. Полученный гранулят из смеси компонентов используют для получения экспериментальных образцов.Температуру плавления (кристаллизации) исходных компонентов и смесевых композиций определяют экспериментально методом дифференциальной сканирующей калориметрии (микрокалориметр ДСМ-10 М производства Института биологического приборостроения РАН, г. Пущино, РФ) при массе навески 7 мг и скорости сканирования по температуре 16 С/мин.Примеры вариантов реализации известного и заявляемого способов с указанием использованных материалов, технологии получения, методик испытания модельных образцов и данных, характеризующих показатели свойств образцов приведены в таблице.Согласно примерам 1-5 получают экспериментальные образцы в соответствии с технологией прототипа. В качестве материалов используют бинарные смеси несовместимых полимеров - ПК/ПА 6-10 (в этой смеси ПК образует дисперсионную (непрерывную) среду, а ПА 6, вводимый в концентрации 10 мас. , является дисперсной фазой), ПК/ПА 650 (обе фазы непрерывны) тройные смеси несовместимых полимеров ПК/ПБТ 20 /БНКС-7 (ПК - дисперсионная среда, ПБТ и БНКС - дисперсная фаза) смесь совместимых полимеров - беласт Б-2,5/ПК-25 (беласт Б-2,5 - непрерывная среда, ПК дисперсная фаза).Для получения экспериментальных образцов ИСПОЛЬЗУЮТ специальную технологическую оснастку (пресс-форму), состоящую из обогреваемой приемной камеры для полимерного расплава и матриц, позволяющих получать следующие типы образцов спираль,имеющую сечение в виде полукруга с диаметром 4 мм и максимальной длиной 100 мм и метками для определения длины затекания расплава в пресс-форму лопатку типа 5 (ГОСТ 11262-80) для испытаний методом растяжения диск диаметром 30 мм и толщиной 2 мм для определения коробления. Последовательность выполнения работ при получении экспериментальных образцов следующая. Все материалы в виде гранул перед переработкой подвергают сущке при 100 1 5 С в течение 24 ч. Затем их пластицируют при температуре расплава, указанной в таблице, в червячном пластикаторе термопластавтомата ДГ 322116 П (объем впрыска 16 см 3). После этого расплав выдавливают в обогреваемую приемную камеру пресс-формы, нагретую до температуры, соответствующей указанной в таблице, и прессуют при давлении 70 12 МПа и температуре формующих элементов пресс-формы, указанной в таблице. По истечении длительности прессования (значения длительности прессования определены исходя из минимального времени, необходимого для получения качественных отпрессовок с наименьщим короблением) пресс-форму раскрывают и извлекают образец. Испытания образцов осуществляют через сутки после изготовления. Длину затекания расплава определяют сразу же после раскрытия прессформь 1. Для этого на пресс-форме нанесены метки по всей длине спирали на расстоянии 10 мм друг от друга. Прочность при разрыве определяют на образцах в виде лопаток в соответствии с ГОСТ 11262-80. Коробление определяют на образцах в виде дисков. Последние используют также для определения щероховатости поверхности от прессовых(Шероховатость поверхности оформляющих полостей пресс-формы не превышала 0,2 мкм). Шероховатость определяют с помощью профилографа, снабженного компьютерной системой обработки изображения.Отличаются от примеров 1-5 тем, что в качестве материалов для получения экспериментальных образцов взяты бинарная - ПКША 6-10 и тройная - ПК/ПБТ-20 /БНКС-7 смеси несовместимых полимеров, в которых ПК является дисперсионной средой, а остальные компоненты образуют дисперсную фазу. Значения Тф при получении образцов принимают в соответствии с п. 2 формулы изобретения равными ТНС ПК (121 С) и Тд ПК(179 С). Примеры приведены для экспериментального подтверждения п. 2 формулы изобретения.Отличаются от примеров 6-8 и 11, 12 тем, что в смесевых композициях ПК/ПА 6-50(бинарная смесь) и ПК/ПБТ-45 /БНКС-7 (тройная смесь) соответственно ПК с ПА 6 и ПК с ПБТ образуют дисперсионную среду. Обе смеси являются смесями несовместимых компонентов. Значения Тф при получении образцов из данных смесей выбираются исходя из условий, оговоренных в п. 3 формулы изобретения.Отличаются от примеров 6-8 и 11, 12 тем, что в качестве материала для получения образцов используют совместимую смесь Б-2,5/ПК-25 . Для этой смеси характерно наличие единой Тс 56 С. Значение Тф при получении экспериментальных образцов вь 1 бирается, исходя из условия, оговоренного в п. 4 формулы изобретения. Данные примеры служат экспериментальным подтверждением упомянутого пункта формулы изобретения.Отличаются от примеров 9-10 и 15, 16 тем, что Тф имеет значения, отличные от оптимальных, оговоренных в п. 1 формулы изобретения.Анализ экспериментальных данных, представленных в таблице, позволяет сделать следующие выводы
МПК / Метки
МПК: B29C 45/78, C08J 5/00
Метки: крупногабаритных, изделий, способ, получения, пластмассовых
Код ссылки
<a href="https://by.patents.su/8-11656-sposob-polucheniya-krupnogabaritnyh-plastmassovyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Способ получения крупногабаритных пластмассовых изделий</a>
Способ получения изделий из лигнопластика
Номер патента: 5308
Опубликовано: 30.06.2003
Авторы: Якимцов Владимир Петрович, Капустина Инна Борисовна
МПК: B29C 71/04, C08J 5/00, C08L 97/00...
