Многоцелевой станок
Номер патента: 12164
Опубликовано: 30.08.2009
Авторы: Игнатович Владимир Сергеевич, Сосновский Владимир Викторович, Обухов Александр Николаевич
Текст
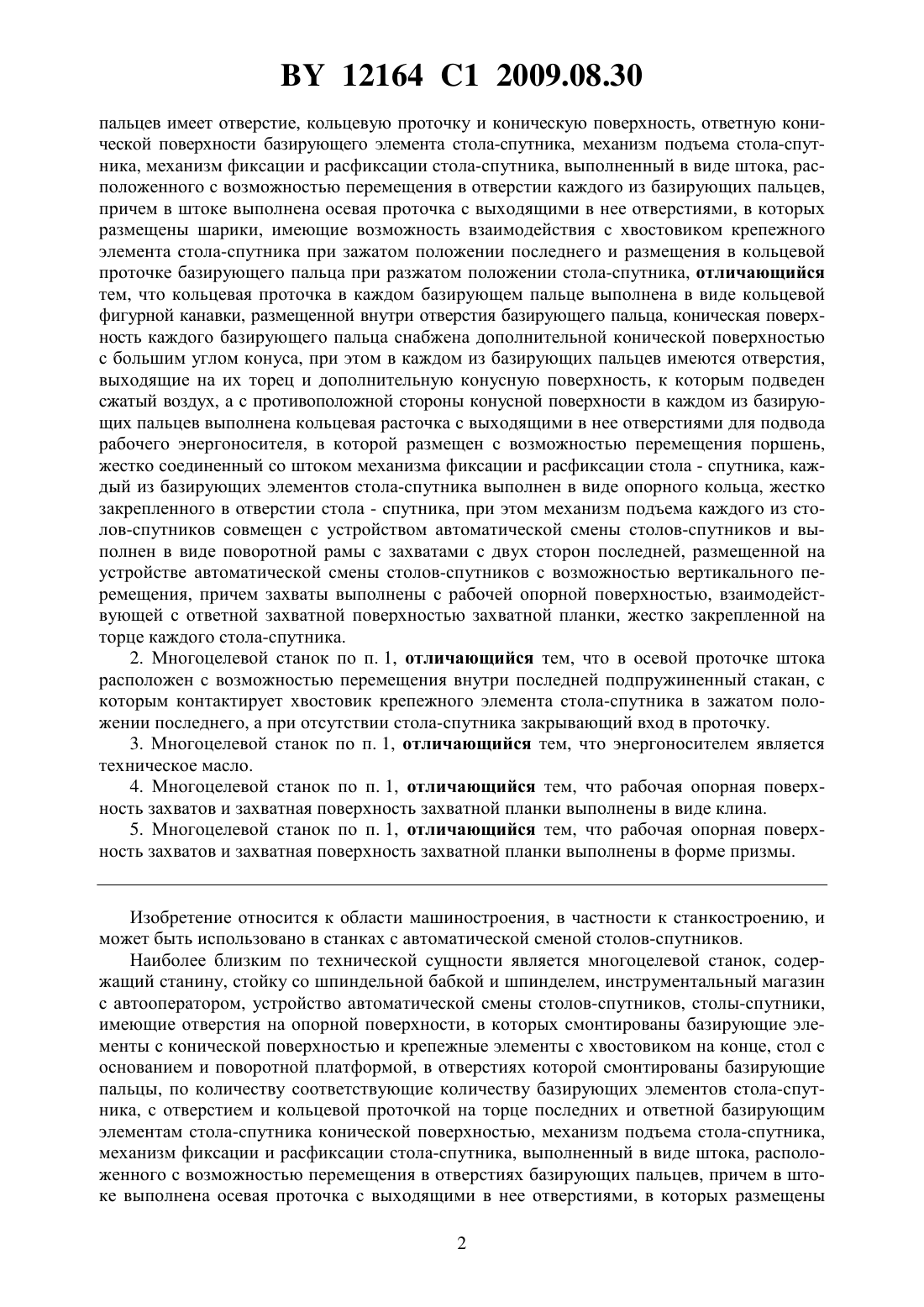
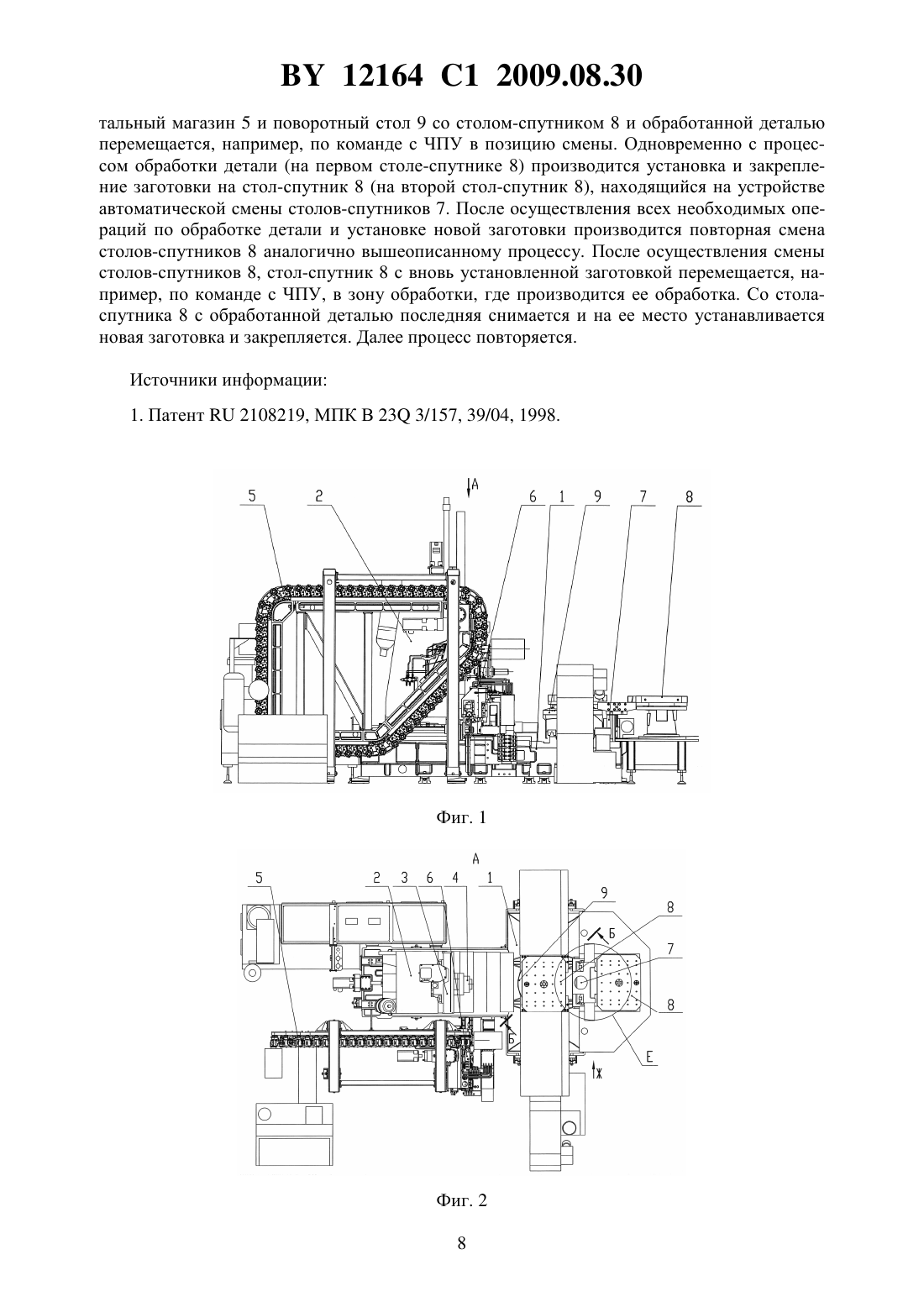
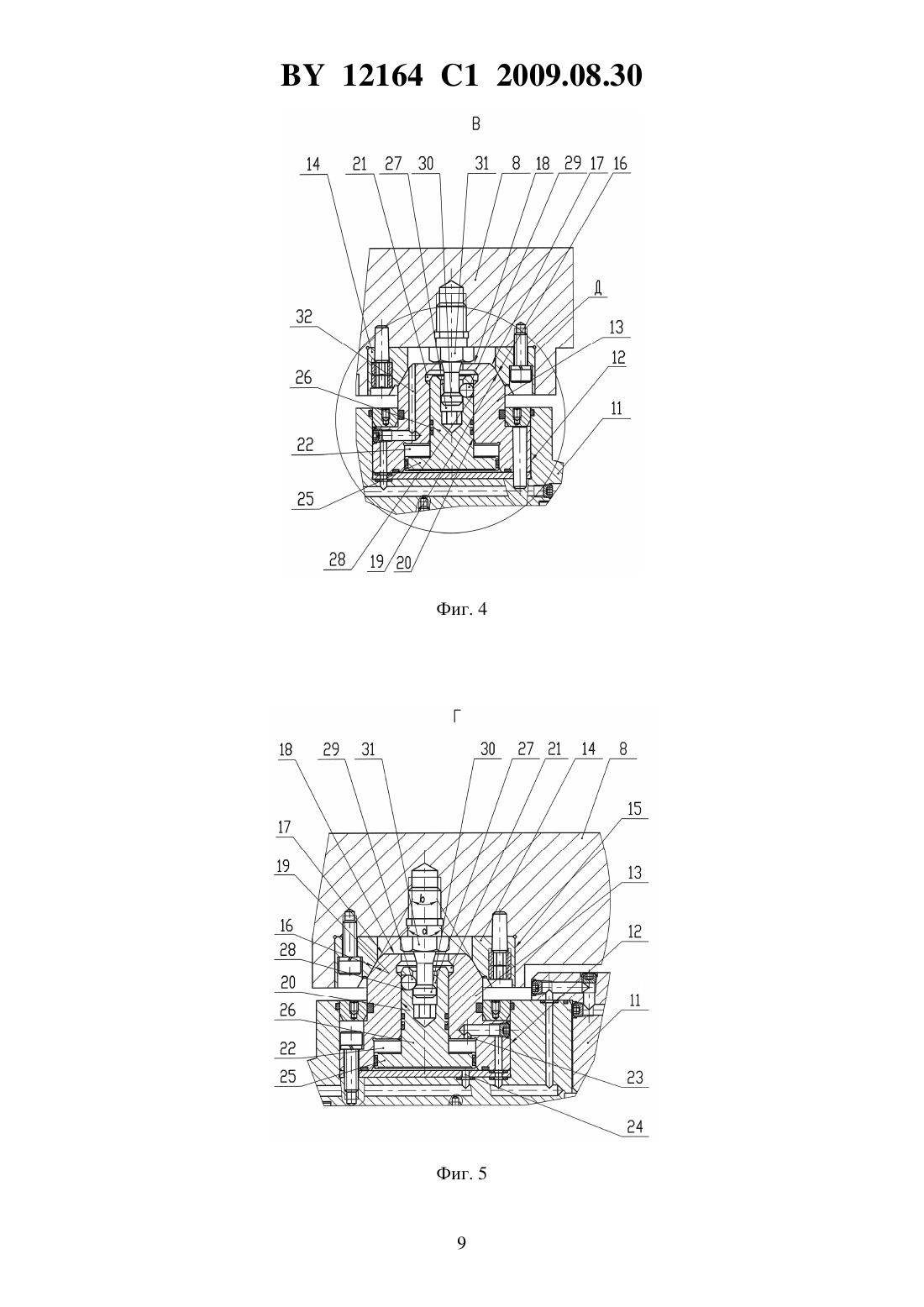
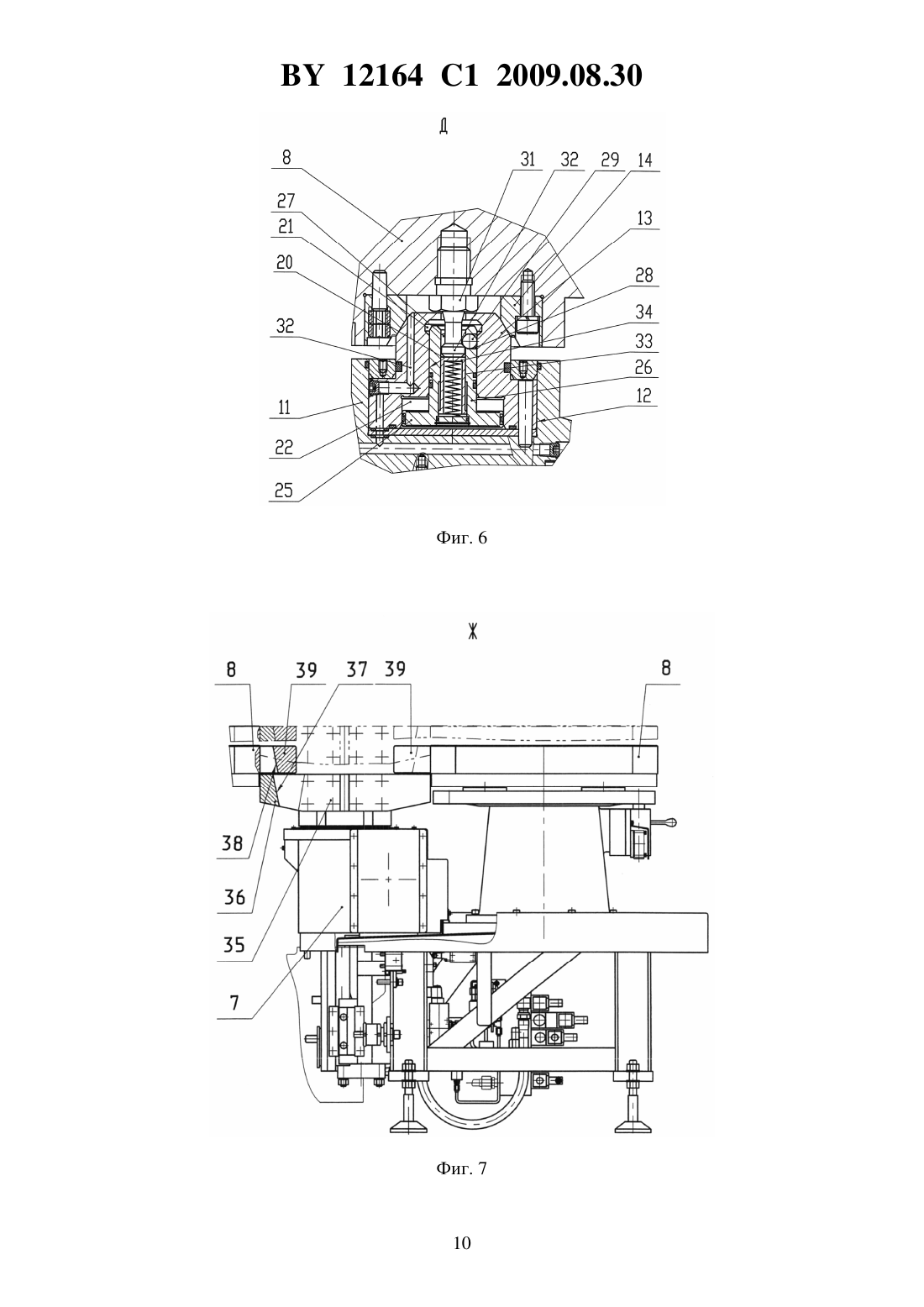
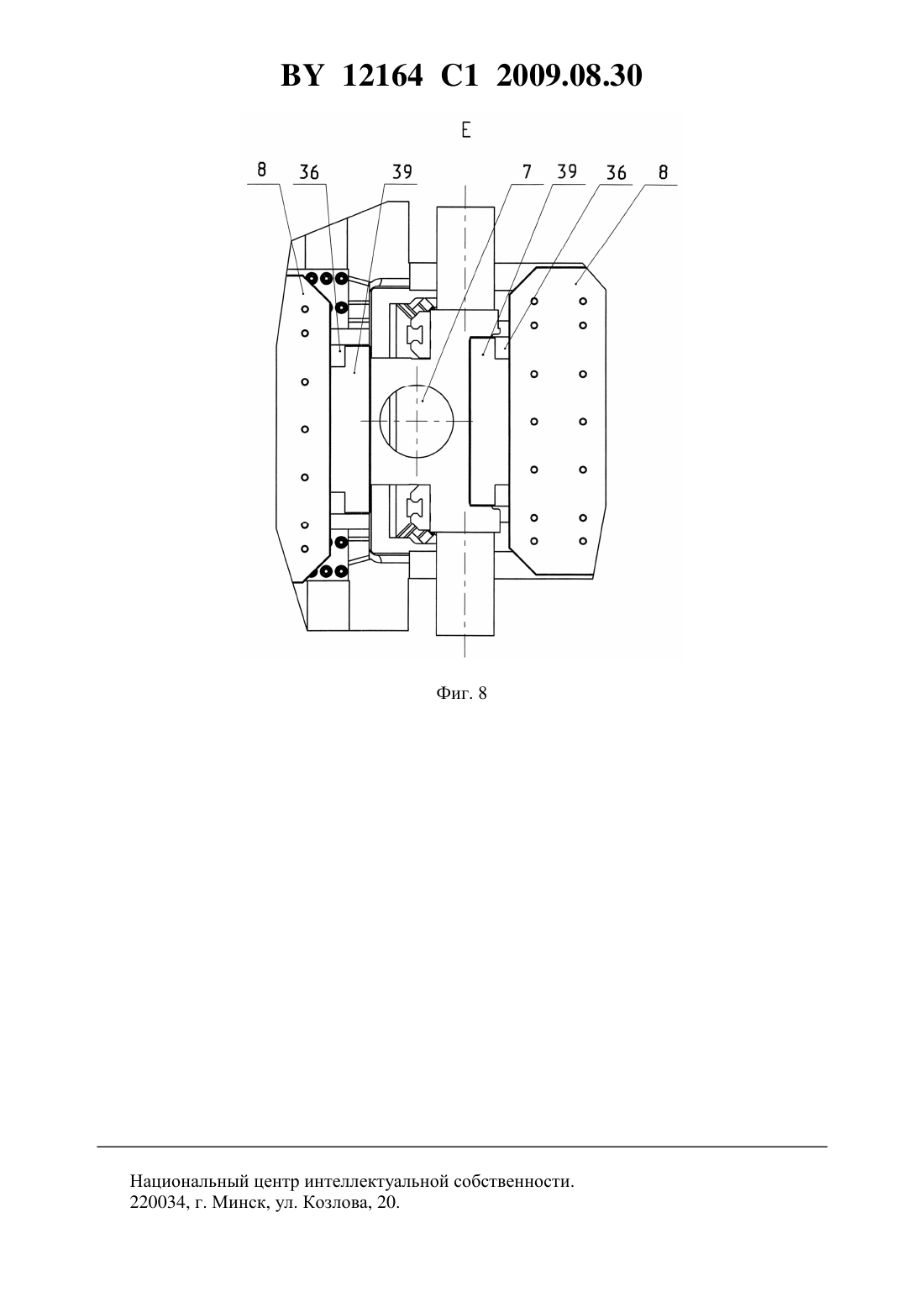
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Республиканское унитарное предприятие Гомельский станкостроительный завод имени С.М.Кирова(72) Авторы Игнатович Владимир Сергеевич Обухов Александр Николаевич Сосновский Владимир Викторович(73) Патентообладатель Республиканское унитарное предприятие Гомельский станкостроительный завод имени С.М.Кирова(57) 1. Многоцелевой станок, содержащий станину, на которой установлены стойка со шпиндельной бабкой и шпинделем, инструментальный магазин с автооператором, устройство автоматической смены столов-спутников, столы-спутники, каждый из которых имеет отверстия на опорной поверхности, в которых смонтированы базирующие элементы, при этом каждый базирующий элемент имеет коническую поверхность и крепежные элементы,каждый из которых имеет на конце хвостовик, стол с основанием и поворотной платформой, в отверстиях которой смонтированы базирующие пальцы в количестве, соответствующем количеству базирующих элементов стола-спутника, при этом каждый из базирующих 12164 1 2009.08.30 пальцев имеет отверстие, кольцевую проточку и коническую поверхность, ответную конической поверхности базирующего элемента стола-спутника, механизм подъема стола-спутника, механизм фиксации и расфиксации стола-спутника, выполненный в виде штока, расположенного с возможностью перемещения в отверстии каждого из базирующих пальцев,причем в штоке выполнена осевая проточка с выходящими в нее отверстиями, в которых размещены шарики, имеющие возможность взаимодействия с хвостовиком крепежного элемента стола-спутника при зажатом положении последнего и размещения в кольцевой проточке базирующего пальца при разжатом положении стола-спутника, отличающийся тем, что кольцевая проточка в каждом базирующем пальце выполнена в виде кольцевой фигурной канавки, размещенной внутри отверстия базирующего пальца, коническая поверхность каждого базирующего пальца снабжена дополнительной конической поверхностью с большим углом конуса, при этом в каждом из базирующих пальцев имеются отверстия,выходящие на их торец и дополнительную конусную поверхность, к которым подведен сжатый воздух, а с противоположной стороны конусной поверхности в каждом из базирующих пальцев выполнена кольцевая расточка с выходящими в нее отверстиями для подвода рабочего энергоносителя, в которой размещен с возможностью перемещения поршень,жестко соединенный со штоком механизма фиксации и расфиксации стола - спутника, каждый из базирующих элементов стола-спутника выполнен в виде опорного кольца, жестко закрепленного в отверстии стола - спутника, при этом механизм подъема каждого из столов-спутников совмещен с устройством автоматической смены столов-спутников и выполнен в виде поворотной рамы с захватами с двух сторон последней, размещенной на устройстве автоматической смены столов-спутников с возможностью вертикального перемещения, причем захваты выполнены с рабочей опорной поверхностью, взаимодействующей с ответной захватной поверхностью захватной планки, жестко закрепленной на торце каждого стола-спутника. 2. Многоцелевой станок по п. 1, отличающийся тем, что в осевой проточке штока расположен с возможностью перемещения внутри последней подпружиненный стакан, с которым контактирует хвостовик крепежного элемента стола-спутника в зажатом положении последнего, а при отсутствии стола-спутника закрывающий вход в проточку. 3. Многоцелевой станок по п. 1, отличающийся тем, что энергоносителем является техническое масло. 4. Многоцелевой станок по п. 1, отличающийся тем, что рабочая опорная поверхность захватов и захватная поверхность захватной планки выполнены в виде клина. 