Вертикальный консольный металлорежущий станок
Номер патента: U 6063
Опубликовано: 30.04.2010
Авторы: Сосновский Владимир Викторович, Обухов Александр Николаевич, Игнатович Владимир Сергеевич
Текст
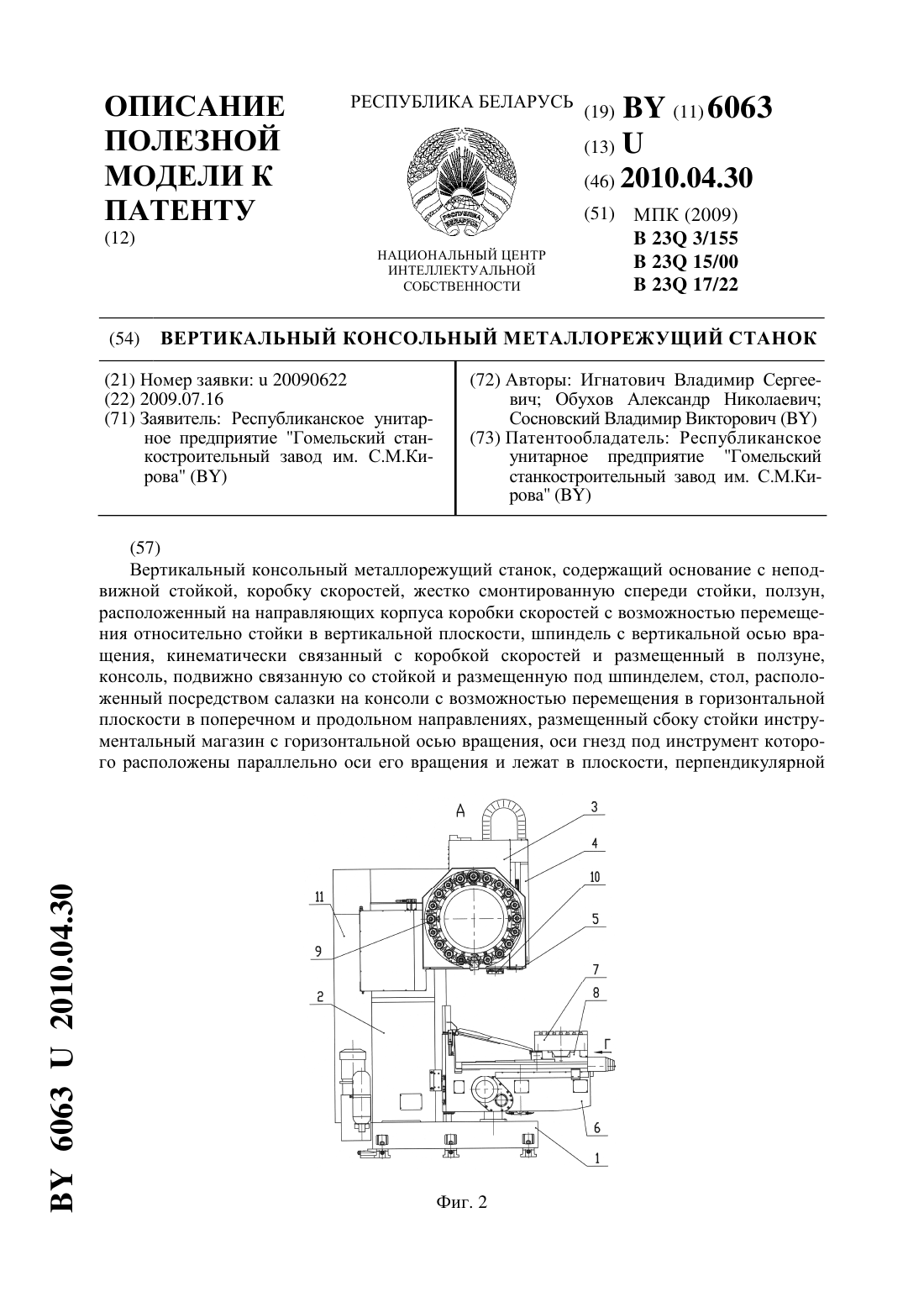
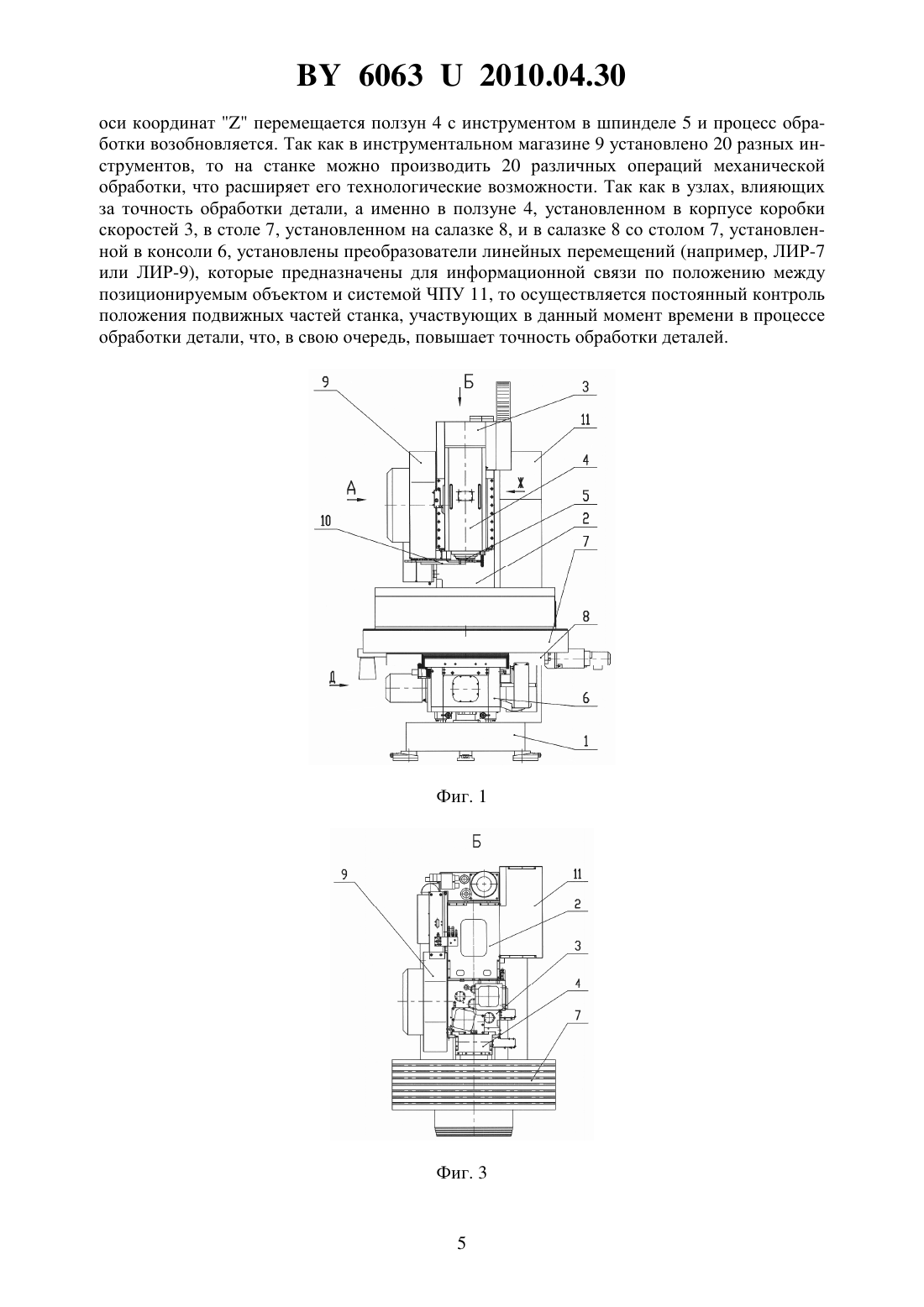
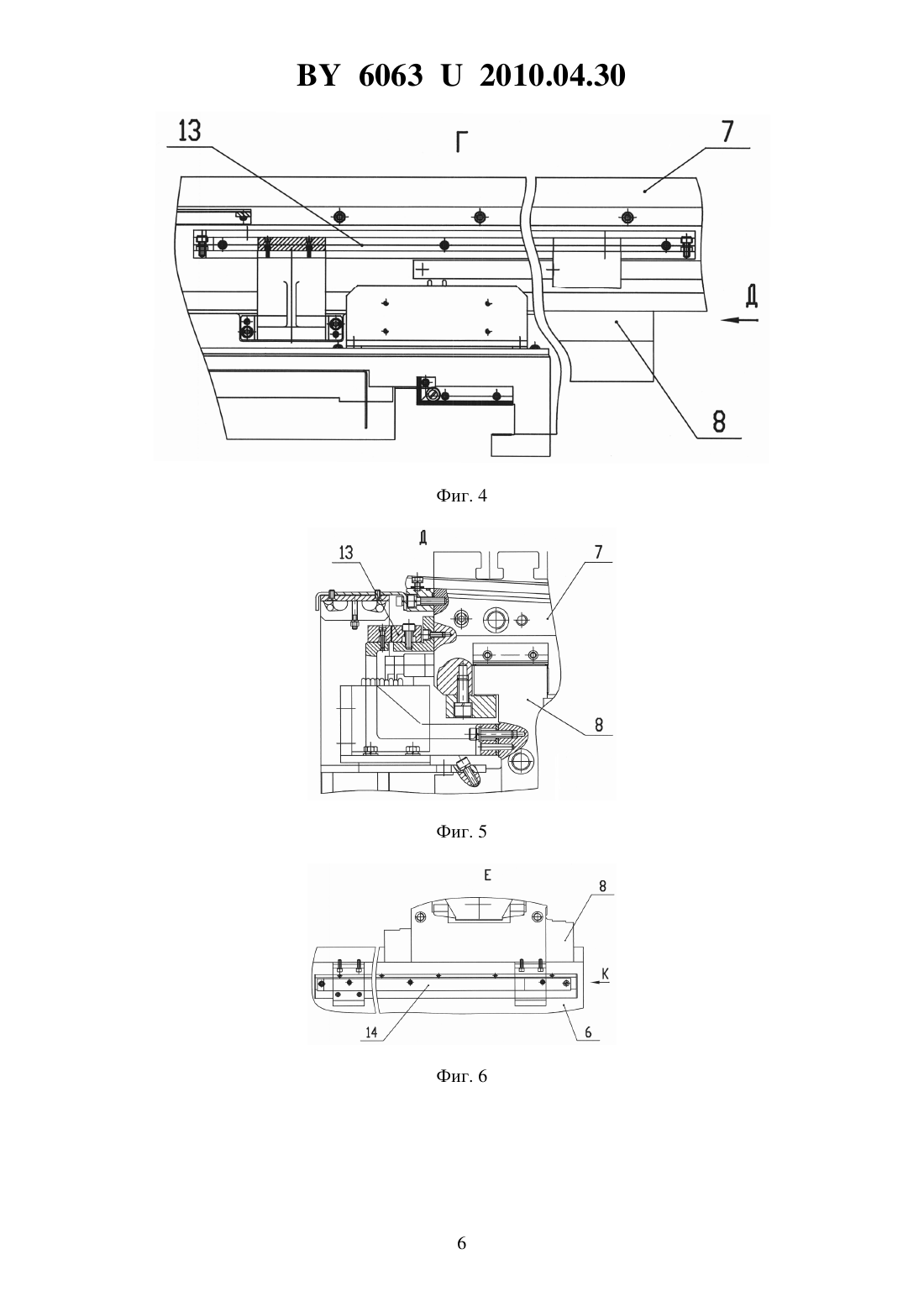
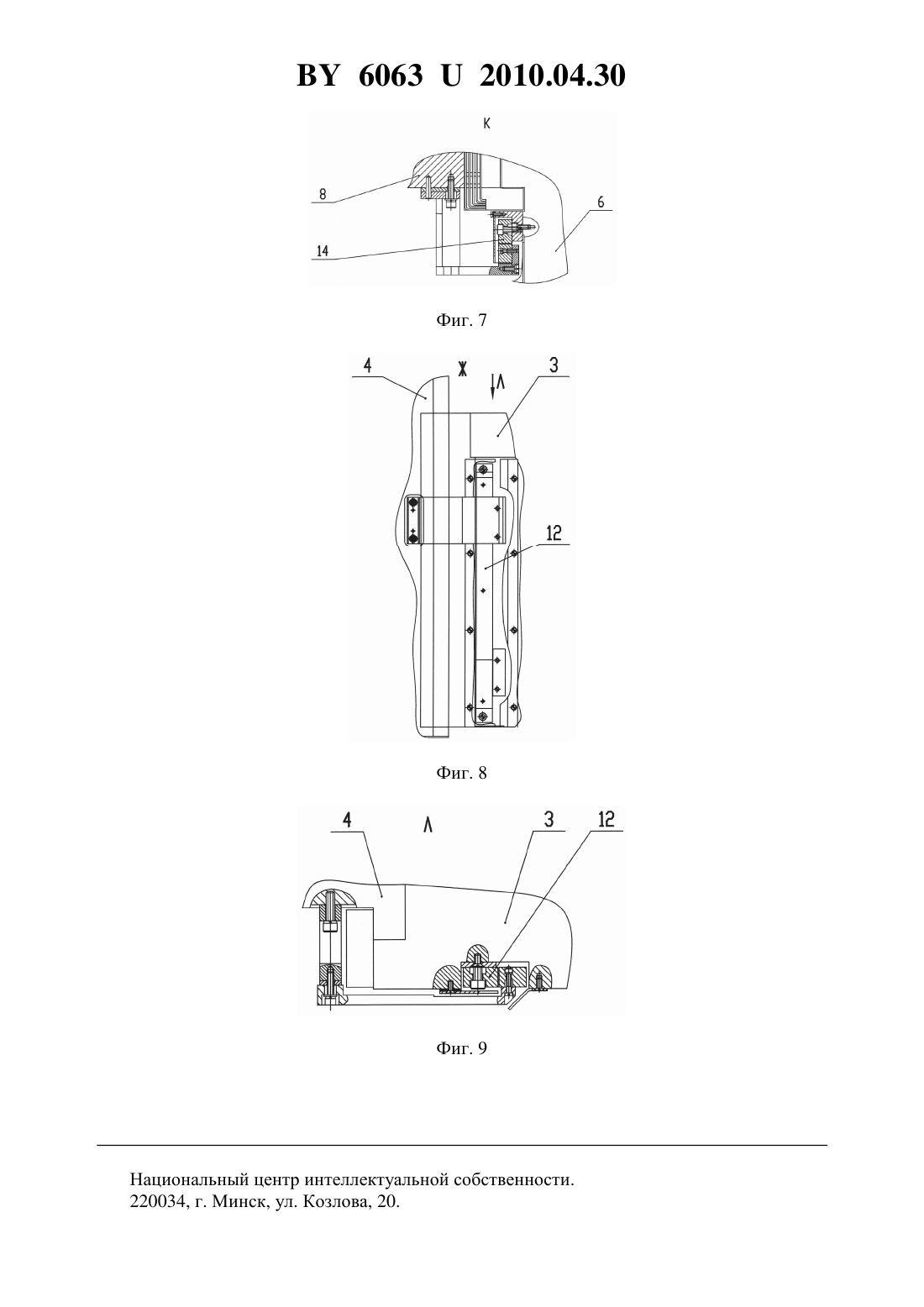
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ВЕРТИКАЛЬНЫЙ КОНСОЛЬНЫЙ МЕТАЛЛОРЕЖУЩИЙ СТАНОК(71) Заявитель Республиканское унитарное предприятие Гомельский станкостроительный завод им. С.М.Кирова(72) Авторы Игнатович Владимир Сергеевич Обухов Александр Николаевич Сосновский Владимир Викторович(73) Патентообладатель Республиканское унитарное предприятие Гомельский станкостроительный завод им. С.М.Кирова(57) Вертикальный консольный металлорежущий станок, содержащий основание с неподвижной стойкой, коробку скоростей, жестко смонтированную спереди стойки, ползун,расположенный на направляющих корпуса коробки скоростей с возможностью перемещения относительно стойки в вертикальной плоскости, шпиндель с вертикальной осью вращения, кинематически связанный с коробкой скоростей и размещенный в ползуне,консоль, подвижно связанную со стойкой и размещенную под шпинделем, стол, расположенный посредством салазки на консоли с возможностью перемещения в горизонтальной плоскости в поперечном и продольном направлениях, размещенный сбоку стойки инструментальный магазин с горизонтальной осью вращения, оси гнезд под инструмент которого расположены параллельно оси его вращения и лежат в плоскости, перпендикулярной 60632010.04.30 оси вращения шпинделя, манипулятора с двумя захватами под инструмент, расположенного сбоку инструментального магазина и имеющего возможность взаимодействия с инструментальным магазином и шпинделем станка, и ЧПУ, отличающийся тем, что инструментальный магазин выполнен с увеличенной емкостью инструмента, а по осям координат перемещения ползуна и стола установлены преобразователи линейных перемещений, посредством электрических связей связанные с ЧПУ, при этом инструментальный магазин имеет 20 гнезд под инструмент.(56) 1. Станок фрезерный консольный вертикальный с ЧПУ и АСИ мод. ГФ 2171 С 5 исп. 01,руководство по эксплуатации ГФ 2171 С 5. 000.000-01 РЭ, чертежи общего вида станка ГФ 2171 С 5. 000.000 СБ, механизма автоматической смены инструмента 6 Т 13 МФ 41.14.000 СБ - приложение к руководству, ГСПО Завод фрезерных станков.