Способ контроля температуры закалки изделия из инструментальной углеродистой стали
Номер патента: 17702
Опубликовано: 30.12.2013
Авторы: Короткевич Зоя Марковна, Осипов Александр Александрович, Матюк Владимир Федорович
Текст
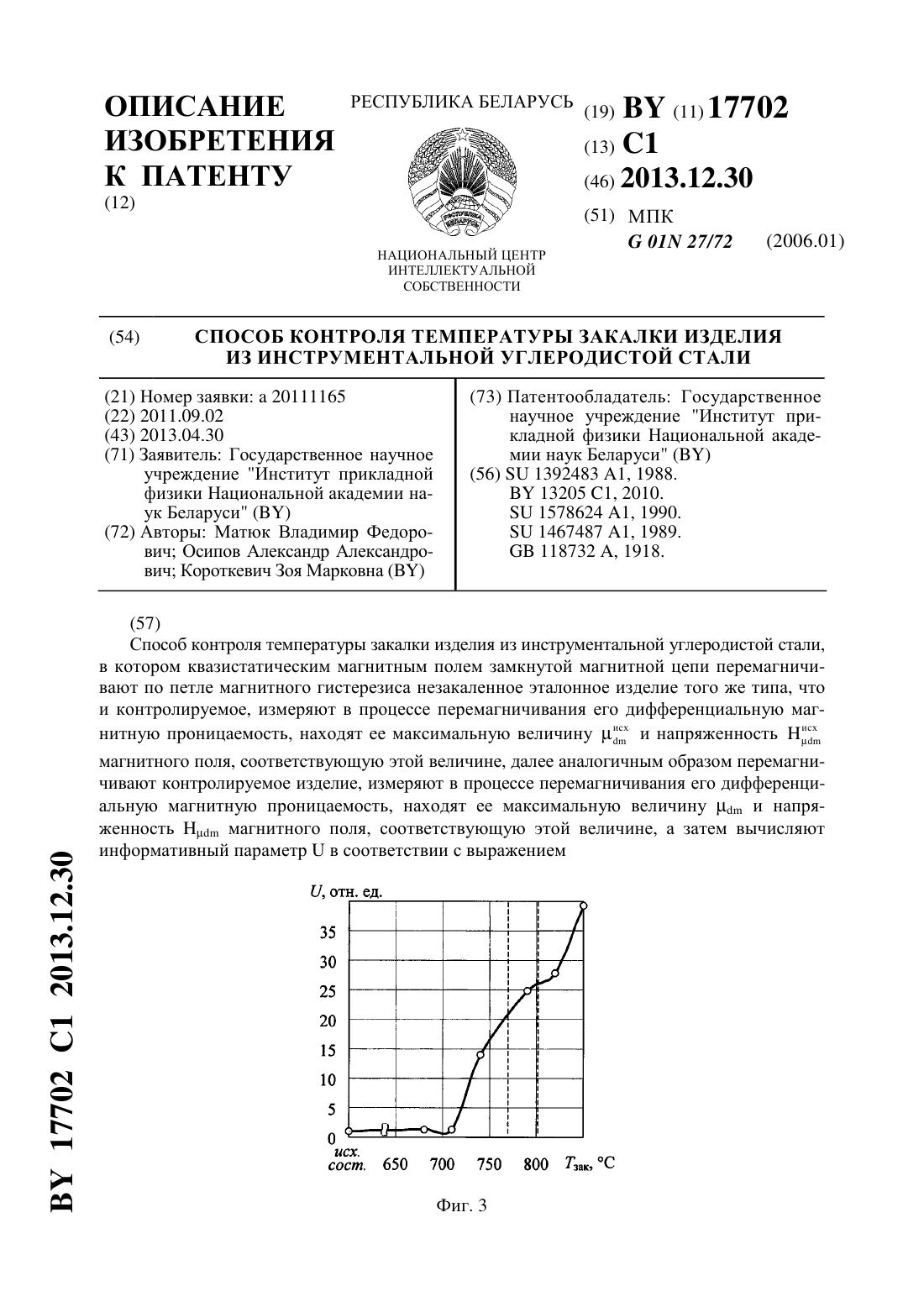
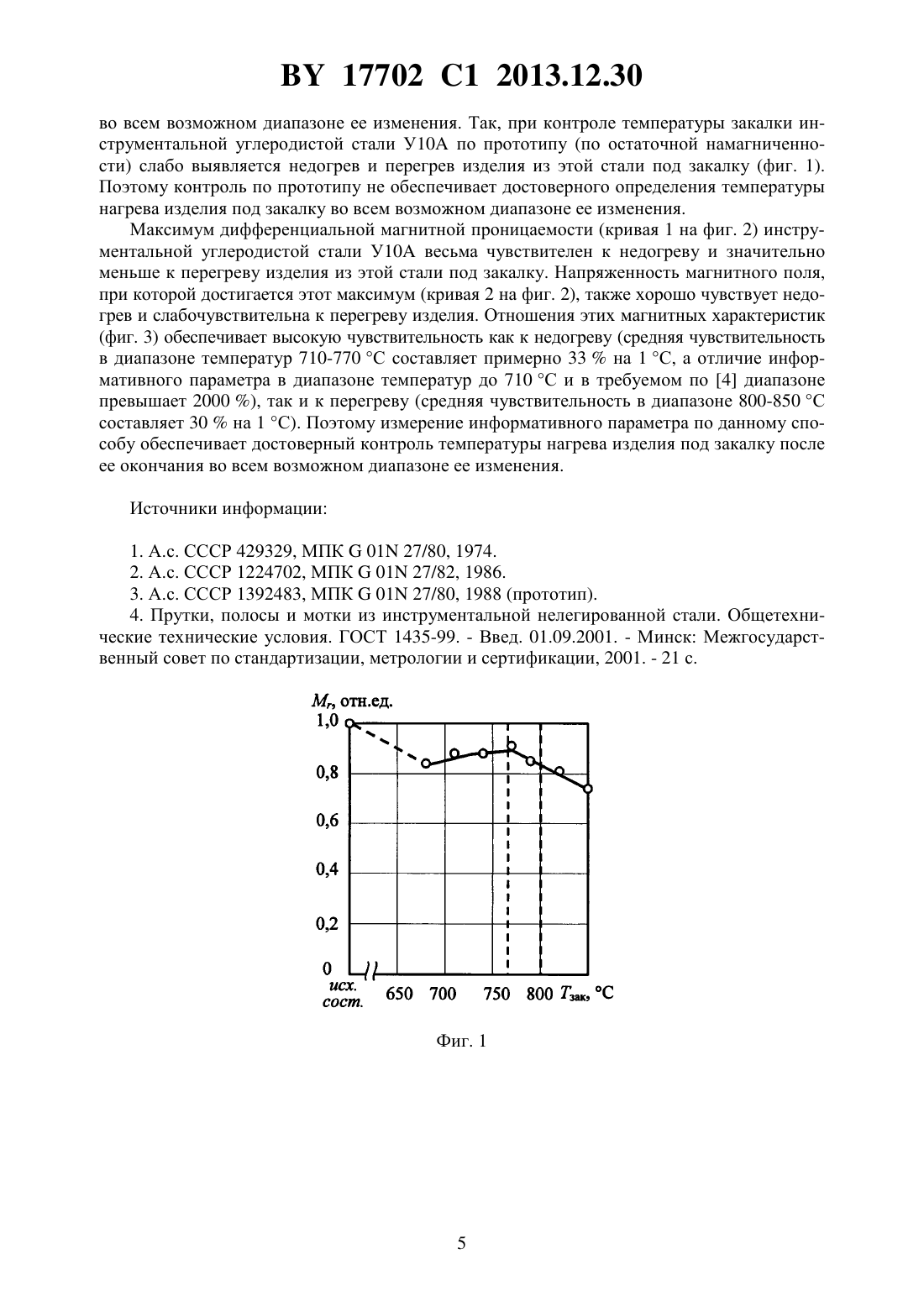
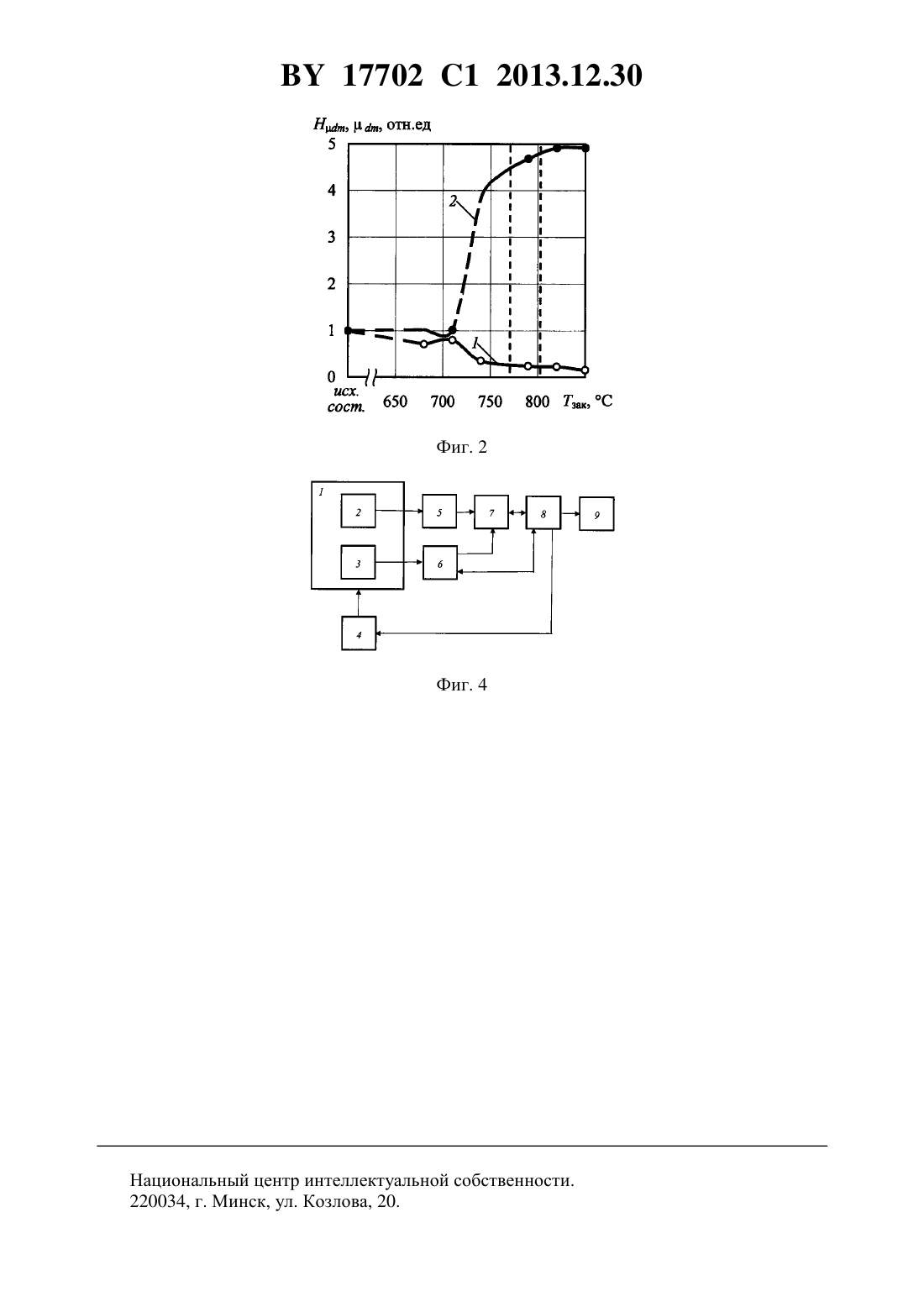
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ КОНТРОЛЯ ТЕМПЕРАТУРЫ ЗАКАЛКИ ИЗДЕЛИЯ ИЗ ИНСТРУМЕНТАЛЬНОЙ УГЛЕРОДИСТОЙ СТАЛИ(71) Заявитель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(72) Авторы Матюк Владимир Федорович Осипов Александр Александрович Короткевич Зоя Марковна(73) Патентообладатель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(57) Способ контроля температуры закалки изделия из инструментальной углеродистой стали,в котором квазистатическим магнитным полем замкнутой магнитной цепи перемагничивают по петле магнитного гистерезиса незакаленное эталонное изделие того же типа, что и контролируемое, измеряют в процессе перемагничивания его дифференциальную магисх нитную проницаемость, находят ее максимальную величинуисх и напряженность магнитного поля, соответствующую этой величине, далее аналогичным образом перемагничивают контролируемое изделие, измеряют в процессе перемагничивания его дифференциальную магнитную проницаемость, находят ее максимальную величинуи напряженностьмагнитного поля, соответствующую этой величине, а затем вычисляют информативный параметрв соответствии с выражением и определяют искомую температуру по заранее построенной температурной зависимости указанного параметра. Изобретение относится к исследованиям физических и химических свойств материалов и сплавов и может быть использовано на машиностроительных предприятиях для неразрушающего контроля температуры, от которой проводилась закалка изделия из инструментальной углеродистой стали. Известен способ контроля качества изделий из ферромагнитных материалов 1, по которому испытуемое изделие намагничивают и перемагничивают посредством электромагнита по петле гистерезиса и регистрируют величину размагничивающего тока, соответствующего полю возврата, по величине которого судят о качестве проведенной термообработки. Недостатком известного способа является невозможность выявления перегрева изделия из инструментальной углеродистой стали под закалку после ее окончания. Известен также способ неразрушающего контроля механических свойств изделий 2,по которому изделие намагничивают, измеряют