Консольно-фрезерный станок
Номер патента: U 9085
Опубликовано: 30.04.2013
Авторы: Игнатович Владимир Сергеевич, Васюков Александр Николаевич, Аникейчик Юрий Леонидович, Резник Сергей Васильевич
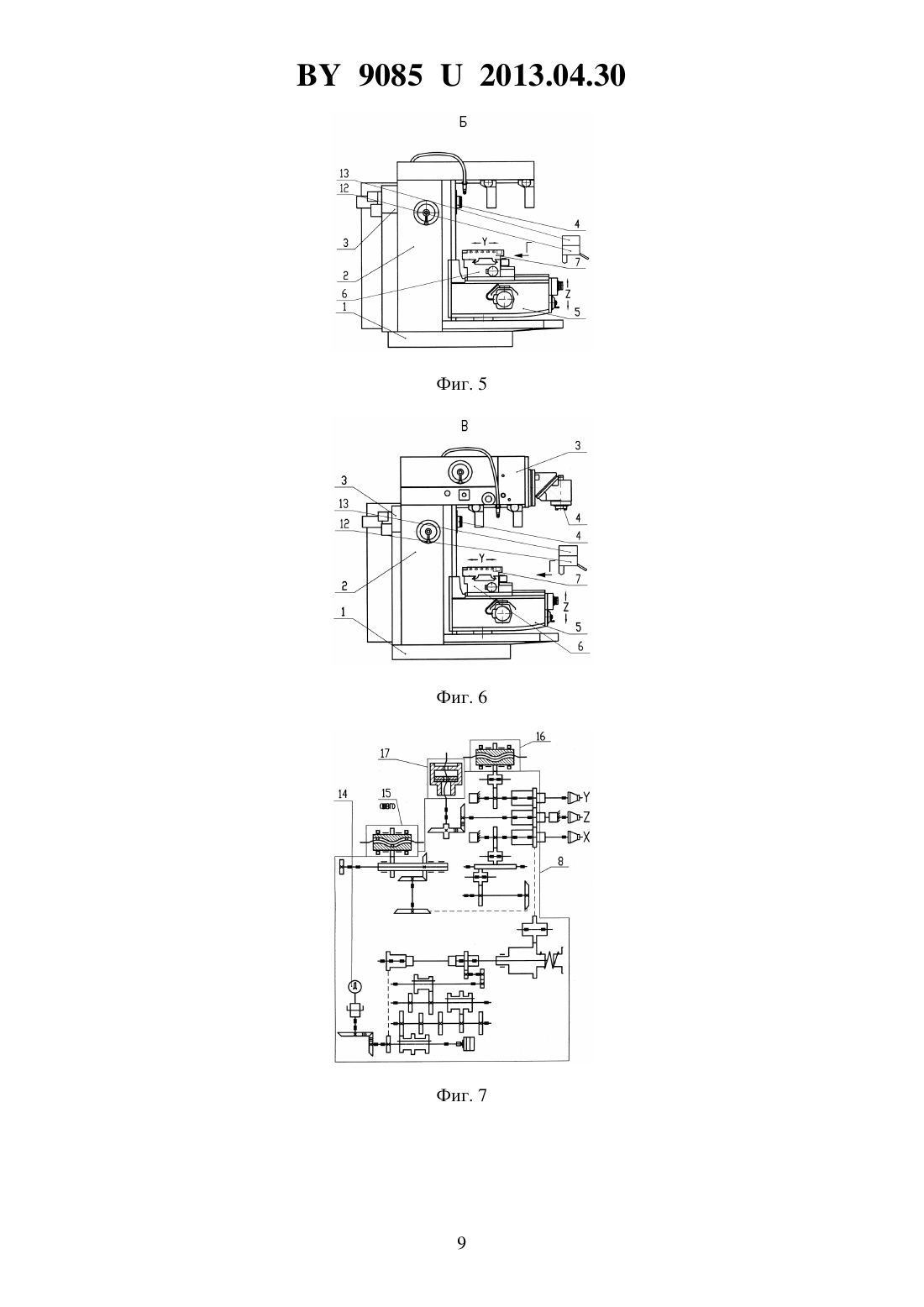
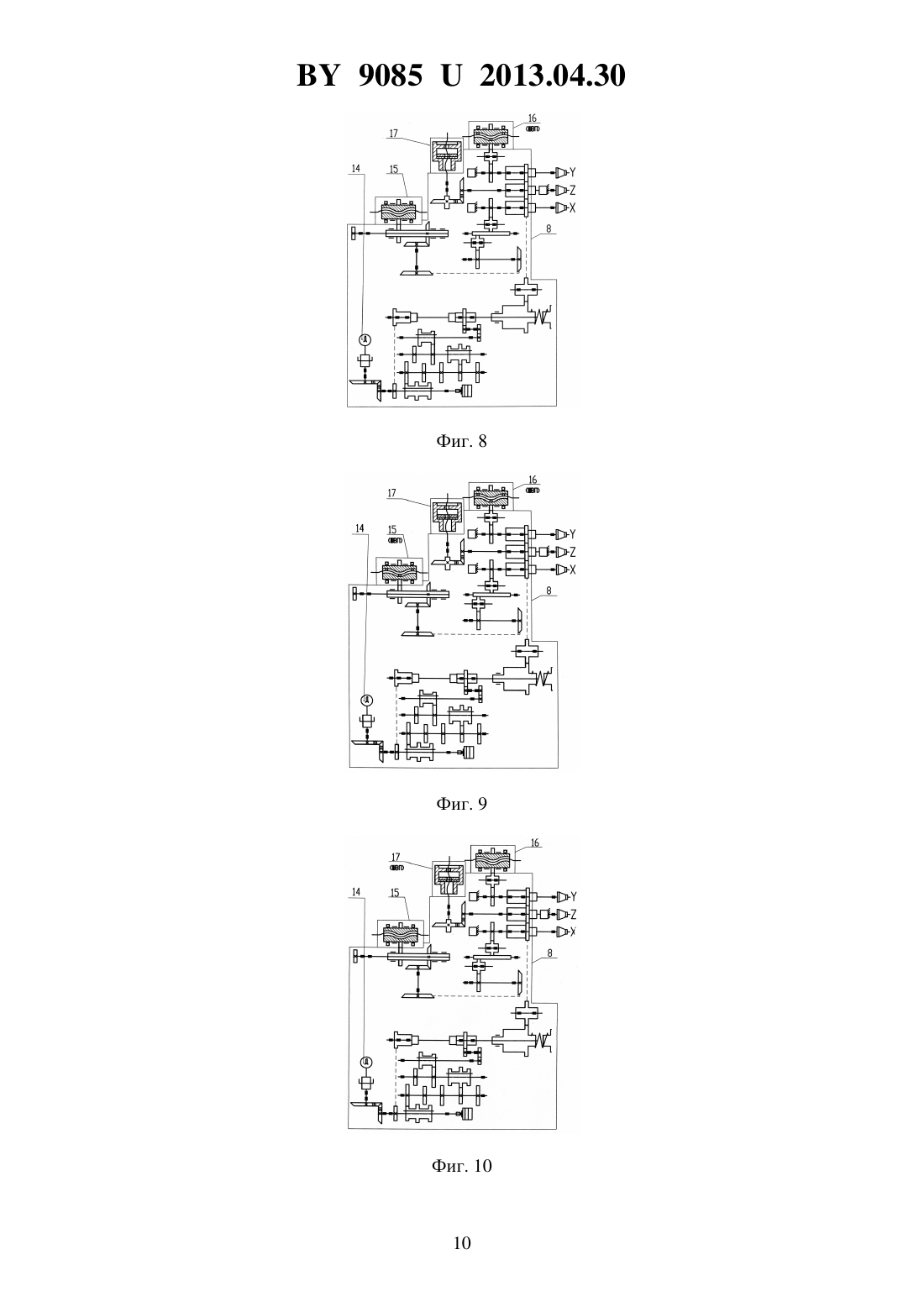
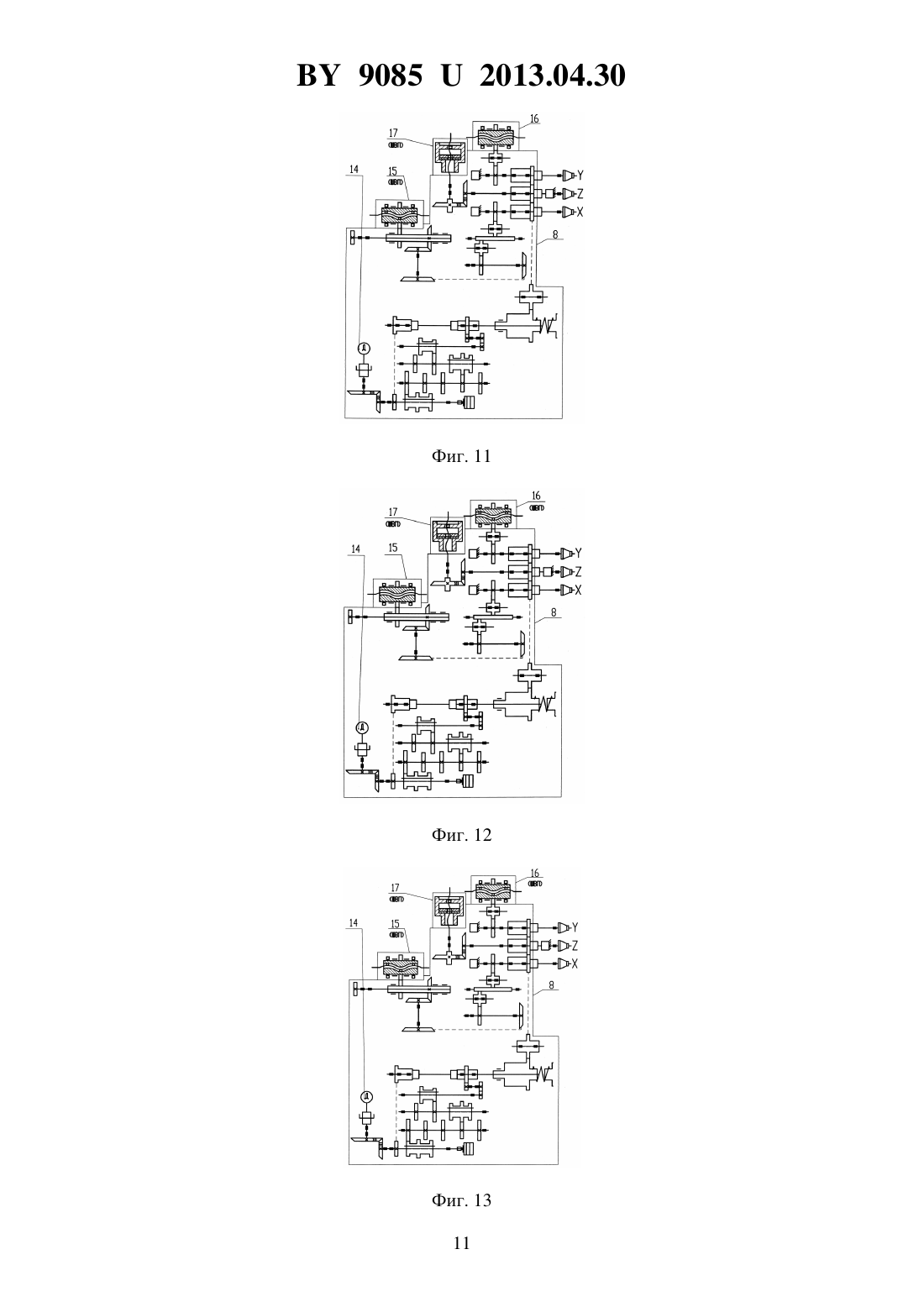
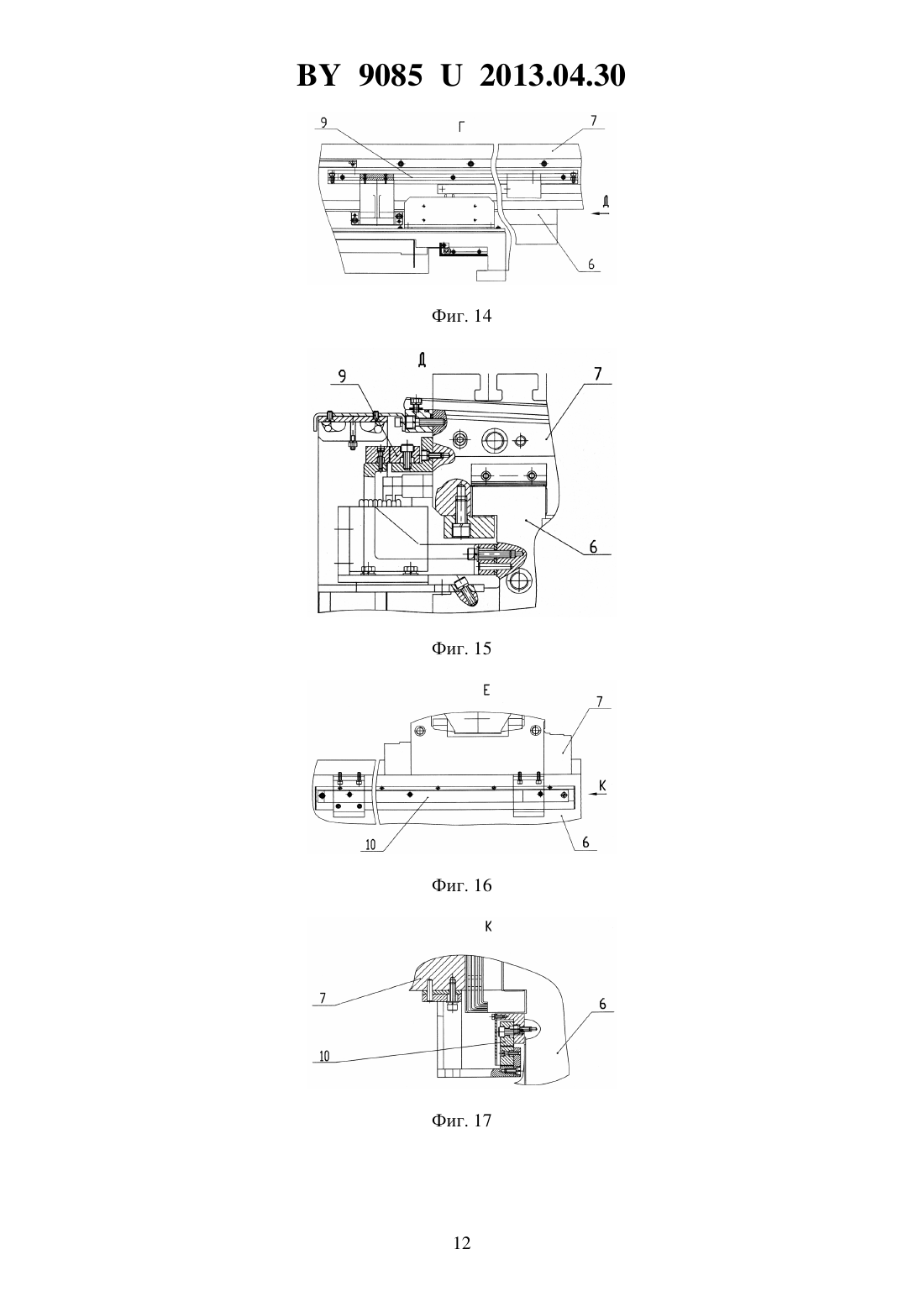
Текст
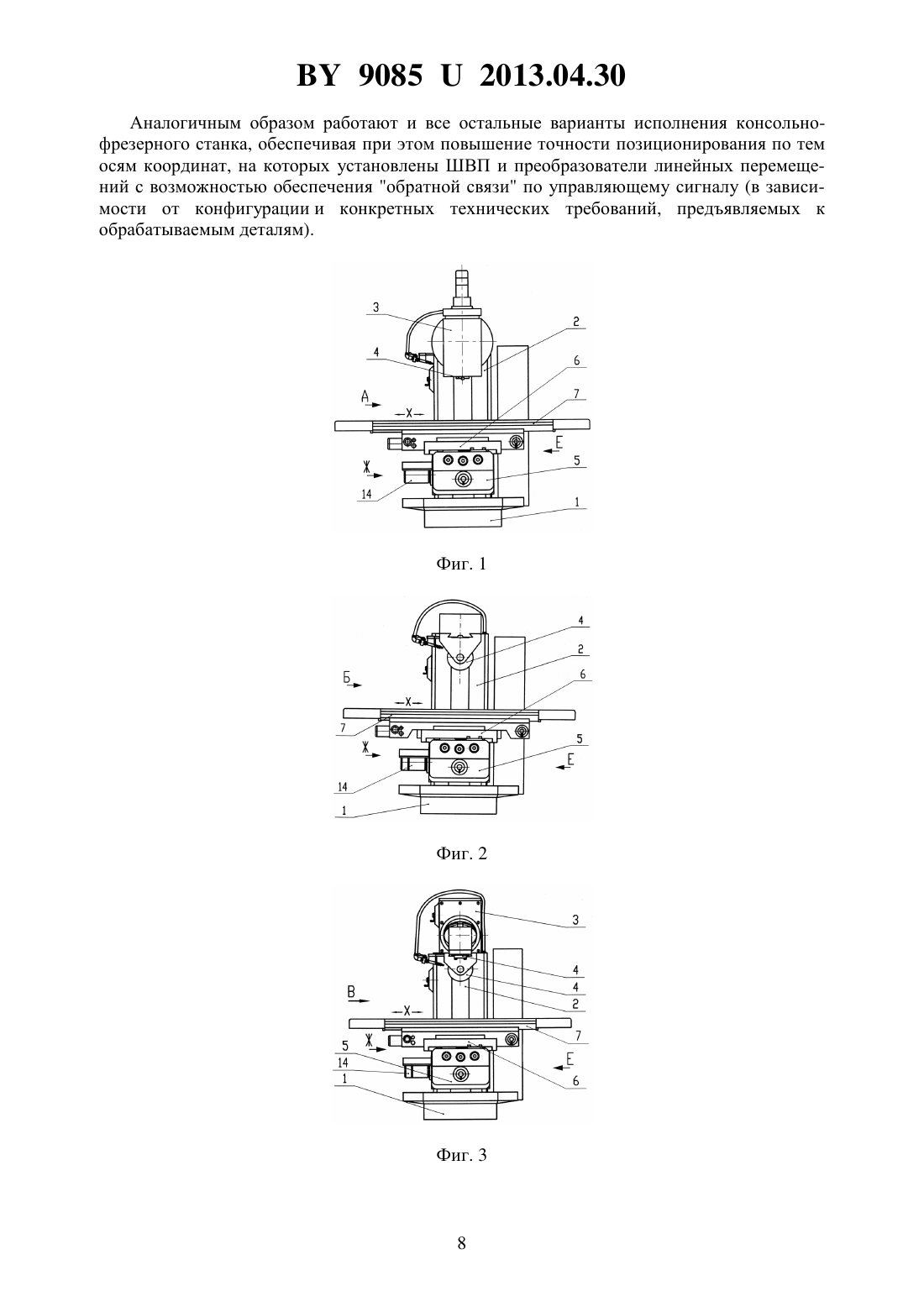
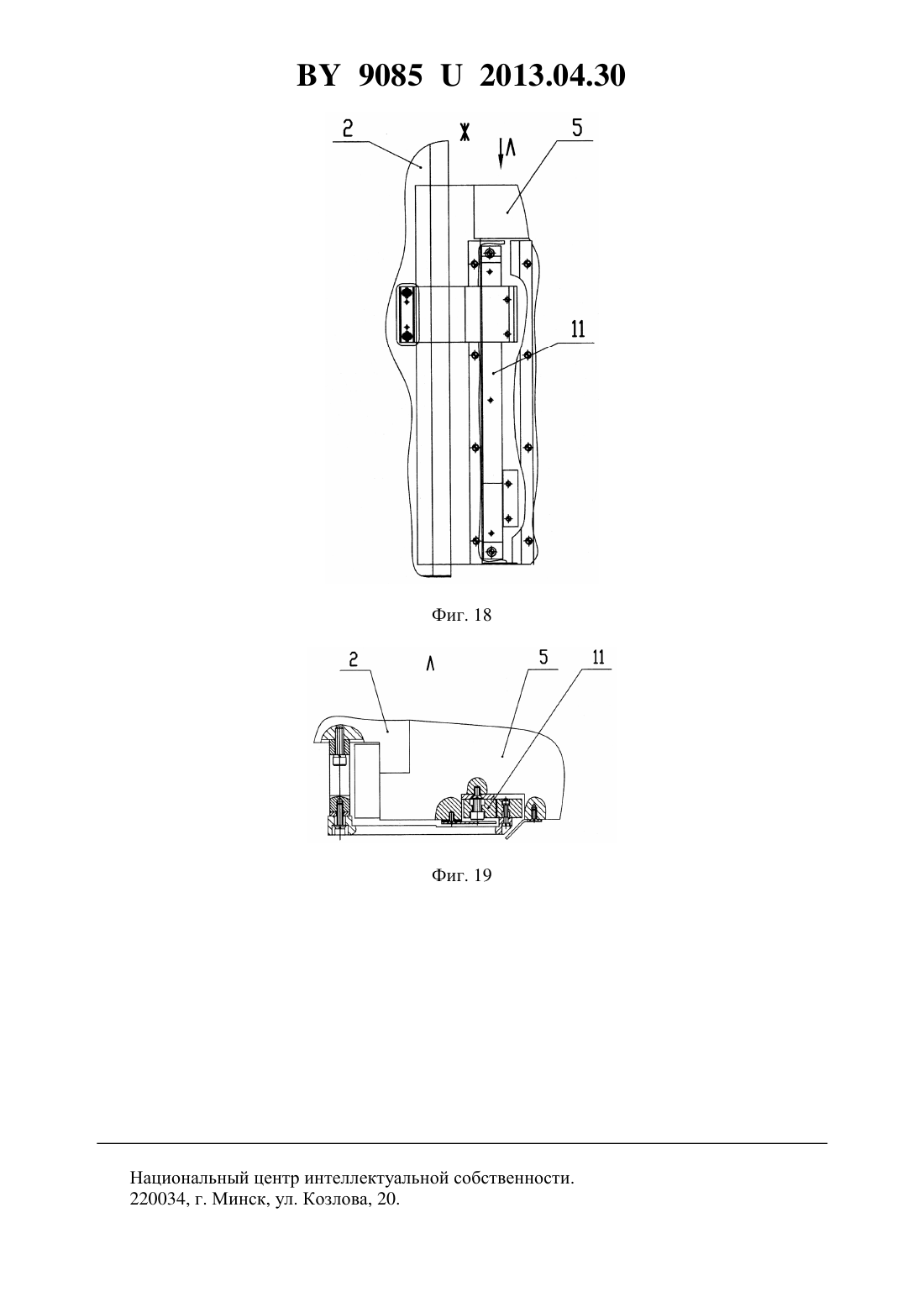
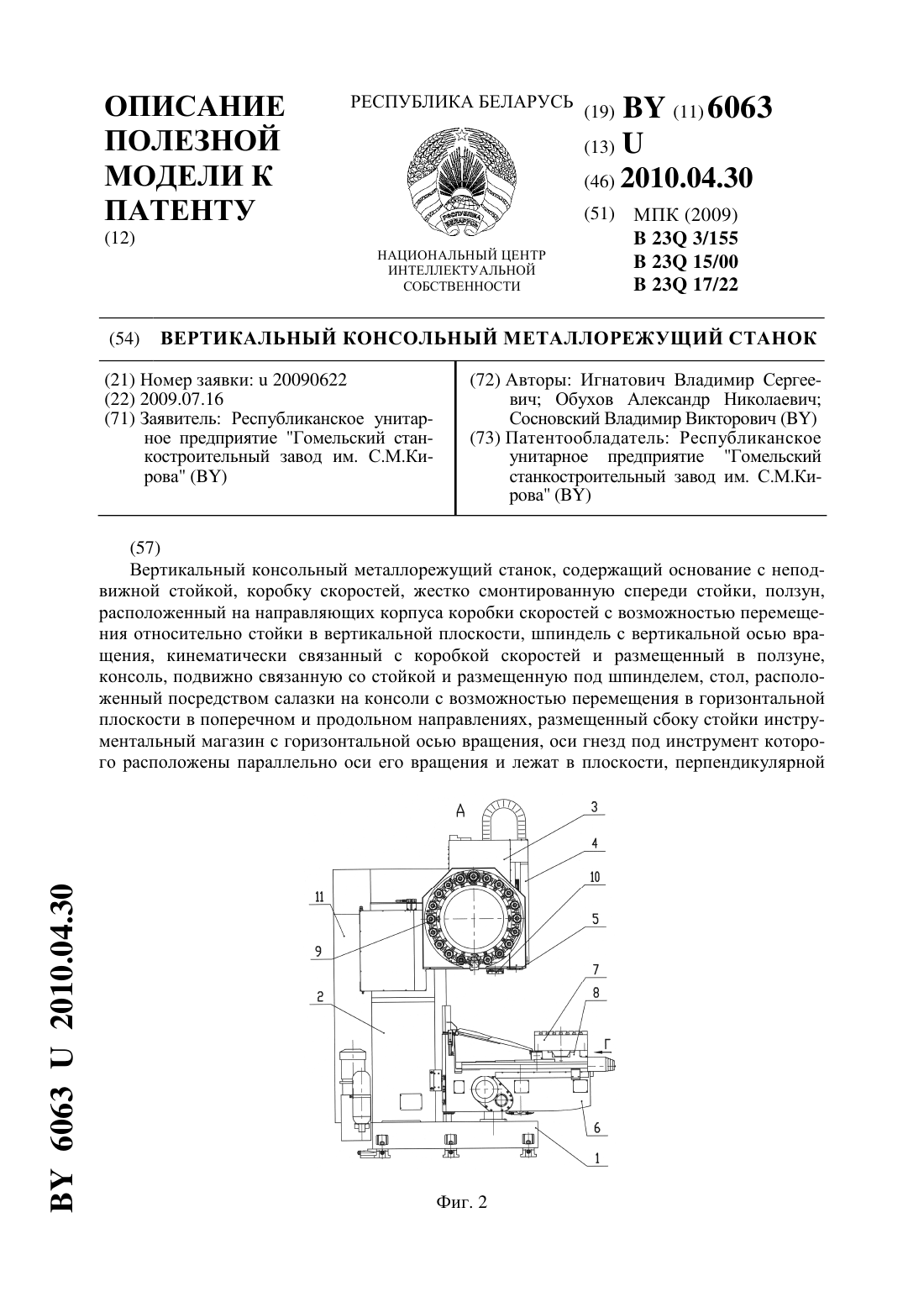
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Открытое акционерное общество СтанкоГомель(72) Авторы Игнатович Владимир Сергеевич Резник Сергей Васильевич Аникейчик Юрий Леонидович Васюков Александр Николаевич(73) Патентообладатель Открытое акционерное общество СтанкоГомель(57) 1. Консольно-фрезерный станок, содержащий основание с неподвижной стойкой, коробку скоростей, жестко соединенную со стойкой, шпиндель, кинематически связанный с коробкой скоростей, консоль, подвижно связанную в вертикальной плоскости со стойкой и размещенную под шпинделем, стол, расположенный посредством салазки на консоли с возможностью перемещения в горизонтальной плоскости в поперечном и продольном направлениях, коробку подач, привода подач по осям перемещения консоли и стола в виде электродвигателей, связанных с механизмами перемещения консоли и стола, преобразователи линейных перемещений консоли и стола, связанные электрическими связями с электрооборудованием и пультом управления, отличающийся тем, что пульт управления снабжен системой позиционного программного управления, связанной посредством электрических связей с электрооборудованием, самим пультом управления и преобразователями линейных перемещений консоли и стола, при этом хотя бы один из преобразователей линейных перемещений консоли или стола посредством электрических связей связан с электродвигателем привода подач с механизмом перемещения по одной из осей перемещения консоли или стола с возможностью обеспечения обратной связи по управляющему сигналу между последним, системой позиционного программного управления и пультом управления, при этом хотя бы один из механизмов перемещения выполнен в виде пары трения качения. 90852013.04.30 2. Консольно-фрезерный станок по п. 1, отличающийся тем, что в качестве пары трения качения применена шарико-винтовая передача. 3. Консольно-фрезерный станок по п. 1 или 2, отличающийся тем, что преобразователь линейных перемещений с возможностью обеспечения обратной связи по управляющему сигналу и шарико-винтовая передача применены только для продольного перемещения стола. 4. Консольно-фрезерный станок по п. 1 или 2, отличающийся тем, что преобразователь линейных перемещений с возможностью обеспечения обратной связи по управляющему сигналу и шарико-винтовая передача применены только для поперечного перемещения стола. 5. Консольно-фрезерный станок по п. 1 или 2, отличающийся тем, что преобразователи линейных перемещений с возможностью обеспечения обратной связи по управляющему сигналу и шарико-винтовые передачи применены только для продольного и поперечного перемещений стола. 6. Консольно-фрезерный станок по п. 1 или 2, отличающийся тем, что преобразователь линейных перемещений с возможностью обеспечения обратной связи по управляющему сигналу и шарико-винтовая передача применены только для вертикального перемещения консоли. 7. Консольно-фрезерный станок по п. 1 или 2, отличающийся тем, что преобразователи линейных перемещений с возможностью обеспечения обратной связи по управляющему сигналу и шарико-винтовые передачи применены только для продольного перемещения стола и вертикального перемещения консоли. 8. Консольно-фрезерный станок по п. 1 или 2, отличающийся тем, что преобразователи линейных перемещений с возможностью обеспечения обратной связи по управляющему сигналу и шарико-винтовые передачи применены только для поперечного перемещения стола и вертикального перемещения консоли. 9. Консольно-фрезерный станок по п. 1 или 2, отличающийся тем, что преобразователи линейных перемещений с возможностью обеспечения обратной связи по управляющему сигналу и шарико-винтовые передачи применены для продольного и поперечного перемещений стола и вертикального перемещения консоли.(56) 1. Консольно-фрезерный станок модели 6 Т 13-1, руководство по эксплуатации КОНСОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ 6 Т 82 Г-1, 6 Т 82-1, 6 Т 12-1, 6 Т 82 Ш-1, 6 Т 83 Г-1, 6 Т 83-1,6 Т 13-1, 6 Т 83 Ш-1, свидетельство о приемке 6 Т 82-1.00.000 РЭ 2, с. 2 и 14, рис. 2 и 12, ГСПО Завод фрезерных станков. - Горький, 1991. 