- Горький,1985. 2. Станок вертикальный консольно-фрезерный с ЧПУ модели 400-03-39, руководство по эксплуатации 400-03-39.00.00.000 РЭ. РУП Гомельский станкостроительный завод им. С.М. Кирова, 2008. - С. 5.1, 5.2, 5.3, 5.4, 5.5, рис. 5.1 Полезная модель относится к области машиностроения, в частности к станкостроению, а именно к производству вертикальных консольных металлорежущих станков с накопителем инструмента и точным позиционированием по осям координат при механической обработке деталей путем последовательной обработки их одним инструментом. Известен вертикальный консольный металлорежущий станок, содержащий основание с неподвижной стойкой, коробку скоростей, жестко смонтированную спереди стойки,ползун, расположенный на направляющих корпуса коробки скоростей с возможностью перемещения относительно стойки в вертикальной плоскости, шпиндель с вертикальной осью вращения, кинематически связанный с коробкой скоростей и размещенный в ползуне, консоль, подвижно связанную со стойкой и размещенную под шпинделем, стол, расположенный посредством салазки на консоли с возможностью перемещения в горизонтальной плоскости в поперечном и продольном направлениях, размещенный сбоку стойки инструментальный магазин с горизонтальной осью вращения с количеством гнезд на 12 инструментов, расположенных радиально оси его вращения, оси которых лежат в плоскости, параллельной оси вращения шпинделя, манипулятора с двумя захватами под инструмент, расположенного сбоку инструментального магазина и имеющего возможность перемещения между инструментальным магазином и шпинделем станка, и ЧПУ 1. Недостатками известного вертикального консольного металлорежущего станка являются ограниченные технологические возможности вследствие малой емкости инструментального магазина и достаточно низкий класс точности обработки деталей (класс точности станка по ГОСТ 8-82 - Н). Также известен вертикальный консольный металлорежущий станок, содержащий основание с неподвижной стойкой, коробку скоростей, жестко смонтированную спереди стойки, ползун, расположенный на направляющих корпуса коробки скоростей с возможностью перемещения относительно стойки в вертикальной плоскости, шпиндель с вертикальной осью вращения, кинематически связанный с коробкой скоростей и размещенный в ползуне, консоль, подвижно связанную со стойкой и размещенную под шпинделем,стол, расположенный посредством салазки на