Станок для абразивной обработки выступающего края кольцеобразных поверхностей керамических изделий
Номер патента: 7190
Опубликовано: 30.06.2005
Авторы: Прохоров Владимир Вячеславович, Скосарев Виктор Алексеевич, Лира Владимир Архипович, Другов Николай Александрович
Текст
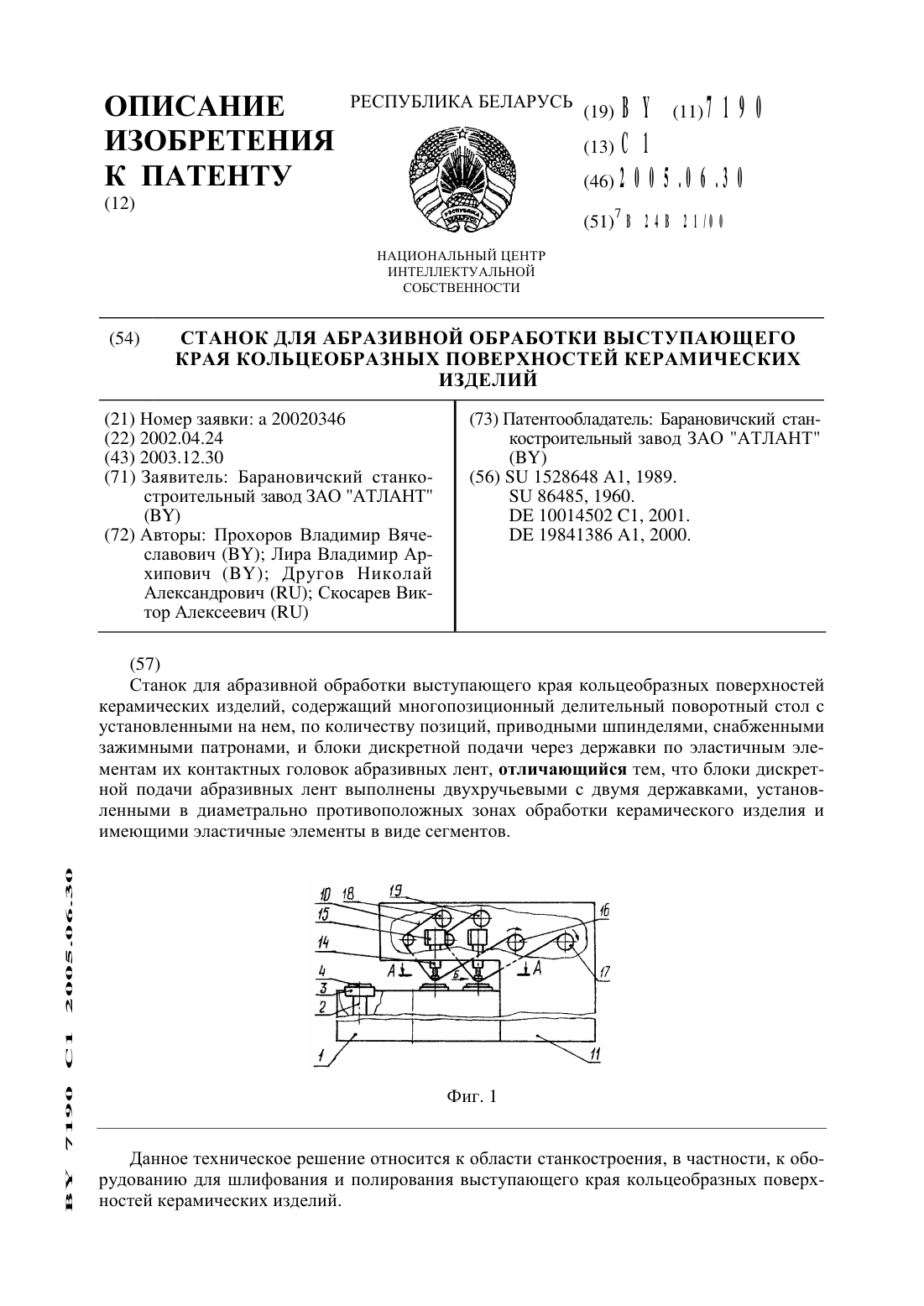
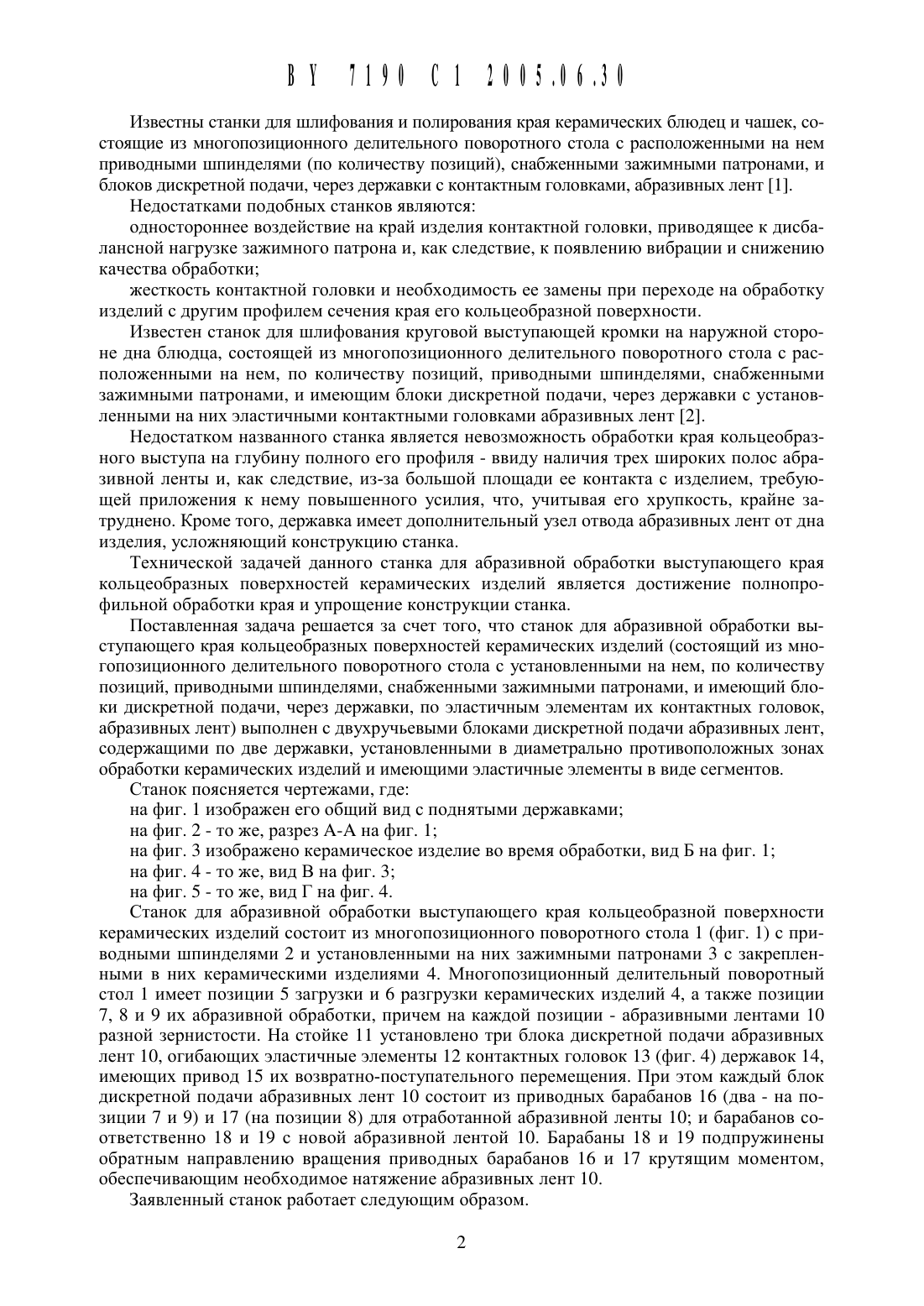
(51) В МВ 21/01 НАЦИОНАЛЬНЫЙ ЦЕНтР ИНТЕЛЛЕКТУАЛЬНОИ СОБСТВЕННОСТИ(54) СТАНОК ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ВЫСТУПАЮЩЕГОКРАЯ КОЛЬЦЕОБРАЗНЫХ ПОВЕРХНОСТЕЙ КЕРАМИЧЕСКИХ ИЗДЕЛИИ(71) Заявитель Барановичский станко строительный завод ЗАО АТЛАНТ(72) Авторы Прохоров Владимир Вячеславович (ВУ) Лира Владимир Архипович (ВУ) Другов Николай Александрович (КН) Скосарев Виктор Алексеевич (КН)(73) Патентообладатель Барановичский станкостроительный завод ЗАО АТЛАНТСтанок ДЛЯ абразивной обработки выступающего края кольЦеобра 3 нь 1 х ПОВЕРХНОСТЕЙ керамических ИЗДЕЛИЙ, содержащий МНОГОПОЗИЦИОННЬ 1 Й ДЕЛИТЕЛЬНЫЙ ПОВОрОТНЫЙ СТОЛ С установленнь 1 ми на НЕМ, ПО КОЛИЧЕСТВУ ПОЗИЦИЙ, ПрИВОДНЫМИ ШПИНДЕЛЯМИ, снабженными 3 ажимнь 1 ми патронами, И бЛОКИ ДИСКРЕТНОЙ подачи ЧЕрЕЗ державки ПО эластичнь 1 м ЭЛЕментам ИХ контактнь 1 х ГОЛОВОК абра 3 ивнь 1 х ЛЕНТ, ОТЛИЧЯЮЩИЙСЯ ТЕМ, ЧТО бЛОКИ ДИСКрЕТНОЙ подачи абра 3 ивнь 1 х ЛЕНТ ВЫПОЛНЕНЫ ДВуХруЧЬЕВЫМИ С ДВУМЯ державками, установЛЕННЬ 1 МИ В диаметрально ПрОТИВОПОЛОЖНЫХ зонах обработки керамического ИЗДЕЛИЯ И ИМЕЮЩИМИ эластичнь 1 е ЭЛЕМЕНТЫ В ВИДЕ СЕГМЕНТОВ.Данное техническое решение относится к области станкостроения, в частности, к оборудованию для шлифования и полирования выступающего края кольцеобразных поверхностей керамических изделий.