Армирующий металлический корд, способ изготовления корда, устройство для изготовления корда, пневматическая шина (варианты)
Текст
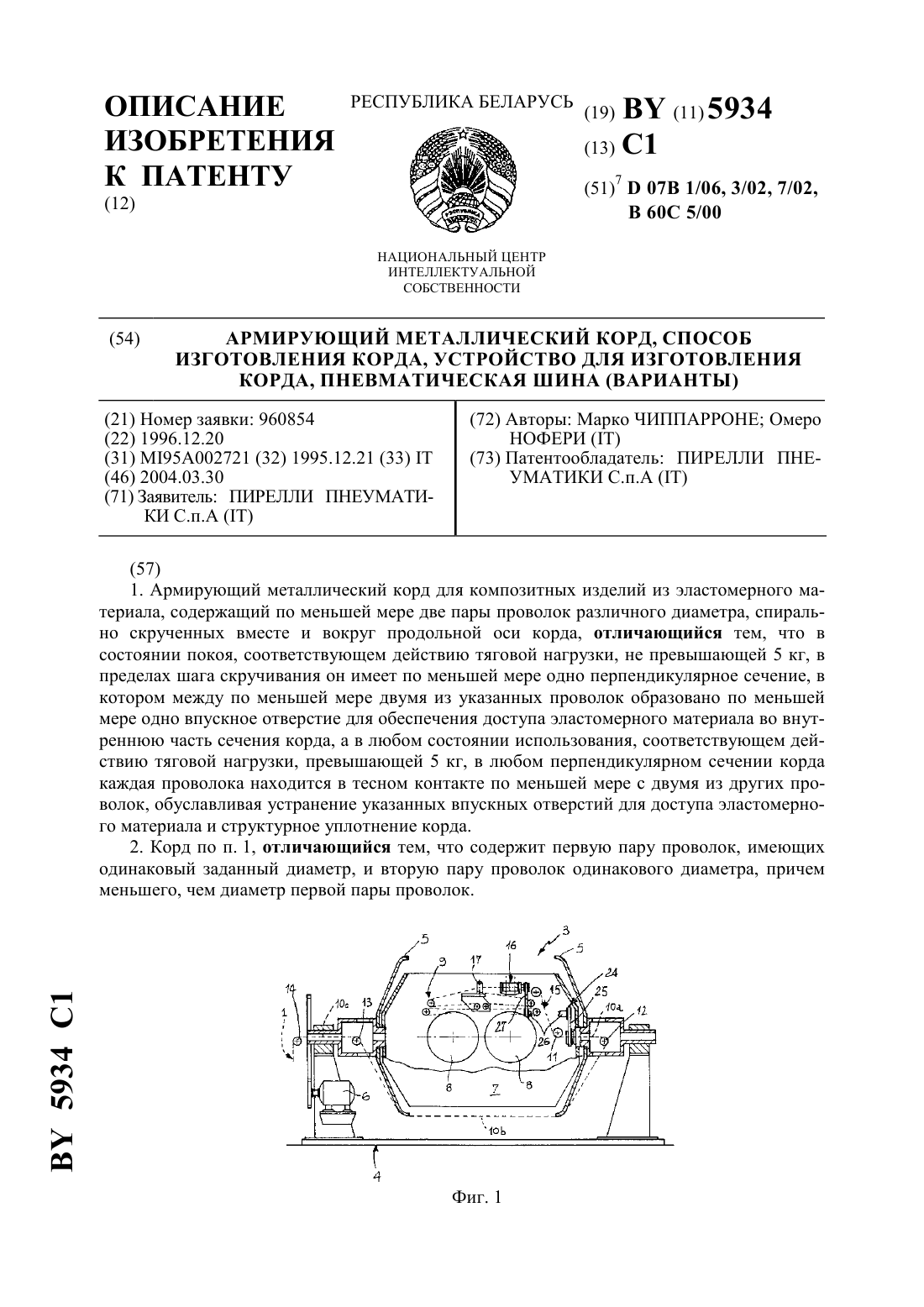
60 5/00 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ АРМИРУЮЩИЙ МЕТАЛЛИЧЕСКИЙ КОРД, СПОСОБ ИЗГОТОВЛЕНИЯ КОРДА, УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОРДА, ПНЕВМАТИЧЕСКАЯ ШИНА (ВАРИАНТЫ)(71) Заявитель ПИРЕЛЛИ ПНЕУМАТИКИ С.п.А(72) Авторы Марко ЧИППАРРОНЕ Омеро НОФЕРИ(73) Патентообладатель ПИРЕЛЛИ ПНЕУМАТИКИ С.п.А(57) 1. Армирующий металлический корд для композитных изделий из эластомерного материала, содержащий по меньшей мере две пары проволок различного диаметра, спирально скрученных вместе и вокруг продольной оси корда, отличающийся тем, что в состоянии покоя, соответствующем действию тяговой нагрузки, не превышающей 5 кг, в пределах шага скручивания он имеет по меньшей мере одно перпендикулярное сечение, в котором между по меньшей мере двумя из указанных проволок образовано по меньшей мере одно впускное отверстие для обеспечения доступа эластомерного материала во внутреннюю часть сечения корда, а в любом состоянии использования, соответствующем действию тяговой нагрузки, превышающей 5 кг, в любом перпендикулярном сечении корда каждая проволока находится в тесном контакте по меньшей мере с двумя из других проволок, обуславливая устранение указанных впускных отверстий для доступа эластомерного материала и структурное уплотнение корда. 2. Корд по п. 1, отличающийся тем, что содержит первую пару проволок, имеющих одинаковый заданный диаметр, и вторую пару проволок одинакового диаметра, причем меньшего, чем диаметр первой пары проволок. 5934 1 3. Корд по п. 2, отличающийся тем, что в пределах каждого шага скручивания в состоянии покоя он имеет по меньшей мере одно перпендикулярное сечение, в котором проволоки второй пары расположены на одной и той же стороне относительно направления(-), соединяющего центры проволок первой пары, и по меньшей мере одно перпендикулярное сечение, в котором проволоки второй пары расположены на противоположных сторонах относительно указанного направления (-), соединяющего центры проволок первой пары. 4. Корд по п. 2, отличающийся тем, что в пределах каждого шага скручивания в условиях использования он имеет по меньшей мере одно перпендикулярное сечение, в котором проволоки второй пары расположены на одной и той же стороне относительно направления (-), соединяющего центры проволок первой пары, и по меньшей мере одно перпендикулярное сечение, в котором проволоки второй пары расположены на противоположных сторонах относительно указанного направления (-), соединяющего центры проволок первой пары. 5. Корд по п. 2, отличающийся тем, что в одном и том же перпендикулярном сечении, посредством прогрессивного изменения тяговой нагрузки от 0 до 5 кг, проволоки второй пары попеременно переходят из одного положения, в котором они обе расположены на одной и той же стороне относительно направления (-), соединяющего центры проволок первой пары, в положение, в котором они расположены на противоположных сторонах относительно указанного направления (-). 6. Корд по п. 2, отличающийся тем, что проволоки первой пары имеют диаметр в диапазоне от 0,20 мм до 0,40 мм, тогда как проволоки второй пары имеют диаметр в диапазоне от 0,12 мм до 0,30 мм. 7. Корд по п. 6, отличающийся тем, что разность между диаметрами первой и второй пар проволок находится в диапазоне от 0,02 до 0,10 мм. 8. Способ изготовления армирующего металлического корда, в частности, для композитных изделий из эластомерного материала, содержащего проволоки, спирально скрученные вместе и вокруг продольной оси корда, включающий предварительное формование множества проволок изгибанием вдоль их продольной оси для сообщения постоянной остаточной деформации и укладку проволок вместе посредством попарного спирального скручивания вокруг продольной оси корда, отличающийся тем, что перед предварительным формованием проволоки подвергают кручению вокруг их собственных осей для нейтрализации напряжения кручения, вызванного в этих проволоках на стадии укладки, так, чтобы они подвергались предварительному формованию в отсутствие внутренних напряжений кручения. 9. Способ по п. 8, отличающийся тем, что силы кручения проволок вокруг собственных осей равны по величине и противоположны по направлению силе попарного спирального скручивания, проводимого на проволоках при укладке. 10. Способ по п. 8, отличающийся тем, что предварительное формование выполняют направлением отдельных проволок, расположенных параллельно и компланарно относительно друг друга, по соответствующим путям предварительного формования, каждый из которых имеет специфический радиус кривизны. 11. Способ по п. 10, отличающийся тем, что предварительное формование регулируют изменением тягового усилия, прилагаемого к отдельным проволокам вдоль соответствующих путей предварительного формования. 12. Устройство для изготовления армирующих металлических кордов, используемых,в частности, в композитных изделиях из эластомерного материала, содержащее опорную конструкцию, импеллер, соединенный с опорной конструкцией и приводимый во вращение вокруг своей оси вращения, гондолу, соединенную с опорной конструкцией с возможностью колебания вокруг оси, совпадающей с осью вращения импеллера, подающее средство, установленное на гондоле для подачи множества проволок от соответствующих 2 5934 1 подающих катушек, причем проволоки направлены на импеллер по пути укладки, имеющему первый и второй концевые участки, совпадающие с осью вращения импеллера, и центральный участок, отстоящий на определенном расстоянии от указанной оси вращения, по меньшей мере один предварительный формователь, соединенный с гондолой и воздействующий на части проволок перед первым концевым участком пути укладки, отличающееся тем, что содержит по меньшей мере один крутильный механизм, смонтированный на гондоле и воздействующий по меньшей мере на одну из проволок в ее части перед предварительным формователем для сообщения каждой проволоке напряжений кручения вокруг ее собственной оси для нейтрализации внутренних напряжений кручения, вызываемых в проволоках под действием скручивания, производимого импеллером. 13. Устройство по п. 12, отличающееся тем, что крутильный механизм содержит несущий каркас, жестко соединенный с гондолой, вращающийся каркас, соединенный с несущим каркасом с возможностью вращения вокруг оси, по существу совпадающей с одним участком пути подачи проволок перед предварительным формователем, и пару наматывающих роликов, вращаемых вращающимся каркасом вокруг параллельных осей,причем указанные проволоки последовательно намотаны вокруг первого и второго наматывающих роликов в соответственно противоположных направлениях, движущее средство для приведения вращающегося каркаса во вращение в направлении, противоположном направлению вращения импеллера. 14. Устройство по п. 13, отличающееся тем, что движущее средство кинематически соединяет вращающийся каркас с импеллером таким образом, что вращение вращающегося каркаса коррелирует с вращением импеллера. 15. Устройство по п. 13, отличающееся тем, что движущее средство приводит в действие крутильный механизм с частотой вращения, вдвое большей, чем частота вращения импеллера. 16. Устройство по п. 12, отличающееся тем, что предварительный формователь содержит множество мест установки проволок для предварительного формования, каждое из которых размещено с возможностью введения в него соответствующей проволоки. 17. Устройство по п. 16, отличающееся тем, что предварительный формователь включает направляющий ролик, а места установки проволок для предварительного формования выполнены в виде кольцевых желобков, образованных в этом ролике. 18. Устройство по п. 17, отличающееся тем, что каждый из кольцевых желобков имеет ширину, фактически равную диаметру соответствующей проволоки, и имеет нижнюю часть полукруглого профиля, ось которой компланарна осям нижних частей других кольцевых желобков. 