консоли с возможностью перемещения в горизонтальной плоскости в поперечном и продольном направлениях, размещенный сбоку стойки инструментальный магазин с горизонтальной осью вращения с количеством гнезд 2 60632010.04.30 на 12 инструментов, расположенных параллельно оси его вращения, оси которых лежат в плоскости, перпендикулярной оси вращения шпинделя, манипулятора с двумя захватами под инструмент, расположенного сбоку инструментального магазина и имеющего возможность взаимодействия с инструментальным магазином и шпинделем станка, и ЧПУ 2. Недостатками известного вертикального консольного металлорежущего станка являются ограниченные технологические возможности вследствие малой емкости инструментального магазина и достаточно низкий класс точности обработки деталей (класс точности станка по ГОСТ 8-82 - Н). Технической задачей предлагаемой полезной модели является расширение технологических возможностей станка за счет увеличения емкости инструментального магазина и повышение класса точности обработки деталей (до класса точности П по ГОСТ 8-82). Поставленная задача достигается тем, что в вертикальном консольном металлорежущем станке, содержащем основание с неподвижной стойкой, коробку скоростей, жестко смонтированную спереди стойки, ползун, расположенный на направляющих корпуса коробки скоростей с возможностью перемещения относительно стойки в вертикальной плоскости, шпиндель с вертикальной осью вращения, кинематически связанный с коробкой скоростей и размещенный в ползуне, консоль, подвижно связанную со стойкой и размещенную под шпинделем, стол, расположенный посредством салазки на консоли с возможностью перемещения в горизонтальной плоскости в поперечном и продольном направлениях, размещенный сбоку стойки инструментальный магазин с горизонтальной осью вращения, оси гнезд под инструмент которого расположены параллельно оси его вращения и лежат в плоскости, перпендикулярной оси вращения шпинделя, манипулятора с двумя захватами под инструмент, расположенного сбоку инструментального магазина и имеющего возможность взаимодействия с инструментальным магазином и шпинделем станка, и ЧПУ, инструментальный магазин выполнен с увеличенной емкостью инструмента, а по осям координат перемещения ползуна и стола установлены преобразователи линейных перемещений, посредством электрических связей связанные с ЧПУ, при этом инструментальный магазин имеет 20 гнезд под инструмент. На