2. Вертикально-фрезерный станок модели 4, проспект фирмы , ООО. - М., 2009. - С. 143 3. Станок консольно-фрезерный вертикальный модели 450, руководство по эксплуатации 450.00.00.000 РЭ, часть 1, с.с. 5.1, 5.2, 6.7, 6.9, 6.11, 6.12, 6.13, 6.19,6.20, 6.21, 6.22 и 6.23, рис. 5.1, 6.7, 6.8, 6.9 и 6.10, Открытое акционерное общество СтанкоГомель. - Гомель, 2012. Полезная модель относится к области машиностроения, в частности к станкостроению, а именно к производству консольно-фрезерных (вертикальных, горизонтальных и универсальных) станков без ЧПУ с точным позиционированием по осям координат. Известен консольно-фрезерный станок, содержащий основание с неподвижной стойкой, коробку скоростей со шпинделем, консоль, имеющую возможность перемещения относительно стойки в вертикальной плоскости, расположенный на консоли посредством 2 90852013.04.30 салазки крестовый стол, имеющий возможность перемещения относительно стойки в горизонтальной плоскости в продольном и поперечном направлениях, коробку подач, связанную с приводами перемещения консоли и крестового стола, выполненными в виде пар трения скольжения, электрооборудование и пульт управления 1. Недостатком известного консольно-фрезерного станка является низкая точность и стабильность позиционирования рабочих органов (стола и консоли) при перемещении их по осям координат. Известен вертикально-фрезерный станок, содержащий основание с неподвижной стойкой, коробку скоростей со шпинделем, консоль, имеющую возможность перемещения относительно стойки в вертикальной плоскости, расположенный на консоли посредством салазки крестовый стол, имеющий возможность перемещения относительно стойки в горизонтальной плоскости в продольном и поперечном направлениях, коробку подач, связанную с приводами перемещения консоли и крестового стола, выполненными в виде пар трения скольжения, устройство цифровой индикации, миниатюрные масштабные линейки по координатам перемещения рабочих органов (стола и консоли), связанные электрическими связями с электрооборудованием и пультом управления 2. Недостатком известного вертикально-фрезерного станка является недостаточная точность и стабильность позиционирования рабочих органов (стола и консоли) при перемещении их по осям координат. Наиболее близким по технической сущности является консольно-фрезерный станок,содержащий основание с неподвижной стойкой, коробку скоростей, жестко соединенную со стойкой, шпиндель, кинематически связанный с коробкой скоростей, консоль, подвижно связанную в вертикальной плоскости со стойкой и размещенную под шпинделем, стол,расположенный посредством салазки на консоли с возможностью перемещения в горизонтальной плоскости в поперечном и продольном направлениях, коробку подач, привода подач по осям перемещения консоли и стола в виде электродвигателей, связанных с механизмами перемещения консоли и стола, выполненными в виде пар трения скольжения,устройство цифровой индикации, преобразователи линейных перемещений консоли и стола,связанные электрическими связями с электрооборудованием и пультом управления 3. Недостатком известного консольно-фрезерного станка является недостаточная точность позиционирования рабочих органов (стола и консоли) при перемещении их по осям координат вследствие отсутствия обратной связи по управляющему сигналу между преобразователями линейных перемещений консоли и стола и электродвигателями приводов подач по осям перемещения последних. Технической задачей предлагаемой полезной модели является расширение технологических возможностей станка за счет повышения точности позиционирования его рабочих органов. Поставленная задача достигается тем, что в консольно-фрезерном станке, содержащем основание с неподвижной стойкой, коробку скоростей, жестко соединенную со стойкой,шпиндель, кинематически связанный с коробкой скоростей, консоль, подвижно связанную в вертикальной плоскости со стойкой и размещенную под шпинделем, стол, расположенный посредством салазки на консоли с возможностью перемещения в горизонтальной плоскости в поперечном и продольном направлениях, коробку подач, привода подач по осям перемещения консоли и стола в виде электродвигателей, связанных с механизмами перемещения консоли и стола, преобразователи линейных перемещений консоли и стола,связанные электрическими связями с электрооборудованием и пультом управления, пульт управления снабжен системой позиционного программного управления, связанной посредством электрических связей с электрооборудованием, самим пультом