19. Пневматическая шина для колес транспортного средства, содержащая каркас в форме тора, имеющий верхнюю часть, две аксиально противолежащие боковины, заканчивающиеся в радиально внутреннем направлении соответствующими бортами для прикрепления шины к соответствующему крепежному ободу, причем каждый из бортов армирован по меньшей мере одним кольцевым металлическим сердечником, причем каркас содержит по меньшей мере один слой из прорезиненной ткани, концы которого обернуты вокруг кольцевых металлических сердечников, и другие армирующие элементы,полосу протектора, расположенную кверху и отлитую с рельефным рисунком, предназначенную для контакта с дорогой при эксплуатации шины, и ременную конструкцию, расположенную между полосой протектора и по меньшей мере одним слоем каркаса, и содержащую одну или более полосок из прорезиненной ткани, армированных текстильными или металлическими кордами, имеющими разный наклон в соответствующих полосках относительно кольцевого направления шины, отличающаяся тем, что содержит по меньшей мере один армирующий структурный элемент из прорезиненной ткани, включающий металлические корды в соответствии с любым из пп. 1-7. 5934 1 20. Пневматическая шина для колес транспортного средства, содержащая каркас в форме тора, имеющий верхнюю часть, две аксиально противолежащие боковины, заканчивающиеся в радиально внутреннем положении соответствующими бортами для прикрепления шины к соответствующему крепежному ободу, причем каждый из бортов армирован по меньшей мере одним кольцевым металлическим сердечником, причем каркас содержит по меньшей мере один кольцевой слой из прорезиненной ткани, концы которого обернуты вокруг кольцевых металлических сердечников, и другие армирующие элементы, полосу протектора, расположенную кверху и отлитую с рельефным рисунком,предназначенную для контакта с дорогой при эксплуатации шины, и ременную конструкцию, расположенную между полосой протектора и по меньшей мере одним слоем каркаса,и содержащую две полоски из прорезиненной ткани, радиально наложенные друг на друга, практически такой же величины, что и протектор, взаимно зигзагообразные на концах,армированные металлическими кордами, расположенными параллельно друг другу в каждой полоске и симметрично пересекающими корды в соседней полоске, относительно экваториальной плоскости шины, отличающаяся тем, что армирующие корды содержат по меньшей мере две пары проволок разного диаметра, спирально скрученных вместе и вокруг продольной оси корда, причем в состоянии покоя, соответствующем действию тяговой нагрузки, не превышающей 5 кг, на протяжении шага скручивания имеют по меньшей мере одно перпендикулярное сечение, в котором между по меньшей мере двумя из этих проволок образовано по меньшей мере одно впускное отверстие для обеспечения доступа эластомерного материала к внутренней части сечения корда, а при тяговой нагрузке, превышающей 5 кг, в каждом перпендикулярном сечении корда каждая проволока находится в тесном контакте с по меньшей мере двумя другими проволоками, что обусловливает устранение впускных отверстий для доступа эластомерного материала и структурное уплотнение корда, при этом армирующие корды расположены наклонно относительно кольцевого направления шины под углом, выбираемым из диапазона от 18 до 26 и распределены в каждой полоске с густотой от 80 до 120 кордов на дециметр.(56)0168857 1, 1986.2034363 , 1980.4337596 , 1995.5020312, 1991. Данное изобретение касается армирующего металлического корда для использования, в частности, в изделиях из эластомерно-матричного композиционного материала, в частности в пневматических шинах, содержащего множество элементарных (первичных) проволок, скрученных вместе вокруг продольной оси корда, который, при любом условии растягивания с тяговой нагрузкой, не превышающей 5 кг, в пределах шага скручивания имеет, по меньшей мере, одно перпендикулярное сечение, в котором между по меньшей мере двумя из указанных проволок образовано по меньшей мере одно впускное отверстие для обеспечения доступа эластомерного материала во внутреннюю часть сечения корда, а в любом состоянии использования, соответствующем действию тяговой нагрузки, превышающей 5 кг, в любом перпендикулярном сечении корда каждая проволока находится в тесном контакте по меньшей мере с двумя из других проволок, обуславливая устранение указанных впускных отверстий для доступа эластомерного материала и структурное уплотнение корда. Данное изобретение также касается способа изготовления корда, причем этот способ предусматривает стадии формование множества элементарных (первичных) проволок изгибанием вдоль их продольной оси для сообщения постоянной остаточной деформации и укладку проволок вместе путем попарного спирального скручивания вокруг продольной оси корда. 4 5934 1 Изобретение далее касается устройства для изготовления корда, причем это устройство содержит опорную конструкцию импеллер, соединенный с опорной конструкцией и приводимый во вращение вокруг своей оси вращения гондолу, соединенную с опорной конструкцией с возможностью колебания вокруг оси, совпадающей с осью вращения импеллера подающее средство, установленное на гондоле для подачи множества проволок от соответствующих подающих катушек, причем проволоки направлены на импеллер по пути укладки (скручивания), имеющему первый и второй концевые участки, совпадающие с осью вращения импеллера, и центральный участок, отстоящий на определенном расстоянии от указанной оси вращения по меньшей мере один предварительный формователь, соединенный с гондолой и воздействующий на часть проволок перед первым концевым участком пути укладки (скручивания). Рассматриваемый корд задуман, в частности, для применения в изготовлении компонентов шин для автомобилей, например, таких как армирующие и/или ременные слои, но он может быть также легко применен для изготовления других изделий, таких как трубки для газов высокого давления, ремни, конвейерные ленты или любое другое изделие из композиционного материала на основе эластомера. Металлические корды, обычно применяемые в качестве укрепляющей (армирующей) конструкции для производства изделий из эластомерного материала, по существу содержат множество проволок, спирально скрученных вокруг оси, совпадающей с продольной осью корда. Обычно корды такого типа изготовляются укладочной машиной типа так называемого двойного скручивания, снабженной импеллером, связанном с опорной конструкцией и приводимым во вращение при помощи двигателя, а также так называемой гондолой, соединенной с опорной конструкцией с возможностью колебания вокруг оси, совпадающей с осью вращения импеллера. Гондола несет множество подающих катушек, на которые предварительно были намотаны проволоки, которые посредством подающих и направляющих элементов захватываются и направляются на импеллер по заданному пути скручивания (укладки). Этот путь скручивания имеет первый концевой участок, совпадающий с осью вращения импеллера, центральный участок, проходящий через импеллер таким образом, что он отстоит на определенном расстоянии от оси вращения, и второй концевой участок, опять совпадающий с указанной выше осью вращения. Вращение импеллера, во время двух последовательных стадий и в концевых участках пути скручивания, вызывает закручивание проволок и, как результат, формование корда, в соответствии с шагом спиральной обмотки, зависящим от отношения, существующего между скоростью вращения импеллера и скоростью вытягивания проволок под действием собирающего элемента, обычно расположенного после укладывающей машины, непосредственно на полученном корде. Обычно перед скручиванием проволоки подвергают стадии предварительного формования посредством прохождения через устройство предварительного формования, сообщающего проволокам постоянную остаточную деформацию изгибания для того, чтобы способствовать последующей компоновке проволок в форме спирали для обеспечения поддержания структурной компактности корда. Далее, для исключения опасности того, что корды могут подвергаться нежелательным явлениям коррозии, как только они вводятся в шину или другое изделие из эластомерного материала, важнейшее значение имеет то, что проволоки, образующие корды, должны быть полностью закрыты по всей длине их поверхности эластомерным материалом, в который включен сам корд. Вышеуказанный результат, который тем труднее достичь, чем больше структурная сложность корда, нельзя получить легко даже в том случае, когда корды имеют небольшое количество проволок, причем это решение, благодаря легкому весу проволок, представляет особый интерес в технологии