напряженность магнитного поля, соответствующую коэрцитивной силе, затем воздействуют на изделие механической сжимающей нагрузкой в пределах упругости материала, в процессе нагружения вновь измеряют напряженность магнитного поля, соответствующую коэрцитивной силе, и по разности величин, измеренных до и при механическом нагружении, с помощью ранее выявленной зависимости между этой разностью и механическими свойствами определяют их для испытуемого изделия. Недостатком известного способа является невозможность выявления перегрева изделия из инструментальной углеродистой стали под закалку после ее окончания. Наиболее близким по технической сущности к настоящему изобретению является способ 3, в котором изделие в процессе термообработки намагничивают в постоянном магнитном поле, измеряют его остаточную намагниченность сначала после закалки, а затем в конце изотермической выдержки при отпуске перед охлаждением отпущенного изделия и по результатам этих измерений определяют соответственно качество закалки и качество отпуска. Недостатком известного способа является низкая достоверность выявления перегрева изделия из инструментальной углеродистой стали под закалку. Цель настоящего изобретения - повышение достоверности выявления перегрева изделия из инструментальной углеродистой стали под закалку после ее окончания за счет использования в качестве информативного параметра комбинации магнитных характеристик материала изделия, имеющих разную зависимость от изменения температуры нагрева под закалку. Суть изобретения состоит в том, что квазистатическим магнитным полем замкнутой магнитной цепи перемагничивают по петле магнитного гистерезиса незакаленное эталонное изделие того же типа, что и контролируемое, измеряют в процессе перемагничивания его дифференциальную магнитную проницаемость, находят ее максимальную величину исхисх и напряженностьмагнитного поля, соответствующего этой величине, далее аналогичным образом перемагничивают контролируемое изделие, измеряют в процессе перемагничивания его дифференциальную магнитную проницаемость, находят ее максимальную величинуи напряженностьмагнитного поля, соответствующую этой величине, а затем вычисляют информативный параметрв соответствии с выражением исх исхи определяют искомую температуру по заранее построенной температурной зависимости указанного параметра. 