управления и преобразователями линейных перемещений консоли и стола, при этом преобразователи линейных перемещений консоли и стола посредством электрических связей связаны с электродвигателями приводов подач с механизмами перемещения по осям перемещения 3 90852013.04.30 консоли и стола с возможностью обеспечения обратной связи по управляющему сигналу между последними, системой позиционного программного управления и пультом управления, при этом хотя бы один механизм перемещения выполнен в виде пары трения качения. Поставленная задача достигается и тем, что в качестве пары трения качения применена шарико-винтовая передача. Поставленная задача достигается также тем, что преобразователь линейных перемещений с возможностью обеспечения обратной связи по управляющему сигналу и шарико-винтовая передача применены только для продольного перемещения стола. Поставленная задача достигается также и тем, что преобразователь линейных перемещений с возможностью обеспечения обратной связи по управляющему сигналу и шарико-винтовая передача применены только для поперечного перемещения стола. Поставленная задача достигается также и тем, что преобразователи линейных перемещений с возможностью обеспечения обратной связи по управляющему сигналу и шарико-винтовые передачи применены только для продольного и поперечного перемещений стола. Поставленная задача достигается также тем, что преобразователь линейных перемещений с возможностью обеспечения обратной связи по управляющему сигналу и шарико-винтовая передача применены только для вертикального перемещения консоли. Поставленная задача достигается и тем, что преобразователи линейных перемещений с возможностью обеспечения обратной связи по управляющему сигналу и шарико-винтовые передачи применены только для продольного перемещения стола и вертикального перемещения консоли. Поставленная задача достигается также тем, что преобразователи линейных перемещений с возможностью обеспечения обратной связи по управляющему сигналу и шарико-винтовые передачи применены только для поперечного перемещения стола и вертикального перемещения консоли. Поставленная задача достигается и тем, что преобразователи линейных перемещений с возможностью обеспечения обратной связи по управляющему сигналу и шарико-винтовые передачи применены для продольного и поперечного перемещений стола и вертикального перемещения консоли. На фиг. 1 изображен предлагаемый консольно-фрезерный станок (вариант исполнения вертикальный), общий вид (пульт управления условно не показан) на фиг. 2 - предлагаемый консольно-фрезерный станок (вариант исполнения - горизонтальный), общий вид(пульт управления условно не показан) на фиг. 3 - предлагаемый консольно-фрезерный станок (вариант исполнения - универсальный), общий вид (пульт управления условно не показан) на фиг. 4 - вид А на фиг. 1 (вид сбоку на вертикальный консольно-фрезерный станок) на фиг. 5 - вид Б на фиг. 2 (вид сбоку на горизонтальный консольно-фрезерный станок) на фиг. 6 - вид В на фиг. 3 (вид сбоку на универсальный консольно-фрезерный станок) на фиг. 7 - принципиальная кинематическая схема коробки подач с приводами перемещения стола и консоли вертикального, горизонтального и универсального консольно-фрезерных станков с шарико-винтовой передачей для продольного перемещения стола (вариант исполнения) на фиг. 8 - принципиальная кинематическая схема коробки подач с приводами перемещения стола и консоли вертикального, горизонтального и универсального консольно-фрезерных станков шарико-винтовой передачей для поперечного перемещения стола (вариант исполнения) на фиг. 9 - принципиальная кинематическая схема коробки подач с приводами перемещения стола и консоли вертикального, горизонтального и универсального консольно-фрезерных станков шарико-винтовой передачей для продольного и поперечного перемещений стола (вариант исполнения) на фиг. 10 - принципиальная кинематическая схема коробки подач с приводами перемещения стола и консоли вертикального, горизонтального и универсального консольно-фрезерных станков с шарико-винтовой передачей для вертикального перемещения консоли (вариант исполнения) на фиг. 11 - принципиальная кинематическая схема коробки подач с приводами перемещения стола и консоли вертикального, горизонтального и универсального консольнофрезерных станков с шарико-винтовой передачей для продольного перемещения стола и 4 90852013.04.30 вертикального перемещения консоли (вариант исполнения) на фиг. 12 - принципиальная кинематическая схема коробки подач с приводами перемещения стола и