Метки: изделий, получения, способ, лигнопластика
Текст:
...изделия, кроме того, довольно хрупкие, прочность и твердость их невысокая. Задача изобретения - снижение водопоглощения и повышение механической прочности и твердости изделий из лигнопластика. Поставленная задача достигается тем, что в способе получения изделий из лигнопластика,включающем смешение гидролизного лигнина с полиэтиленом и последующее прессование полученной смеси в качестве полиэтилена используют порошкообразный полиэтилен...
Способ получения изделий из стеклонаполненного поликарбоната или отходов на его основе
Номер патента: 901
Опубликовано: 15.12.1995
Авторы: Каплан Марк Борисович, Песецкий Степан Степанович, Старжинский Виктор Евгеньевич, Коваль Василий Николаевич, Федоров Владимир Дмитриевич, Путилина Александра Ивановна, Брегман Яков Исаакович
МПК: C08L 69/00
Метки: или, основе, получения, изделий, отходов, стеклонаполненного, поликарбоната, способ
Текст:
...ма ки ПМФС-4 0,5 2. Операции 2.1. Термообработка- длительность, ч 1 12 24 12 1 24 12 12 12 12 12 1 12 24 0,5 28 12 12 0,5 28 12 2.2 Экструдирование при темпера- ту е, С 150 270 280 3. Показатели свойств изделий 3.1. Извлвкаемость из оформляю- не не нещей полости фермы без смазки извлмзвл. уд. лор. хор. хор. уд. хор. хор. хор. хор. ул. хор. хор. хор. хор. хор. уд. хор. хор. нвуд. хор. извл. хор. хор. хор. уд.3.2. Предел текучести при...
Способ получения монолитных изделий
Номер патента: 3302
Опубликовано: 30.03.2000
Авторы: Федосюк Валентин Александрович, Говако Евгений Михайлович, Вечер Алим Александрович, Курневич Геннадий Иванович, Геращенко Сергей Васильевич, Иванов Василий Игнатович
МПК: C01B 31/04
Метки: получения, изделий, монолитных, способ
Текст:
...Прессование уплотненных частиц в монолитные изделия осуществляют при давлении 15,0-80,0 МПа. Прессование уплотненных частиц в монолитные изделия сложной геометрической формы с плотностью 0,5-2,0 г/см 3 проводят в глухой матрице с приложением давления в одноосевом направлении. Прессование проводят в глухой матрице с многоосевым приложением давления. Прессование уплотненных частиц проводят с помощью вальцов с получением в качестве...
Способ получения минеральных формованных изделий
Номер патента: 7638
Опубликовано: 30.12.2005
Авторы: БАЙЕР Роланд, БУРЧЕР Вольфганг
МПК: B28B 3/20, C04B 28/18
Метки: формованных, способ, получения, изделий, минеральных
Текст:
...изобретением задача решается способом, в котором смесь сырья из минеральных составляющих и, по крайней мере, одного вещества, содержащего кальций, которое может взаимодействовать с фазами гидрата силиката кальция, по крайней мере, одного пластификатора, воды и, в случае необходимости, наполнителей, смешивают до пластификации, затем в случае необходимости размалывают или разминают, конденсируют в червячном экструдере и проводят формование...
Способ обработки пластмассовых материалов
Номер патента: 3025
Опубликовано: 30.09.1999
Автор: Джордано МАРИАНИ и Лиция Синзия МАРИАНИ
МПК: B29B 7/28, B29B 17/00
Метки: пластмассовых, материалов, способ, обработки
Текст:
...измельченной форме и, по крайней мере, один твердый материал, который не смешивается с термопластичными полимерами или сополимерами. Затем осуществляют, по крайней мере, одну стадию фильтрования полученного продукта для отделения его от частиц материала, отличного от однородного термопластичного материала, которые диспергированы в этом последнем материале. Способ в соответствии с изобретением можно осуществлять непрерывно или периодически,...
Предыдущий патент: Установка для непрерывного литья полос
Следующий патент: Способ оценки активности гербицидов
Случайный патент: Фронтальная косилка