17702 1 2013.12.30 В отличие от прототипа, по заявляемому способу предварительно при градуировке измерения проводят на эталонном изделии, в качестве которого используют незакаленное изделие из числа контролируемых, в процессе перемагничивания незакаленного изделия измеряют его дифференциальную магнитную проницаемость, определяют ее максимальную величинуисх и напряженностьисх магнитного поля, при котором этот максимум дости гается, в процессе перемагничивания испытуемого изделия измеряют его дифференциальную магнитную проницаемость, определяют ее максимальную величинуи напряженностьмагнитного поля, при котором этот максимум достигается, а о температуре нагрева,от которой была проведена закалка испытуемого изделия, судят по величине информативного параметраисх . Это позволяет повысить достоверность выявления переисхгрева изделия из инструментальной углеродистой стали под закалку после ее окончания за счет того, что с ростом температуры нагрева изделия под закалку величинауменьшается, а величинаувеличивается, так что использование в качестве информативного параметра их отношения обеспечивает высокую чувствительность как к недогреву, так и к перегреву изделия. На фиг. 1 представлена в относительных единицах (относительно эталонного изделия) зависимость остаточной намагниченностиколец из инструментальной углеродистой стали У 10 от температуры нагрева под закалку. На фиг. 2 представлены в относительных единицах (относительно эталонного изделия) зависимости максимума дифференциальной магнитной проницаемости(кривая 1) и напряженностимагнитного поля, при котором этот максимум достигается (кривая 2),колец из инструментальной углеродистой стали У 10 от температуры нагрева под закалку. На фиг. 3 представлена зависимость информационного параметраисх коисхлец из инструментальной углеродистой стали У 10 от температуры нагрева под закалку. Примечание. Штриховыми линиями на фиг. 1-3 показан рекомендуемый диапазон температур нагрева под закалку изделий из инструментальной углеродистой стали У 10 по ГОСТ 1435-99 4. На фиг. 4 показана одна из возможных структурных схем устройства для реализации способа по заявке. Способ осуществляется следующим образом. Предварительно при градуировке в магнитное поле замкнутой магнитной цепи (например, магнитное поле пермеаметра) помещают эталонное изделие, в качестве которого используют незакаленное изделие из числа контролируемых, перемагничивают его квазистатическим магнитным полем по петле магнитного гистерезиса и измеряют намагниченность эталонного изделия в зависимости от напряженности перемагничивающего