Манометр показывающий
Текст
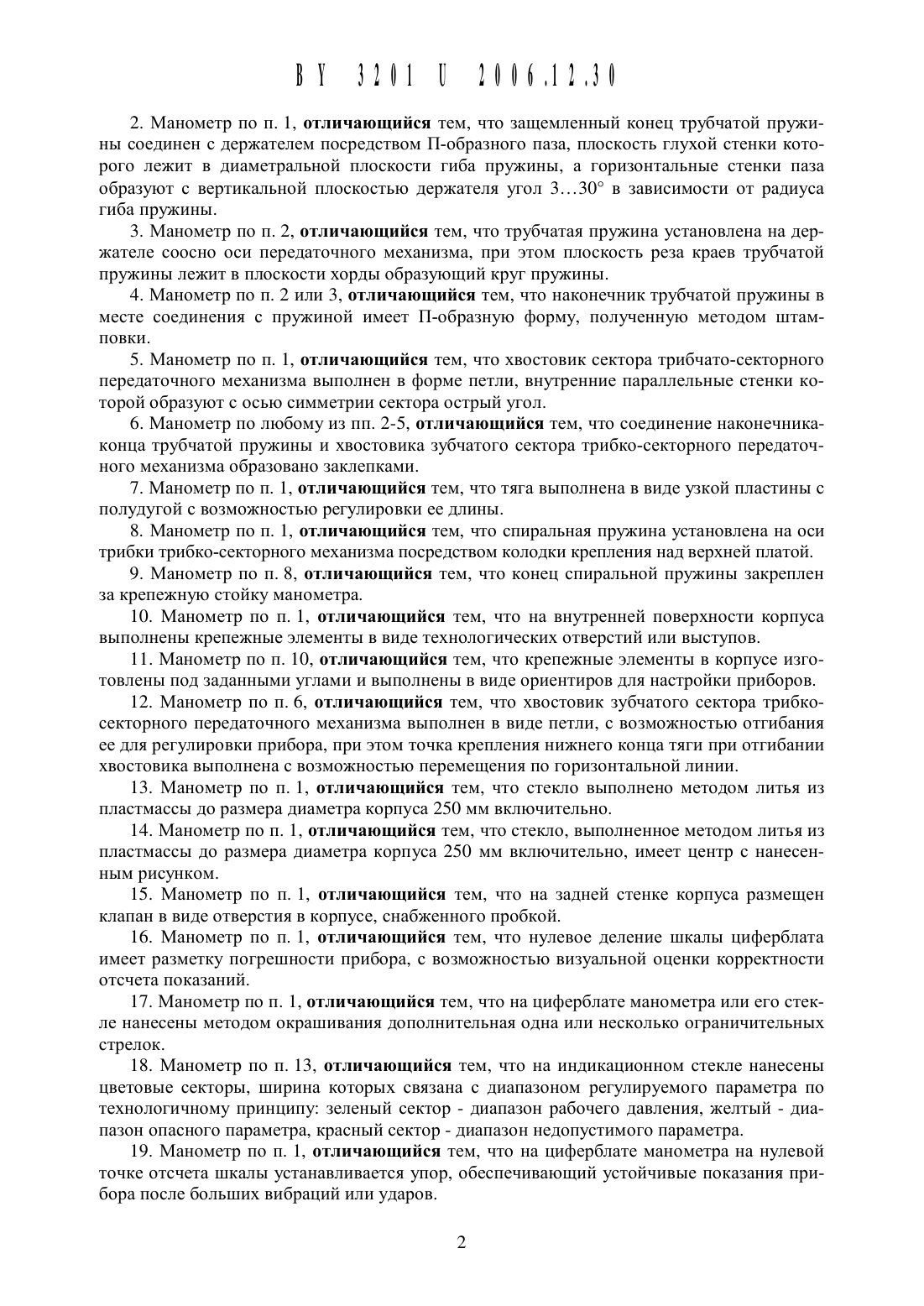
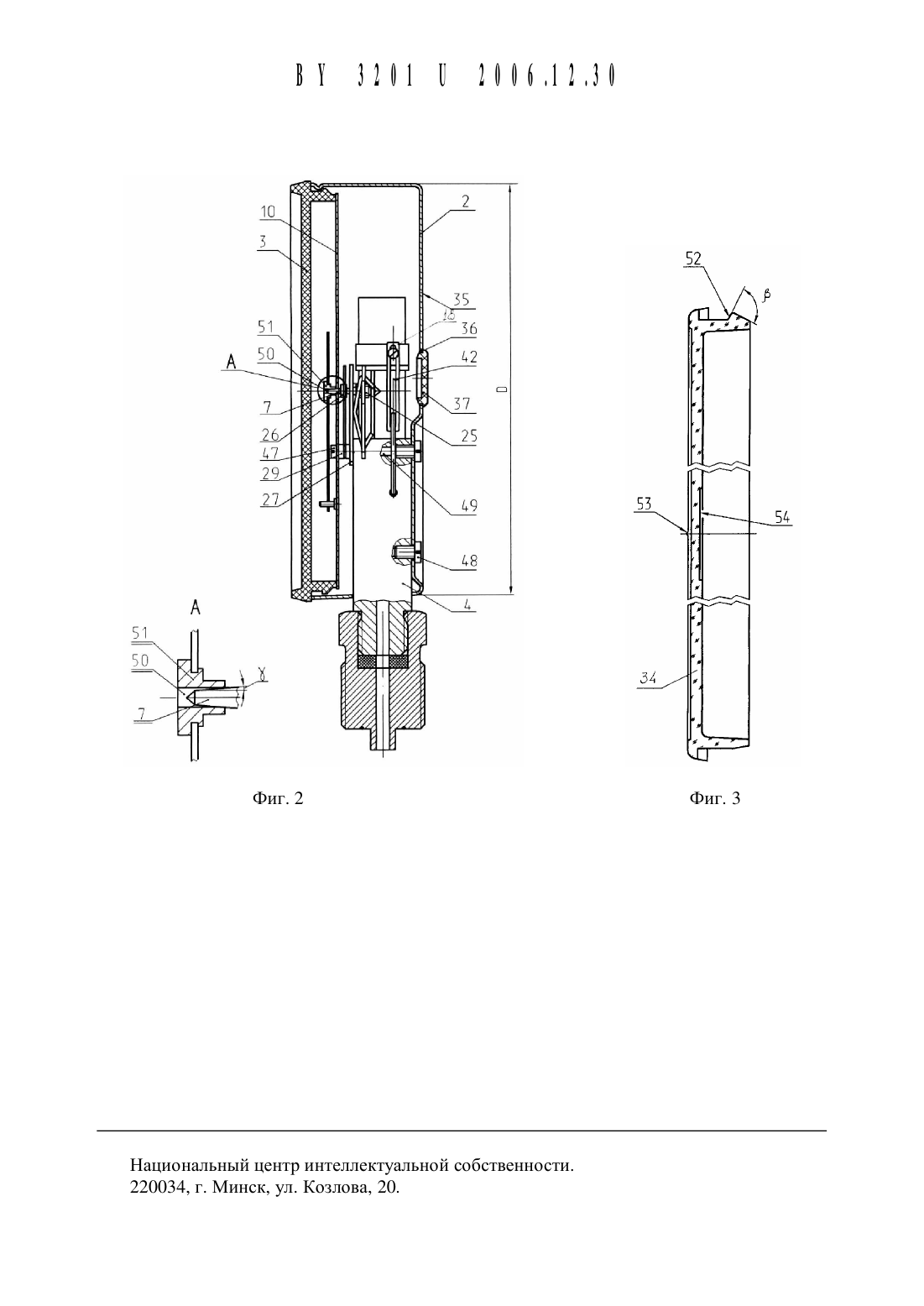
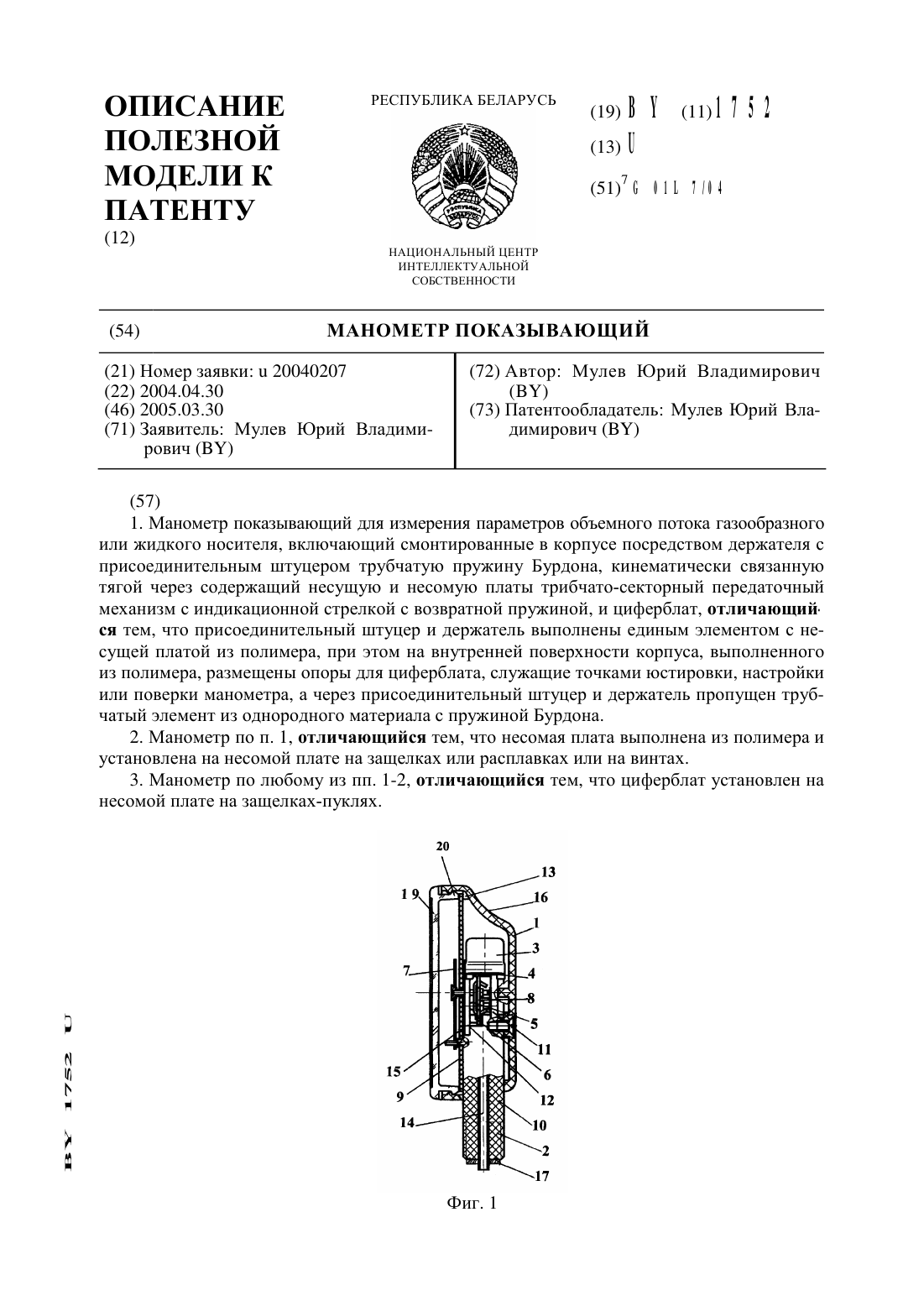
2. Манометр по п. 1, отличающийся тем, что защемленнь 1 й конец трубчатой пружины соединен с держателем посредством П-образного паза, плоскость глухой стенки которого лежит в диаметральной плоскости гиба пружины, а горизонтальные стенки паза образуют с вертикальной плоскостью держателя угол 33 О в зависимости от радиуса гиба пружины.3. Манометр по п. 2, отличающийся тем, что трубчатая пружина установлена на держателе соосно оси передаточного механизма, при этом плоскость реза краев трубчатой пружины лежит в плоскости хорды