консоли вертикального, горизонтального и универсального консольно-фрезерных станков с шариковинтовой передачей для поперечного перемещения стола и вертикального перемещения консоли (вариант исполнения) на фиг. 13 - принципиальная кинематическая схема коробки подач с приводами перемещения стола и консоли вертикального, горизонтального и универсального консольно-фрезерных станков с шарико-винтовой передачей для продольного и поперечного перемещений стола и вертикального перемещения консоли (вариант исполнения) на фиг. 14 - вид Г на фиг. 4, 5 и 6 (расположение преобразователя линейных перемещений с возможностью обеспечения обратной связи по управляющему сигналу для продольного перемещения стола, вариант исполнения) на фиг. 15 - вид Д на фиг. 14 на фиг. 16 вид Е на фиг. 1, 2 и 3 (расположение преобразователя линейных перемещений с возможностью обеспечения обратной связи по управляющему сигналу для поперечного перемещения стола, стола, вариант исполнения) на фиг. 17 - вид К на фиг. 16 на фиг. 18 - вид Ж на фиг. 1, 2 и 3 (расположение преобразователя линейных перемещений с возможностью обеспечения обратной связи по управляющему сигналу для вертикального перемещения консоли, стола, вариант исполнения) на фиг. 19 вид Л на фиг. 18. Консольно-фрезерный станок (вертикальный - фиг. 1 и 4, горизонтальный - фиг. 2 и 5,универсальный - фиг. 3 и 6) содержит основание 1 с неподвижной стойкой 2, коробку скоростей 3 со шпинделем 4, консоль 5, размещенную под шпинделем 4 и имеющую возможность перемещения относительно стойки 2 в вертикальной плоскости по оси координат, расположенный на консоли 5 посредством салазки 6 стол 7, имеющий возможность перемещения относительно стойки 2 в горизонтальной плоскости в продольном направлении по салазке 6 по оси координати совместно с салазкой 6 в поперечном направлении по оси координат , коробку подач 8 (на фиг. 7 13 показана схематично), привода подач с механизмами перемещения стола 7 и консоли 5, преобразователь линейных перемещений 9 по оси координат(фиг. 14 и 15), преобразователь линейных перемещений 10 по оси координат(фиг. 16 и 17), преобразователь линейных перемещений 11 по оси координат(фиг. 18 и 19), электрооборудование (на фигурах не показано) и пульт управления 12 (на фиг. 4, 5 и 6 показана условно) с встроенной в него системой позиционного программного управления (СППУ) 13 (на фиг. 4, 5 и 6 показана условно). В качестве преобразователей линейных перемещений 9, 10 и 11 применены, например, оптические линейки ЛИР-7 или ЛИР-9, связанные электрическими связями с возможностью обеспечения обратной связи по управляющему сигналу с приводами подач, выполненными в виде электродвигателя 14, пультом управления 12 и СППУ 13 (на фигурах не показано). Механизмы перемещения стола 7 и консоли 5 выполнены в виде пар трения качения, например, шарико-винтовых передач (ШВП), кинематически связанных с электродвигателем 14, так, например, по оси координат- 15, по оси координат- 16, и по оси координат- 17 (на фиг. 713 показано схематично). В зависимости от конкретных условий эксплуатации станка, последний может быть изготовлен с различными вариантами использования преобразователей линейных перемещений, с возможностью обеспечения обратной связи по управляющему сигналу, например - только по оси координат- 9(фиг. 14 и 15) - только по оси координат-10 (фиг. 16 и 17) - только по оси координат- 11 (фиг. 18 и 19) - только по осям координат- 9 и- 10 (фиг. 14, 15, 16 и 17)- только по осям координат- 9 и- 11 (фиг. 14, 15, 18 и 19) - только по осям координат- 10 и- 11 (фиг. 16, 17, 18 и 19) - по осям координат- 9,- 10 и 11 (фиг. 14, 15, 16, 17, 18 и 19). (При этом по осям координат, где не применены преобразователей линейных перемещений с возможностью обеспечения обратной связи по управляющему сигналу, используются преобразователи линейных перемещений без возможности обеспечения обратной связи по управляющему сигналу). В зависимости от 5 90852013.04.30 конкретных условий эксплуатации, в частности, от конфигурации и технических требований, предъявляемых к деталям, обрабатываемым на станке, последний может быть изготовлен с различными вариантами применения ШВП, например - только по оси координат- 15 (фиг. 7) - только по оси координат- 16 (фиг. 8) - только по осям координат- 15 и- 16 (фиг. 9) - только по оси координат- 17 (фиг. 10) - только по осям координат- 15 и- 17 (фиг. 11) - только по осям координат- 16 и- 17(фиг. 12) - по осям координат- 15,- 16 и- 17(фиг. 13). (При этом по осям координат, где не применены ШВП, используются