Известны станки для шлифования И полирования края керамических блюдец и чашек, состоящие из многопозиционного делительного поворотного стола с расположенными на нем приводными шпинделями (по количеству позиций), снабженными зажимными патронами, и блоков дискретной подачи, через державки с контактным головками, абразивных лент 1.Недостатками подобных станков являютсяодностороннее воздействие на край изделия контактной головки, приводящее к дисбалансной нагрузке зажимного патрона и, как следствие, к появлению вибрации и снижению качества обработкижесткость контактной головки и необходимость ее замены при переходе на обработку изделий с другим профилем сечения края его кольцеобразной поверхности.Известен станок для шлифования круговой выступающей кромки на наружной стороне дна блюдца, состоящей из многопозиционного делительного поворотного стола с расположенными на нем, по количеству позиций, приводными шпинделями, снабженными зажимными патронами, и имеющим блоки дискретной подачи, через державки с установленными на них эластичными контактными головками абразивных лент 2.Недостатком названного станка является невозможность обработки края кольцеобразного выступа на глубину полного его профиля - ввиду наличия трех широких полос абразивной ленты и, как следствие, из-за большой площади ее контакта с изделием, требующей приложения к нему повышенного усилия, что, учитывая его хрупкость, крайне затруднено. Кроме того, державка имеет дополнительный узел отвода абразивных лент от дна изделия, усложняющий конструкцию станка.