Станок для магнитно-абразивной обработки рабочих поверхностей бочкообразных роликов
Номер патента: U 8480
Опубликовано: 30.08.2012
Авторы: Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Ермаков Николай Иванович, Агейчик Валерий Александрович, Ворошухо Олег Николаевич

Текст
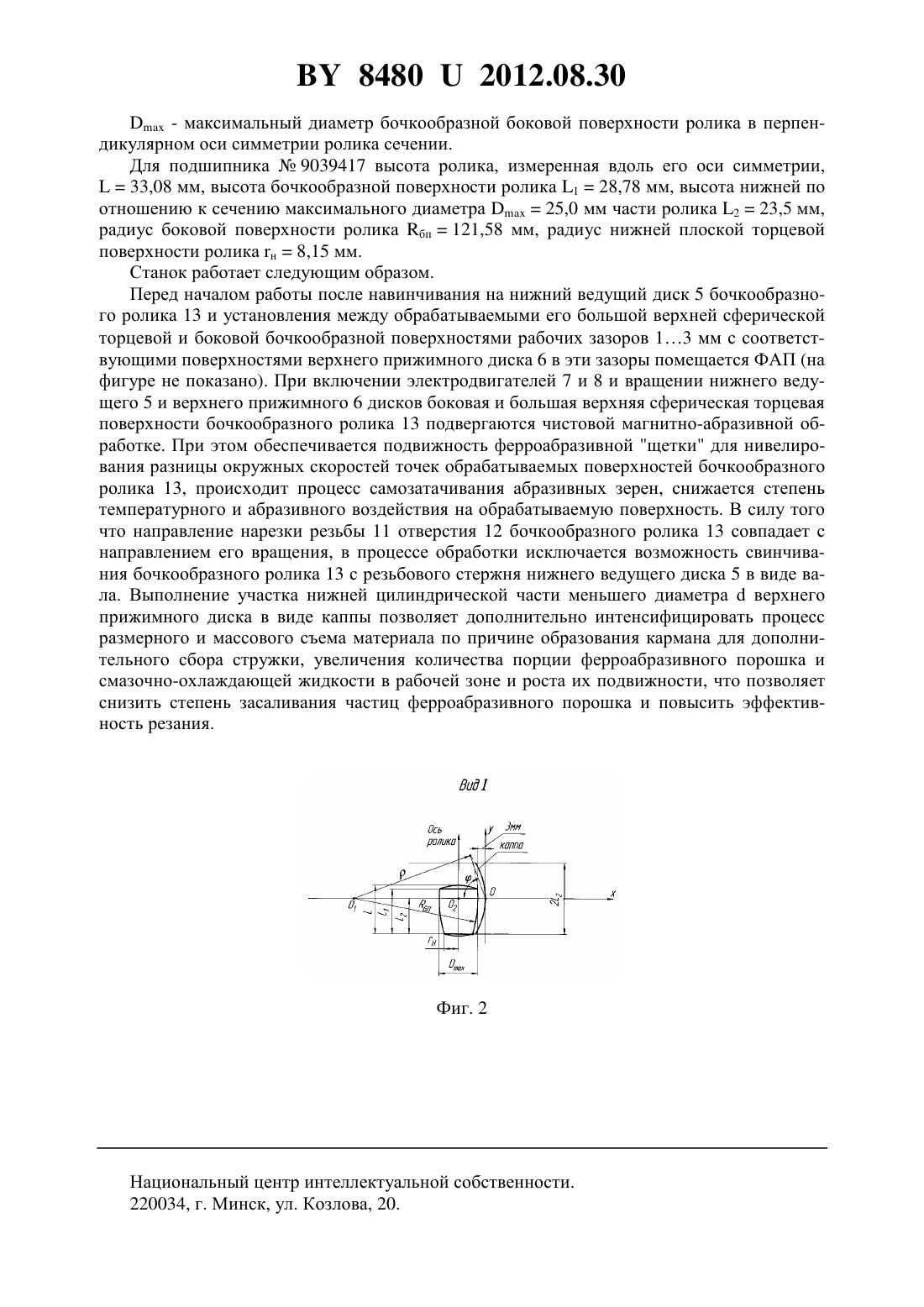
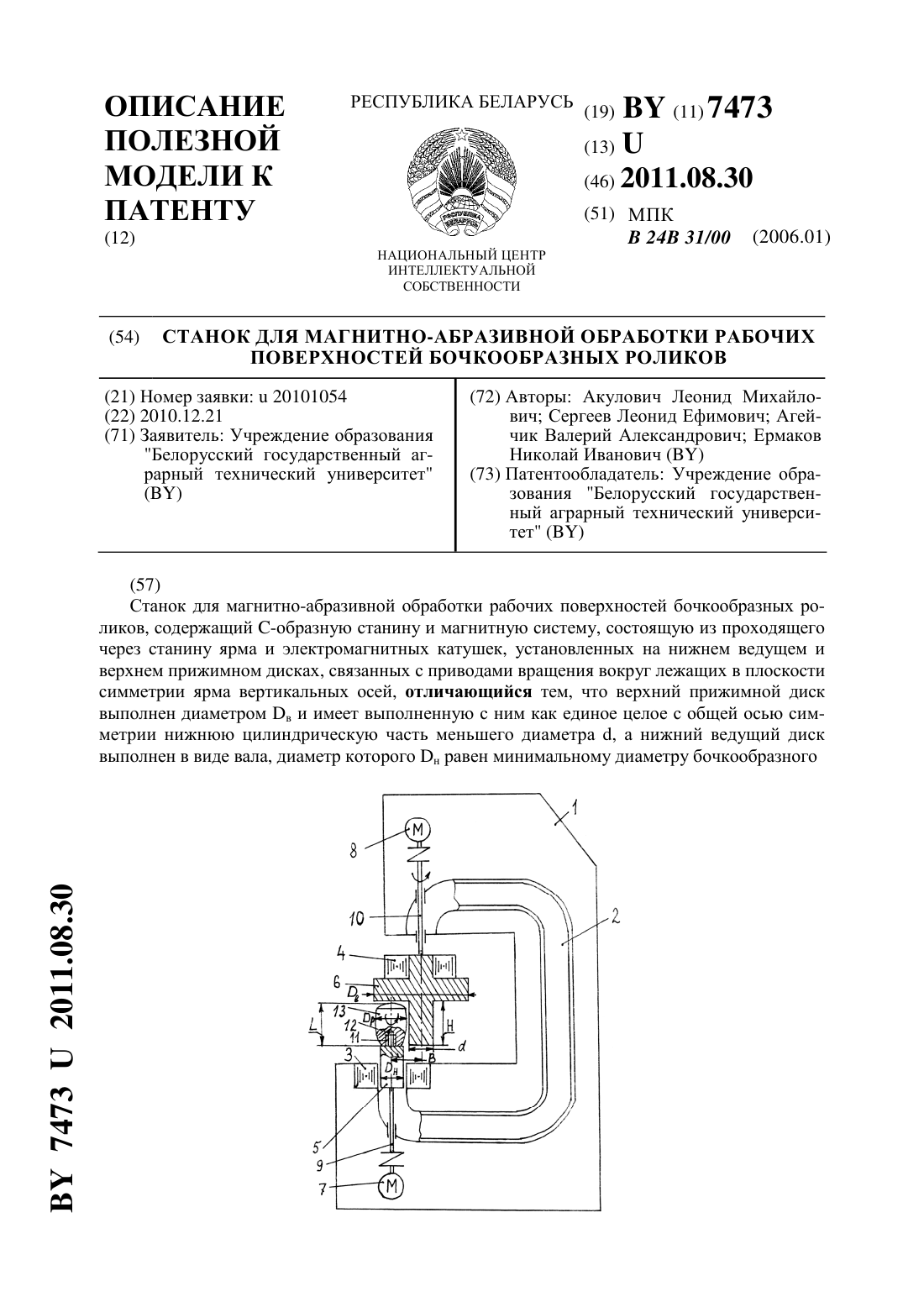
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СТАНОК ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ РАБОЧИХ ПОВЕРХНОСТЕЙ БОЧКООБРАЗНЫХ РОЛИКОВ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Акулович Леонид Михайлович Сергеев Леонид Ефимович Агейчик Валерий Александрович Ермаков Николай Иванович Ворошухо Олег Николаевич(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Станок для магнитно-абразивной обработки рабочих поверхностей бочкообразных роликов, содержащий С-образную станину и магнитную систему, состоящую из проходящего через станину ярма и электромагнитных катушек, установленных на нижнем ведущем и верхнем прижимном дисках, связанных с приводами вращения вокруг лежащих в плоскости симметрии ярма вертикальных осей, при этом верхний прижимной диск выполнен диаметром в и имеет выполненную с ним как единое целое с общей осью симметрии нижнюю цилиндрическую часть меньшего диаметра , а нижний ведущий диск выполнен в виде вала, диаметр которого н равен минимальному диаметру бочкообразного ролика, с жестко закрепленным сверху стержнем с их общей осью симметрии с нарезанной на боковой поверхности стержня резьбой, на которую навинчен с помощью выполненного в нем по оси симметрии со стороны меньшего основания установочного 84802012.08.30 технологического отверстия с резьбой большим сферическим торцом вверх бочкообразный ролик с максимальным наружным диаметром р, причем общая ось симметрии и вращения нижнего ведущего диска в виде вала и бочкообразного ролика смещена в сторону, противоположную от сплошной вертикальной части ярма, на расстояние 2 мм(р) / 2, при этом высотанижней цилиндрической части меньшего диаметраверхнего прижимного диска больше длины роликана 2 мм, диаметр верхнего прижимного диска в 3 мм 2, направления вращения дисков совпадают, а направление нарезки резьбы отверстия бочкообразного ролика совпадает с направлением его вращения, отличающийся тем, что участок нижней цилиндрической части меньшего диаметраверхнего прижимного диска выполнен в проходящем через плоскость симметрии ярма сечении симметрично оси симметрии верхнего прижимного диска в виде каппы,представляющей собой множество точек касания касательных, проведенных из начала координат к расположенной выпуклостью в сторону сплошной вертикальной