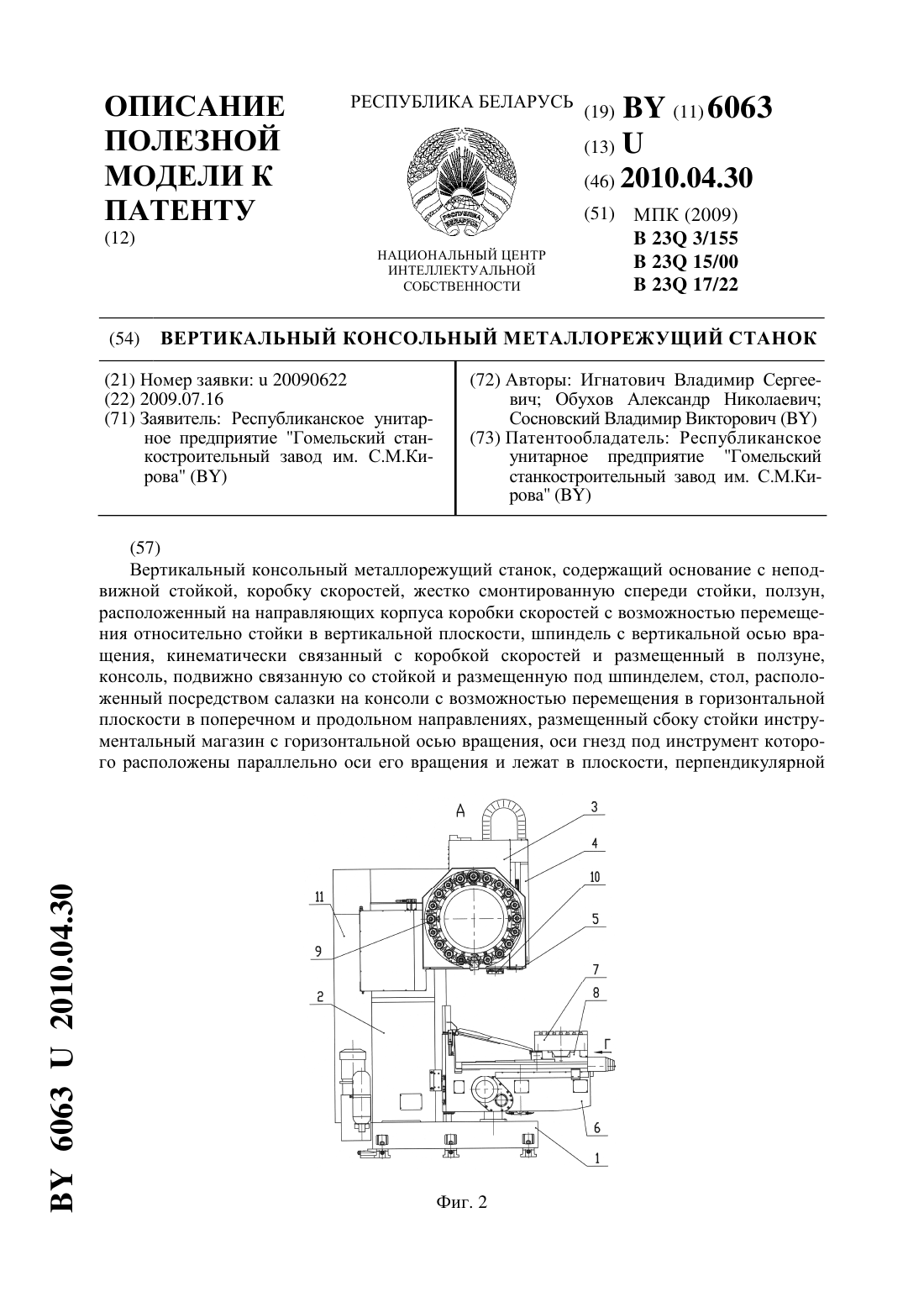
Вертикальный консольный металлообрабатывающий станок
Номер патента: U 6064
Опубликовано: 30.04.2010
Авторы: Резник Сергей Васильевич, Сосновский Владимир Викторович, Обухов Александр Николаевич, Игнатович Владимир Сергеевич
Текст
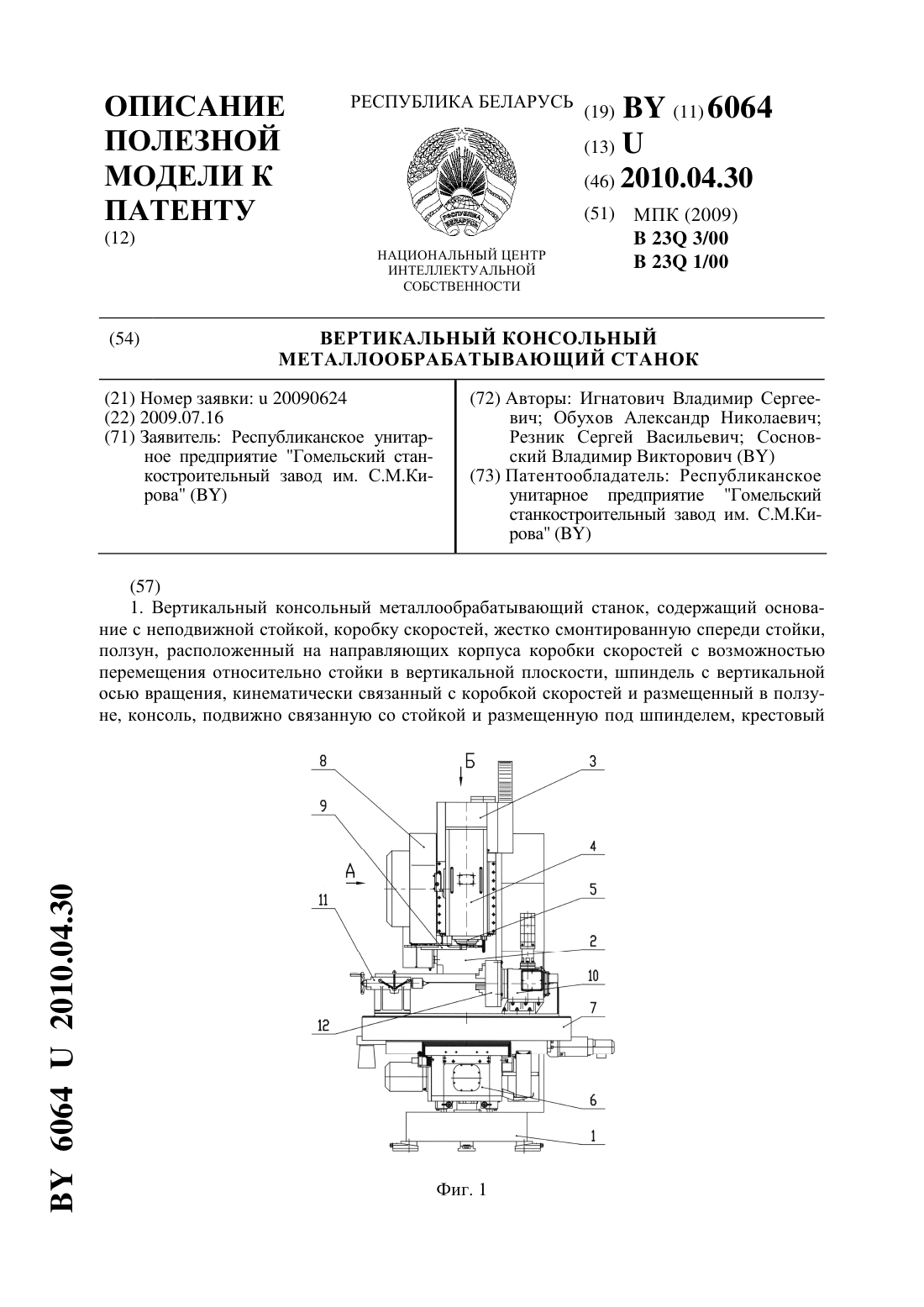
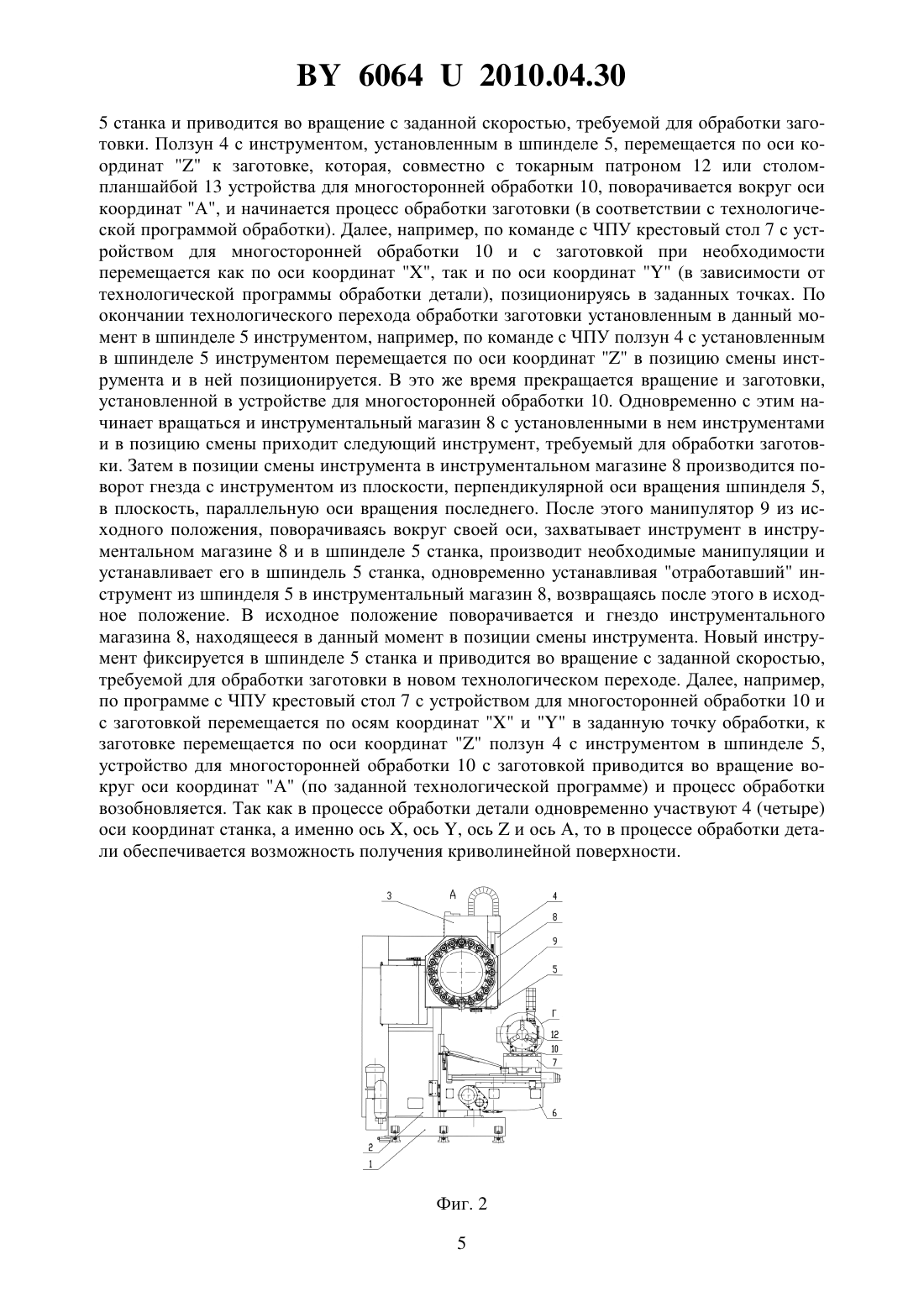
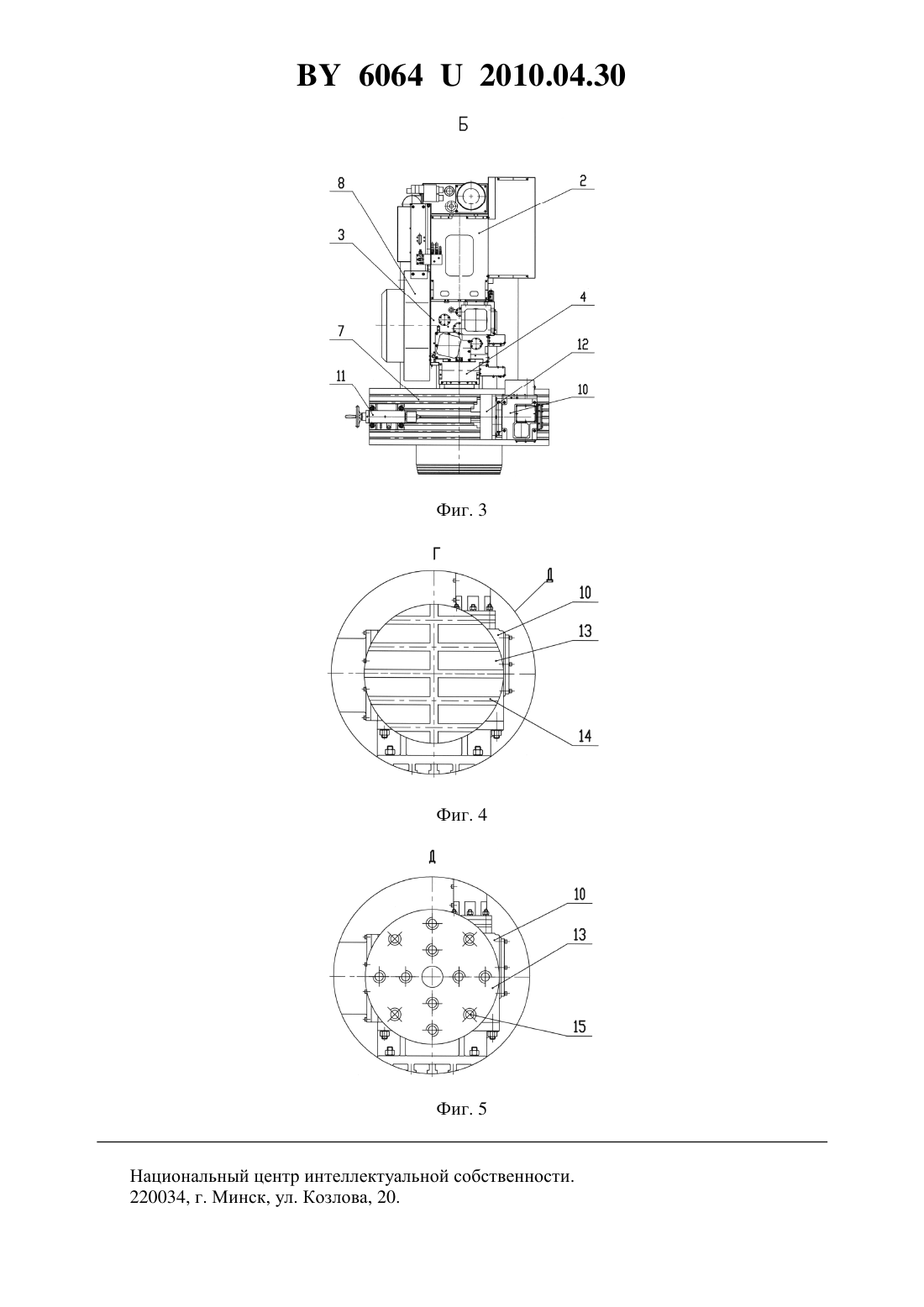
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ВЕРТИКАЛЬНЫЙ КОНСОЛЬНЫЙ МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК(71) Заявитель Республиканское унитарное предприятие Гомельский станкостроительный завод им. С.М.Кирова(72) Авторы Игнатович Владимир Сергеевич Обухов Александр Николаевич Резник Сергей Васильевич Сосновский Владимир Викторович(73) Патентообладатель Республиканское унитарное предприятие Гомельский станкостроительный завод им. С.М.Кирова(57) 1. Вертикальный консольный металлообрабатывающий станок, содержащий основание с неподвижной стойкой, коробку скоростей, жестко смонтированную спереди стойки,ползун, расположенный на направляющих корпуса коробки скоростей с возможностью перемещения относительно стойки в вертикальной плоскости, шпиндель с вертикальной осью вращения, кинематически связанный с коробкой скоростей и размещенный в ползуне, консоль, подвижно связанную со стойкой и размещенную под шпинделем, крестовый 60642010.04.30 стол, расположенный на консоли с возможностью перемещения в горизонтальной плоскости в поперечном и продольном направлениях, размещенный сбоку стойки инструментальный магазин с горизонтальной осью вращения, оси гнезд под инструмент которого расположены параллельно оси его вращения и лежат в плоскости, перпендикулярной оси вращения шпинделя, манипулятора с двумя захватами под инструмент, расположенного сбоку инструментального магазина и имеющего возможность взаимодействия с инструментальным магазином и шпинделем станка, отличающийся тем, что на крестовом столе смонтированы устройство для многосторонней обработки и задний поддерживающий центр, имеющий возможность перемещения относительно последнего, ось которого расположена соосно оси вращения устройства для многосторонней обработки. 2. Вертикальный консольный металлообрабатывающий станок по п. 1, отличающийся тем, что устройство для многосторонней обработки снабжено токарным патроном, жестко связанным со шпинделем устройства для многосторонней обработки. 3. Вертикальный консольный металлообрабатывающий станок по п. 1, отличающийся тем, что устройство для многосторонней обработки снабжено столом-планшайбой, жестко связанным со шпинделем устройства для многосторонней обработки. 4. Вертикальный консольный металлообрабатывающий станок по пп. 1 и 3, отличающийся тем, что стол-планшайба выполнен с Т-образными пазами для крепления на поверхности для установки заготовок. 5. Вертикальный консольный металлообрабатывающий станок по пп. 1 и 3, отличающийся тем, что стол-планшайба выполнен с резьбовыми отверстиями для крепления на поверхности для установки заготовок.(56) 1. Станок фрезерный консольный вертикальный с ЧПУ и АСИ мод. ГФ 2171 С 5 исп. 01,руководство по эксплуатации ГФ 2171 С 5. 000.000-01 РЭ, чертежи общего вида станка ГФ 2171 С 5. 000.000 СБ, механизма автоматической смены инструмента 6 Т 13 МФ 41.14.000 СБ - приложение к руководству, ГСПО Завод фрезерных станков.