5. Многоцелевой станок по п. 1, отличающийся тем, что рабочая опорная поверхность захватов и захватная поверхность захватной планки выполнены в форме призмы. Изобретение относится к области машиностроения, в частности к станкостроению, и может быть использовано в станках с автоматической сменой столов-спутников. Наиболее близким по технической сущности является многоцелевой станок, содержащий станину, стойку со шпиндельной бабкой и шпинделем, инструментальный магазин с автооператором, устройство автоматической смены столов-спутников, столы-спутники,имеющие отверстия на опорной поверхности, в которых смонтированы базирующие элементы с конической поверхностью и крепежные элементы с хвостовиком на конце, стол с основанием и поворотной платформой, в отверстиях которой смонтированы базирующие пальцы, по количеству соответствующие количеству базирующих элементов стола-спутника, с отверстием и кольцевой проточкой на торце последних и ответной базирующим элементам стола-спутника конической поверхностью, механизм подъема стола-спутника,механизм фиксации и расфиксации стола-спутника, выполненный в виде штока, расположенного с возможностью перемещения в отверстиях базирующих пальцев, причем в штоке выполнена осевая проточка с выходящими в нее отверстиями, в которых размещены 2 12164 1 2009.08.30 шарики, имеющие возможность взаимодействия с хвостовиком крепежного элемента стола-спутника при зажатом положении последнего и размещения в кольцевой проточке на торце базирующего пальца при разжатом положении стола-спутника 1. Недостатками данного станка являются недостаточная точность базирования столаспутника на столе станка и недостаточная надежность работы механизма фиксации и расфиксации стола-спутника вследствие возможности попадания грязи (мелкой стружки,промышленной пыли, СОЖ и т.п.) на конусную поверхность базирующих пальцев и в проточку для размещения шариков в базирующих пальцах, а также сложность и нетехнологичность конструкции механизма фиксации и расфиксации стола-спутника вследствие большого количества деталей сложной конфигурации, неудобства и трудоемкостности выставки базирующих элементов стола и стола-спутника при помощи термопластичного состава. Задачей изобретения является повышение точности базирования стола-спутника на столе станка и надежности работы, а также упрощение конструкции. Решение этой задачи достигается тем, что во многоцелевом станке, содержащем станину, на которой установлены стойка со шпиндельной бабкой и шпинделем, инструментальный магазин с автооператором, устройство автоматической смены столов-спутников,столы-спутники, каждый из которых имеет отверстия на опорной поверхности, при этом каждый базирующий элемент имеет коническую поверхность и крепежные элементы, каждый их которых имеет на конце хвостовик, стол с основанием и поворотной платформой,в отверстиях которой смонтированы базирующие пальцы, в количестве соответствующем количеству базирующих элементов стола-спутника, при этом каждый из базирующих пальцев имеет отверстие, кольцевую проточку и коническую поверхность, ответную конической поверхности базирующих элементов стола-спутника, механизм подъема столаспутника, механизм фиксации и расфиксации стола-спутника, выполненный в виде штока,расположенного с возможностью перемещения в отверстии каждого из базирующих пальцев,причем в штоке выполнена осевая проточка с выходящими в нее отверстиями, в которых размещены шарики, имеющие возможность взаимодействия с хвостовиком крепежного элемента стола-спутника при зажатом положении последнего и размещения в кольцевой проточке базирующего пальца при разжатом положении стола-спутника, согласно изобретению, кольцевая проточка в каждом базирующем пальце выполнена в виде кольцевой фигурной канавки, размещенной внутри отверстия, базирующего пальца, коническая поверхность каждого базирующего пальца снабжена дополнительной конической поверхностью с большим углом конуса, при этом в каждом из базирующих пальцев имеются отверстия, выходящие на их торец и дополнительную конусную поверхность, к которым подведен сжатый воздух, а с противоположной стороны конусной поверхности в каждом из базирующих пальцев выполнена кольцевая расточка с выходящими в нее отверстиями для подвода рабочего энергоносителя, в которой размещен с возможностью перемещения поршень, жестко соединенный со штоком механизма фиксации и расфиксации стола-спутника, каждый из базирующих элементов стола-спутника выполнен в виде опорного кольца,жестко закрепленного в отверстии стола-спутника, при этом механизм подъема каждого из столов-спутников совмещен с устройством автоматической смены столов-спутников и выполнен в виде поворотной рамы с захватами с двух сторон последней, размещенной на устройстве автоматической смены столов-спутников с возможностью вертикального перемещения, причем захваты выполнены с рабочей опорной поверхностью, взаимодействующей с ответной захватной поверхностью захватной планки, жестко закрепленной на торце каждого стола-спутника. Решение задачи достигается тем, что в осевой проточке расположен с возможностью перемещения внутри последней подпружиненный стакан, с которым контактирует хвостовик крепежного элемента стола-спутника в зажатом положении последнего, а при отсутствии стола-спутника закрывающий вход в проточку. Решение задачи достигается также тем, что энергоносителем является техническое масло. Решение задачи 3 12164 1 