части ярма окружности с центром на осирадиусом б при перемещении этой окружности из центра координат по осив противоположном ей направлении, параметрическое уравнение которой в полярных координатах имеет вид относительно находящихся в проходящем через плоскость симметрии ярма сечении осей координат с началом в точке , расположенной на расстоянии по горизонтали в сторону сплошной вертикальной части ярма от оси симметрии ролика, равном 0,54 мм, в перпендикулярном оси симметрии ролика сечении максимальной площади и направленной вертикально осии перпендикулярной ей и направленной горизонтально от боковой поверхности бочкообразного ролика в проходящем через ось симметрии ярма сечении оси ОХбп,где- полярный радиус точки каппы, проведенный из начала координат- полярный острый угол между касательной к окружности радиусом бп и осьюбп - радиус боковой поверхности ролика- максимальный диаметр бочкообразной боковой поверхности ролика в перпендикулярном оси симметрии ролика сечении.(56) 1. А.с. СССР 1030147, МПК В 24 В 31/00 // Бюл.27. - 1983. 2. Нарышкин В.Н., Коросташевский Р.В. Подшипники качения Справочник. - М. Машиностроение, 1984. - С. 60-61. 3. ГОСТ 520-2002. Подшипники качения. Общие технические условия. Межгосударственный стандарт. - Минск, по заказу Госстандарта РФ. - С. 126. 4. ГОСТ 9942-90. Подшипники упорные радиальные роликовые сферические одинарные. Технические условия. - М. ФГУП, Стандартинформ, 2007. - С. 1-5. 5. Гусак А.А., Гусак Г.М. и Бричикова Е.В. Справочник по высшей математике. Тетрасистемс. - Минск, 2009. - С. 44-45. Полезная модель относится к чистовой обработке изделий ферроабразивным порошком (ФАП) в магнитном поле и может быть использована в различных отраслях машиностроения при обработке поверхностей роликов подшипников качения. Известен 1 станок для магнитно-абразивной обработки рабочих поверхностей бочкообразных роликов, содержащий С-образную станину и магнитную систему, состоящую из проходящего через станину ярма и электромагнитных катушек, установленных на нижнем ведущем и верхнем прижимном дисках, связанных с приводами вращения вокруг лежащих в плоскости симметрии ярма вертикальных осей, при этом верхний прижимной диск выполнен диаметром в и имеет выполненную с ним как единое целое с общей осью 2 84802012.08.30 симметрии нижнюю цилиндрическую часть меньшего диаметра , а нижний ведущий диск выполнен в виде вала, диаметр которого н равен минимальному диаметру бочкообразного ролика, с жестко закрепленным сверху стержнем с их общей осью симметрии с нарезанной на боковой поверхности стержня резьбой, на которую навинчен с помощью выполненного в нем по оси симметрии