- Горький,1985. 2. Станок вертикальный консольно-фрезерный с ЧПУ модели 400-03-39, руководство по эксплуатации 400-0339.00.00.000 РЭ. РУП Гомельский станкостроительный завод им. С.М.Кирова, 2008. - С. 5.1, 5.2, 5.3, 5.4, 5.5, рис. 5.1 Полезная модель относится к области машиностроения, в частности к станкостроению, а именно к производству вертикальных консольных металлообрабатывающих станков с устройством для многосторонней обработки для получения деталей с криволинейными поверхностями путем последовательной обработки их одним инструментом. Известен вертикальный консольный металлообрабатывающий станок, содержащий основание с неподвижной стойкой, коробку скоростей, жестко смонтированную спереди стойки, ползун, расположенный на направляющих корпуса коробки скоростей с возможностью перемещения относительно стойки в вертикальной плоскости, шпиндель с вертикальной осью вращения, кинематически связанный с коробкой скоростей и размещенный в ползуне, консоль, подвижно связанную со стойкой и размещенную под шпинделем, крестовый стол, расположенный на консоли с возможностью перемещения в горизонтальной плоскости в поперечном и продольном направлениях, размещенный сбоку стойки инструментальный магазин с горизонтальной осью вращения и с гнездами под инструмент, оси которых расположены радиально оси его вращения и лежат в плоскости, параллельной оси вращения шпинделя, манипулятора с двумя захватами под инструмент, расположен 2 60642010.04.30 ного сбоку инструментального магазина и имеющего возможность перемещения между инструментальным магазином и шпинделем станка 1. Недостатком известного вертикального консольного металообрабатывающего станка являются ограниченные технологические возможности вследствие невозможности обработки криволинейных поверхностей. Также известен вертикальный консольный металлообрабатывающий станок, содержащий основание с неподвижной стойкой, коробку скоростей, жестко смонтированную спереди стойки, ползун, расположенный на направляющих корпуса коробки скоростей с возможностью перемещения относительно стойки в вертикальной плоскости, шпиндель с вертикальной осью вращения, кинематически связанный с коробкой скоростей и размещенный в ползуне, консоль, подвижно связанную со стойкой и размещенную под шпинделем, крестовый стол, расположенный на консоли с возможностью перемещения в горизонтальной плоскости в поперечном и продольном направлениях, размещенный сбоку стойки инструментальный магазин с горизонтальной осью вращения, с гнездами под инструмент, оси которых расположены параллельно оси его вращения и лежат в плоскости,перпендикулярной оси вращения шпинделя, манипулятора с двумя захватами под инструмент, расположенного сбоку инструментального магазина и имеющего возможность взаимодействия с инструментальным магазином и шпинделем станка 2. Недостатком известного вертикального консольного металообрабатывающего станка являются ограниченные технологические возможности вследствие невозможности обработки криволинейных поверхностей. Технической задачей предлагаемой полезной модели является расширение технологических возможностей станка за счет обеспечения возможности получения криволинейных поверхностей. Поставленная задача достигается тем, что в вертикальном консольном металлообрабатывающем станке, содержащем основание