2009.08.30 достигается и тем, что рабочая опорная поверхность захватов и захватная поверхность захватной планки выполнены в виде клина или в форме призмы. На фиг. 1 изображен предлагаемый многоцелевой станок со столами-спутниками в позиции смены (стол-спутник зажат), общий вид на фиг. 2 - вид А на фиг. 1 на фиг. 3 - разрез Б-Б на фиг. 2 на фиг. 4 - выносной элемент В на фиг. 3 на фиг. 5 - выносной элемент Г на фиг. 3 на фиг. 6 - выносной элемент Д на фиг. 4 (вариант исполнения базирующих пальцев) на фиг. 7 - выносной элемент Е на фиг. 2 на фиг. 8 - вид Ж на фиг. 2. Многоцелевой станок (фиг. 1 и 2) содержит станину 1, на которой установлены стойка 2 со шпиндельной бабкой 3 и шпинделем 4, инструментальный магазин 5 с автооператором 6,устройство автоматической смены столов-спутников 7, столы-спутники 8 (например, в количестве двух штук) и поворотный стол 9. Поворотный стол 9 (фиг. 3) включает основание 10, смонтированное на станине 1, и поворотную платформу 11. В поворотной платформе 11 выполнены классные отверстия 12 (например, равноудаленные от оси вращения стола 9), в которых по посадке выставлены и жестко (например, посредством винтов и штифтов) закреплены базирующие пальцы 13. На базирующих пальцах 13 установлен посредством базирующих элементов, выполненных в виде опорных колец 14 (по количеству базирующих пальцев 13), стол-спутник 8. При этом в каждом столе-спутнике 8 на опорной поверхности выполнены классные отверстия 15, в которых по посадке выставлены и жестко (например, при помощи винтов и штифтов) закреплены опорные кольца 14. Каждый из базирующих пальцев 13 (фиг. 4 и 5) выполнен с базирующей конической поверхностью 16, переходящей в дополнительную коническую поверхность 17, выходящую на торец 18 последних. При этом базирующая коническая поверхность 16 выполнена с углом конусности , а дополнительная коническая поверхность 17 - с углом конусности ,причем угол конусностибольше угла конусности . Данное условие необходимо для того, чтобы обеспечить долговечность работы базирующей конической поверхности 16 каждого из базирующих пальцев 13 и исключить возможные забоины на последней при не достаточно точном центрировании каждого стола-спутника 8 при установке их на поворотный стол 9. Каждое опорное кольцо 14 выполнено с ответной базирующей конической поверхности 16 базирующих пальцев 13 конической базирующей поверхностью 19. По оси каждого базирующего пальца 13 со стороны торца 18 выполнено отверстие 20, в котором выполнена фигурная канавка 21, а с противоположной стороны базирующей конической поверхности 16 выполнена кольцевая расточка 22 с выходящими в нее отверстиями для подвода 23 и отвода 24 рабочего энергоносителя, соединенная с отверстием 20(фиг. 5). При этом в поворотном столе 9 предусмотрена система подводящих и отводящих рабочий энергоноситель отверстий (на фиг. показана условно-схематично), через которые последний подводится и отводится от базирующих пальцев 13. Рабочим энергоносителем для обеспечения быстродействия при зажатии каждого стола-спутника 8 на столе 9 станка является техническое масло. В кольцевой расточке 22 с возможностью перемещения внутри последней размещен поршень 25, жестко соединенный со штоком 26, расположенным в отверстии 20 с возможностью перемещения внутри последнего. В штоке 26 выполнена осевая проточка 27 с выходящими в нее отверстиями 28, в которых размещены шарики 29. Отверстия 28 выполнены таким образом, чтобы шарики 29 не проваливались в осевую проточку 27. Внутри осевой проточки 27 размещена захватная головка 30 крепежного элемента 31, жестко закрепленного в отверстии 15 каждого стола-спутника 8, с которой взаимодействуют шарики 29 в зажатом положении каждого стола-спутника 8 на столе 9 станка. При разжатом положении стола-спутника 8 (при отсутствии стола-спутника 8 на столе 9 станка) шарики 29 размещаются в фигурной канавке 21 каждого из базирующих пальцев 13. В каждом из базирующих пальцах 13 выполнены отверстия 32, выходящие на торец 18 и одновременно на дополнительную коническую поверхность 17, к которым подведен сжатый воздух (фиг. 4). При этом в поворотном столе 9 предусмотрена система подводящих сжатый воздух отверстий (на фиг. показана условно-схематично), через кото 4 12164 1 2009.08.30 рые последний подводится к каждому базирующему пальцу 13. В зависимости от конкретных условий эксплуатации, например, в сильно запыленной среде, для исключения попадания технической пыли в осевую проточку 27 штока 26 каждого из базирующих пальцев 13, в последней размещен с возможностью перемещения подпружиненный пружиной 33 стакан 34, с которым взаимодействует захватная головка 30 каждого крепежного элемента 31 каждого стола-спутника 8, и перемещает