со стороны меньшего основания установочного технологического отверстия с резьбой большим сферическим торцом вверх бочкообразный ролик с максимальным наружным диаметром р, причем общая ось симметрии и вращения нижнего ведущего диска в виде вала и бочкообразного ролика смещена в сторону, противоположную от сплошной вертикальной части ярма, на расстояние 12 мм(р) / 2, при этом высотанижней цилиндрической части меньшего диаметраверхнего прижимного диска больше длины роликана 13 мм, диаметр верхнего прижимного диска в 25 мм 2 р, направления вращения дисков совпадают, а направление нарезки резьбы отверстия бочкообразного ролика совпадает с направлением его вращения. Такое устройство не позволяет производить качественную магнитно-абразивную обработку боковых поверхностей бочкообразных роликов роликовых упорных сферических одинарных подшипников, например, номер 9039416-9039426 2, 3, 4. Задачей, которую решает полезная модель, является повышение качества и производительности магнитно-абразивной обработки боковых поверхностей бочкообразных роликов роликовых упорных сферических одинарных подшипников. Поставленная задача решается с помощью станка для магнитно-абразивной обработки рабочих поверхностей бочкообразных роликов, содержащего С-образную станину и магнитную систему, состоящую из проходящего через станину ярма и электромагнитных катушек, установленных на нижнем ведущем и верхнем прижимном дисках, связанных с приводами вращения вокруг лежащих в плоскости симметрии ярма вертикальных осей,при этом верхний прижимной диск выполнен диаметром в и имеет выполненную с ним как единое целое с общей осью симметрии нижнюю цилиндрическую часть меньшего диаметра , а нижний ведущий диск выполнен в виде вала, диаметр которого н равен минимальному диаметру бочкообразного ролика, с жестко закрепленным сверху стержнем с их общей осью симметрии с нарезанной на боковой поверхности стержня резьбой,на которую навинчен с помощью выполненного в нем по оси симметрии со стороны меньшего основания установочного технологического отверстия с резьбой большим сферическим торцом вверх бочкообразный ролик с максимальным наружным диаметром р,причем общая ось симметрии и вращения нижнего ведущего диска в виде вала и бочкообразного ролика смещена в сторону, противоположную от сплошной вертикальной части ярма, на расстояние 2 мм(р) / 2, при этом высотанижней цилиндрической части меньшего диаметраверхнего прижимного диска больше длины роликана 2 мм,диаметр верхнего прижимного диска в 3 мм 2 р, направления вращения дисков совпадают, а направление нарезки резьбы отверстия бочкообразного ролика совпадает с направлением его