Технической задачей данного станка для абразивной обработки выступающего края кольцеобразных поверхностей керамических изделий является достижение полнопрофильной обработки края и упрощение конструкции станка.Поставленная задача решается за счет того, что станок для абразивной обработки вь 1 ступающего края кольцеобразных поверхностей керамических изделий (состоящий из многопозиционного делительного поворотного стола с установленными на нем, по количеству позиций, приводными шпинделями, снабженными зажимными патронами, и имеющий блоки дискретной подачи, через державки, по эластичным элементам их контактных головок,абразивных лент) выполнен с двухручьевыми блоками дискретной подачи абразивных лент,содержащими по две державки, установленными в диаметрально противоположных зонах обработки керамических изделий и имеющими эластичные элементы в виде сегментов.на фиг. 1 изображен его общий вид с поднятыми державкамина фиг. 3 изображено керамическое изделие во время обработки, вид Б на фиг. 1Станок для абразивной обработки выступающего края кольцеобразной поверхности керамических изделий состоит из многопозиционного поворотного стола 1 (фиг. 1) с приводными шпинделями 2 и установленными на них зажимными патронами 3 с закрепленными в них керамическими изделиями 4. Многопозиционный делительный поворотный стол 1 имеет позиции 5 загрузки и 6 разгрузки керамических изделий 4, а также позиции 7, 8 и 9 их абразивной обработки, причем на каждой позиции - абразивными лентами 10 разной зернистости. На стойке 11 установлено три блока дискретной подачи абразивных лент 10, огибающих