фиг. 1 изображен предлагаемый вертикальный консольный металлорежущий станок, общий вид спереди на фиг. 2 - вид А на фиг. 1 (вид сбоку на станок со стороны инструментального магазина) на фиг. 3 - вид Б на фиг. 1 (вид сверху на станок) на фиг. 4 вид Г на фиг. 2 (установка преобразователя линейных перемещений по оси координат) на фиг. 5 - вид Д на фиг. 4 на фиг. 6 - вид Е на фиг. 1 (установка преобразователя линейных перемещений по оси координат ) на фиг. 7 - вид К на фиг. 6 на фиг. 8 - вид Ж на фиг. 1 (установка преобразователя линейных перемещений по оси координат ) на фиг. 9 - вид Л на фиг. 8. Вертикальный консольный металлорежущий станок содержит основание 1 с неподвижной стойкой 2, коробку скоростей 3, жестко смонтированную спереди стойки 2, ползун 4, расположенный на направляющих корпуса коробки скоростей 3 с возможностью перемещения относительно стойки 2 в вертикальной плоскости (ось координат ),шпиндель 5 с вертикальной осью вращения, кинематически связанный с коробкой скоростей 3 и размещенный в ползуне 4, консоль 6, подвижно связанную со стойкой 2 и размещенную под шпинделем 5, стол 7, расположенный посредством салазки 8 на консоли 6 с возможностью перемещения относительно стойки 2 в горизонтальной плоскости, размещенный сбоку стойки 2 инструментальный магазин 9 с горизонтальной осью вращения,оси гнезд под инструмент которого расположены параллельно оси вращения инструментального магазина 9 и лежат в плоскости, перпендикулярной оси вращения шпинделя 5,манипулятор 10 с двумя захватами под инструмент, расположенный сбоку инструментального магазина 9 и имеющий возможность взаимодействия с инструментом (на фигурах не показано), установленным в инструментальном магазине 9 и в шпинделе 5 станка,и ЧПУ 11. При этом стол 7 имеет возможность перемещения по салазкам 8 в продольном 3 60632010.04.30 направлении (ось координат ), а салазка 8 совместно со столом 7 имеет возможность перемещения по консоли 6 в поперечном направлении (ось координат ). Инструментальный магазин 9 выполнен с количеством гнезд под инструмент на 20 инструментов. По осям перемещений ползуна 4 (ось координат ), стола 7 (ось координат ) и салазки 8 совместно со столом 7 (ось координат ) установлены преобразователи линейных перемещений 12, 13 и 14 соответственно (фиг. 4, 5 и 6), посредством электрических связей (на фигурах не показано) связанные с ЧПУ 11. Вертикальный консольный металлорежущий станок