производства автомобильных шин. 5934 1 Указанная трудность происходит из того факта, что для придания корду необходимой геометрической и структурной стабильности проволоки обычно тесно спрессованы в контакте друг с другом таким образом, чтобы ограничивать одну или более замкнутых полостей,простирающихся продольно внутри корда. Очевидно, что эти полости не могут быть легко доступными для эластомерного материала во время обычных стадий прорезинивания корда. Например в случае, когда в результате разрезов или проколов шины, или по какойлибо другой причине, влага и другие внешние агенты могут проникать в эти полости, неизбежно имеет место быстрый процесс коррозии проволок, вплоть до нанесения ущерба структурной прочности корда и шины в целом. В попытке преодолеть эту проблему предлагались так называемые набухшие корды,то есть корды, в которых проволоки (обычно в числе трех-пяти) всегда поддерживаются на расстоянии друг от друга во время стадии прорезинивания (вулканизации), проводимой известными способами, которые поддерживают тяговую нагрузку, прилагаемую к корду,при величинах, не превышающих пяти килограммов. Пример таких кордов приведен в патенте Италии 1 099 869 того же заявителя. Результат полного прорезинивания проволок, таким образом, достигается, но корды этого типа имеют некоторые проблемы при использовании, заключающиеся в том, что проволоки удерживаются на расстоянии друг от друга также, когда корд подвергается сильному растягивающему напряжению во время производства шин, и когда шина используется при езде. Это вызывает нежелательную геометрическую и структурную нестабильность корда в целом, что очень вредно для поведения шин при их эксплуатации. В другом варианте предлагались корды, которые также имеют небольшое число проволок, в которых, по меньшей мере, одна проволока деформирована таким образом, что она приобретает конфигурацию ломаной линии, как, например, корды, описанные в патенте США 5 020 312. В этом случае непрерывный контакт между по меньшей мере двумя соседними проволоками вдоль продольной оси корда становится невозможным, в результате чего сохраняются разделительные зоны между этими двумя проволоками, то есть отверстия для впуска прорезинивающего материала при каждом сгибе в виде зигзага этой проволоки. Недостатком этого типа кордов является уменьшение значения усталостной прочности и вытекающее отсюда снижение в уровне качества шины. Наконец предлагалось использование так называемых кордов с двумя диаметрами, то есть кордов, имеющих две пары проволок, причем диаметр проволоки одной пары подходящим образом отличается от диаметра проволоки другой пары. В этой связи публикация 22404 указывает на то, что такой корд при получении обычными укладочными машинами вышеописанного типа двойного скручивания заменяет важную центральную полость, которая образуется внутри кордов, снабженных четырьмя или пятью проволоками одного и того же диаметра, двумя противостоящими полостями значительно уменьшенных размеров, которые могут более легко заполняться эластомерным материалом, применяемым для прорезинивания. Несмотря на это уменьшение размера, эти полости во всех случаях замкнуты. Это состояние затрудняет проникновение эластомерного материала во внутренние области сечения корда. В патенте ЕР 0 168 857 описан металлический корд, для изготовления которого одну пару проволок одинакового диаметра и вторую пару проволок меньшего диаметра подают к обычной укладочной машине (с внутренним собиранием проволок) после прохождения через кольцевую предварительно формующую головку, где проволоки первой и второй пар следуют по отдельным путям для предварительного формования, отличным друг от друга. Полученный таким образом корд имеет пару проволок большего диаметра,скрученных спирально вместе во взаимном контакте друг с другом, тогда как каждая из проволок 5934 1 второй пары вставлена между двумя проволоками первой пары и расположена параллельно ей, но с сохранением подходящего расстояния от нее. В этом способе присутствие замкнутых полостей в поперечном сечении корда исключается, и в результате достигается полное покрытие проволок эластомерным материалом,применяемым во время стадии прорезинивания. Однако проволоки меньшего диаметра удерживаются на расстоянии от проволок большего диаметра также когда корд подвергается растягивающему напряжению в условиях использования, что, как и в случае набухших кордов, будет обусловливать определенную геометрическую и структурную нестабильность корда в целом, которая является нежелательной. Кроме того, очень трудно придать корду точную и правильную геометрическую конфигурацию в каждой точке его продольного протяжения, в котором постоянство взаимного расположения проволок в корде обеспечивается конкретным типом применяемого предварительного формователя, но расстояние проволок меньшего диаметра от проволок большего диаметра имеет тенденцию произвольно изменяться в различных точках его продольного протяжения, как в условиях покоя, так и в условиях использования корда. Согласно данному изобретению было обнаружено, что путем использования предварительного формователя роликового типа и расположения перед предварительным формователем скручивающего устройства, приспособленного для предварительной стадии обработки проволок, включающей в себя последовательные операции скручивания и раскручивания, можно получить конечный корд, имеющий проволоки, расположенные в произвольном порядке в поперечном сечении, в котором при условиях покоя, то есть при условиях слабого натяжения, для витка (шага укладки) имеется по меньшей мере одно входное отверстие для эластомерного материала, так чтобы обеспечить полное покрытие проволок во время стадии прорезинивания и в то же самое время исключить внутреннее напряжение при кручении для облегчения последующих рабочих операций с полузаконченными продуктами и/или производства изделий, содержащих такие корды после этого,во время операции вулканизации изделия и его практического применения, корд подвергается высоким напряжениям растягивания, более высоким, чем напряжения, используемые в стадии прорезинивания кордов, каждая проволока находится в контакте по меньшей мере с двумя другими проволоками с образованием замкнутой и компактной структуры корда с превосходной геометрической стабильностью. Конкретно, изобретение касается металлического армированного корда для применения, в частности, в изделиях из эластомерно-матричного композиционного материала. Корд характеризуется тем, что при любом условии натягивания с тяговой нагрузкой, не превышающей пяти килограммов в пределах шага скручивания, он имеет, по меньшей мере, одно перпендикулярное сечение, в котором между по меньшей мере двумя проволоками образовано по меньшей мере одно впускное отверстие, обеспечивающее доступ эластомерного материала во внутреннюю часть сечения корда, в то время как при использовании, с тяговыми нагрузками, превышающими пять килограммов, в любом перпендикулярном сечении корда, каждая проволока находится в тесном контакте по меньшей мере с двумя другими проволоками, что вызывает устранение впускных отверстий для доступа эластомерного материала и структурное уплотнение самого корда. Более детально, такой корд содержит первую пару проволок, имеющих одинаковый заданный диаметр, и вторую пару проволок, имеющих одинаковый меньший диаметр, чем первая пара проволок. Согласно данному изобретению, корд, в пределах каждого шага скручивания в состоянии покоя (тяга менее 5 кг), так и при рабочих условиях, имеет одно перпендикулярное сечение, в котором проволоки второй пары расположены на одной и той же стороне по отношению к направлению, соединяющему центры первой пары проволок, и по меньшей мере одно перпендикулярное сечение, в котором проволоки второй пары расположе 7 5934 1 ны на противоположных сторонах по отношению к направлению, соединяющему центры проволок второй пары. Также обеспечено то, что в одном и том же перпендикулярном сечении, посредством прогрессивного изменения приложенной тяговой нагрузки от 0 до 5 кг, проволоки второй пары попеременно переходят из одного положения, в котором они обе расположены на одной и той же стороне по отношению к направлению, соединяющему центры проволок первой пары, в положение, в котором они расположены, соответственно, на противоположных