вращения, где участок нижней цилиндрической части меньшего диаметраверхнего прижимного диска выполнен в проходящем через плоскость симметрии ярма сечении симметрично оси симметрии верхнего прижимного диска в виде каппы,представляющей собой множество точек касания касательных, проведенных из начала координат к расположенной выпуклостью в сторону сплошной вертикальной части ярма окружности с центром на осирадиусом бп при перемещении этой окружности из центра координат по осив противоположном ей направлении, параметрическое уравнение которой в полярных координатах имеет вид относительно находящихся в проходящем через плоскость симметрии ярма сечении осей координат с началом в точке ,расположенной на расстоянии по горизонтали в сторону сплошной вертикальной части ярма от оси симметрии ролика, равном 0,54 мм, в перпендикулярном оси симметрии ролика сечении максимальной площади и направленной вертикально осии пер 3 84802012.08.30 пендикулярной ей и направленной горизонтально от боковой поверхности бочкообразного ролика в проходящем через ось симметрии ярма сечении осибп,где- полярный радиус точки каппы, проведенный из начала координат- полярный острый угол между касательной к окружности радиусом бп и осью- максимальный диаметр бочкообразной боковой поверхности ролика в перпендикулярном оси симметрии ролика сечении. На фиг. 1 изображен общий вид станка на фиг. 2 - узелна фиг. 1. Станок для магнитно-абразивной обработки рабочих поверхностей бочкообразных роликов подшипников содержит С-образную станину 1 и магнитную систему, состоящую из проходящего через станину 1 ярма 2 и электромагнитных катушек 3 и 4, установленных на нижнем ведущем 5 и верхнем прижимном 6 дисках, связанных с приводами вращения от соответственно электродвигателей 7 и 8 с помощью приводных валов 9 и 10 вокруг лежащих в плоскости симметрии ярма вертикальных осей. Верхний прижимной диск 6 выполнен диаметром в и имеет выполненную с ним как единое целое с общей осью симметрии нижнюю цилиндрическую часть меньшего диаметра . Нижний ведущий диск 5 выполнен в виде вала, диаметр которого н равен минимальному диаметру бочкообразного ролика, с жестко закрепленным сверху стержнем 11 с их общей осью симметрии с нарезанной на боковой поверхности стержня 11 резьбой. На эту резьбу навинчен бочкообразный ролик 13 большим сферическим торцом вверх с максимальным наружным диаметром р с помощью выполненного в нем по оси симметрии со стороны меньшего основания установочного технологического отверстия 12 с резьбой, причем общая ось симметрии и вращения нижнего ведущего диска 5 в виде вала и бочкообразного ролика 13 смещена в сторону, противоположную