пары трения скольжения, например винтгайка, с трапецеидальной резьбой). Консольно-фрезерный станок работает следующим образом (вариант исполнения станка с преобразователями линейных перемещений с возможностью обеспечения обратной связи по управляющему сигналу и ШВП по всем осям координат). В первоначальный момент на стол 7 станка, расположенный в позиции загрузки заготовок, устанавливается и закрепляется заготовка (на фигурах не показано). В шпиндель 4 устанавливается и фиксируется инструментальная оправка с требуемым для обработки режущим инструментом, например, с концевой цилиндрической фрезой (на фигурах не показано). Далее, например, по команде с СППУ 13 стол 7 с заготовкой, перемещаясь одновременно по осям координатина заданную величину посредством ШВП 15 и 16 соответственно, приходит в зону обработки и позиционируется в исходной точке начала обработки. При этом преобразователи линейных перемещений 9 и 10 отслеживают фактическую величину перемещения стола 7 с заготовкой по соответствующим осям координат и по электрическим связям (на фигурах не показано) передают информацию в СППУ 13 и на электродвигатель 14. СППУ 13 анализирует поступившую информацию и при отклонении фактической величины перемещения по какой-либо из осей координат от заданной дает команду на электродвигатель 14 ликвидировать это отклонение. Если информация, поступившая на электродвигатель 14 от преобразователей линейных перемещений 9 и/или 10, соответствует информации, поступившей из СППУ 13, то последний отрабатывает команду на ликвидирование отклонения по перемещению по требуемой оси координат, и стол 7 с заготовкой окончательно позиционируется в исходной точке начала обработки. После этого, например, по команде с СППУ 13 включается вращение шпинделя 4 с инструментом с заданной частотой вращения и производится подвод посредством ШВП 17 по оси координатконсоли 5 со столом 7 и закрепленной заготовкой к вращающемуся инструменту при этом, например, касаются вращающимся инструментом заготовки, определяя нулевую точку резания. Далее производится врезание инструмента в заготовку на требуемую величину (заданную глубину резания в зависимости от конфигурации детали и технологического процесса обработки) путем дальнейшего перемещения по оси координатконсоли 5 со столом 7 с заготовкой. При этом преобразователь линейных перемещений 11 отслеживает фактическую величину перемещения стола 7 с заготовкой и по электрическим связям (на фигурах не показано) передает информацию в СППУ 13 и на электродвигатель 14. СППУ 13 анализирует поступившую информацию и при отклонении фактической величины перемещения от заданной дает команду на электродвигатель 14 ликвидировать это отклонение. Если информация, поступившая на электродвигатель 14 от преобразователя линейных перемещений 11, соответствует информации, поступившей из СППУ 13, то последний отрабатывает команду на ликвидирование отклонения по перемещению по данной оси координат и стол 7 с заготовкой окончательно позиционируется в точке начала обработки. Затем по команде с СППУ 13 включается перемещение стола 7 с заготовкой по требуемой оси координат и начинается процесс обработки детали (в соответствии с технологической программой обработки). При этом стол 7 с заготовкой, при необходимости, перемещается как по салазке 6 по оси координат , так и совместно с салазкой 6 по оси координат(в зависимости от технологической программы обработки детали), позиционируясь в задан 6 90852013.04.30 ных точках. По окончании технологического перехода обработки детали, например, по команде с СППУ 13 стол 7 с заготовкой (на фигурах не показано), перемещаясь по соответствующим осям координат, возвращается в позицию загрузки (на фигурах не показано), где и позиционируется. В шпинделе 4 станка меняется инструментальная оправка с отработанным режущим инструментом на инструментальную оправку с новым режущим инструментом, требующимся для дальнейшей обработки детали согласно технологической программе обработки последней. Далее, например, по команде с СППУ 13 стол 7 с заготовкой, перемещаясь одновременно по осям координатина заданную величину посредством ШВП 15 и 16 соответственно, приходит в зону обработки и позиционируется в последующей исходной точке начала обработки (в соответствии с технологической программой обработки детали), соответствующей, например, второму технологическому переходу. При этом преобразователи линейных перемещений 9 и 10 отслеживают фактическую величину перемещения стола 7 с заготовкой по соответствующим осям