эластичные элементы 12 контактных головок 13 (фиг. 4) державок 14,имеющих привод 15 их возвратно-поступательного перемещения. При этом каждый блок дискретной подачи абразивных лент 10 состоит из приводных барабанов 16 (два - на позиции 7 и 9) и 17 (на позиции 8) для отработанной абразивной ленты 10 и барабанов соответственно 18 и 19 с новой абразивной лентой 10. Барабаны 18 и 19 подпружинены обратным направлению вращения приводных барабанов 16 и 17 крутящим моментом,обеспечивающим необходимое натяжение абразивных лент 10.Заявленный станок работает следующим образом.Загруженное на позиции 5 керамическое изделие закрепляется в зажимном патроне 3 И многопозиционнь 1 м делительным поворотным столом 1 перемещается на позицию 7. Державки 14, предварительно настроенные на керамические изделия 4 данной конфигурации и размеров, приводом 15 перемещаются вниз, до полнопрофильного охвата абразивной лентой 10 края кольцеобразной поверхности (фиг. 3). При этом окончательная глубина 11 охвата абразивной лентой 10 края кольцеобразной поверхности керамического изделия 4 и ее оптимальная длина Ь (фиг. 4) устанавливаются посредством смещения державок 14 относительно края на расстояние Н (фиг. 5). После включения привода вращения щпинделей 2 на позиции 7 осуществляется абразивная обработка края кольцеобразной поверхности(шлифовка), закончив которую, привод вращения щпинделей 2 выключается, а державки 14 приводом 15 поднимаются в исходное, нерабочее положение (фиг. 1). После этого абразивнь 1 е ленты 10 приводным барабаном 16 подаются на щаг, обеспечивающий замену отработанной части