от сплошной вертикальной части ярма 2, на расстояние 2 мм(р) / 2, при этом высотанижней цилиндрической части меньшего диаметраверхнего прижимного диска 6 больше длины роликана 2 мм, диаметр верхнего прижимного диска в 3 мм 2 р, причем направления вращения дисков 5 и 6 совпадают, а направление нарезки резьбы отверстия бочкообразного ролика 13 совпадает с направлением его вращения. С целью облегчения возможности установки бочкообразного ролика 13 на нижний ведущий диск 5 верхний прижимной диск 6 имеет механизм перемещения его вверх и вниз с фиксацией в рабочем положении по типу вертикальных сверлильных станков (на фигуре не показан). Участок нижней цилиндрической части меньшего диаметраверхнего прижимного диска выполнен в проходящем через плоскость симметрии ярма сечении симметрично оси симметрии верхнего прижимного диска в виде каппы 5, представляющей собой множество точек касания касательных, проведенных из начала координат к расположенной выпуклостью в сторону сплошной вертикальной части ярма окружности с центром на осирадиусом Кбп при перемещении этой окружности из центра координат по осив противоположном ей направлении, параметрическое уравнение которой в полярных координатах имеет вид относительно находящихся в проходящем через плоскость симметрии ярма сечении осей координат с началом в точке , расположенной на расстоянии по горизонтали в сторону сплошной вертикальной части ярма от оси симметрии ролика, равном 0,54 мм, в перпендикулярном оси симметрии ролика сечении максимальной площади и направленной вертикально осии перпендикулярной ей и направленной горизонтально от боковой поверхности бочкообразного ролика в проходящем через ось симметрии ярма сечении оси бп,где- полярный радиус точки каппы, проведенный из начала координат- полярный острый угол между касательной к окружности радиусом бп и осьюбп - радиус боковой поверхности ролика 4 84802012.08.30- максимальный диаметр бочкообразной боковой поверхности ролика в перпендикулярном оси симметрии ролика сечении. Для подшипника 9039417 высота ролика, измеренная вдоль его оси симметрии,33,08 мм, высота бочкообразной поверхности ролика 128,78 мм, высота нижней по отношению к сечению максимального диаметра 25,0 мм части ролика 223,5 мм,радиус боковой поверхности ролика бп 121,58 мм, радиус нижней плоской торцевой поверхности ролика н 8,15 мм. Станок работает следующим образом. Перед началом работы после навинчивания на нижний ведущий диск 5 бочкообразного ролика 13 и установления между обрабатываемыми его большой верхней сферической торцевой и боковой бочкообразной поверхностями рабочих зазоров 13 мм с соответствующими поверхностями