с неподвижной стойкой, коробку скоростей,жестко смонтированную спереди стойки, ползун, расположенный на направляющих корпуса коробки скоростей с возможностью перемещения относительно стойки в вертикальной плоскости, шпиндель с вертикальной осью вращения, кинематически связанный с коробкой скоростей и размещенный в ползуне, консоль, подвижно связанную со стойкой и размещенную под шпинделем, крестовый стол, расположенный на консоли с возможностью перемещения в горизонтальной плоскости в поперечном и продольном направлениях, размещенный сбоку стойки инструментальный магазин с горизонтальной осью вращения, оси гнезд под инструмент которого расположены параллельно оси его вращения и лежат в плоскости, перпендикулярной оси вращения шпинделя, манипулятора с двумя захватами под инструмент, расположенного сбоку инструментального магазина и имеющего возможность взаимодействия с инструментальным магазином и шпинделем станка, на крестовом столе смонтированы устройство для многосторонней обработки и задний поддерживающий центр, имеющий возможность перемещения относительно последнего, ось которого расположена соосно оси вращения устройства для многосторонней обработки, при этом устройство для многосторонней обработки снабжено токарным патроном или столом-планшайбой, жестко связанным со шпинделем устройства для многосторонней обработки, причем стол-планшайба выполнен с Т-образными пазами или резьбовыми отверстиями для крепления на поверхности для установки заготовок. На фиг. 1 изображен предлагаемый вертикальный консольный металлообрабатывающий станок, общий вид спереди (вариант исполнения устройства для многосторонней обработки с токарным патроном) на фиг. 2 - вид А на фиг. 1 (вид сбоку на станок, задний поддерживающий центр не показан) на фиг. 3 - вид Б на фиг. 1 (вид сверху на станок) на фиг. 4 - выносной элемент Г на фиг. 2 (вариант исполнения устройства для многосторонней обработки со столом-планшайбой с Т-образными пазами) на фиг. 5 - выносной эле 3 60642010.04.30 мент Д на фиг. 4 (вариант исполнения стола-планшайбы устройства для многосторонней обработки с резьбовыми отверстиями). Вертикальный консольный металлообрабатывающий станок содержит основание 1 с неподвижной стойкой 2, коробку скоростей 3, жестко смонтированную спереди стойки 2,ползун 4, расположенный на направляющих корпуса коробки скоростей 3 с возможностью перемещения относительно стойки 2 в вертикальной плоскости (ось ), шпиндель 5 с вертикальной осью вращения, кинематически связанный с коробкой скоростей 3 и размещенный в ползуне 4, консоль 6, подвижно связанную со стойкой 2 и размещенную под шпинделем 5, крестовый стол 7, расположенный на консоли 6 с возможностью перемещения в горизонтальной плоскости в поперечном (ось ) и продольном (ось ) направлениях, размещенный сбоку стойки 2 инструментальный магазин 8 с горизонтальной осью вращения, оси гнезд под инструмент которого расположены параллельно оси вращения инструментального магазина 8 и лежат в плоскости, перпендикулярной оси вращения шпинделя 5, манипулятора 9 с двумя захватами под инструмент, расположенного сбоку инструментального магазина 8 и имеющего возможность взаимодействия с инструментом(на фигурах не показано), установленным в инструментальном магазине 8 и в шпинделе 5 станка. На крестовом столе 7 смонтированы