его в нижнее положение при зажатом состоянии каждого стола-спутника 8 на столе 9 станка (фиг. 6). При расфиксированном состоянии стола-спутника 8 (при отсутствии стола-спутника 8 на столе 9 станка) пружина 33 перемещает стакан 34 в верхнее положение и перекрывает вход в осевую проточку 27 штока 26 (на фиг. не показано). При этом механизм подъема стола-спутника (на фиг. показан условно-схематично) совмещен с устройством автоматической смены столов-спутников 7 и выполнен в виде поворотной рамы 35 с захватами 36 с двух сторон последней, размещенной на устройстве автоматической смены столов-спутников 7 с возможностью вертикального перемещения(фиг. 7 и 8). В исходном положении поворотная рама 35 располагается ниже каждого из столов-спутников 8. Захваты 36 поворотной рамы 35 выполнены с рабочей опорной поверхностью 37, с которой взаимодействует ответная захватная поверхность 38 захватной планки 39, жестко закрепленной на торце каждого стола-спутника 8. В зависимости от конкретных условий эксплуатации рабочая опорная поверхность 37 захватов 36 поворотной рамы 35 и ответная захватная поверхность 38 захватной планки 39 столов-спутников 8 могут быть выполнены в виде клина или в форме призмы. При этом рабочие опорные поверхности 37 захватов 36 поворотной рамы 35 и ответные захватные поверхности 38 захватных планок 39 столов-спутников 8, выполненные в виде клина, применяются для смены столов-спутников с малыми и средними размерами и весом. Рабочие опорные поверхности 37 захватов 36 поворотной рамы 35 и ответные захватные поверхности 38 захватных планок 39 столов-спутников 8, выполненные в форме призмы, применяются для смены столов-спутников с большими размерами и весом. Многоцелевой станок работает следующим образом. В первоначальный момент заготовка (на фиг. не показана) устанавливается на столспутник 8 (условно назовем его первым столом-спутником), находящийся на устройстве автоматической смены столов-спутников 7 и закрепляется. Второй стол-спутник 8 (условно назовем его так) в это время установлен посредством опорных колец 14 на базирующих пальцах 13 на поворотной платформе 11 поворотного стола 9 в зажатом положении(фиг. 3). По команде, например, с ЧПУ, поворотный стол 9 со столом-спутником 8 приходит в точку смены столов-спутников (на фиг. не показано) и фиксируется. При этом через систему отверстий в поворотной платформе 11 поворотного стола 9 (на фиг. показана условно-схематично) к отверстиям 32 в каждом из базирующих пальцев 13 (фиг. 4) подается сжатый воздух, который создает повышенное давление в полостях, образованных каждым из базирующих пальцев 13 поворотной платформы 11 поворотного стола 9 и опорными кольцами 14 каждого из столов-спутников 8, расположенного в данный момент на поворотном столе 9. После этого поворотная рама 35 устройства автоматической смены столов-спутников 7 перемещается вверх и захватами 36 захватывает захватные планки 39 столов-спутников 8, находящихся как на поворотном столе 9, так и на самом устройстве автоматической смены столов-спутников 7. При этом рабочие опорные поверхности 37 захватов 36 поворотной рамы 35 и ответные захватные поверхности 38 захватных планок 39 столов-спутников 8, например, выполненные в виде клина, взаимодействуют между собой,образуя замок трения, надежно фиксируя каждый из столов-спутников 8 на поворотной раме 35 (на фиг. 7 показано пунктиром). В этот момент по команде, например, с ЧПУ, из бака гидростанции (на фиг. не показано) через систему отверстий для подвода-отвода рабочего энергоносителя (на фиг. показано условно-схематично) к отверстиям 24 (фиг. 5) подается рабочий энергоноситель, например техническое масло, и далее в кольцевую рас 5 12164 1 2009.08.30 точку 22 (бесштоковую полость) каждого из базирующих пальцев 13. Техническое масло взаимодействует с поршнем 25 и перемещает его внутри кольцевой проточки 22 вверх. При этом техническое масло из штоковой полости кольцевой проточки 22 вытесняется через отверстия 23 (фиг. 5) и систему отверстий подвода-отвода рабочего энергоносителя в бак гидростанции (на фиг. не показано). Совместно с поршнем 25 перемещается и шток 26 с шариками 29 в отверстии 20 каждого из базирующих пальцев 13 (величина перемещения штока 26 выбирается таким образом, чтобы в крайнем верхнем положении последнего,т.е. при разжатом положении стола-спутника 8 на поворотной платформе 11 поворотного стола 9 станка, шарики 29 располагались бы напротив фигурной кольцевой канавки 21 в каждом из базирующих пальцев 13). При дальнейшем перемещении поворотной рамы 35 устройства автоматической смены столов-спутников 7 вверх столы-спутники 8 перемещаются совместно с последней вверх на величину, достаточную для снятия каждого столаспутника 8, находящегося в данный момент на поворотном столе 9, с базирующих пальцев 13 последней, т.