сторонах относительно этого направления. Предпочтительно, проволоки первой пары имеют диаметр между 0,20 мм и 0,40 мм,тогда как проволоки второй пары имеют диаметр между 0,12 мм и 0,30 мм, причем различие между минимальным и максимальным диаметрами этих проволок находится в пределах от 0,02 до 0,10 мм. Также в предпочтительном варианте реализации, описываемый корд, в условиях покоя имеет максимальный диаметр между 1,15 мм и 1,27 мм и минимальный диаметр между 0,48 мм и 0,54 мм. При этом проволоки первой пары имеют диаметр в диапазоне от 0,20 мм до 0,40 мм, тогда как проволоки второй пары имеют диаметр в диапазоне от 0,12 мм до 0,30 мм. Задачей данного изобретения является также способ изготовления вышеописанного корда, характеризующийся тем, что перед стадией предварительного формования проволоки подвергают кручению вокруг их собственных осей для нейтрализации напряжения кручения, вызванного в этих проволоках на стадии укладки (скручивания проволок вместе), так чтобы они подвергались предварительному формованию в отсутствии внутренних напряжений кручения. Таким образом, напряжение при кручении, вызываемое в проволоках действием стадии укладки, нейтрализуется так, что проволоки могут подвергаться стадии предварительного формования, проводимой с этими проволоками, расположенными параллельно рядом друг с другом, в отсутствие внутренних напряжений при кручении. Предпочтительно, предварительное формование выполняют направлением отдельных проволок, расположенных параллельно и копланарно относительно друг друга, по соответствующим путям предварительного формования, каждый из которых имеет специфический радиус кривизны. Неотъемлемой частью изобретения является также устройство для изготовления описанного корда, характеризующееся тем, что оно содержит по меньшей мере один крутильный механизм, смонтированный на упомянутой выше гондоле и воздействующий по меньшей мере на одну из проволок в ее части перед предварительным формователем для сообщения каждой проволоке напряжений кручения вокруг ее собственной продольной оси для нейтрализации внутренних напряжений кручения, вызываемых в проволоках под действием скручивания, производимом импеллером во время процесса укладки. Предпочтительно, крутильный механизм содержит несущий каркас, жестко соединенный с гондолой вращающийся каркас, соединенный с несущим каркасом с возможностью вращения вокруг оси, по существу совпадающей с одним участком пути подачи проволок перед предварительным формователем, и пару наматывающих роликов, вращаемых вращающимся каркасом вокруг параллельных осей, причем проволоки последовательно намотаны вокруг первого и второго наматывающих роликов в соответственно противоположных направлениях, движущее средство для приведения вращающегося каркаса во вращение в направлении, противоположном направлению вращения импеллера. Предпочтительно, движущее средство кинематически соединяет вращающийся каркас с импеллером, так что вращение вращающегося каркаса коррелирует с вращением импеллера. Более детально, движущее средство приводит в действие крутильный механизм с частой вращения, вдвое большей, чем частота вращения импеллера. В соответствии с другим вариантом реализации изобретения предварительный формователь содержит множество мест установки проволок для предварительного формования,8 5934 1 каждое из которых размещено с возможностью введения в него соответствующей проволоки. Более детально, предварительный формователь включает направляющий ролик, а места установки проволок для предварительного формования выполнены в виде кольцевых желобков, образованных в ролике. Каждый из кольцевых желобков имеет ширину, фактически равную диаметру соответствующей проволоки, и имеет нижнюю часть полукруглого профиля, ось которой компланарна осям нижних частей других кольцевых желобков. В дальнейшем и другом аспекте изобретение касается также пневматической шины,содержащей структурные элементы, армированные кордами вышеописанного типа. Дальнейшие отличительные черты и преимущества будут более очевидны из подробного описания предпочтительного варианта реализации металлического армирующего корда для использования, в частности, в изделиях из эластомерно-матричного композиционного материала и способа и устройства, предназначенных для изготовления этого корда,в соответствии с данным изобретением. Это описание будет представлено далее со ссылкой на сопутствующие чертежи, приведенные в качестве неограничивающего примера, на которых представлены фиг. 1 - схематичный вид сбоку, частично в разрезе, устройства для изготовления кордов в соответствии с данным изобретением фиг. 2 - вид сверху устройства, показанного на фиг. 1 фиг. 3 - вид сбоку, частично в разрезе и в увеличенном масштабе по отношению к предшествующим фигурам, крутильного устройства, являющегося частью устройства по данному изобретению фиг. 4 - увеличенный вид предварительного формователя роликового типа, используемого в устройстве в соответствии с данным изобретением фиг. 5 - сравнительная таблица, в которой каждому горизонтальному ряду соответствует определенная величина тяговой нагрузки, приложенной к корду, а каждому вертикальному столбцу соответствует определенная плоскость поперечного сечения корда,причем плоскости поперечных сечений, соответствующие пяти колонкам, входят в один и тот же ход (шаг) скручивания. На чертежах цифрой 1, в общем, обозначен армирующий металлический корд для использования, в частности в изделиях из эластомерно-матричного композиционного материала, конкретно в пневматических шинах для автомобилей, в соответствии с данным изобретением. Известным образом шина для колес транспортных средств содержит каркас в форме тора, имеющий верхнюю часть, две аксиально противолежащие боковины, заканчивающиеся в радиально внутреннем направлении соответствующими бортами для прикрепления шины к соответствующему крепежному ободу, причем каждый из бортов армирован по меньшей мере одним кольцевым металлическим сердечником, обычно называемым сердечником крыла, причем этот каркас содержит по меньшей мере один слой из прорезиненной ткани, концы которого обернуты вокруг сердечников крыла, и, необязательно, другие армирующие элементы, такие как усилительные прокладки крыла (флипперы), полоски и ленты прорезиненной ткани. Этот каркас, кроме того, имеет полосу протектора покрышки, расположенную кверху и отлитую с рельефным рисунком, предназначенную для контакта с дорогой при движении транспортного средства, и ременную конструкцию, расположенную между полосой протектора и по меньшей мере одним слоем каркаса, и содержащую одну или более полосок из прорезиненной ткани, армированных текстильными или металлическими кордами с различным наклоном в соответствующих полосках по отношению к кольцевому направлению шины. Известным образом, корд 1 содержит множество проволок 2 а, 2, предпочтительно выполненных из стали, имеющей содержание углерода от 0,65 до 0,95 , спирально скрученных вокруг продольной оси корда. Более конкретно, в предпочтительном варианте 9 5934 1 реализации данного изобретения предусмотрена первая пара проволок 2 а предпочтительно с диаметром, находящимся между 0,20 мм и 0,40 мм, и вторая пара проволок с диаметром, находящимся между 0,12 мм и 0,30 мм, и в любом случае меньшим, чем диаметр проволок 2 а первой пары. В каждой паре проволоки могут также иметь различный диаметр, но предпочтительно они имеют одинаковый диаметр в наиболее предпочтительном варианте реализации изобретения эти диаметры составляют 0,30 мм и 0,25 мм, соответственно. Разница в диаметрах между проволокой большего диаметра и проволокой меньшего диаметра находится между 0,01 и 0,28 мм, предпочтительно между 0,02 и 0,10 мм и наиболее предпочтительно между 0,03 и 0,05 мм. После вышесказанного, перед детальным анализом характерных особенностей и конструкции корда 1 согласно изобретению, далее будут описаны способ и устройство для изготовления этого корда. На фиг. 1 и 2 устройство для изготовления армирующего металлического корда 1, в общем, обозначено цифрой 3. Это устройство, известным образом, содержит опорную конструкцию 4, с которой соединен так называемый импеллер 5, приводимый во вращение вокруг своей оси двигателем 6 или эквивалентным средством. С опорной конструкцией 4 соединена с возможностью колебания