работает следующим образом. В первоначальный момент на стол 7 станка, расположенный в позиции загрузки заготовок, устанавливается и закрепляется заготовка (на фигурах не показано) и одновременно в инструментальный магазин 9 загружается инструмент, например, в количестве 20 штук (на фигурах не показано). Далее, например, по команде с ЧПУ 11 стол 7 с заготовкой, перемещаясь одновременно по осям координати , приходит в зону обработки и позиционируется в точке начала обработки. При этом ползун 4 со шпинделем 5 перемещается также по осив позицию смены инструмента и позиционируется в ней. Одновременно с этим инструментальный магазин 9 с инструментом (на фигурах не показано) начинает вращаться вокруг своей оси и в позицию смены инструмента приходит требуемый для обработки заготовки инструмент (т.е. осуществляется поиск требуемого инструмента). Затем в позиции смены инструмента в инструментальном магазине 9 производится поворот гнезда с инструментом из плоскости, перпендикулярной оси вращения шпинделя 5, в плоскость, параллельную оси вращения последнего. После этого манипулятор 10 из исходного положения, поворачиваясь вокруг своей оси, захватывает инструмент в инструментальном магазине 9, производит необходимые манипуляции и устанавливает его в шпиндель 5 станка, возвращаясь после этого в исходное положение. Одновременно с этим в исходное положение поворачивается и гнездо инструментального магазина 9, находящееся в данный момент в позиции смены инструмента. Инструмент фиксируется в шпинделе 5 станка и приводится во вращение с заданной скоростью, требуемой для обработки заготовки. Ползун 4 с инструментом, установленным в шпинделе 5, перемещается по оси координатк заготовке, и начинается процесс обработки последней (в соответствии с технологической программой обработки). При этом стол 7 с заготовкой при необходимости перемещается как по салазке 8 по оси координат , так и совместно с салазкой 8 по оси координат(в зависимости от технологической программы обработки детали), позиционируясь в заданных точках. По окончании технологического перехода обработки заготовки установленным в данный момент в шпинделе 5 инструментом, например, по команде с ЧПУ 11 ползун 4 с установленным в шпинделе 5 инструментом перемещается по осив позицию смены инструмента и в ней позиционируется. Одновременно с этим начинает вращаться и инструментальный магазин 9 с установленными в нем инструментами