верхнего прижимного диска 6 в эти зазоры помещается ФАП (на фигуре не показано). При включении электродвигателей 7 и 8 и вращении нижнего ведущего 5 и верхнего прижимного 6 дисков боковая и большая верхняя сферическая торцевая поверхности бочкообразного ролика 13 подвергаются чистовой магнитно-абразивной обработке. При этом обеспечивается подвижность ферроабразивной щетки для нивелирования разницы окружных скоростей точек обрабатываемых поверхностей бочкообразного ролика 13, происходит процесс самозатачивания абразивных зерен, снижается степень температурного и абразивного воздействия на обрабатываемую поверхность. В силу того что направление нарезки резьбы 11 отверстия 12 бочкообразного ролика 13 совпадает с направлением его вращения, в процессе обработки исключается возможность свинчивания бочкообразного ролика 13 с резьбового стержня нижнего ведущего диска 5 в виде вала. Выполнение участка нижней цилиндрической части меньшего диаметраверхнего прижимного диска в виде каппы позволяет дополнительно интенсифицировать процесс размерного и массового съема материала по причине образования кармана для дополнительного сбора стружки, увеличения количества порции ферроабразивного порошка и смазочно-охлаждающей жидкости в рабочей зоне и роста их подвижности, что позволяет снизить степень засаливания частиц ферроабразивного порошка и повысить эффективность резания. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B24B 31/00
Метки: магнитно-абразивной, роликов, бочкообразных, поверхностей, станок, рабочих, обработки
Код ссылки
<a href="https://by.patents.su/5-u8480-stanok-dlya-magnitno-abrazivnojj-obrabotki-rabochih-poverhnostejj-bochkoobraznyh-rolikov.html" rel="bookmark" title="База патентов Беларуси">Станок для магнитно-абразивной обработки рабочих поверхностей бочкообразных роликов</a>
Станок для магнитно-абразивной обработки рабочих поверхностей бочкообразных роликов
Номер патента: U 7473
Опубликовано: 30.08.2011
Авторы: Сергеев Леонид Ефимович, Агейчик Валерий Александрович, Ермаков Николай Иванович, Акулович Леонид Михайлович
МПК: B24B 31/00
Метки: магнитно-абразивной, поверхностей, рабочих, обработки, роликов, станок, бочкообразных
Текст:
...и верхнем прижимном дисках, связанных с приводами вращения вокруг лежащих в плоскости симметрии ярма вертикальных осей, где верхний прижимной диск выполнен диаметром в и имеет выполненную с ним как единое целое с общей осью симметрии нижнюю цилиндрическую часть меньшего диаметра , а нижний ведущий диск выполнен в виде вала, диаметр которого н равен минимальному диаметру бочкообразного ролика, с жестко закрепленным сверху стержнем с их общей...