е. в этот момент стол-спутник 8 поднимается над торцом 18 базирующих пальцев 13 с гарантированным зазором (на фиг. не показано). Совместно с каждым столомспутником 8 перемещаются вверх внутри осевой проточки 27 штока 26 и захватные головки 30 крепежных элементов 31, выталкивая шарики 29 в фигурную канавку 21 каждого из базирующих пальцев 13. При этом базирующие поверхности 16 и 19 каждого из базирующих пальцев 13 поворотной платформы 11 и каждого из опорных колец 14 соответственно разъединяются и сжатый воздух под давлением истекает в атмосферу, создавая вокруг базирующих пальцев 13 избыточное давление, сдувая с последних возможную техническую грязь. В связи с тем, что отверстия 32 для подачи сжатого воздуха выходят на торец 18 и дополнительную коническую поверхность 17 каждого из базирующих пальцев 13 обеспечивается рассеивание струи сжатого воздуха и одновременный обдув конической базирующей поверхности 19 и внутренней цилиндрической поверхности (на фиг. позиция не указана) опорных колец 14 каждого стола-спутника 8, находящегося в данный момент в поднятом состоянии над базирующими пальцами 13, которые в этом положении стола-спутника 8 располагаются напротив выхода отверстий 32 (на фиг. не показано). Затем поворотная рама 35 со столами-спутниками 8 начинает поворачиваться в одну из сторон, осуществляя при этом смену последних. При этом сжатый воздух, истекая из отверстий 32, образует своеобразный воздушный зонтик над базирующими пальцами 13,предотвращая оседание на них технической грязи во время смены столов-спутников 8. Поворотная рама 35 со столами-спутниками 8 поворачивается на 180 и фиксируется, т.е. стол-спутник с закрепленной на нем заготовкой располагается над поворотной платформой 11 поворотного стола 9, а стол-спутник 8 без заготовки - на устройстве автоматической смены столов-спутников 7. В этом положении сжатый воздух, продолжая истекать из отверстий 32 в базирующих пальцах 13, обдувает базирующую конусную поверхность 19 и внутреннюю цилиндрическую поверхность (на фиг. позиция не указана) опорных колец 14 первого стола-спутника 8 с закрепленной заготовкой в поднятом состоянии последнего над базирующими пальцами 13. В этот момент техническая грязь, находящаяся, по воле случая, на вышеуказанных поверхностях опорных колец 14, сдувается потоком сжатого воздуха и последние очищаются. Далее, поворотная рама 35 со столами-спутниками 8,например по команде с ЧПУ, начинает перемещаться вниз и между базирующими конусными поверхностями 16 и 19 каждого из базирующих пальцев 13 и опорных колец 14 соответственно начинает уменьшаться зазор, вследствие чего в полостях, образованных базирующими пальцами 13 поворотной платформы 11 поворотного стола 9 и опорными кольцами 14 стола-спутника 8, находящегося в данный момент над поворотным столом 9,начинает создаваться повышенное давление и скорость истечения воздуха через все уменьшающийся зазор увеличивается, за счет чего обеспечивается полное удаление технической грязи, попавшей на базирующую коническую поверхность 16 и торец 18 каждого из базирующих пальцев 13. При этом захватные головки 30 крепежных элементов 31 6 12164 1 2009.08.30 стола-спутника 8 входят в осевую проточку 27 штока 26 и перемещаются внутри нее вниз. Одновременно с этим в кольцевую проточку 22 (в штоковую полость) через отверстия 23(фиг. 5) и систему отверстий для подвода-отвода рабочего энергоносителя из бака гидростанции подается техническое масло, которое перемещает поршень 25 вниз. При этом техническое масло из бесштоковой полости кольцевой проточки 22 вытесняется через отверстия 24 (фиг. 5) и систему отверстий подвода-отвода рабочего энергоносителя в бак гидростанции. Перемещаясь вниз, поршень 25 перемещает в отверстии 20 каждого из базирующих пальцев 13 и шток 26 с шариками 29, которые выкатываются из фигурной канавки 21 каждого из базирующих пальцев 13 и взаимодействуют с захватной головкой 31 крепежных элементов 30 стола-спутника 8. При дальнейшем опускании поворотной рамы 35 со столами-спутниками 8 вниз первый стол-спутник с закрепленной заготовкой опускается базирующими конусными поверхностями 19 опорных колец 14 на ответные базирующие конусные поверхности 16 базирующих пальцев 13 (фиг. 3), а второй стол-спутник 8(без заготовки) располагается на устройстве автоматической смены столов-спутников 7(на фиг. 7 показано пунктиром). В этот момент прекращается подача сжатого воздуха через отверстия 32 каждого из базирующих пальцев 13 (фиг. 4). После установки и фиксации стола-спутника 8 с заготовкой на поворотном столе 9 осуществляется окончательный зажим последнего