вокруг оси, совпадающей с осью вращения импеллера 5, так называемая гондола 7, с которой связано множество подающих катушек 8, на каждой из которых намотана по меньшей мере одна из проволок 2 а, 2. С катушками 8 скомбинировано разматывающее средство 9, только частично показанное в схематичной форме, поскольку оно известно само по себе и является стандартным, и это средство установлено на гондоле 7 для направления подходящим образом проволок,приходящих от катушек 8. Также известным образом выходящие из гондолы 7 проволоки 2 а, 2 направляются на импеллер 5 по заданному пути укладки, на протяжении которого образуется корд 1 под действием вращения импеллера 5, создаваемого двигателем 6, в сочетании с тянущим усилием, производимым на корд собирающим элементом, не показанным здесь, поскольку он известен и не является существенным с точки зрения достижения результатов изобретения. Более подробно, путь скручивания состоит из первого концевого участка 10 а, совпадающего с осью вращения импеллера 5 и по существу заключенного между первой стационарной промежуточной шестерней 11, составляющей единое целое с гондолой 7, и второй вращающейся промежуточной шестерней 12, составляющей единое целое с импеллером 5. Вдоль первого концевого участка 10 а проволоки 2 а, 2 подвергаются первому спиральному напряжению при кручении вокруг оси вращения импеллера 5 под действием первой вращающейся промежуточной шестерни 12, приводимой во вращение импеллером. После первой вращающейся шестерни 12 проволоки 2 а, 2 занимают центральный участок 10 пути скручивания, простирающийся на импеллере 5 при радиально отстоящем положении относительно его оси вращения, так что они идут поверх гондолы 7, пока не достигнут второй вращающейся промежуточной шестерни 13, составляющей единое целое с самим импеллером. Наконец, путь скручивания имеет второй концевой участок 10 с, совпадающий с осью вращения импеллера 5 и простирающийся между первой вращающейся промежуточной шестерней 13 и второй стационарной промежуточной шестерней 14. На этом втором концевом участке имеет место второе напряжение при кручении проволок под действием второй вращающейся промежуточной шестерни 13, приводимой во вращение импеллером 5, завершающее, таким образом, образование корда 1, причем корд постепенно вытягивается из второй стационарной промежуточной шестерни 14 под действием собирающего элемента. Отношение, существующее между частотой вращения импеллера 5, находящейся в пределах между 2000 и 6000 об/мин, и скоростью волочения корда 1 и, следовательно,10 5934 1 проволок 2 а, 2, предпочтительно находящейся в пределах между 60 и 250 м/мин, определяет величину шага скручивания, т.е. шаг (питч) в соответствии с которым проволоки 2 а,2 спирально скручены вместе в конечном корде 1. В предпочтительном варианте реализации данного изобретения шаг скручивания поддерживается в диапазоне между 3 мм и 50 мм, предпочтительно между 6 мм и 30 мм и, в частности, равен 16 мм. Вдоль пути, проходимого проволоками 2 а, 2 внутри гондолы 7, и более точно перед первой стационарной промежуточной шестерней 11, расположен предварительно формующий элемент 15, который в основном содержит направляющий ролик, расположенный по оси, перпендикулярной направлению подачи проволок 2 а, 2. Проволоки 2 а, 2,наматываясь на предварительный формователь 15, под углом между 10 и 180, предпочтительно 60, подвергаются постоянной остаточной деформации изгибанием, что способствует последующим операциям скручивания. Однако, согласно данному изобретению, каждая из отдельных проволок 2 а, 2 под действием двойного скручивания их на концевых участках 10 а, 10 с проходимого ими пути скручивания подвергались напряжению при кручении вокруг соответствующей продольной оси в их части, простирающейся перед путем скручивания, и более конкретно, перед первой стационарной промежуточной шестерней. Эти силы кручения, индуцируемые скручиванием в отдельных проволоках (силы обратного кручения), не позволяют проводить точно предварительное формование проволок, то есть путем постоянной остаточной деформации изгибанием вдоль образующей их боковой поверхности. В самом деле, даже если изгибание проволок на предварительном формователе 15 имеет место вдоль линии, параллельной оси проволоки, присутствие внутренних напряжений при кручении (так называемых сил обратного кручения) деформировало эти проволоки, заставляя их принять спиральную конфигурацию, так что эти проволоки были фактически сформованы в соответствии со спиральной линией изгибания. Результатом является корд, в котором составляющие проволоки сохраняют напряженное состояние, препятствующее ровному размещению проволок внутри заданной геометрической конфигурации и вызывающее напряжение в корде, как только соответствующие проволоки будут способны сбросить их внутреннее напряжение, занимая свободное расположение в пространстве, что происходит при разрезании корда вблизи конца разреза. В частности, эти напряжения состоят в скручивании концевой части корда и расщеплении конца корда и представляют собой серьезное неудобство по отношению к рабочему процессу в целом, прежде всего при операциях разрезания прорезиненных тканей, содержащих такие корды, и являются источником серьезных дефектов конечного продукта. Поэтому нашей целью была нейтрализация действия сил обратного кручения, индуцируемых в отдельных проволоках. Для этой цели, а также в соответствии с данным изобретением, устройство 3 содержит крутильный механизм 16, смонтированный на гондоле 7 и воздействующий на части проволок 2 а, 2 непосредственно перед предварительным формователем 15. Более конкретно, крутильный механизм 16 действует между предварительным формователем 15 и парой противолежащих промежуточных роликов 17, к которым поступают отдельные проволоки 2 а, 2, подаваемые соответствующими поставляющими катушками 8. Крутильный механизм 16 в основном содержит, как лучше всего показано на фиг. 3, несущий каркас 18, фиксированно поддерживаемый гондолой 7 и соединенный с возможностью вращения с вращающимся каркасом 19. Прикрепление между вращающимся каркасом 19 и несущим каркасом 18 имеет место на конце элементов 19 а в форме втулок, коаксиально проходящих через впускной канал 20 и выпускной канал 31, через которые заставляют проходить проволоки, таким образом,что ось вращения вращающегося каркаса 19 по существу совпадает с участком пути пода 11 5934 1 чи этих проволок к предварительному формователю, то есть с продольным протяжением проволок внутри каналов 20, 21. На вращающемся каркасе 19 смонтированы первый и второй свободно вращающиеся наматывающие ролики 22 а, 22, имеющие параллельные оси, предпочтительно слегка наклоненные к перпендикуляру к оси вращения вращающего каркаса. Как показано на фиг. 2, наматывающие ролики 22 а, 22 расположены тангенциально на соответственно противолежащих сторонах по отношению к оси вращения вращающегося каркаса 19 и, как показано на фиг. 3, каждый из них имеет по меньшей мере одну канавку 23 а, 23, образованную в их наружной цилиндрической поверхности. Предпочтительно, эти ролики имеют множество отдельных канавок или, альтернативно, одну спиральную канавку, имеющую несколько спиральных колец. Первое решение, однако, предпочтительно, поскольку эксплуатация поверхности ролика в этом случае является более легкой. Пучок проволок, идущий из противолежащих промежуточных роликов 17, проходит через впускной канал 20 для наматывания на первый наматывающий ролик 22 а вдоль соответствующей канавки 23 а и затем на второй наматывающий ролик 22 вдоль соответствующей канавки 23, имеющей противоположное направление вращения по сравнению с направлением вращения предшествующего направляющего ролика 22 а. Этот путь в виде восьмерки может быть повторен несколько раз вокруг этих роликов. Очевидно, что в присутствии спиральной канавки пучок проволок наматывается в несколько оборотов (соответствующих числу спиральных колец) на обоих роликах, переходя только один раз от первого ко второму ролику. Пучок проволок покидает второй наматывающий ролик 22 через выпускной канал 21, чтобы достигнуть предварительного формователя 15, причем проволоки 2 а, 2 расположены параллельно бок о бок. В комбинации с крутильным механизмом 16 находится движущее средство 24, помещенное для приведения во вращение