Станок для магнитно-абразивной обработки сферических торцов мелких бочкообразных роликов

Номер патента: U 7354
Опубликовано: 30.06.2011
Авторы: Сергеев Леонид Ефимович, Агейчик Валерий Александрович, Ермаков Николай Иванович, Акулович Леонид Михайлович
МПК: B24B 31/00
Метки: обработки, сферических, магнитно-абразивной, бочкообразных, станок, мелких, торцов, роликов
Текст:
...плоскостями симметрии роликов, жестко прикреплена обрезиненная со стороны роликов опорная поверхность высотой, превышающей высоту ролика, наружная со стороны роликов цилиндрическая поверхность которой выполнена в виде обращенной вогнутостью к роликам половины боковой поверхности цилиндра с сектором кривизны 175180, при этом ее центр кривизны совпадает с осью нижнего ведущего диска и исходящий из него внутренний радиус меньше радиуса...
Станок для магнитно-абразивной обработки сферических торцов мелких бочкообразных роликов

Номер патента: U 7303
Опубликовано: 30.06.2011
Авторы: Агейчик Валерий Александрович, Ермаков Николай Иванович, Акулович Леонид Михайлович, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: мелких, роликов, обработки, магнитно-абразивной, бочкообразных, торцов, станок, сферических
Текст:
...горизонтальной оси вращения стенки полого шара толщиной 10-12 мм и с наружным радиусом стенки н-(4-6) мм, причем центры кривизны стенок верхнего прижимного и нижнего ведущего дисков, начала радиусови н совпадают, при этом наружная кромка нижнего ведущего диска выполнена в виде боковой поверхности прямого кругового конуса с диаметром его основания ннс вершиной в центре кривизны стенок верхнего прижимного и нижнего ведущего дисков, а на...
Станок для магнитно-абразивной обработки сферических торцов мелких бочкообразных роликов

Номер патента: U 7160
Опубликовано: 30.04.2011
Авторы: Акулович Леонид Михайлович, Сергеев Леонид Ефимович, Ермаков Николай Иванович, Агейчик Валерий Александрович
МПК: B24B 31/00
Метки: сферических, станок, обработки, мелких, магнитно-абразивной, торцов, бочкообразных, роликов
Текст:
...с цилиндрическими роликами с приводом вращения от электродвигателя вокруг лежащей в плоскости симметрии ярма горизонтальной оси с угловой скоростью р, при этом в нижнем положении в проходящем через плоскость симметрии ярма сечении ось симметрии и вращения патрона с роликом проходит через середину кромки цилиндрического стакана нижнего ведущего диска перпендикулярно ей, а направления вращения дисков направлены так, что их окружные скорости со...