устройство для многосторонней обработки 10, имеющее возможность вращения вокруг своей оси (ось А), и задний поддерживающий центр 11, имеющий возможность перемещения относительно устройства для многосторонней обработки 10, ось вращения которого расположена соосно оси вращения устройства для многосторонней обработки 10. В зависимости от условий обработки деталей,устройство для многосторонней обработки 10 может быть выполнено с токарным патроном 12, жестко связанным со шпинделем последнего, или с столом-планшайбой 13, также жестко связанным со шпинделем последнего (на фигурах не показано). В свою очередь, в зависимости от способа крепления деталей, стол-планшайба 13 может быть выполнен с Т-образными пазами 14 или резьбовыми отверстиями 15 для крепления, расположенными на поверхности для установки заготовок и предназначенными для фиксации заготовки относительно стола-планшайбы 13. Вертикальный консольный металлообрабатывающий станок работает следующим образом. В первоначальный момент в устройство для многосторонней обработки 10, размещенное на крестовом столе 7 станка и расположенное в позиции загрузки заготовок, устанавливается и закрепляется в токарном патроне 12 или на столе-планшайбе 13 заготовка и поджимается задним поддерживающим центром 11 (на фигурах не показано) и одновременно в инструментальный магазин 8 загружается инструмент (на фигурах не показано). Далее, например, по команде с ЧПУ (на фигурах не показано) крестовый стол 7 с устройством для многосторонней обработки 10 и заготовкой, поджатой задним поддерживающим центром 11, перемещается по осям координатив зону обработки и позиционируется в точке начала обработки. При этом ползун 4 со шпинделем 5 перемещается по оси координаттакже в позицию смены инструмента и позиционируется в ней. Одновременно с этим инструментальный магазин 8 с инструментом (на фигурах не показано) начинает вращаться вокруг своей оси и в позицию смены инструмента приходит требуемый для обработки заготовки инструмент (т.е. осуществляется поиск требуемого инструмента). Затем в позиции смены инструмента в инструментальном магазине 8 производится поворот гнезда с инструментом из плоскости, перпендикулярной оси вращения шпинделя 5, в плоскость, параллельную оси вращения последнего. После этого манипулятор 9 из исходного положения, поворачиваясь вокруг своей оси, захватывает инструмент в инструментальном магазине 8, производит необходимые манипуляции и устанавливает его в шпиндель 5 станка, возвращаясь после этого в исходное положение. В исходное положение поворачивается и гнездо инструментального магазина 8, находящееся в данный момент в позиции смены инструмента. Инструмент фиксируется в шпинделе 4 60642010.04.30 5 станка и приводится во вращение с заданной скоростью, требуемой для обработки заготовки. Ползун 4 с инструментом, установленным в шпинделе 5, перемещается по оси координатк заготовке, которая, совместно с токарным патроном 12 или столомпланшайбой 13 устройства для многосторонней обработки 10, поворачивается вокруг оси координат А, и начинается процесс обработки заготовки (в соответствии с технологической программой обработки). Далее, например, по команде с ЧПУ крестовый стол 7 с устройством для многосторонней обработки 10 и с заготовкой при необходимости перемещается как по оси координат , так и по оси