поля. В процессе перемагничивания определяют дифференциальную магнитную проницаемость,измеряют ее максимальную величинуисх и напряженностьисх магнитного поля, при котором этот максимум достигается, и запоминают измеренные значения. Измерения на эталонном изделии проводят один раз перед контролем однотипной партии изделий. После этого в магнитное поле замкнутой магнитной цепи (например, магнитное поле пермеаметра) помещают испытуемое изделие, перемагничивают его квазистатическим магнитным полем по петле магнитного гистерезиса и измеряют намагниченность в зависимости от напряженности перемагничивающего поля. В процессе перемагничивания испытуемого изделия определяют дифференциальную магнитную проницаемость, измеряют ее максимальную величинуи напряженностьмагнитного поля, при котором этот максимум достигается. 17702 1 2013.12.30 Затем определяют информативный параметр судят о качестве проведенной закалки. Предложенный способ может быть реализован, например, с помощью устройства, показанного на фиг. 4. Устройство содержит намагничивающий блок 1, в который помещается испытуемое или эталонное изделие (на фиг. 4 не показано), датчик 2 напряженности магнитного поля и измерительная катушка 3, охватывающая испытуемое или эталонное изделие, управляемый источник 4 питания, подсоединенный к намагничивающему блоку 1, блок 5 измерения напряженности магнитного поля, подсоединенный к датчику 2 напряженности магнитного поля, интегратор 6, подсоединенный к измерительной катушке 3, блок 7 вычисления, блок 8 управления и обработки и блок 9 индикации. Для реализации предлагаемого способа в намагничивающий блок 1 помещают сначала эталонное изделие (на фиг. 4 не показано), в качестве которого используют незакаленное изделие из числа контролируемых, так что измерительная катушка 3 охватывает его. Блок 8 управления и обработки запускает управляемый источник 4 питания, выходной ток которого, проходя через намагничивающий блок 1, перемагничивает эталонное изделие по петле магнитного гистерезиса. Величина этого магнитного поля непрерывно отслеживается блоком 5 измерения напряженностимагнитного поля по сигналу, снимаемому с датчика 2 напряженности магнитного поля. При перемагничивании эталонного изделия в измерительной катушке 3 индуцируется сигнал, который после обработки интегратором 6 пропорционален величине намагниченностиэтого изделия. Сигналы, пропорциональные намагниченности эталонного изделия и напряженности магнитного