координат и по электрическим связям (на фигурах не показано) передают информацию в СППУ 13 и на электродвигатель 14. СППУ 13 анализирует поступившую информацию и при отклонении фактической величины перемещения по какой-либо из осей координат от заданной дает команду на электродвигатель 14 ликвидировать это отклонение. Если информация, поступившая на электродвигатель 14 от преобразователей линейных перемещений 9 и/или 10, соответствует информации, поступившей из СППУ 13, то последний отрабатываете команду на ликвидирование отклонения по перемещению по требуемой оси координат и стол 7 с заготовкой окончательно позиционируется в последующей исходной точке начала обработки, соответствующей второму технологическому переходу. После этого, например, по команде с СППУ 13 включается вращение шпинделя 4 с инструментом с заданной частотой вращения и производится подвод посредством ШВП 17 по оси координатконсоли 5 со столом 7 и закрепленной заготовкой к вращающемуся инструменту при этом, например, касаются вращающимся инструментом заготовки, определяя нулевую точку резания. Далее производится врезание инструмента в заготовку на требуемую величину (заданную глубину резания в зависимости от конфигурации детали и технологического процесса обработки) путем дальнейшего перемещения по оси координатконсоли 5 со столом 7 с заготовкой. При этом преобразователь линейных перемещений 11 отслеживает фактическую величину перемещения стола 7 с заготовкой и по электрическим связям (на фигурах не показано) передает информацию в СППУ 13 и на электродвигатель 14. СППУ 13 анализирует поступившую информацию и при отклонении фактической величины перемещения от заданной дает команду на электродвигатель 14 ликвидировать это отклонение. Если информация, поступившая на электродвигатель 14 от преобразователя линейных перемещений 11, соответствует информации, поступившей из СППУ 13, то последний отрабатывает команду на ликвидирование отклонения по перемещению по данной оси координат и стол 7 с заготовкой окончательно позиционируется в последующей точке начала обработки, соответствующей второму технологическому переходу. Затем по команде с СППУ 13 включается перемещение стола 7 с заготовкой по требуемой оси координат и процесс обработки детали возобновляется (в соответствии с технологической программой обработки). Так как в узлах, влияющих за точность обработки детали, а именно в столе 7, установленном на салазке 6, в салазке 6 со столом 7, установленной в консоли 5, в консоли 5, расположенной на стойке 2, установлены ШВП (беззазорные механизмы перемещения рабочих органов), а также преобразователи линейных перемещений с возможностью обеспечения обратной связи по управляющему сигналу (например, оптические линейки ЛИР-7 или ЛИР-9), которые предназначены для информационной связи по положению между позиционируемым объектом и системой СППУ 13, то осуществляется постоянный контроль положения подвижных частей станка, участвующих в данный момент времени в процессе обработки детали, что, в свою очередь, повышает точность обработки деталей. 7 90852013.04.30 Аналогичным образом работают и все остальные варианты исполнения консольнофрезерного станка, обеспечивая при этом повышение точности позиционирования по тем осям координат, на которых установлены ШВП и преобразователи линейных перемещений с возможностью обеспечения обратной связи по управляющему сигналу (в зависимости от конфигурации и конкретных технических требований, предъявляемых к обрабатываемым деталям). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 13
МПК / Метки
МПК: B23C 1/00
Метки: консольно-фрезерный, станок
Код ссылки
<a href="https://by.patents.su/13-u9085-konsolno-frezernyjj-stanok.html" rel="bookmark" title="База патентов Беларуси">Консольно-фрезерный станок</a>
Вертикальный консольный металлорежущий станок
Номер патента: U 6063
Опубликовано: 30.04.2010
Авторы: Игнатович Владимир Сергеевич, Сосновский Владимир Викторович, Обухов Александр Николаевич
МПК: B23Q 17/22, B23Q 3/155, B23Q 15/00...
Метки: станок, консольный, металлорежущий, вертикальный
Текст:
...ползуна и стола установлены преобразователи линейных перемещений, посредством электрических связей связанные с ЧПУ, при этом инструментальный магазин имеет 20 гнезд под инструмент. На фиг. 1 изображен предлагаемый вертикальный консольный металлорежущий станок, общий вид спереди на фиг. 2 - вид А на фиг. 1 (вид сбоку на станок со стороны инструментального магазина) на фиг. 3 - вид Б на фиг. 1 (вид сверху на станок) на фиг. 4 вид Г на фиг....