вращающегося каркаса 19 в дискордантном (несогласованном) направлении вращения по сравнению с направлением вращения импеллера 5. В частности, движущее средство 24 кинематически соединяет крутильный механизм 16 с импеллером 5 таким образом, что импеллер одновременно приводит во вращение сам крутильный механизм до скорости, которая приблизительно вдвое выше скорости вращения импеллера. Для этой цели, в движущем средстве 24 предусмотрен первый приводной ремень 25, прикрепленный между соответствующими роликами, не показанными здесь,поскольку они являются известными и общепринятыми, находящимися на импеллере 5 и вале винта 26, соответственно, причем вал винта поддерживается с возможностью вращения внутри гондолы 7 в приподнятом положении и с боковым смещением от оси вращения гондолы. Второй приводной ремень 27 прикреплен между другими роликами,насаженными на вал винта 26 и продолжение 19 втулкообразного элемента 19 а, несущего выпускной канал 21, соответственно. Отношения размеров между роликами, связанными с первым и вторым впускными приводными ремнями 25, 27, соответственно, выбраны таким образом, что скорость вращения вращающего каркаса 19 фактически вдвое выше,чем скорость вращения импеллера 5, или во всяком случае подходящим образом соотносится с ней. После вращения вращающегося каркаса 19, пучок проволок 2 а, 2 подвергается ложному (кажущемуся) скручиванию на входе крутильного механизма, которое устраняется на выходе крутильного механизма так, что проволоки пучка опять могут становиться отделенными друг от друга для направления к предварительному формователю, будучи расположенными параллельно (бок о бок), по существу, копланарно по отношению друг к другу. Однако, каждая проволока также подвергается кручению вокруг ее собственной оси, причем напряжение кручения зависит от скорости вращения крутильного механизма. В соответствии с данным изобретением было обнаружено, что это кручение способно эффективно нейтрализовать внутреннее напряжение при кручении (обратное кручение),которое передается проволокам 2 а, 2 перед первым стационарным промежуточным ро 12 5934 1 ликом 11 под действием двойного кручения, приобретенного по пути скручивания на вращающихся промежуточных роликах, так что проволоки приходят на предварительный формователь, по существу, в раскрученном состоянии, и затем формуются изгибанием вдоль образующей, расположенной параллельно оси проволок. Для того, чтобы обеспечить выполнение точного предварительного формования на отдельных проволоках 2 а, 2, несмотря на различие в диаметре, которое может быть обнаружено в них, исходно обеспечивается множество мест предварительного формования 28, 29, размещенных в предварительном формователе 15, каждое из которых имеет форму и размер, согласованные с одной из этих проволок. Как ясно показано на фиг. 4, эти места предварительного формования 28, 29 определяются соответствующими концевыми желобками, образованными в положениях, расположенных параллельно бок о бок на цилиндрической поверхности ролика 15 предварительного формователя, причем каждый из желобков имеет глубину, коррелированную с диаметром соответствующей проволоки 2 а, 2, так что последняя отклоняется в соответствии с радиусом кривизны , конкретно выбранным в зависимости от диаметра самой проволоки. Более подробно, как ясно видно из фиг. 4, места предварительного формования имеют ширину, по существу, соответствующую диаметру соответствующих проволок 2 а, 2, и имеют нижние поверхности полукруглого профиля с соответствующими центрами кривизны, расположенными в общей плоскости р-р. В результате предварительное формование может регулироваться изменением либо радиуса кривизны, либо (предпочтительно) напряжением при кручении, прилагаемым к проволоке, то есть действием тяги, прилагаемым кабестаном, причем радиус кривизны остается тем же (как уже известно). Таблица на фиг. 5 показывает структурные особенности корда 1, изготовленного в соответствии с данным изобретением, и поведение его при эксплуатации в зависимости от прогрессивно растущей тяговой нагрузки, прилагаемой к нему, при переходе от состояния покоя, которому соответствует полное отсутствие растягивающих усилий, к состоянию эксплуатации, которому соответствует тяговая нагрузка более 5 кг. В этой связи, вертикальные столбцы А, В, С,и Е на фиг. 5 содержат соответствующие поперечные сечения корда 1, взятые в пределах одного и того же шага укладки (скручивания), тогда как горизонтальные строки а, , с,(каждая) обозначают конфигурацию, принимаемую этими сечениями, при одной конкретной тяговой нагрузке, приложенной к корду 1. Более конкретно, строка а относится к корду 1 как таковому, т.е. в отсутствие напряжения, строкаотносится к тяговой нагрузке 3 кг,строка с обозначает корд 1 в состоянии натяжения с нагрузкой 5 кг, тогда как строкаобозначает корд 1 при любых условиях эксплуатации, в которых тяговая нагрузка превышает 5 кг. Как можно видеть из сравнения сечений А, В, С,и Е в строке а, корд 1 в отсутствие тяговой нагрузки имеет проволоки 2 а, 2, расположенные в беспорядочной конфигурации и рыхло скрученные так, что между одной проволокой и другой остается большое пространство, делающее возможным свободный доступ для смеси, используемой во время стадии прорезинивания кордов, например при изготовлении прорезиненной ткани для армирующих или ременных слоев шины. Из сравнения между сечениями А, В, С,и Е, представленными в строкахи с, можно видеть, что по мере увеличения тяговой нагрузки, прилагаемой к корду 1 в связи с конкретным применяемым способом прорезинивания, проводимым, например,на каландре, проволоки 2 а, 2 обнаруживают тенденцию собираться вместе, но до тех пор,пока тяговая нагрузка не превышает 5 кг, в любой части корда 1, находящейся в пределах одного шага скручивания, имеется по меньшей мере одно перпендикулярное сечение,имеющее впускное отверстие, отмеченное как 1, позволяющее прорезинивающему материалу входить внутрь корда. 5934 1 При нагрузке более 5 кг, т.е. во время вулканизации и во время использования продукта, в частности шины, проволоки 2 а, 2 (каждая) находятся в тесном контакте, по меньшей мере, с двумя другими проволоками, вызывая тем самым устранение доступа к отверстию 1 и структурное уплотнение в корде 1. Поскольку проволоки 2 а, 2 полностью покрыты эластомерным материалом, который также проник во внутреннюю часть корда во время стадии прорезинивания корда и/или прорезиненной ткани, пространство , существующее между проволоками корда 1, при условиях эксплуатации будет полностью заполнено эластомерным материалом, в результате чего будет исключена опасность ранней коррозии проволок такого корда вследствие проникновения влаги или других агентов внешней среды. Кроме того, полное прорезинивание проволок 2 а, 2 позволяет эффективно снижать нежелательные явления взаимного трения между проволоками, которое имеет место, в частности, в кордах, применяемых в производстве шин. Выгодным образом, благодаря действию крутильного механизма 16, в конечном корде проволоки 2 а, 2 по существу не имеют внутренних напряжений при кручении. Таким образом, исключаются все проблемы, связанные с присутствием этих внутренних напряжений, прежде всего связанные с операциями разрезания корда при изготовлении прорезиненных тканей, таких как каркасные слои или ременные полосы для шин или другие полуфабрикаты. В этой связи, специалистам с обычной квалификацией в этой области известны проблемы и трудности, которые встречаются, когда в результате внутренних напряжений в кордах края разрезанного слоя приобретают волнообразный вид или подвергаются нежелательным деформациям. Благодаря беспорядочному расположению проволок 2 а, 2 в сечении корда, которое достигается особой конструкцией выбранного формователя 15 в соответствии с данным изобретением, как в условиях покоя, так и, прежде всего, в условиях эксплуатации, в любой части продольного натяжения в пределах шага скручивания имеется по меньшей мере одно перпендикулярное сечение, в котором проволоки 2 второй пары, меньшего диаметра, расположены на одной и той же стороне относительно направления -, соединяющего центры проволок первой пары, и по меньшей мере одно перпендикулярное сечение, в котором проволоки второй пары 2 расположены соответственно на противоположных сторонах относительно направления -. Путем сравнения конфигураций, принимаемых отдельными сечениями в столбцах А, В, С, , Е, можно также убедиться в том, что в рассматриваемом корде при прогрессивном изменении прилагаемой тяговой нагрузки в пределах величин между 0 и 5 кг проволоки 2 второй пары попеременно переходят из положения, в котором они обе расположены на одной и той же стороне относительно направления -, в положение, в котором они расположены соответственно на противоположных сторонах относительно этого направления. Было обнаружено, что это свойство, в частности, эффективно в обеспечении высокой стабильности корда и равномерного распределения напряжения в отдельных проволоках во время использования высоких нагрузок, а также нагрузок с изменяющейся силой, которые прилагаются к шине при эксплуатации. Произвольное расположение проволок приводит к изменению диаметра корда вдоль его продольной оси. В предпочтительном варианте реализации, получается корд 1, который имеет в отсутствие тяговой нагрузки максимальный диаметр в пределах между 1,15 мм и 1,27 мм, предпочтительно равный 1,21 мм, и минимальный диаметр в пределах между 0,54 мм и 0,48 мм, предпочтительно 0,51 мм. При растягивающих условиях с нагрузкой, превышающей 5 кг, поскольку, как было указано, все проволоки находятся во взаимном контакте, максимальный и минимальный диаметры корда можно легко определить математически, если известны диаметры используемых отдельных проволок. В корде, изготовленном согласно геометрическим параметрам 14 5934 1 и размерам, описанным в данной заявке, предельная растягивающая сила находится в пределах 674 Н и 551 Н, и соответствует, например, 613 Н, чему соответствует для стальных проволок, имеющих содержание углерода 0,7, предельное удлинение между 2,5 и 3 . Таким образом, можно доказать, что процесс укладки (скручивания) в соответствии с данным изобретением вообще не ухудшал механические свойства корда по сравнению с механическими свойствами лучших кордов, известных в этой области техники. Данное изобретение позволяет достигнуть поставленных целей. Действительно, действие крутильного механизма внутри гондолы прилагает к проволокам, в их части, выходящей из крутильного механизма, силу кручения, направленную противоположно силе, индуцируемой двойным кручением, имеющим место вдоль пути укладки (скручивания), исключая тем самым внутренние напряжения при кручении, и позволяя проводить более равномерное предварительное формование проволок, расположенных копланарно и параллельно относительно друг друга. Полученный корд можно прорезинивать превосходным образом благодаря наличию промежутков между проволоками в состоянии покоя, и, благодаря отсутствию внутренних напряжений при кручении,он имеет лучшее поведение при дальнейшей обработке тканей, изготовленных с применением такого корда. В то же самое время, рассматриваемый корд имеет компактную структуру. Такая компактная структура достигается, когда, например, во время стадии вулканизации корд подвергается тяговой нагрузке, превышающей 5 кг, и эта компактная структура затем сохраняется после вулканизации эластомерного материала. Таким образом, эта компактная конфигурация исключает все проблемы структурной нестабильности, имеющей место в известных кордах, имеющих две пары проволок разного диаметра, где проволоки меньшего диаметра удерживаются на определенном расстоянии от проволок большего диаметра даже в условиях использования. Произвольное расположение проволок 2 а, 2 также исключает все проблемы, происходящие в известных кордах из необходимости очень точного и определенного геометрического расположения проволок в поперечном сечении корда, так что корд в соответствии с данным изобретением может быть изготовлен более легко, и его геометрический вид может быть более однородным и постоянным вдоль его продольной оси. Как результат вышесказанного, шины, содержащие структурные элементы из прорезиненной ткани, включающие в себя корды данного изобретения в качестве армирующих элементов, обнаруживают улучшенную способность сборки, взаимное расположение полупродуктов является более легким, и, следовательно, эта структура обладает большей стабильностью во время операций манипулирования каркасом, предшествующих вулканизации шины, и поведение шин на дорожном покрытии во время эксплуатации, в конце концов, улучшается. Кроме того, в готовых шинах эти корды обнаруживают большую усталостную прочность, меньшее отделение от эластомерного прорезинивающего материала и большую устойчивость к коррозии, что увеличивает структурную прочность и долговечность шин. В частности, описанный корд используют предпочтительно в качестве армирующего элемента для ременной структуры в шинах. Шина согласно настоящему изобретению имеет общую структуру, описанную прежде в общих чертах, но, в частности, она имеет ременную структуру, содержащую две полоски прорезиненной ткани, радиально наложенные друг на друга, в основном имеющие величину протектора (поверхности качения шины), взаимно зигзагообразные на концах,армированные металлическими кордами, размещенными параллельно друг другу в каждой полоске и симметрично пересекающими корды соседней полоски, по отношению к экваториальной плоскости шины. Предпочтительно, в положении, радиально наружном по отношению к паре полосок,обеспечивают другой слой текстильных кордов (шнуров) из материала, дающего усадку при нагревании, причем эти корды наматываются на указанную пару полосок в виде мно 15 5934 1 жества витков, расположенных аксиально бок о бок и ориентированных в направлении, в основном, параллельном экваториальной плоскости, то есть, согласно обычному определению, при 0. Более предпочтительно, как уже описано, армирующие корды этих полосок являются металлическими кордами данного изобретения, расположенными с наклоном под углом между 18 и 26 к кольцевому направлению шины, распределенными в каждой полоске с густотой 80-120 кордов на дециметр. Очевидно, что при ознакомлении с вышеописанным изобретением специалист в данной области техники сможет легко сделать необходимый выбор и все необходимые изменения и модификации в особенностях, связанных с этим изобретением, для удовлетворения конкретных технических требований. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 16
МПК / Метки
МПК: B60C 5/00, D07B 3/02, D07B 7/02, D07B 1/06
Метки: корд, армирующий, изготовления, устройство, металлический, варианты, пневматическая, шина, способ, корда
Код ссылки
<a href="https://by.patents.su/16-5934-armiruyushhijj-metallicheskijj-kord-sposob-izgotovleniya-korda-ustrojjstvo-dlya-izgotovleniya-korda-pnevmaticheskaya-shina-varianty.html" rel="bookmark" title="База патентов Беларуси">Армирующий металлический корд, способ изготовления корда, устройство для изготовления корда, пневматическая шина (варианты)</a>
Способ изготовления стального корда и стальной корд, изготовленный этим способом
Номер патента: 3653
Опубликовано: 30.12.2000
Автор: undefined
Метки: способом, стальной, стального, корда, корд, способ, этим, изготовленный, изготовления
Текст:
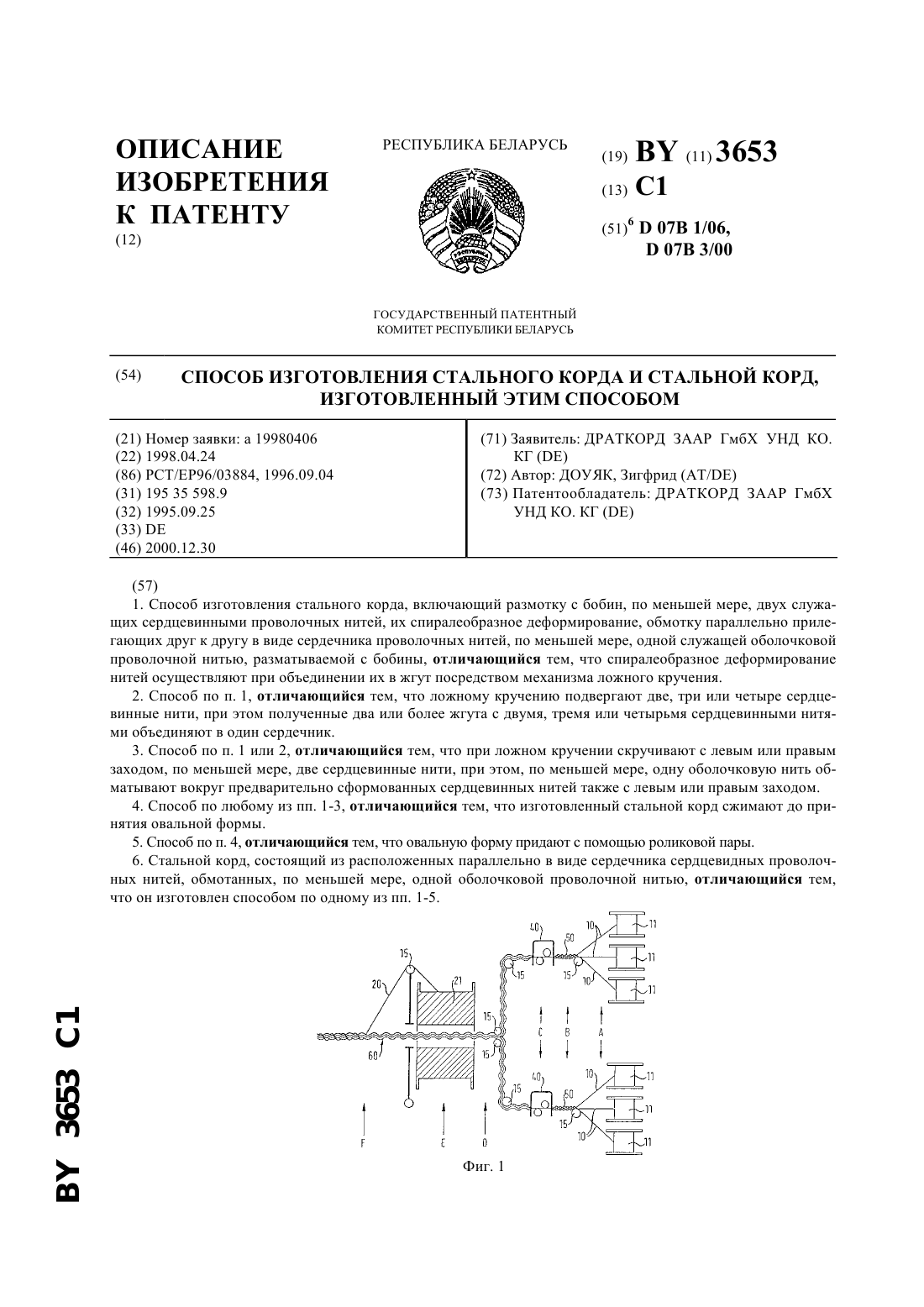
...пучок, согласно изобретению, может быть изготовлен просто, поскольку проволочные нити сердечника лежат не параллельно друг другу в одной плоскости, что с технологической точки зрения связано с некоторыми затратами, а объединены в виде пучка. За счет подходящего выбора остаточных напряжений кручения достигается возможность простой переработки при обрезинивании, поскольку проволочный пучок, согласно изобретению, при обрезинивании остается...
Пневматическая шина
Номер патента: 1653
Опубликовано: 30.03.1997
Авторы: Боровский Александр Васильевич, Кулешова Людмила Ивановна, Терехов Анатолий Иванович, Осмоловский Юрий Петрович, Кутасов Иван Семенович, Котляров Иван Николаевич
МПК: B60C 9/02
Метки: шина, пневматическая
Текст:
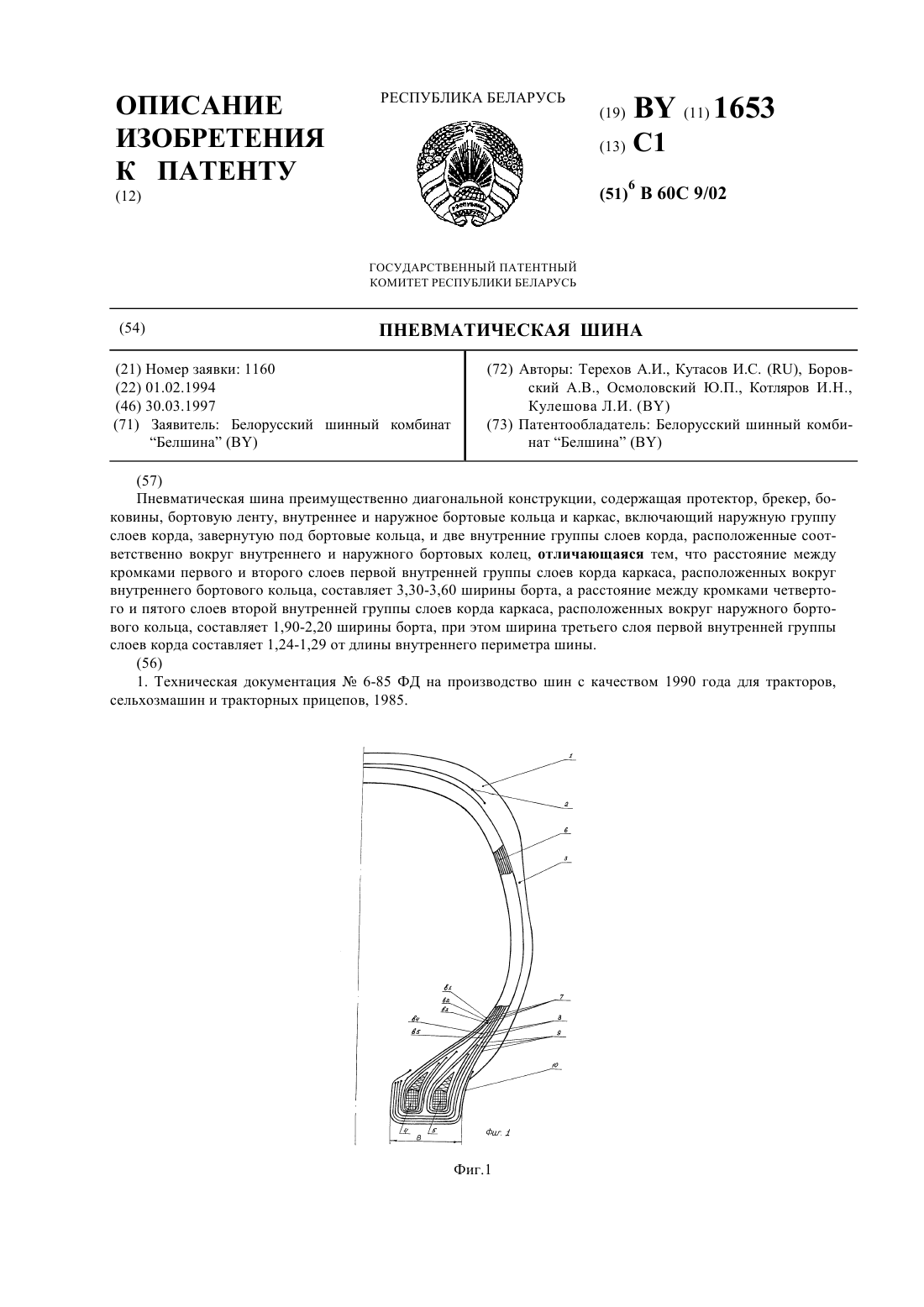
...слоя первой внутренней группы слоев корда составляет 1,24-1,29 от длины внутреннего периметра шины. Применение предложенного технического решения позволяет снизить материалоемкость шин, повысить технологичность их изготовления при сохранении общей работоспособности посредством изменения конструкции групп каркаса, обеспечивающей расположение в бортовой зоне меньшего количества материала, достаточного для защиты внутренних слоев корда от...