поля, непрерывно поступают в блок 7 вычисления, который определяет текущее значение дифференциальной магнитной проницаемостипо алгоритму/. В момент достижения дифференциальной магнитной проницаемостьюмаксимума, равногоисх , блок 8 управления и об работки блокирует управляемый источник 4 питания и магнитное поле, напряженность которого в этот момент равнаисх . Одновременно блок 8 управления и обработки запо минает величиныисх иисх и хранит их на время контроля однотипной партии изделий. После этого в намагничивающий блок 1 помещают испытуемое изделие (на фиг. 4 не показано) так, что измерительная катушка 3 охватывает его. Блок 8 управления и обработки запускает управляемый источник 4 питания, выходной ток которого, проходя через намагничивающий блок 1, перемагничивает испытуемое изделие по петле магнитного гистерезиса. Величина этого магнитного поля непрерывно отслеживается блоком 5 измерения напряженностимагнитного поля по сигналу, снимаемому с датчика 2 напряженности магнитного поля. При перемагничивании испытуемого изделия в измерительной катушке 3 индуцируется сигнал, который после обработки интегратором 6 пропорционален величине намагниченностиэтого изделия. Сигналы, пропорциональные намагниченности испытуемого изделия и напряженности магнитного поля, непрерывно поступают в блок 7 вычисления, который определяет текущее значение дифференциальной магнитной проницаемостипо алгоритму/. В момент достижения дифференциальной магнитной проницаемостьюмаксимума, равного , блок 8 управления и обработки блокирует управляемый источник 4 питания и магнитное поле, напряженность которого в этот момент равна Н. Одновременно блок 8 управления и обработки запоминает величиныи и вычисляет информативный параметрисх , величина которого регистриисхруется блоком 9 индикации. Техническим результатом осуществления предлагаемого способа является повышение достоверности контроля температуры нагрева, от которой проводилась закалка изделия, 4 17702 1 2013.12.30 во всем возможном диапазоне ее изменения. Так, при контроле температуры закалки инструментальной углеродистой стали У 10 по прототипу (по остаточной намагниченности) слабо выявляется недогрев и перегрев изделия из этой стали под закалку (фиг. 1). Поэтому контроль по прототипу не обеспечивает достоверного определения температуры нагрева изделия под закалку во всем возможном диапазоне ее изменения. Максимум дифференциальной магнитной проницаемости (кривая 1 на фиг. 2) инструментальной