новой. Многопозиционный делительный поворотный стол 1 в это время перемещает обработанное на позиции 7 керамическое изделие 4 на позицию 8. После чего технологический процесс абразивной обработки повторяется по приведенной выще схеме. На позиции 6 производится съем готового керамического изделия 4.Таким образом, выполнение блоков дискретной подачи абразивных лент двухручьевыми, обеспечивающими возможность обработки керамического изделия в двух диаметрально противоположных его местах, позволяет разгрузить зажимной патрон от дисбалансной нагрузки (при односторонней обработке) и, как следствие - повысить качество обработки и надежность работы. Кроме того, выполнение эластичных элементов контактных головок в виде сегментов, позволяет осуществлять полнопрофильную обработку края кольцеобразных поверхностей разных керамических изделий (по конфигурации и размерам) без замены контактных головок, что значительно упрощает техническое обслуживание станка.Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B24B 21/00
Метки: края, обработки, абразивной, кольцеобразных, поверхностей, керамических, станок, изделий, выступающего
Код ссылки
<a href="https://by.patents.su/3-7190-stanok-dlya-abrazivnojj-obrabotki-vystupayushhego-kraya-kolceobraznyh-poverhnostejj-keramicheskih-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Станок для абразивной обработки выступающего края кольцеобразных поверхностей керамических изделий</a>
Станок для двусторонней обработки плоских поверхностей
Номер патента: 3523
Опубликовано: 30.09.2000