Пневматическая шина
Номер патента: 4401
Опубликовано: 30.03.2002
Авторы: Орлов Вадим Иванович, Гальперин Леонид Романович, Свешникова Людмила Ивановна, Андреев Михаил Юрьевич
МПК: B60C 9/02
Метки: пневматическая, шина
Текст:
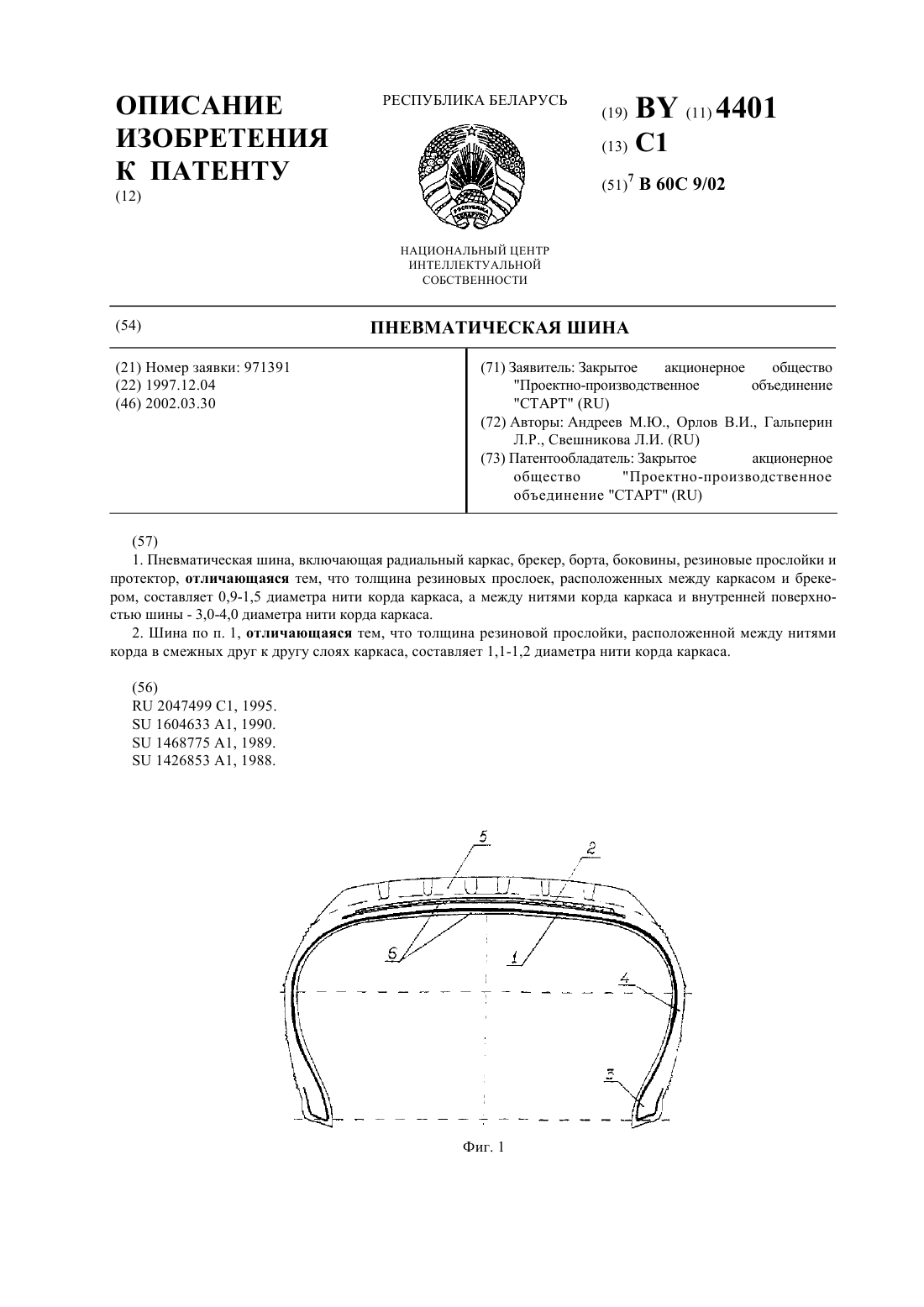
...нити корда каркаса нецелесообразно по технологическим причинам в этом случае не обеспечивается надежная изоляция резиновой смесью нитей корда каркаса и брекера при обрезинивании, что негативно влияет на долговечность и работоспособность каркаса и брекера в готовой шине. Этими же технологическими причинами обусловлена минимальная толщина резиновой прослойки между нитями корда в смежных слоях каркаса в случае многослойного каркаса....
Пневматическая шина
Номер патента: 1200
Опубликовано: 14.06.1996
Авторы: Сысоенко Александр Владимирович, Третьяков Олег Борисович, Иванова Вера Петровна, Александров Валентин Владимирович, Истрашкин Валерий Владимирович, Шепелина Лариса Николаевна, Портный Геннадий Лазаревич, Россин Валерий Донович
МПК: B60C 11/00
Метки: шина, пневматическая
Текст:
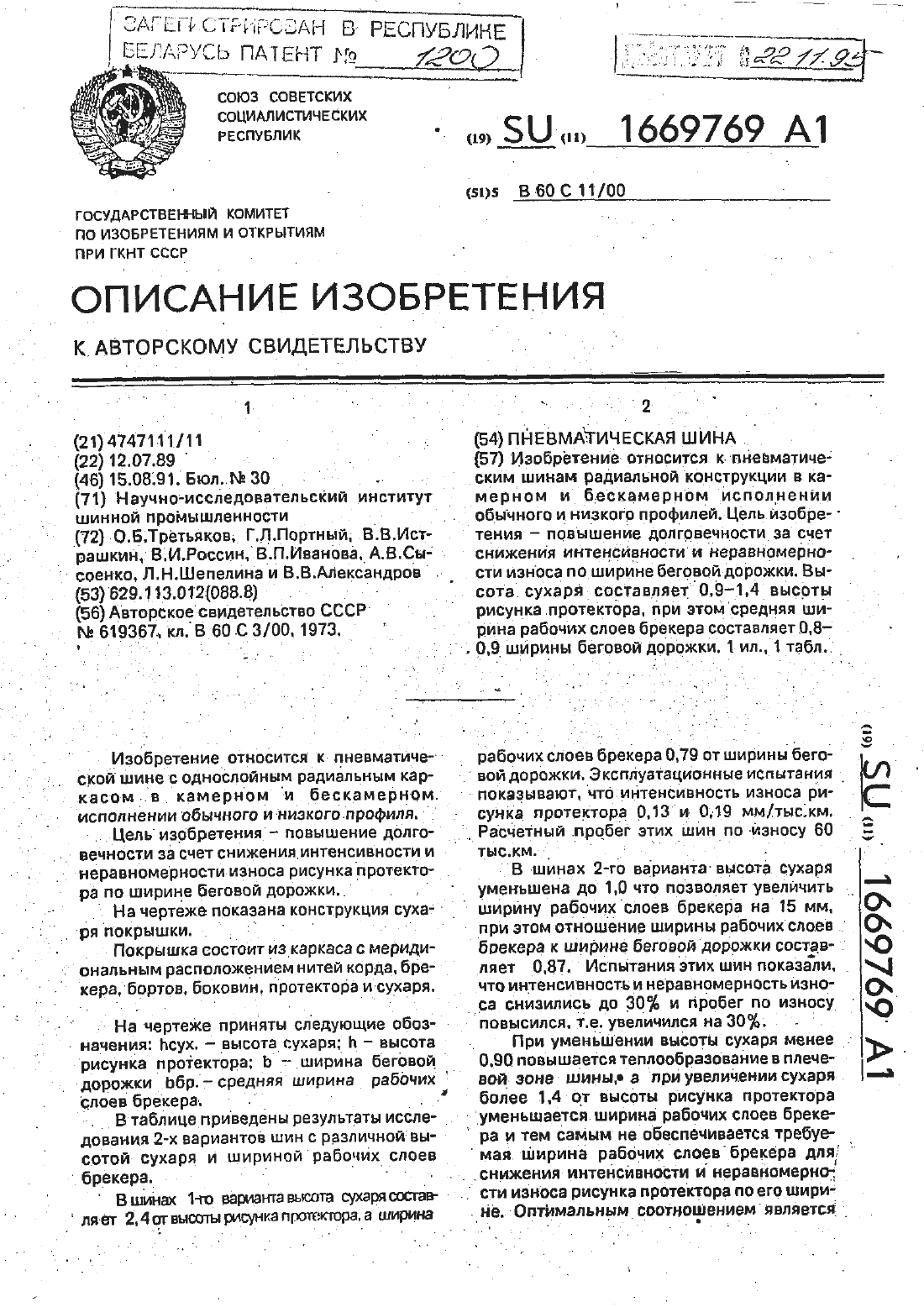
...изно При уменьшении высоты сухарй менее 0.90 повышается теплообразование в плече вой- зоне- шиныэ а при увеличении сухаря-. более 1.4 о от высоты рисунка протекторауменьшается. ширина рабочих слоев браке ра и тем самым не обеспечивается требуе- у мая ширина рабочих слоевбрекера для снижения интенсивности и неравномерноД сгги износа рисунка протектора по его ширине. Оптимальным соотношением являетсясоотношение 0.9-1.4 высоты...
Пневматическая шина радиальной конструкции
Номер патента: 1036
Опубликовано: 14.03.1996
Авторы: Александров Валентин Владимирович, Портный Геннадий Лазаревич, Тартаковер Евгений Иосифович, Кожанов Евгений Фролович, Россин Валерий Донович, Эктов Владислав Васильевич, Третьяков Олег Борисович, Иванова Вера Петровна, Муратова Светлана Ильинична, Истрашкин Валерий Владимирович
МПК: B60C 15/06
Метки: конструкции, шина, радиальной, пневматическая
Текст:
...ленту 10 накладывают профилированные резиновые детали 12. 13.Указанные детали имеют углубление 14(фигд). в котором в процессе сборки размещают кромки каркаса П и мвталлокордной бортовой ленты 10 (Н высота углубления.Высота углубления Н принята равной толщине металлокордной бортовой ленты или слоя каркаса. Если толщина углубления больше толщины металпокордной бортовой ленты или слоя каркаса. образуются воздушные включения между...
Предыдущий патент: Транскорнеальная система высвобождения лекарства
Следующий патент: Способ и соединения для обнаружения аналитов с помощью измерения остаточной магнитной индукции и их применение
Случайный патент: Способ использования слабых ветров и искусственных воздушных токов для нужд энергетики