и в позицию смены приходит следующий инструмент, требуемый для обработки заготовки. Затем в позиции смены инструмента в инструментальном магазине 9 производится поворот гнезда с инструментом из плоскости, перпендикулярной оси вращения шпинделя 5, в плоскость, параллельную оси вращения последнего. После этого манипулятор 10 из исходного положения, поворачиваясь вокруг своей оси, захватывает инструмент в инструментальном магазине 9 и в шпинделе 5 станка, производит необходимые манипуляции и устанавливает его в шпиндель 5 станка, одновременно устанавливая отработавший инструмент из шпинделя 5 в инструментальный магазин 9,возвращаясь после этого в исходное положение. Одновременно в исходное положение поворачивается и гнездо инструментального магазина 9, находящееся в данный момент в позиции смены инструмента. Новый инструмент фиксируется в шпинделе 5 станка и приводится во вращение с заданной скоростью, требуемой для обработки заготовки в новом технологическом переходе. Далее, например, по программе с ЧПУ 11 стол 7 с заготовкой перемещается по осям координатив заданную точку обработки, к заготовке по 4 60632010.04.30 оси координатперемещается ползун 4 с инструментом в шпинделе 5 и процесс обработки возобновляется. Так как в инструментальном магазине 9 установлено 20 разных инструментов, то на станке можно производить 20 различных операций механической обработки, что расширяет его технологические возможности. Так как в узлах, влияющих за точность обработки детали, а именно в ползуне 4, установленном в корпусе коробки скоростей 3, в столе 7, установленном на салазке 8, и в салазке 8 со столом 7, установленной в консоли 6, установлены преобразователи линейных перемещений (например, ЛИР-7 или ЛИР-9), которые предназначены для информационной связи по положению между позиционируемым объектом и системой ЧПУ 11, то осуществляется постоянный контроль положения подвижных частей станка, участвующих в данный момент времени в процессе обработки детали, что, в свою очередь, повышает точность обработки деталей. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: B23Q 3/155, B23Q 15/00, B23Q 17/22
Метки: станок, вертикальный, металлорежущий, консольный
Код ссылки
<a href="https://by.patents.su/7-u6063-vertikalnyjj-konsolnyjj-metallorezhushhijj-stanok.html" rel="bookmark" title="База патентов Беларуси">Вертикальный консольный металлорежущий станок</a>
Металлорежущий станок