за счет приложения расчетного усилия зажатия на захватные головки 31 крепежных элементов 30. Далее, поворотная рама 35 приходит в исходное положение, освобождая захватные планки 39 обоих столов-спутников 8 из захватов 36 (фиг. 7) при этом рабочие опорные поверхности 37 захватов 36 поворотной рамы 35 и ответные захватные поверхности 38 захватных планок 39 столов-спутников 8 перестают взаимодействовать между собой и замок трения разъединяется (фиг. 7). Захваты 36 поворотной рамы 35 устройства автоматической смены столов-спутников 7 располагаются ниже захватных планок 39 столов-спутников 8, что обеспечивает беспрепятственное перемещение поворотного стола 9 со столом-спутником 8 (первого стола-спутника 8) с заготовкой и возможность удобного доступа к столу-спутнику 8 (ко второму столу-спутнику 8) без заготовки (при этом, например, последний имеет возможность вращения вокруг своей оси на специальном механизме, смонтированном на устройстве автоматической смены столовспутников 7 на фиг. 7 показан условно и позицией не обозначен). При применении в станке поворотного стола 9 с поворотной платформой 11 с базирующими пальцами 13 с подпружиненными втулками 34 (фиг. 6) захватные головки 31 крепежных элементов 30 стола-спутника 8 при установке последнего на поворотный стол 9 взаимодействуют с подпружиненными втулками 34, перемещая их внутри осевой проточки 27 штоков 26 вниз, сжимая пружины 33. При этом зажатие-разжатие стола-спутника 8 на поворотном столе 9 производится аналогично вышеописанному. При подъеме столаспутника 8 над базирующими пальцами 13 (при снятии стола-спутника 8 с последних) захватные головки 31 крепежных элементов 30 последних выходят из осевых проточек 27 штоков 26, и пружины 33, распрямляясь, стремятся принять свое первоначальное положение и перемещают втулки 34 внутри осевых проточек 27 штоков 26 вверх и тем самым перекрывают вход в осевую проточку 27 (на фиг. не показано), предотвращая попадание в нее технической грязи. После осуществления процесса смены столов-спутников поворотный стол 9 со столом-спутником 8 и заготовкой перемещается, например, по команде с ЧПУ, в рабочую позицию. Одновременно с этим автооператор 6 забирает из инструментального магазина 5 инструмент и устанавливает его в шпиндель 4, который, совместно со шпиндельной бабкой 3, перемещаясь по стойке 2, приходит, например, в исходную позицию для обработки. Затем стойка 2 перемещается, например, по направлению к заготовке (на фиг. не показано) и происходит обработка последней. При необходимости производится поворот поворотного стола 9 со столом-спутником 8 с заготовкой и обработка последней продолжается. По окончании обработки детали инструмент возвращается автооператором 6 в инструмен 7 12164 1 2009.08.30 тальный магазин 5 и поворотный стол 9 со столом-спутником 8 и обработанной деталью перемещается, например, по команде с ЧПУ в позицию смены. Одновременно с процессом обработки детали (на первом столе-спутнике 8) производится установка и закрепление заготовки на стол-спутник 8 (на второй стол-спутник 8), находящийся на устройстве автоматической смены столов-спутников 7. После осуществления всех необходимых операций по обработке детали и установке новой заготовки производится повторная смена столов-спутников 8 аналогично вышеописанному процессу. После осуществления смены столов-спутников 8, стол-спутник 8 с вновь установленной заготовкой перемещается, например, по команде с ЧПУ, в зону обработки, где производится ее обработка. Со столаспутника 8 с обработанной деталью последняя снимается и на ее место устанавливается новая заготовка и закрепляется. Далее процесс повторяется. Источники информации 1. Патент 2108219, МПК В 23 3/157, 39/04, 1998. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 11
МПК / Метки
МПК: B23Q 39/00, B23Q 3/157
Метки: станок, многоцелевой
Код ссылки
<a href="https://by.patents.su/11-12164-mnogocelevojj-stanok.html" rel="bookmark" title="База патентов Беларуси">Многоцелевой станок</a>
Станок для заточки ножей
Номер патента: 1976
Опубликовано: 30.12.1997
Авторы: Бондарев Анатолий Федорович, Хаги Григорий Яковлевич, Симаков Виктор Васильевич, Коновалов Геннадий Иосифович, Давгилов Николай Иванович
Текст:
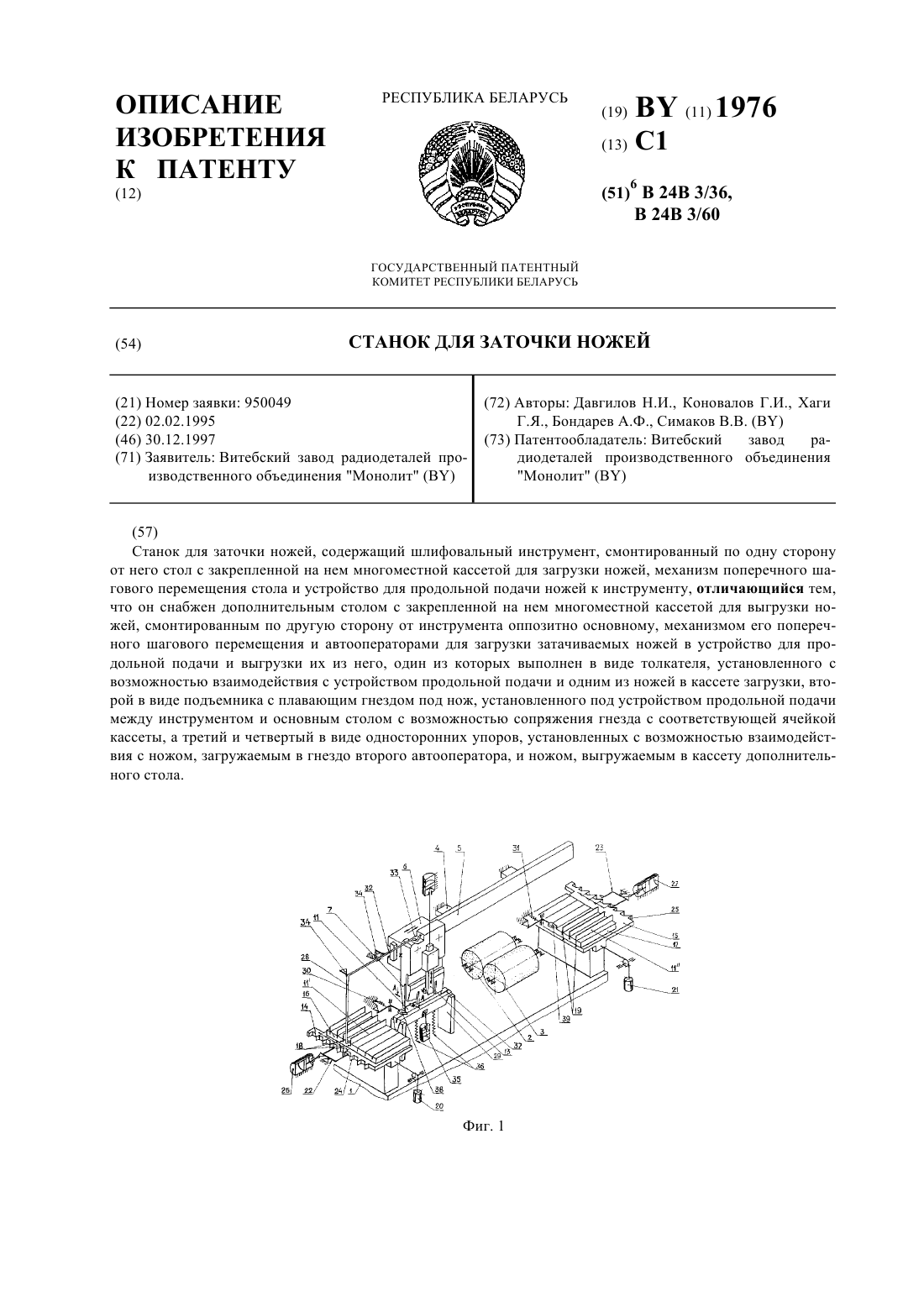
...на станке 1 оппозитно установленные шлифовальные головки 2, 3 и устройство 4 продольной подачи ножей. Устройство 4 содержит установленную на траверсе 5 подвижную каретку 6, несущую зажим 7, губки 8 и 9 которого образуют щелеобразный паз 10 для размещения затачиваемого ножа 11. Нож 11 в пазу 10 уста 2 1976 1 навливается до упора в опоры 12 и зажимается губкой 9 под воздействием клинового механизма 13, для чего губка 9 выполнена в виде...