координат(в зависимости от технологической программы обработки детали), позиционируясь в заданных точках. По окончании технологического перехода обработки заготовки установленным в данный момент в шпинделе 5 инструментом, например, по команде с ЧПУ ползун 4 с установленным в шпинделе 5 инструментом перемещается по оси координатв позицию смены инструмента и в ней позиционируется. В это же время прекращается вращение и заготовки,установленной в устройстве для многосторонней обработки 10. Одновременно с этим начинает вращаться и инструментальный магазин 8 с установленными в нем инструментами и в позицию смены приходит следующий инструмент, требуемый для обработки заготовки. Затем в позиции смены инструмента в инструментальном магазине 8 производится поворот гнезда с инструментом из плоскости, перпендикулярной оси вращения шпинделя 5,в плоскость, параллельную оси вращения последнего. После этого манипулятор 9 из исходного положения, поворачиваясь вокруг своей оси, захватывает инструмент в инструментальном магазине 8 и в шпинделе 5 станка, производит необходимые манипуляции и устанавливает его в шпиндель 5 станка, одновременно устанавливая отработавший инструмент из шпинделя 5 в инструментальный магазин 8, возвращаясь после этого в исходное положение. В исходное положение поворачивается и гнездо инструментального магазина 8, находящееся в данный момент в позиции смены инструмента. Новый инструмент фиксируется в шпинделе 5 станка и приводится во вращение с заданной скоростью,требуемой для обработки заготовки в новом технологическом переходе. Далее, например,по программе с ЧПУ крестовый стол 7 с устройством для многосторонней обработки 10 и с заготовкой перемещается по осям координатив заданную точку обработки, к заготовке перемещается по оси координатползун 4 с инструментом в шпинделе 5,устройство для многосторонней обработки 10 с заготовкой приводится во вращение вокруг оси координат А (по заданной технологической программе) и процесс обработки возобновляется. Так как в процессе обработки детали одновременно участвуют 4 (четыре) оси координат станка, а именно ось , ось , осьи ось А, то в процессе обработки детали обеспечивается возможность получения криволинейной поверхности. Фиг. 5 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
Метки: консольный, вертикальный, металлообрабатывающий, станок
Код ссылки
<a href="https://by.patents.su/6-u6064-vertikalnyjj-konsolnyjj-metalloobrabatyvayushhijj-stanok.html" rel="bookmark" title="База патентов Беларуси">Вертикальный консольный металлообрабатывающий станок</a>
Вертикальный консольный металлорежущий станок
Номер патента: U 6063
Опубликовано: 30.04.2010
Авторы: Игнатович Владимир Сергеевич, Обухов Александр Николаевич, Сосновский Владимир Викторович
МПК: B23Q 17/22, B23Q 15/00, B23Q 3/155...
Метки: станок, металлорежущий, вертикальный, консольный
Текст:
...ползуна и стола установлены преобразователи линейных перемещений, посредством электрических связей связанные с ЧПУ, при этом инструментальный магазин имеет 20 гнезд под инструмент. На фиг. 1 изображен предлагаемый вертикальный консольный металлорежущий станок, общий вид спереди на фиг. 2 - вид А на фиг. 1 (вид сбоку на станок со стороны инструментального магазина) на фиг. 3 - вид Б на фиг. 1 (вид сверху на станок) на фиг. 4 вид Г на фиг....