Номер патента: U 1292
Опубликовано: 30.03.2004
Авторы: Казимиров Валерий Павлович, Трусковский Александр Сергеевич, Шумский Игорь Иосифович, Гамеза Владимир Николаевич, Загуста Гарий Матвеевич, Корчагин Виктор Иванович, Баранов Виктор Васильевич, Кирайдт Юрий Николаевич, Кривомаз Михаил Михайлович, Кравцов Николай Викторович, Галицкий Леонид Иванович
МПК: B23B 39/02, B23C 1/00
Метки: металлорежущий, станок
Текст:
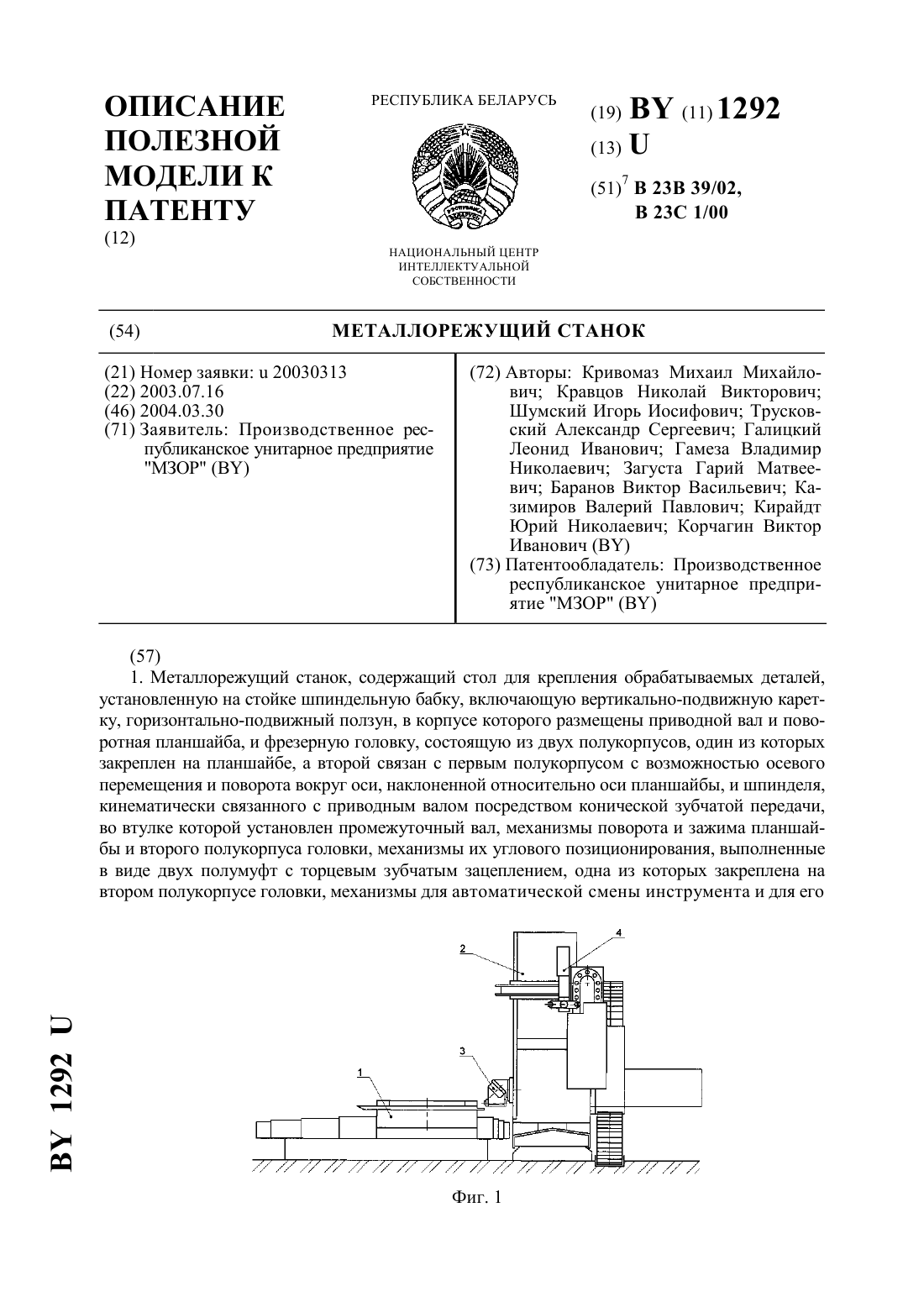
...сложную кинематическую цепь, включающую несколько пар сопряженных зубчатых колес и червячную передачу, что упрощает конструкцию предложенного станка и снижает трудоемкость сборочно-разборочных работ. Кроме того, в предложенном решении втулка, выполняющая функцию базового элемента для подшипников промежуточного вала конической зубчатой передачи, выполняет дополнительные функции -элемента двухштокового гидроцилиндра для зажима и отжима второго...
Станок для обработки оптических поверхностей
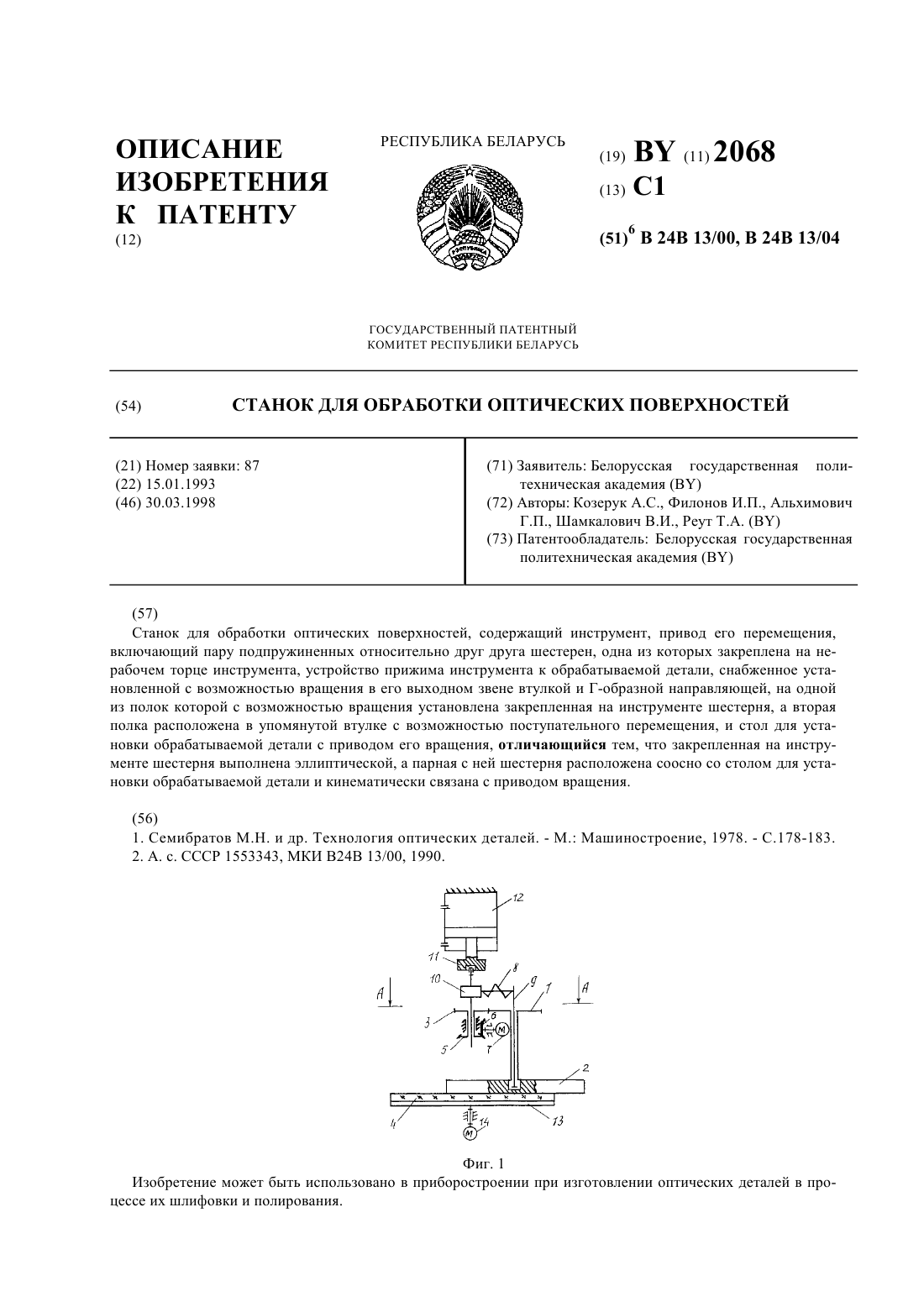
Номер патента: 2068
Опубликовано: 30.03.1998
Авторы: Филонов Игорь Павлович, Реут Татьяна Аркадьевна, Шамкалович Владимир Иванович, Козерук Альбин Степанович, Альхимович Геннадий Петрович
МПК: B24B 13/00, B24B 13/04
Метки: станок, поверхностей, оптических, обработки
Текст:
...с возможностью вращения установлена закрепленная на инструменте шестерня, а вторая полка расположена в упомянутой втулке с возможностью поступательного перемещения, и стол для установки обрабатываемой детали с приводом его вращения, при этом закрепленная на инструменте шестерня выполнена эллиптической, а парная с ней шестерня расположена сн со столом для установки обрабатываемой детали и кинематически связана с приводом вращения....
Металлообрабатывающий станок
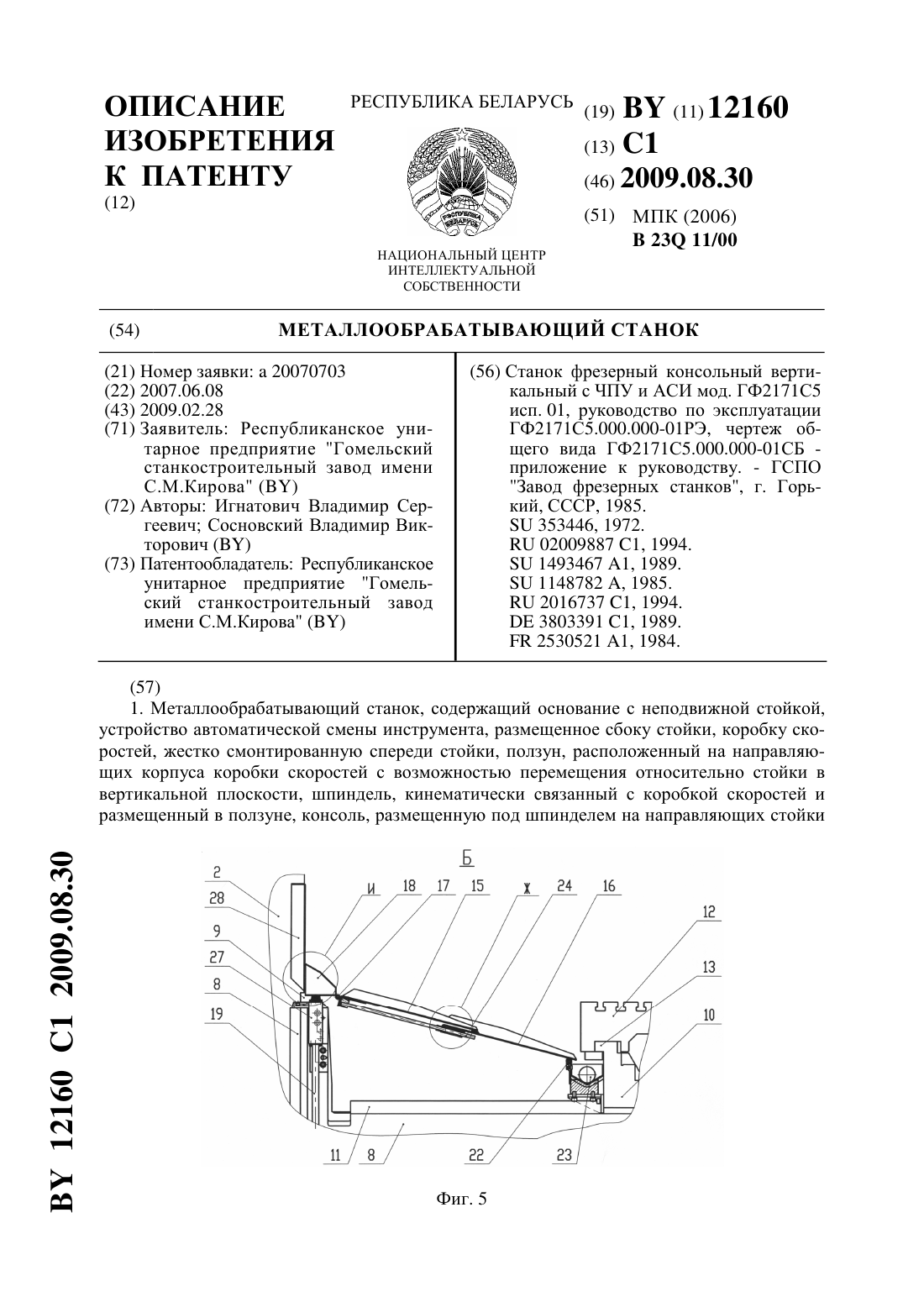
Номер патента: 12160
Опубликовано: 30.08.2009
Авторы: Сосновский Владимир Викторович, Игнатович Владимир Сергеевич
МПК: B23Q 11/00
Метки: металлообрабатывающий, станок
Текст:
...относительно стойки 2 в вертикальной плоскости, шпиндель 7, кинематически, например при помощи зубчатых передач, связанный с коробкой скоростей 4 и размещенный в ползуне 5,3 12160 1 2009.08.30 консоль 8, размещенную под шпинделем 7 на направляющих 9 стойки 2 с возможностью перемещения относительно стойки в вертикальной плоскости, салазку 10, расположенную на направляющих 11 консоли 8 с возможностью перемещения в горизонтальной плоскости...