Деревообрабатывающий станок для изготовления профилей
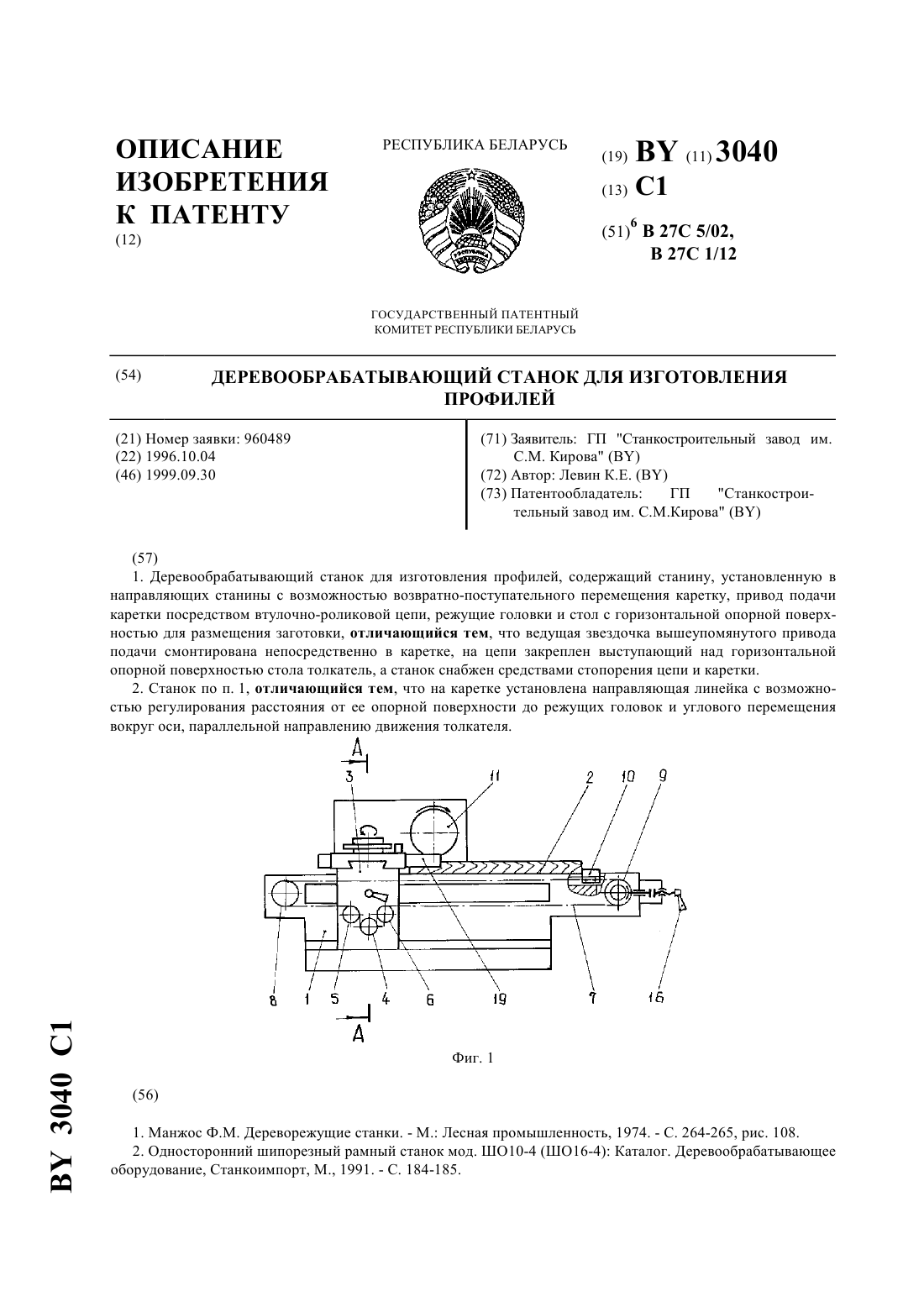
Номер патента: 3040
Опубликовано: 30.09.1999
Автор: ЛЕВИН Ким Ефимович
Метки: станок, изготовления, профилей, деревообрабатывающий
Текст:
...и тем же приводом. Кроме того, на каретке установлена направляющая линейка с возможностью регулирования расстояния от е опорной поверхности до режущих головок, а также углового перемещения вокруг оси, параллельной направлению движения толкателя. Благодаря этому обеспечивается фрезерование продольного профиля методом реймусования, а, следовательно, и одинаковый настроенный размер по ширине обработки детали независимо от вариаций припуска на...
Деревообрабатывающий станок, преимущественно для изготовления паркетной планки
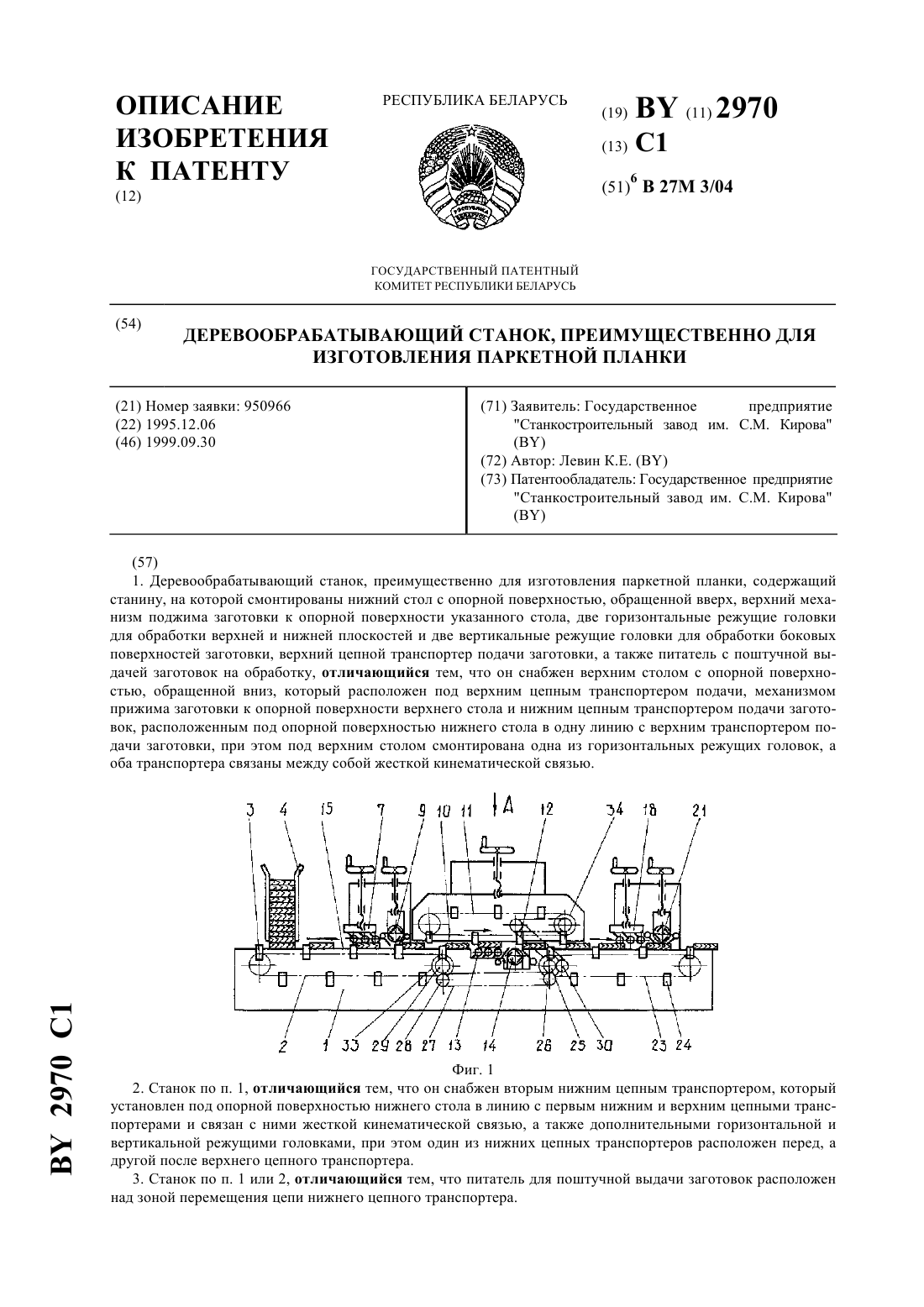
Номер патента: 2970
Опубликовано: 30.09.1999
Автор: ЛЕВИН Ким Ефимович
МПК: B27M 3/04
Метки: изготовления, планки, преимущественно, паркетной, станок, деревообрабатывающий
Текст:
...деревообрабатывающий станок, преимущественно для изготовления паркетной планки, содержащий, как и станок-прототип, станину, на которой смонтированы нижний стол с опорной поверхностью, обращенной вверх, верхний механизм поджима заготовки к опорной поверхности указанного стола, две горизонтальные режущие головки для обработки верхней и нижней плоскостей, верхний цепной транспортр подачи заготовки, а также питатель с поштучной выдачей...