Металлообрабатывающий станок
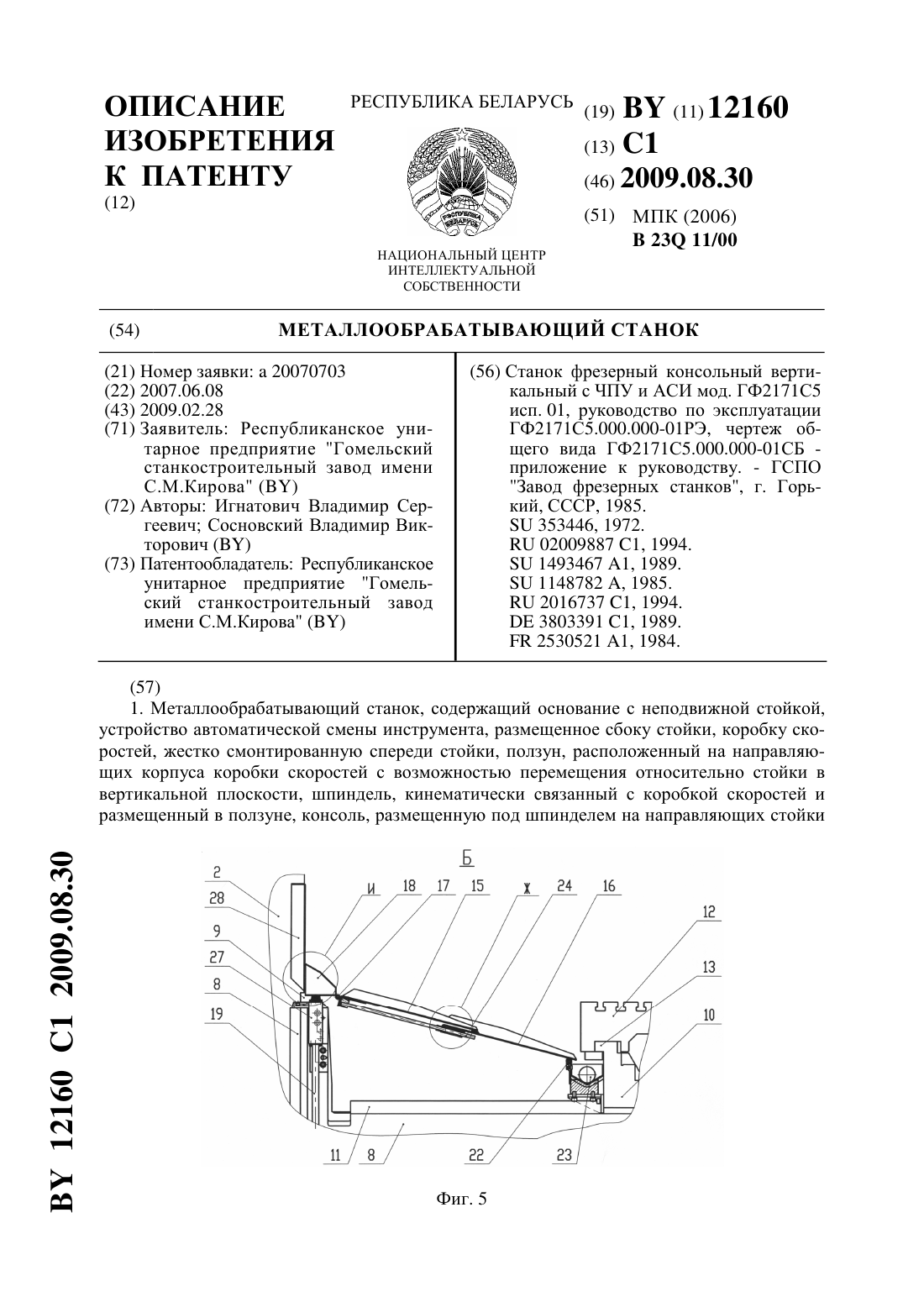
Номер патента: 12160
Опубликовано: 30.08.2009
Авторы: Игнатович Владимир Сергеевич, Сосновский Владимир Викторович
МПК: B23Q 11/00
Метки: металлообрабатывающий, станок
Текст:
...относительно стойки 2 в вертикальной плоскости, шпиндель 7, кинематически, например при помощи зубчатых передач, связанный с коробкой скоростей 4 и размещенный в ползуне 5,3 12160 1 2009.08.30 консоль 8, размещенную под шпинделем 7 на направляющих 9 стойки 2 с возможностью перемещения относительно стойки в вертикальной плоскости, салазку 10, расположенную на направляющих 11 консоли 8 с возможностью перемещения в горизонтальной плоскости...