Авторы: Козерук Альбин Степанович, Харкевич Владимир Иванович, Филонов Игорь Павлович, Кашко Николай Валерьянович, Крысин Олег Григорьевич, Губаревич Виктор Юрьевич
МПК: B24B 37/04, B24B 7/17
Метки: обработки, поверхностей, плоских, станок, двусторонней
Текст:
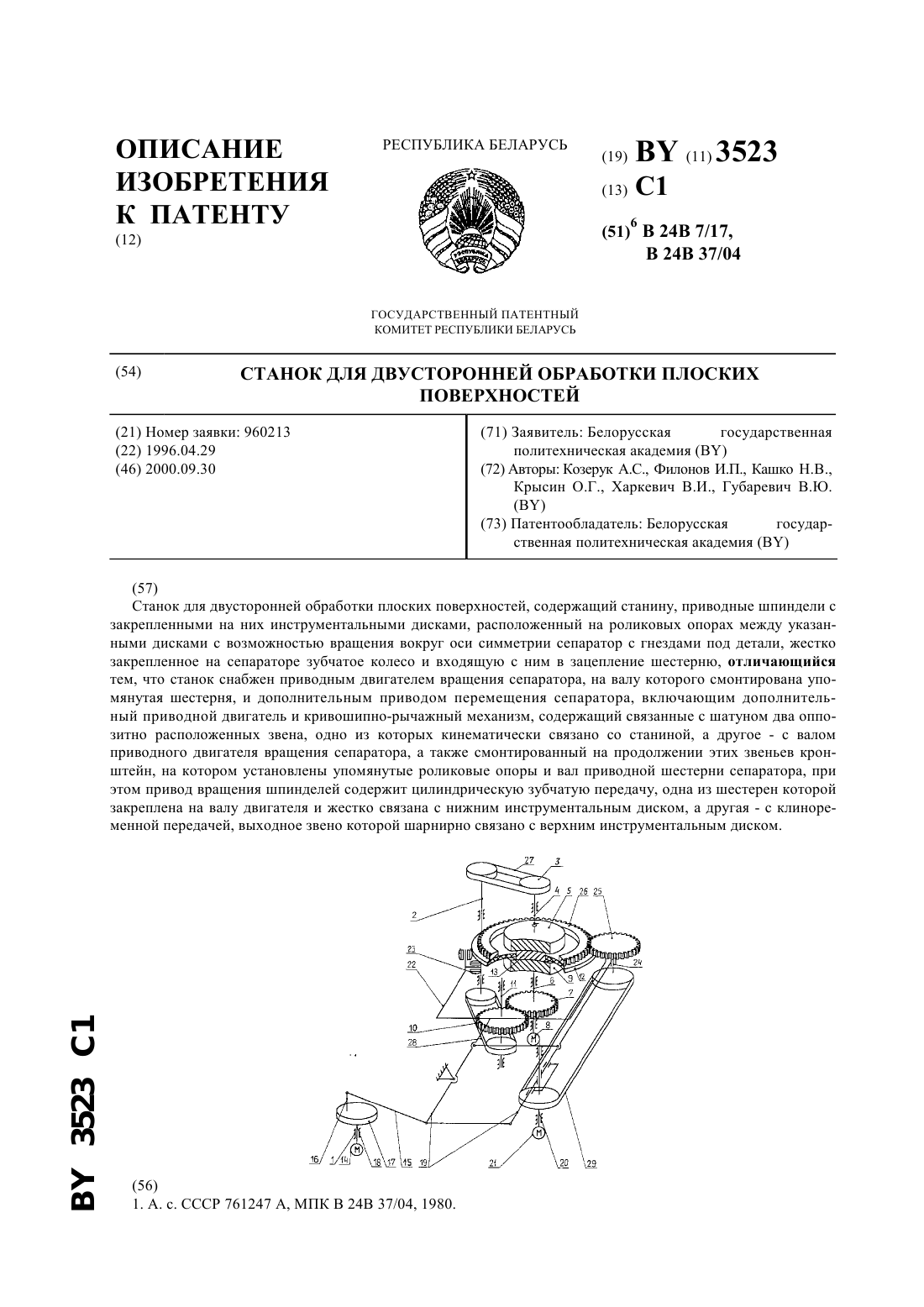
...двигатель и кривошипно-рычажный механизм, содержащий связанные с шатуном два оппозитно расположенных звена, одно из которых кинематически связано со станиной, а другое - с валом приводного двигателя вращения сепаратора, а также смонтированный на продолжении этих звеньев кронштейн, на котором установлены упомянутые роликовые опоры и вал приводной шестерни сепаратора, при этом привод вращения шпинделей содержит цилиндрическую зубчатую...
Станок для обработки оптических поверхностей
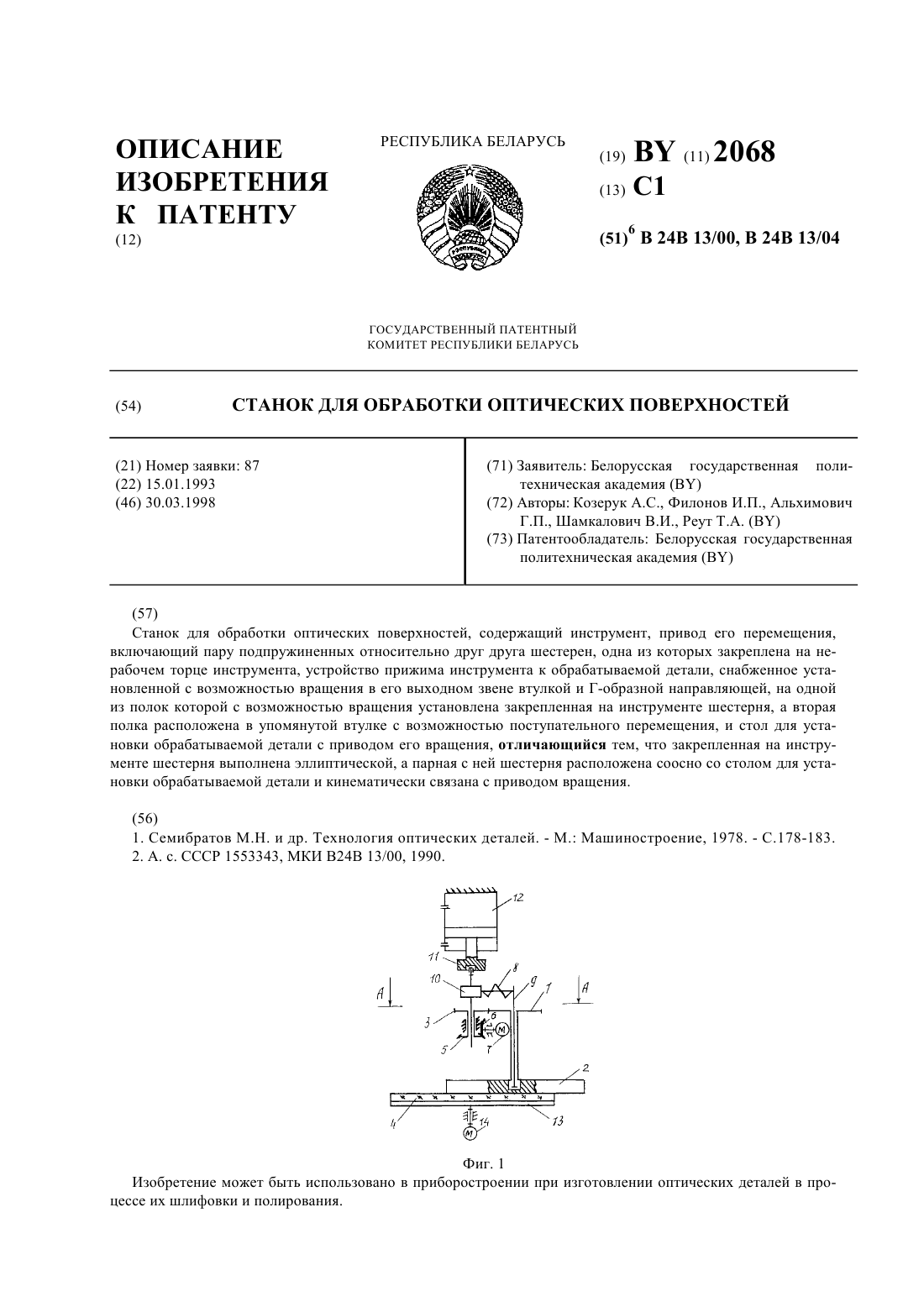
Номер патента: 2068
Опубликовано: 30.03.1998
Авторы: Филонов Игорь Павлович, Козерук Альбин Степанович, Шамкалович Владимир Иванович, Реут Татьяна Аркадьевна, Альхимович Геннадий Петрович
МПК: B24B 13/04, B24B 13/00
Метки: поверхностей, оптических, обработки, станок
Текст:
...с возможностью вращения установлена закрепленная на инструменте шестерня, а вторая полка расположена в упомянутой втулке с возможностью поступательного перемещения, и стол для установки обрабатываемой детали с приводом его вращения, при этом закрепленная на инструменте шестерня выполнена эллиптической, а парная с ней шестерня расположена сн со столом для установки обрабатываемой детали и кинематически связана с приводом вращения....
Устройство для абразивной обработки в магнитном поле деталей типа тел вращения
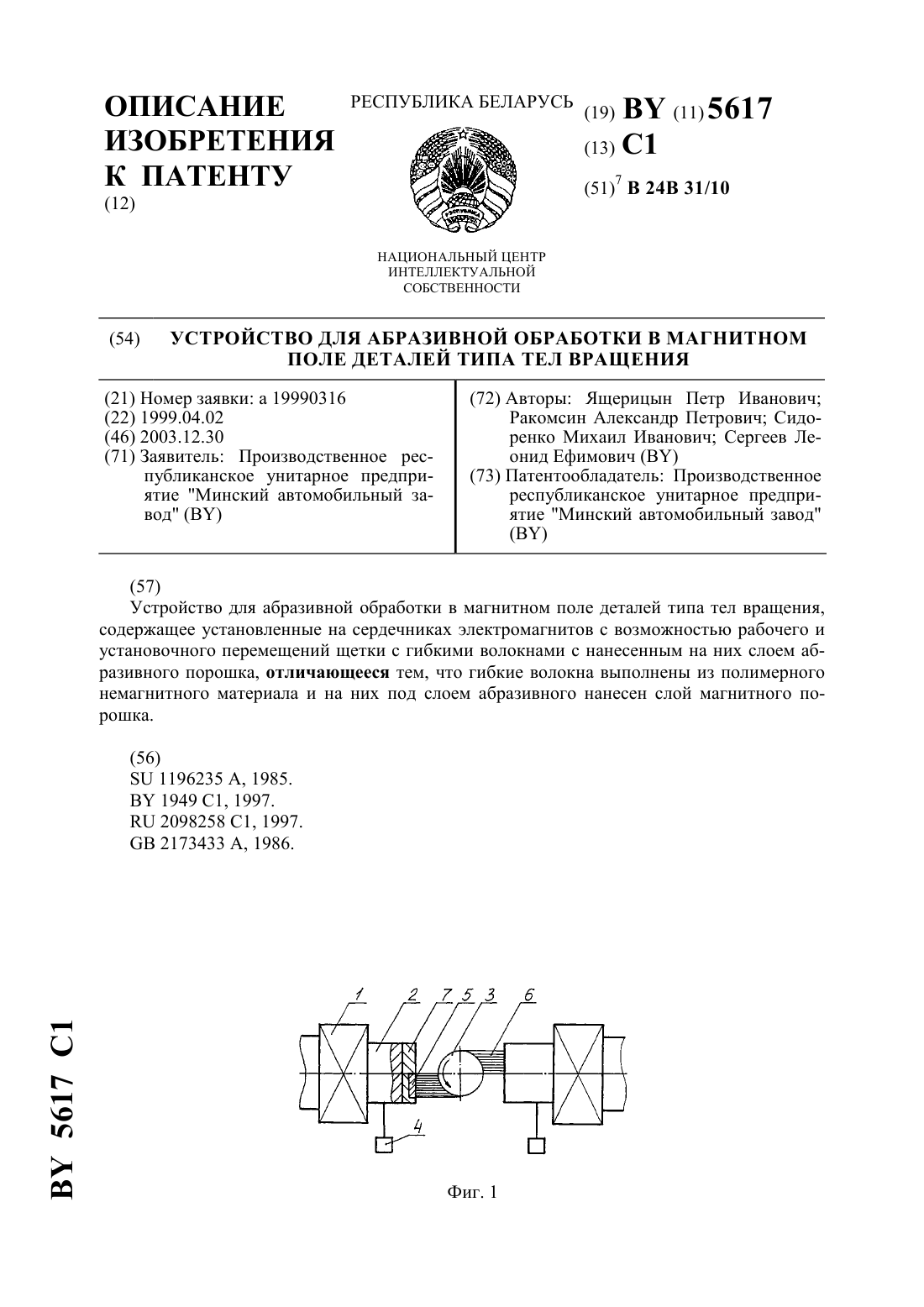