Многошпиндельный станок с автоматической сменой инструмента и способ смены инструмента на этом станке

Номер патента: 6498
Опубликовано: 30.09.2004
Авторы: Корчагин Виктор Иванович, Галицкий Леонид Иванович, Кривомаз Михаил Михайлович, Кравцов Николай Викторович
МПК: B23Q 3/157, B23B 39/02, B23C 1/04...
Метки: способ, станке, станок, сменой, этом, многошпиндельный, смены, инструмента, автоматической
Текст:
...наличию в предложенном станке вышеперечисленных признаков при обработке детали поочередным вводом в действие обеих шпиндельных бабок смена инструмента в этих бабках осуществляется поочередно из обоих магазинов поочередным вводом в действие обоих механизмов для смены инструмента, причем пока один из этих механизмов осуществляет смену использованного инструмента в одной из бабок, другой осуществляет обмен инструмента с магазином и...
Станок для точения профильных деталей
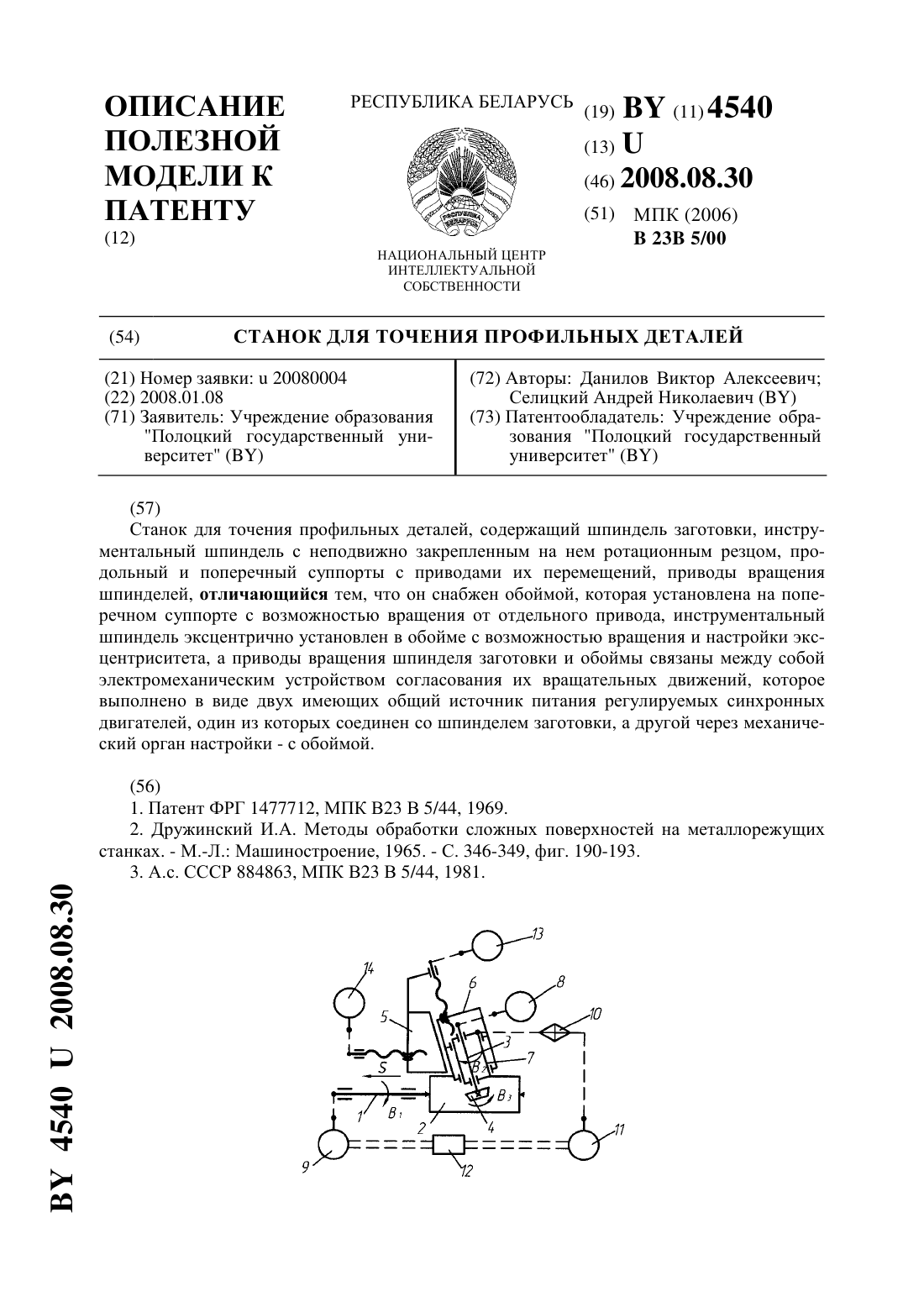
Номер патента: U 4540
Опубликовано: 30.08.2008
Авторы: Данилов Виктор Алексеевич, Селицкий Андрей Николаевич
МПК: B23B 5/00
Метки: точения, деталей, станок, профильных
Текст:
...с возможностью настройки требуемого значения эксцентриситета 2 45402008.08.30 станок имеет электромеханическое устройство согласования вращательных движений шпинделя и обоймы, выполненное в виде двух связанных с общим источником питания регулируемых синхронных двигателей, один из которых соединен со шпинделем заготовки, а другой через механический орган настройки - с обоймой. Отличительные признаки полезной модели обеспечивают...
Предыдущий патент: Кровельное покрытие
Следующий патент: Вертикальный консольный металлообрабатывающий станок
Случайный патент: Водонапорная башня