Станок для абразивной обработки выступающего края кольцеобразных поверхностей керамических изделий
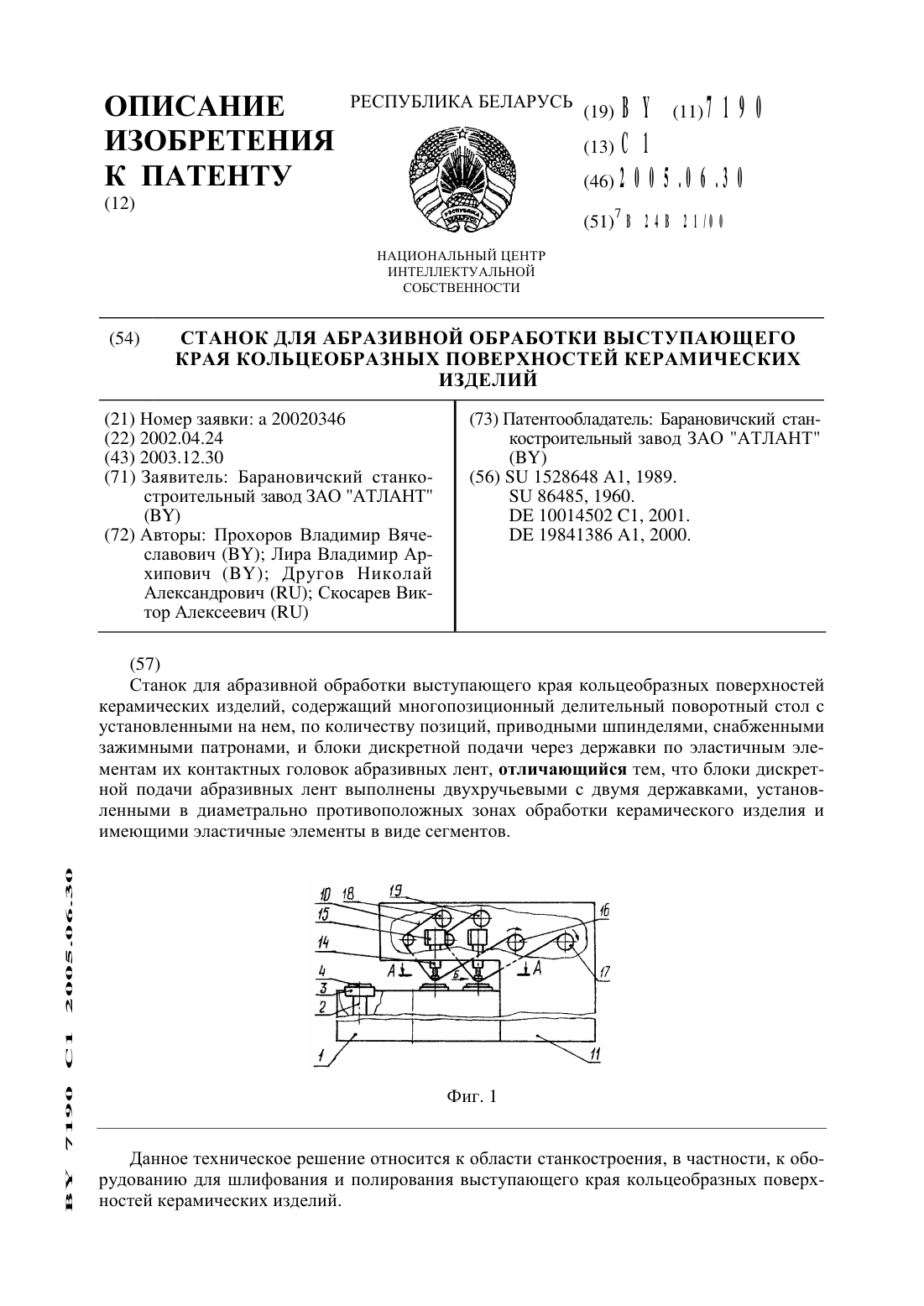
Номер патента: 7190
Опубликовано: 30.06.2005
Авторы: Прохоров Владимир Вячеславович, Другов Николай Александрович, Скосарев Виктор Алексеевич, Лира Владимир Архипович
МПК: B24B 21/00
Метки: керамических, станок, края, обработки, поверхностей, абразивной, выступающего, изделий, кольцеобразных
Текст:
...снабженными зажимными патронами, и имеющий блоки дискретной подачи, через державки, по эластичным элементам их контактных головок,абразивных лент) выполнен с двухручьевыми блоками дискретной подачи абразивных лент,содержащими по две державки, установленными в диаметрально противоположных зонах обработки керамических изделий и имеющими эластичные элементы в виде сегментов.на фиг. 1 изображен его общий вид с поднятыми державкамина фиг....
Многоцелевой элемент конструкции
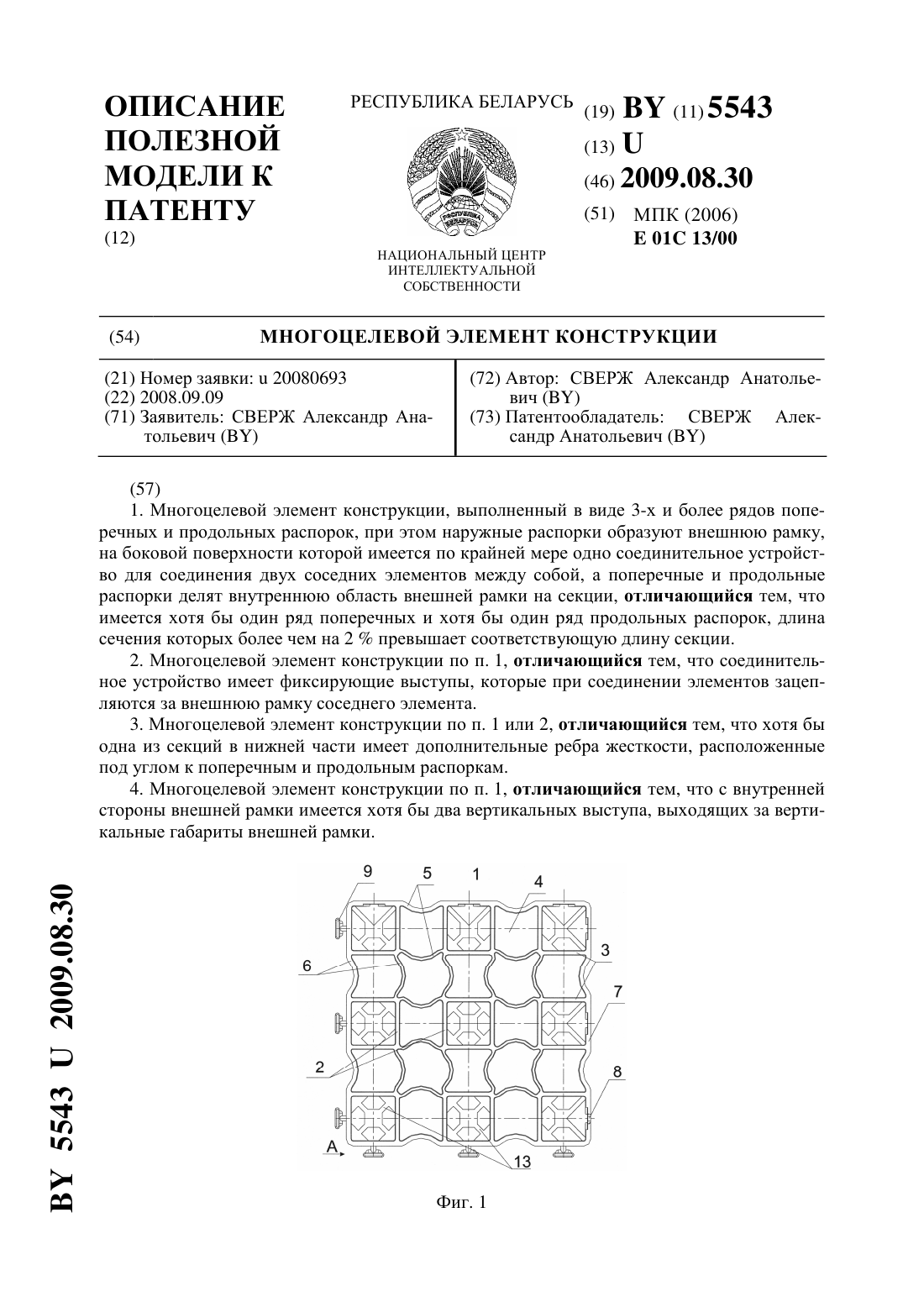
Номер патента: U 5543
Опубликовано: 30.08.2009
Автор: СВЕРЖ Александр Анатольевич
МПК: E01C 13/00
Метки: многоцелевой, конструкции, элемент
Текст:
...элементу конструкции компенсировать деформации, вызванные расширением или сжатием. Необходимость в дополнительных компенсирующих элементах отпадает. Снижается стоимость элементов, упрощается сборка. Возможен вариант многоцелевого элемента, в котором соединительное устройство имеет фиксирующие выступы, которые при соединении элементов зацепляются за внешнюю рамку соседнего элемента. Описанное позволяет исключить самопроизвольное размыкание...
Предыдущий патент: Металлообрабатывающий станок
Следующий патент: Способ получения фильтрующего элемента с анизотропной структурой
Случайный патент: Способ физической реабилитации больного с метаболическим синдромом, не имеющего заболевания системы кровообращения