Номер патента: 5617
Опубликовано: 30.12.2003
Авторы: Сергеев Леонид Ефимович, Сидоренко Михаил Иванович, Ракомсин Александр Петрович, Ящерицын Петр Иванович
МПК: B24B 31/10
Метки: вращения, поле, абразивной, обработки, деталей, магнитном, устройство, типа, тел
Текст:
...на сердечниках электромагнитов с возможностью рабочего и установочного перемещения щетки с гибкими волокнами с нанесенным на них слоем абразивного порошка, гибкие волокна выполнены из полимерного немагнитного материала и на них под слоем абразивного нанесен слой магнитного порошка. Гибкие волокна из полимерного немагнитного материала, например из пластика, нанесенными на них слоями магнитного и абразивного порошков, за счет имеющегося...
Антиприжоговоя добавка к смазкам для абразивной обработки сталей и твердых сплавов и твердая смазка для абразивной обработки сталей и твердых сплавов (варианты)
Номер патента: 3209
Опубликовано: 30.12.1999
Авторы: Багданович Павел Николаевич, Стариков Сергей Владимирович, Прушак Виктор Яковлевич
МПК: C10M 125/04, C10M 169/04
Метки: твердая, обработки, добавка, сплавов, твердых, смазкам, варианты, смазка, абразивной, антиприжоговоя, сталей
Текст:
...в соотношении друг с другом как варианты решения одной и той же задачи, а также как целое и его часть.В основу изобретений положено использование сверхпластичного сплава эвтектического или эвтектоидного состава из цветных металлов (далее по тексту - СПС). К числу указанных СПС тносят (в по массе) А 1 - 33 Си (т.е. 67 А 1 и 33 Си), Мв 33 А 1, Си - 10 Мг, 511 8 РЬ, Зп- 15 Вй, п 32 РЬ- 18 Сс 1, 811-33 С 1, 211-22 А 1 В 140...