Станок для магнитно-абразивной обработки сферических торцов бочкообразных роликов
Номер патента: U 7352
Опубликовано: 30.06.2011
Авторы: Акулович Леонид Михайлович, Ермаков Николай Иванович, Сергеев Леонид Ефимович, Агейчик Валерий Александрович
МПК: B24B 31/00
Метки: сферических, бочкообразных, станок, торцов, обработки, роликов, магнитно-абразивной
Текст:
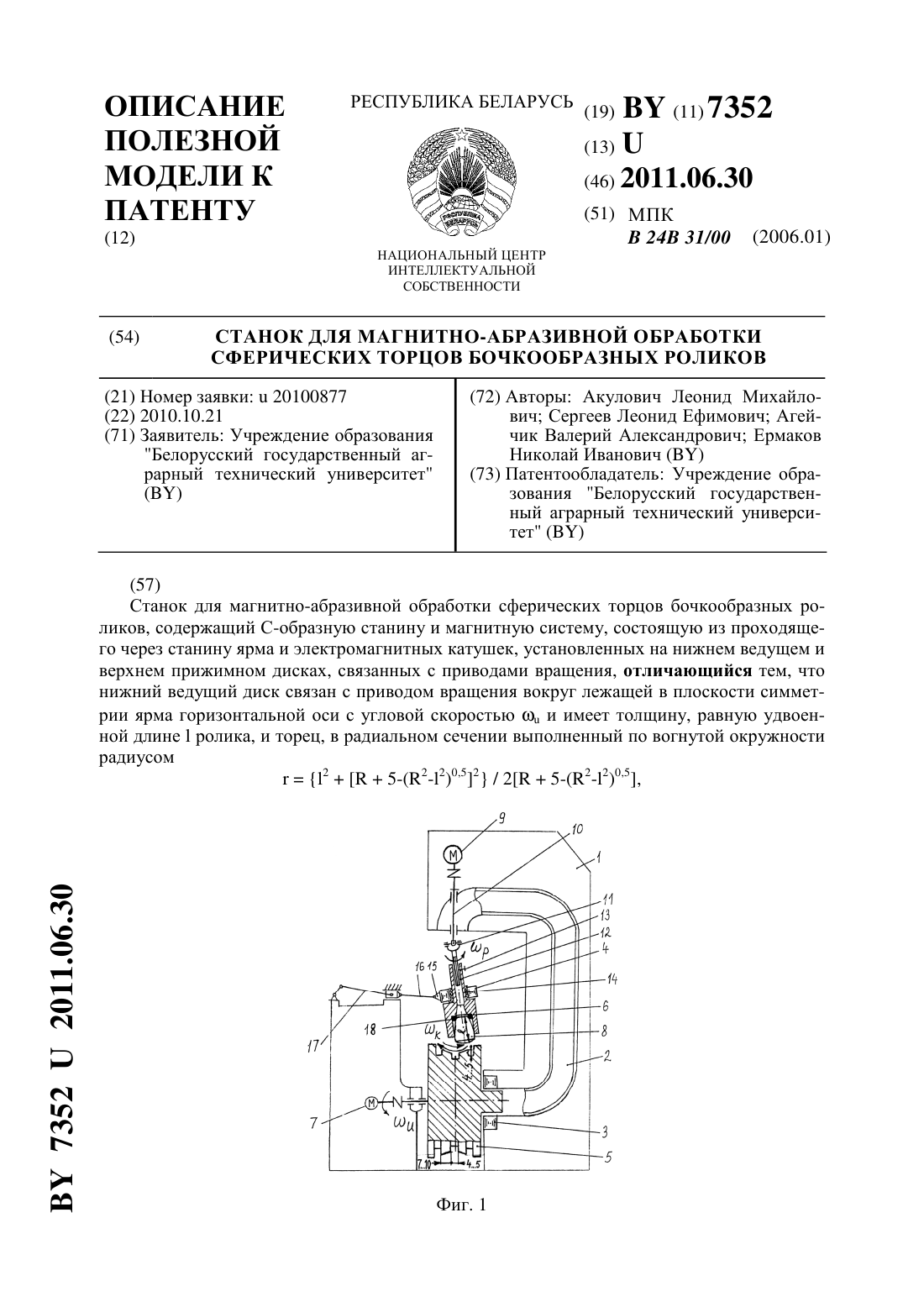
...7 приводом вращения вокруг лежащей в плоскости симметрии ярма 2 горизонтальной оси с угловой скоростью . Верхний прижимной диск 6 выполнен в виде магнитопроводящего патрона с нижним отверстием под установленный в него соосно меньшим основанием вверх и выступающим за его пределы большим сферическим основанием вниз бочкообразный ролик 8, фиксируемый в верхнем прижимном диске 6 силами трения и силами упругости от сжатия упругого резинового...
Предыдущий патент: Парогазогенератор
Следующий патент: Станок для комбинированной обработки поверхностей бочкообразных роликов подшипников
Случайный патент: Теплоэнергетическая установка