углеродистой стали У 10 весьма чувствителен к недогреву и значительно меньше к перегреву изделия из этой стали под закалку. Напряженность магнитного поля,при которой достигается этот максимум (кривая 2 на фиг. 2), также хорошо чувствует недогрев и слабочувствительна к перегреву изделия. Отношения этих магнитных характеристик(фиг. 3) обеспечивает высокую чувствительность как к недогреву (средняя чувствительность в диапазоне температур 710-770 С составляет примерно 33 на 1 С, а отличие информативного параметра в диапазоне температур до 710 С и в требуемом по 4 диапазоне превышает 2000 ), так и к перегреву (средняя чувствительность в диапазоне 800-850 С составляет 30 на 1 С). Поэтому измерение информативного параметра по данному способу обеспечивает достоверный контроль температуры нагрева изделия под закалку после ее окончания во всем возможном диапазоне ее изменения. Источники информации 1. А.с. СССР 429329, МПК 01 27/80, 1974. 2. А.с. СССР 1224702, МПК 01 27/82, 1986. 3. А.с. СССР 1392483, МПК 01 27/80, 1988 (прототип). 4. Прутки, полосы и мотки из инструментальной нелегированной стали. Общетехнические технические условия. ГОСТ 1435-99. - Введ. 01.09.2001. - Минск Межгосударственный совет по стандартизации, метрологии и сертификации, 2001. - 21 с. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: G01N 27/72
Метки: способ, изделия, закалки, инструментальной, контроля, углеродистой, стали, температуры
Код ссылки
<a href="https://by.patents.su/6-17702-sposob-kontrolya-temperatury-zakalki-izdeliya-iz-instrumentalnojj-uglerodistojj-stali.html" rel="bookmark" title="База патентов Беларуси">Способ контроля температуры закалки изделия из инструментальной углеродистой стали</a>
Способ импульсного магнитного контроля температуры отпуска изделия из среднеуглеродистой стали
Номер патента: 12447
Опубликовано: 30.10.2009
Авторы: Делендик Михаил Николаевич, Матюк Владимир Федорович, Бурак Вероника Анатольевна
МПК: G01N 27/72
Метки: стали, контроля, изделия, температуры, магнитного, способ, среднеуглеродистой, отпуска, импульсного
Текст:
...искомую температуру по заранее установленной корреляционной температурной зависимости суммы двух измеренных градиентов. В отличие от прототипа по заявляемому способу дополнительно измеряют величину градиента нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка контролируемого изделия после окончания намагничивания, размагничивают его импульсным магнитным полем противоположного...