Фрезерный станок для обработки сварных швов на трубах
Номер патента: U 2041
Опубликовано: 30.09.2005
Авторы: Белькевич Альберт Владимирович, Кравцов Николай Викторович, Гамеза Владимир Николаевич, Баницевич Александр Антонович, Галицкий Леонид Иванович, Бутко Виктор Федорович
МПК: B23C 3/00
Метки: обработки, станок, фрезерный, трубах, швов, сварных
Текст:
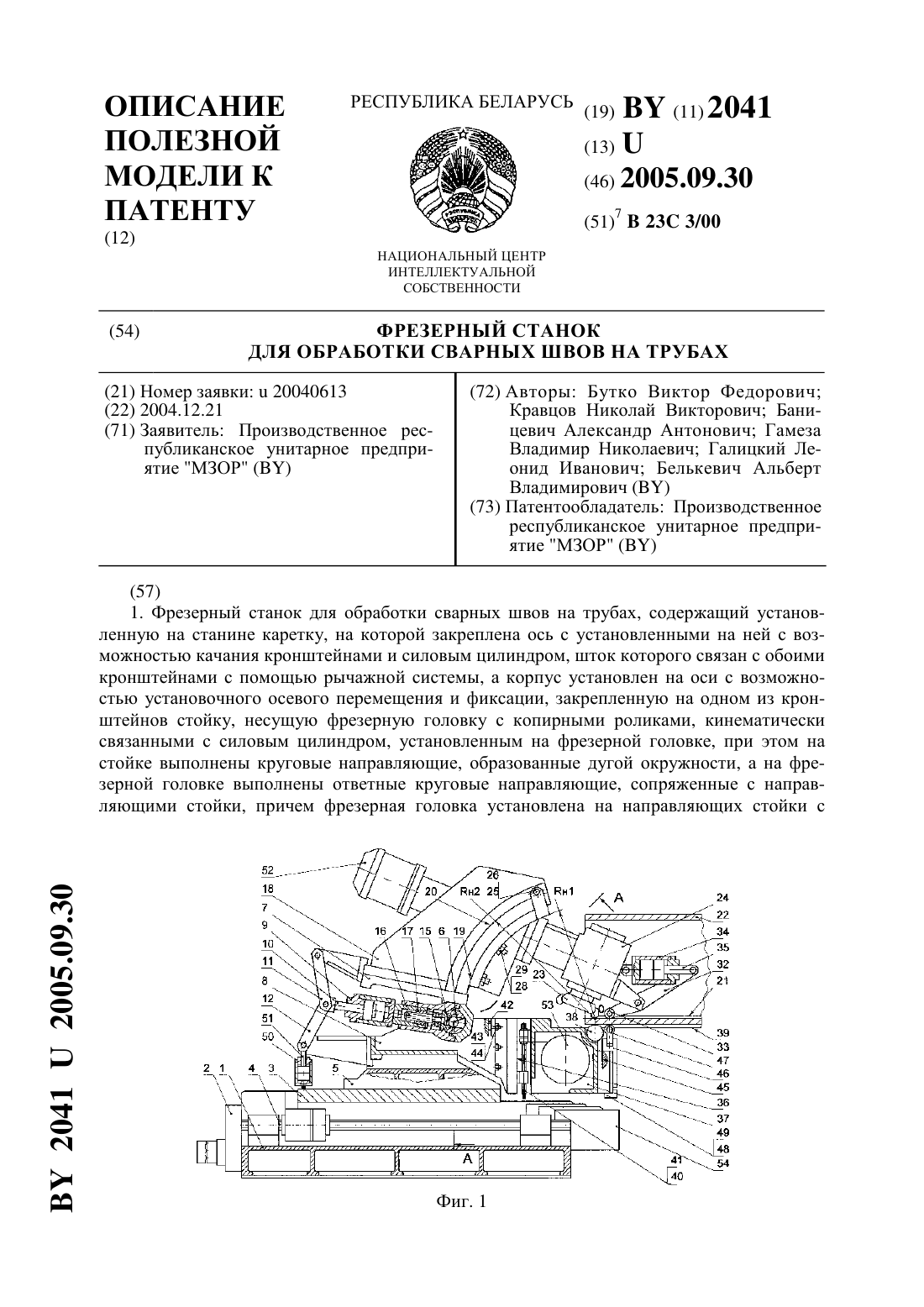
...сварных швов на трубе большого диаметра, продольный разрез, на фиг. 7 - то же, поперечный разрез. На станине 1, закрепленной на фундаменте, смонтирован привод 2, а на направляющих станины установлена каретка 3, связанная с ходовым винтом 4 привода. К верхней плоскости каретки прикреплено основание 5, в расточке которого смонтирована ось 6. На этой оси шарнирно закреплены кронштейны 7, 8 и пневмоцилиндр 9, на штоке 10 которого установлены...
Вертикальный консольный металлообрабатывающий станок
Номер патента: U 6064
Опубликовано: 30.04.2010
Авторы: Обухов Александр Николаевич, Резник Сергей Васильевич, Сосновский Владимир Викторович, Игнатович Владимир Сергеевич
Метки: станок, металлообрабатывающий, консольный, вертикальный
Текст:
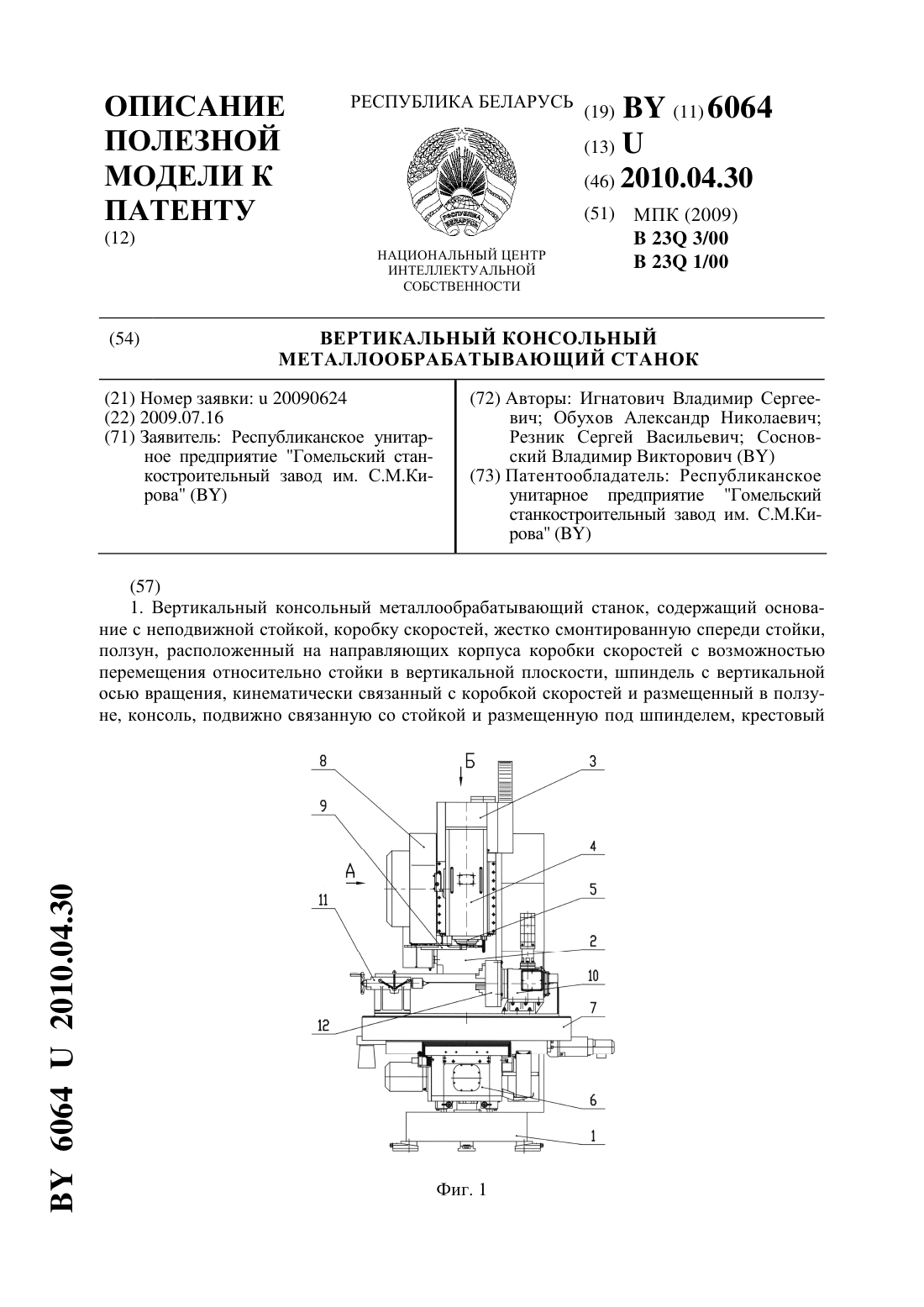
...устройства для многосторонней обработки, при этом устройство для многосторонней обработки снабжено токарным патроном или столом-планшайбой, жестко связанным со шпинделем устройства для многосторонней обработки, причем стол-планшайба выполнен с Т-образными пазами или резьбовыми отверстиями для крепления на поверхности для установки заготовок. На фиг. 1 изображен предлагаемый вертикальный консольный металлообрабатывающий станок, общий вид...