Станок для обработки винтовых поверхностей
Номер патента: U 4118
Опубликовано: 30.12.2007
Авторы: Чепурной Александр Александрович, Данилов Виктор Алексеевич
Метки: станок, поверхностей, обработки, винтовых
Текст:
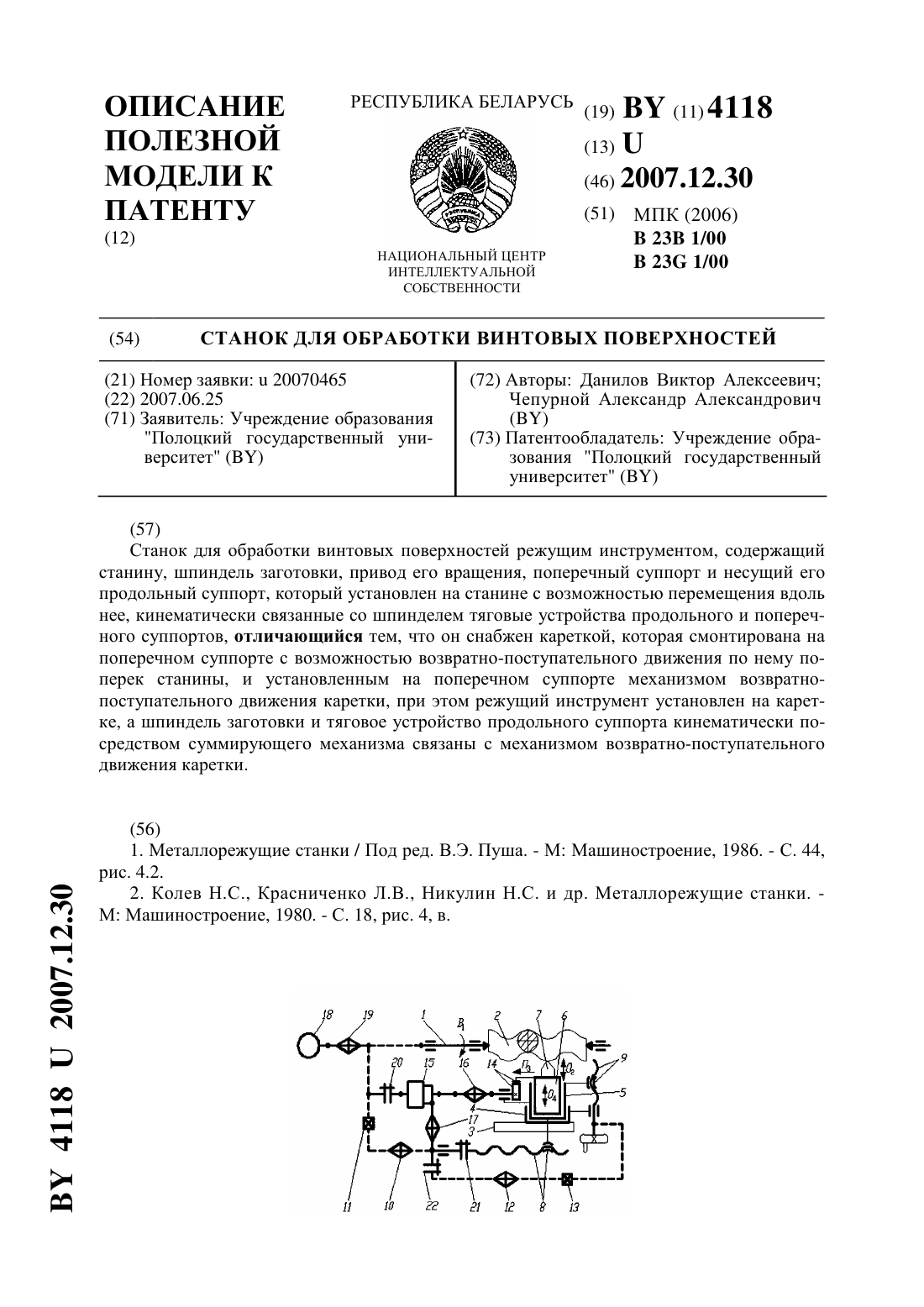
...схема станка. Предлагаемый станоксодержит шпиндель 1, несущий обрабатываемую заготовку 2, станину 3, на которой с возможностью перемещения вдоль нее установлен продольный суппорт 4, несущий поперечный суппорт 5 и установленную на нем с возмож 2 41182007.12.30 ностью перемещения поперек станины каретку 6 с закрепленным на ней режущим инструментом. В качестве режущего инструмента, кроме показанного на чертеже резца 7,могут применяться также...
Станок для обработки оптических поверхностей
Номер патента: 2068
Опубликовано: 30.03.1998
Авторы: Альхимович Геннадий Петрович, Шамкалович Владимир Иванович, Реут Татьяна Аркадьевна, Филонов Игорь Павлович, Козерук Альбин Степанович
МПК: B24B 13/00, B24B 13/04
Метки: обработки, поверхностей, оптических, станок
Текст:
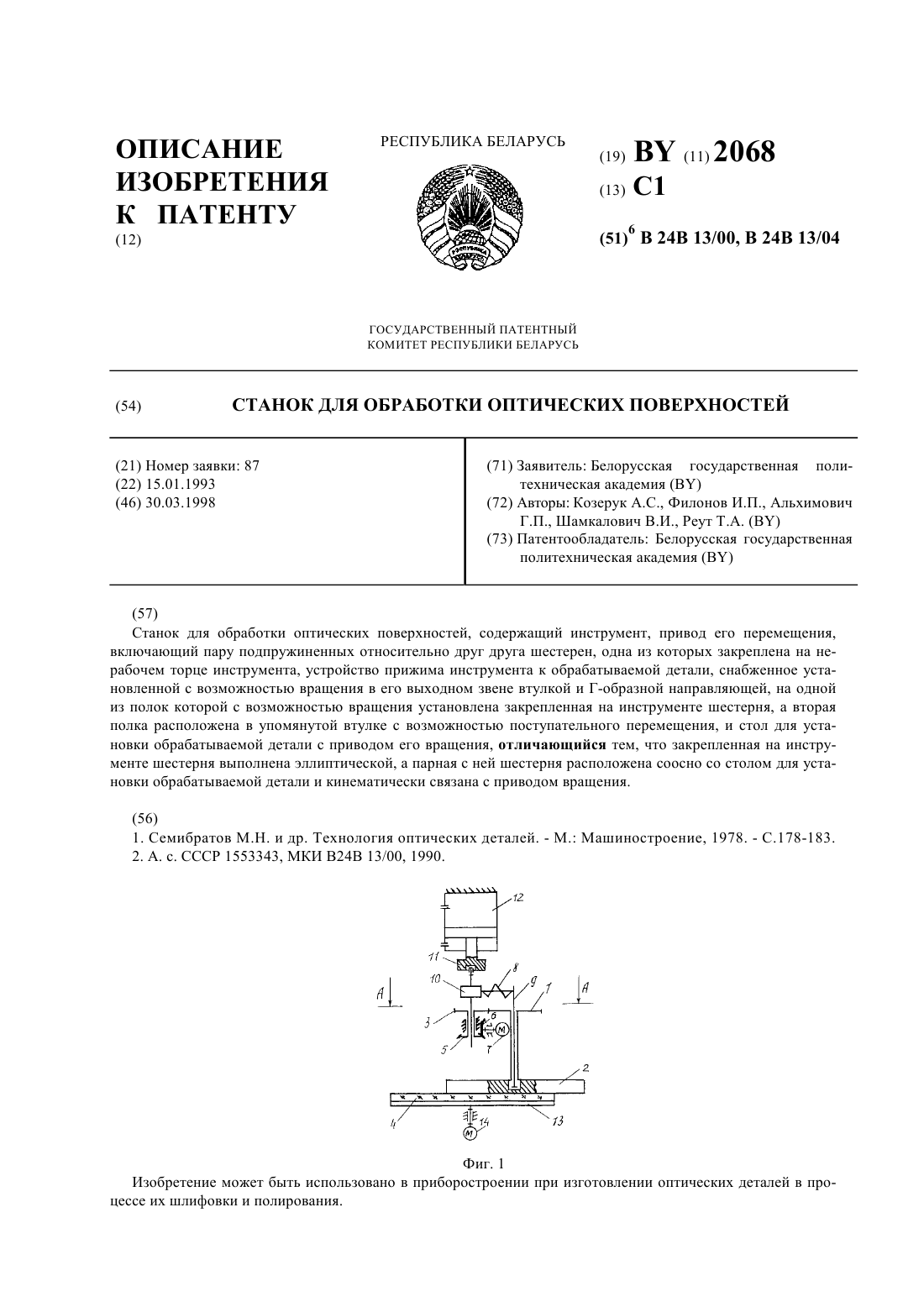
...с возможностью вращения установлена закрепленная на инструменте шестерня, а вторая полка расположена в упомянутой втулке с возможностью поступательного перемещения, и стол для установки обрабатываемой детали с приводом его вращения, при этом закрепленная на инструменте шестерня выполнена эллиптической, а парная с ней шестерня расположена сн со столом для установки обрабатываемой детали и кинематически связана с приводом вращения....