Способ импульсного магнитного контроля температуры отпуска изделия из улучшаемой ферромагнитной стали после его окончания
Номер патента: 11391
Опубликовано: 30.12.2008
Авторы: Бурак Вероника Анатольевна, Кратиров Валерий Борисович, Матюк Владимир Федорович
МПК: G01N 27/80
Метки: способ, стали, температуры, импульсного, окончания, ферромагнитной, изделия, контроля, после, отпуска, магнитного, улучшаемой
Текст:
...- расширение номенклатуры контролируемых изделий. Сущность изобретения заключается в том, что на изделие воздействуют импульсом аксиально симметричного магнитного поляи измеряют величину напряженностиэтого поля, при которой динамическая магнитная индукция , возникающая во время действия импульса, принимает максимальное значение . В отличие от прототипа измеряют не максимальное значение магнитной индукции, а напряженностьнамагничивающего поля,...
Способ импульсного магнитного контроля температуры отпуска изделия из улучшаемой ферромагнитной стали
Номер патента: 12446
Опубликовано: 30.10.2009
Авторы: Бурак Вероника Анатольевна, Матюк Владимир Федорович
МПК: G01N 27/72
Метки: ферромагнитной, импульсного, контроля, изделия, отпуска, способ, стали, улучшаемой, магнитного, температуры
Текст:
...участка контролируемого изделия и определяют искомую температуру по заранее установленной корреляционной температурной зависимости двух измеренных градиентов. В отличие от прототипа по заявляемому способу размагничивание после первого намагничивания осуществляют импульсным магнитным полем с амплитудой, обеспечивающей после размагничивания нулевое значение градиента нормальной составляющей напряженности поля остаточной намагниченности...
Способ импульсного магнитного контроля температуры отпуска изделия из улучшаемой ферромагнитной стали после его окончания
Номер патента: 11395
Опубликовано: 30.12.2008
Авторы: Матюк Владимир Федорович, Кратиров Валерий Борисович, Бурак Вероника Анатольевна
МПК: G01N 27/80
Метки: изделия, контроля, стали, температуры, способ, отпуска, окончания, импульсного, улучшаемой, после, магнитного, ферромагнитной
Текст:
...намагниченности в центре намагниченного участка эталонного изделия, подвергнутого отпуску при максимальной для изделий испытуемого типа температуре, затем измеряют указанный градиент и определяют искомую температуру по заранее установленной корреляционной температурной зависимости измеренной величины. В отличие от прототипа импульсные магнитные поля с амплитудой соответственно Н и Нр имеют произвольную конфигурацию, их направление не привязано...
Способ магнитного контроля температуры отпуска изделия из среднеуглеродистой стали, подвергнутого предварительной закалке
Номер патента: 13913
Опубликовано: 30.12.2010
Автор: Сандомирский Сергей Григорьевич
МПК: G01N 27/72
Метки: магнитного, подвергнутого, изделия, способ, контроля, закалке, отпуска, температуры, предварительной, стали, среднеуглеродистой
Текст:
...процессов,в интервале времени 3, 4, измеряют параметр 0 поля остаточной намагниченности над намагниченным участком изделия. В конкретных вариантах реализации способа в качестве параметра 0 могут быть использованы сигналы магниточувствительных (магниторезисторы, датчики Холла) или градиенточувствительных (феррозонды) преобразователей. Современные преобразователи и средства измерения могут обеспечить измерение параметра 0 в течение не...
Предыдущий патент: Устройство для утилизации тепла топочных газов
Следующий патент: Экранированный электрический кабель
Случайный патент: Способ изготовления черного натрийкальцийалюмосиликатного стекла