Многоцелевой станок
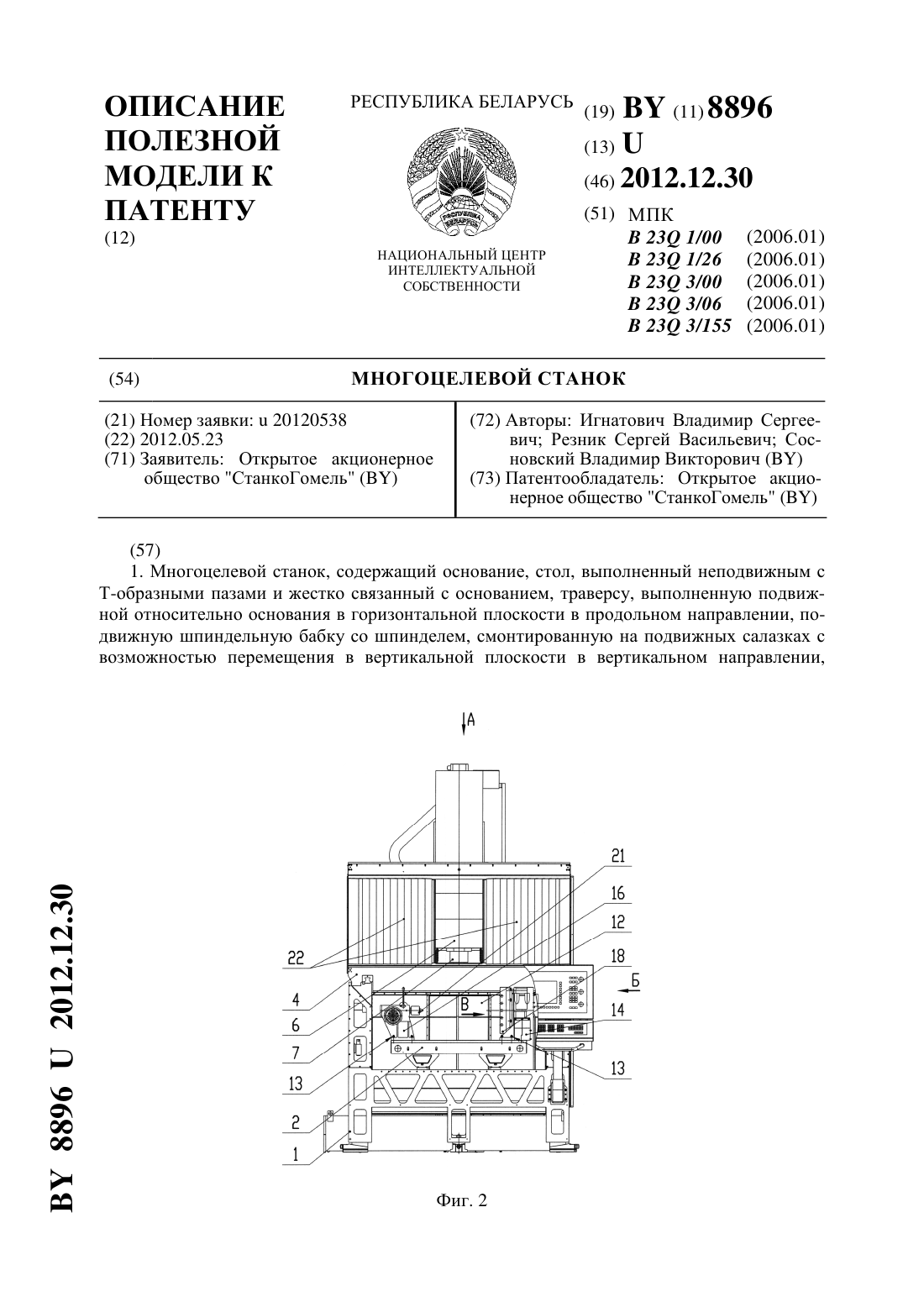
Номер патента: U 8896
Опубликовано: 30.12.2012
Авторы: Резник Сергей Васильевич, Игнатович Владимир Сергеевич, Сосновский Владимир Викторович
МПК: B23Q 1/26, B23Q 1/00, B23Q 3/00...
Метки: станок, многоцелевой
Текст:
...8 отделен от неподвижного стола 2(зоны обработки) подвижными раздвигающимися защитными щитками 12. На столе 2 посредством станочных болтов 13 в комплекте с гайками, расположенных -образных пазах 3 стола 2, жестко смонтировано устройство для многосторонней обработки 14 (например с правой стороны стола 2), имеющее возможность вращения вокруг своей оси (ось координат ). При этом в устройстве для многосторонней обработки 14 снизу жестко...
Металлообрабатывающий станок
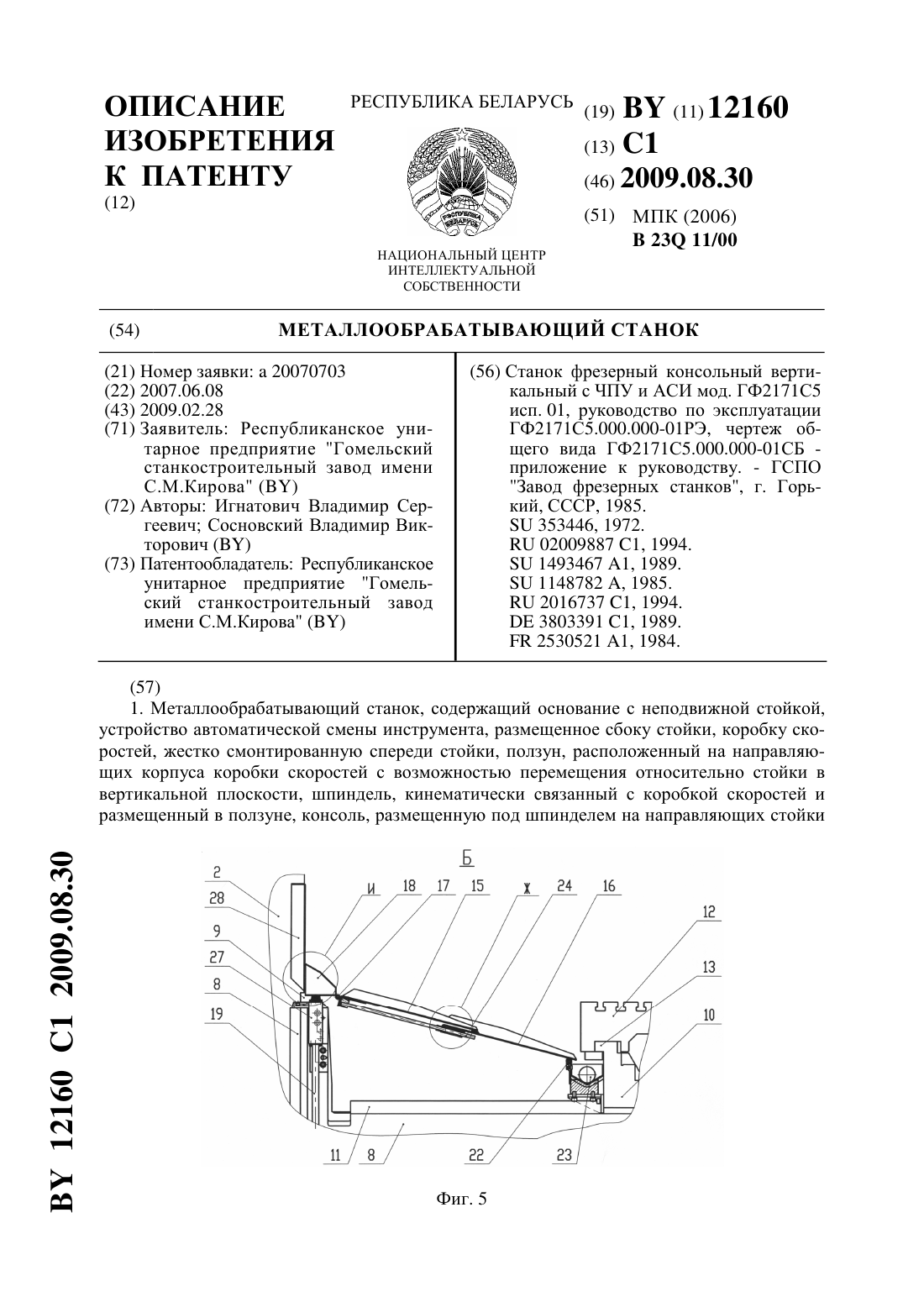
Номер патента: 12160
Опубликовано: 30.08.2009
Авторы: Игнатович Владимир Сергеевич, Сосновский Владимир Викторович
МПК: B23Q 11/00
Метки: станок, металлообрабатывающий
Текст:
...относительно стойки 2 в вертикальной плоскости, шпиндель 7, кинематически, например при помощи зубчатых передач, связанный с коробкой скоростей 4 и размещенный в ползуне 5,3 12160 1 2009.08.30 консоль 8, размещенную под шпинделем 7 на направляющих 9 стойки 2 с возможностью перемещения относительно стойки в вертикальной плоскости, салазку 10, расположенную на направляющих 11 консоли 8 с возможностью перемещения в горизонтальной плоскости...
Предыдущий патент: Рыхлитель почвы
Следующий патент: Двигатель внутреннего сгорания
Случайный патент: Способ восстановления источников напряжения в виде первичных элементов и устройство для его осуществления