Устройство для прессования изделий из керамических масс
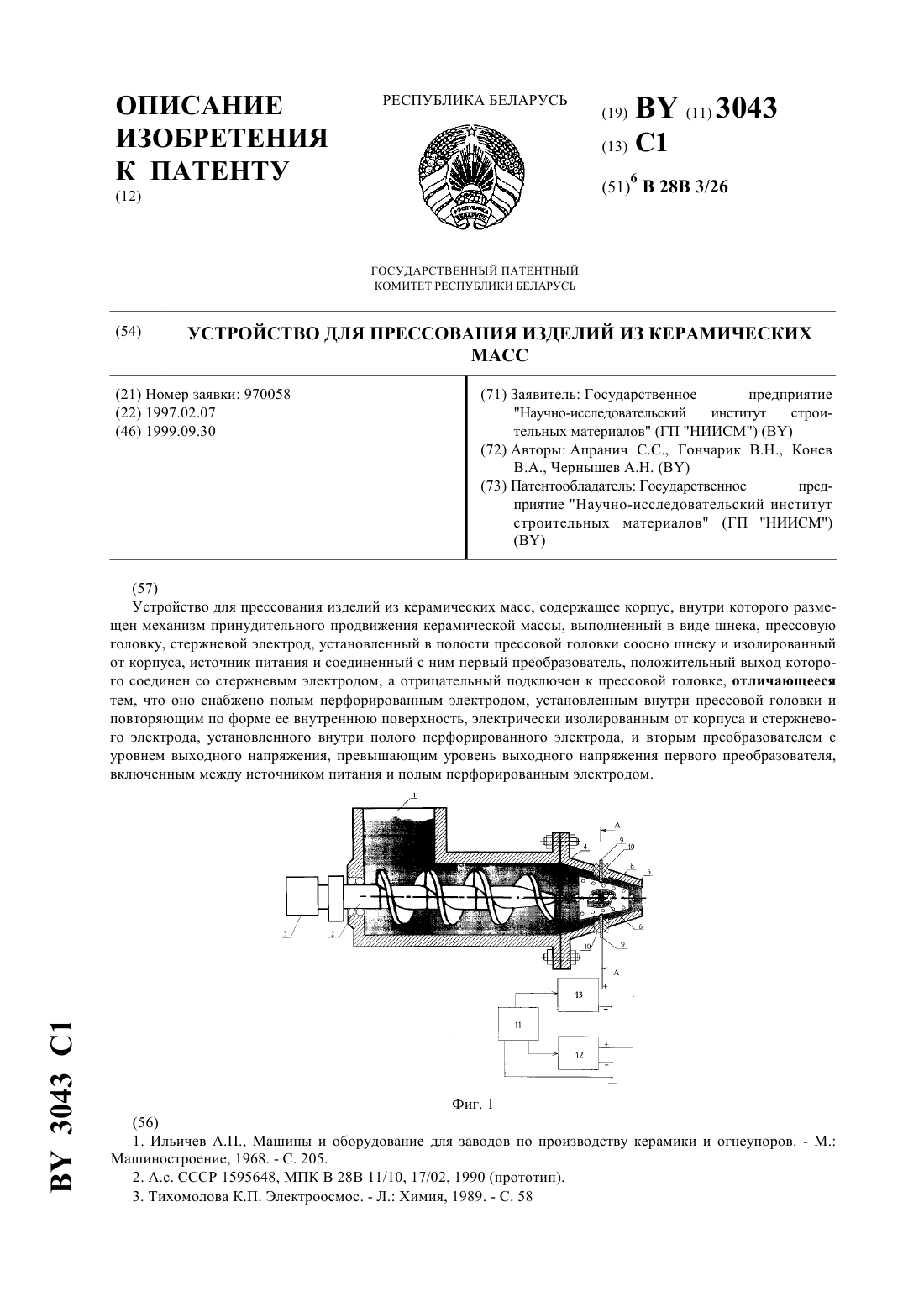
Номер патента: 3043
Опубликовано: 30.09.1999
Авторы: Апранич Сергей Станиславович, Гончарик Владимир Николаевич, Чернышев Александр Николаевич, Конев Владимир Афанасьевич
МПК: B28B 3/26
Метки: прессования, изделий, керамических, устройство, масс
Текст:
...сечению на выходе пресса. Устройство, решающее указанную задачу, содержит корпус, внутри которого размещен механизм принудительного продвижения керамической массы, выполненный в виде шнека, прессовую головку, стержневой электрод, установленный в полости прессовой головки соосно шнеку и изолированный от корпуса, источник питания и соединенный с ним первый преобразователь, положительный выход которого соединен со стержневым электродом, а...
Предыдущий патент: Способ лечения распространенных форм туберкулеза легких
Следующий патент: Система питания электрического транспортного средства
Случайный патент: Способ построения петли магнитного гистерезиса ферромагнитного образца для определения его магнитных характеристик