Зубошлифовальный станок
Номер патента: U 4174
Опубликовано: 28.02.2008
Автор: Данилов Виктор Алексеевич
МПК: B23F 5/00
Метки: зубошлифовальный, станок
Текст:
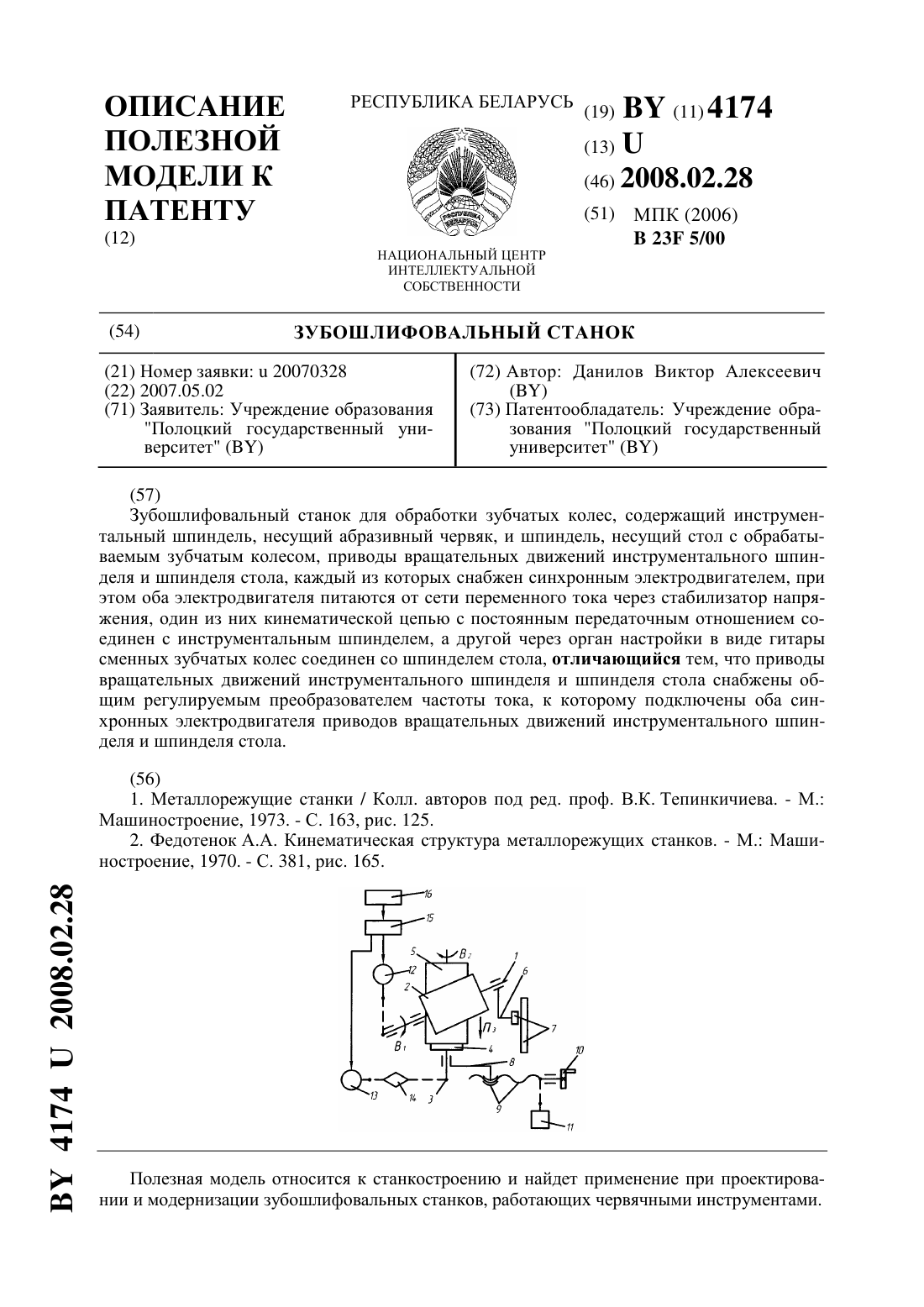
...еще благодаря тому, что снимаются ограничения на диаметр абразивного круга, поскольку оптимальный режим резания может быть настроен независимо от его значения. Возможность настройки частоты вращения инструментального шпинделя позволяет применять на станке не только абразивные червяки, но и другие червячные инструменты червячные фрезы при чистовом зубофрезеровании и червячные шеверы при зубошевинговании, что существенно повышает...
Предыдущий патент: Вертикальный консольный металлорежущий станок
Следующий патент: Приспособление к буртоукладочной машине для обработки корнеплодов свеклы жидким препаратом
Случайный патент: Дренажно-распределительное устройство