образующий круг пружины.4. Манометр по п. 2 или 3, отличающийся тем, что наконечник трубчатой пружины в месте соединения с пружиной имеет П-образную форму, полученную методом Штамповки.5. Манометр по п. 1, отличающийся тем, что хвостовик сектора трибчато-секторного передаточного механизма выполнен в форме петли, внутренние параллельные стенки которой образуют с осью симметрии сектора острый угол.6. Манометр по любому из пп. 2-5, отличающийся тем, что соединение наконечникаконца трубчатой пружины и хвостовика зубчатого сектора трибко-секторного передаточного механизма образовано заклепками.7. Манометр по п. 1, отличающийся тем, что тяга выполнена в виде узкой пластины с полудугой с возможностью регулировки ее длины.8. Манометр по п. 1, отличающийся тем, что спиральная пружина установлена на оси трибки трибко-секторного механизма посредством колодки крепления над верхней платой.9. Манометр по п. 8, отличающийся тем, что конец спиральной пружины закреплен за крепежную стойку манометра.10. Манометр по п. 1, отличающийся тем, что на внутренней поверхности корпуса выполнены крепежные элементы в виде технологических отверстий или выступов.11. Манометр по п. 10, отличающийся тем, что крепежные элементы в корпусе изготовлены под заданными углами и выполнены в виде ориентиров для настройки приборов.12. Манометр по п. 6, отличающийся тем, что хвостовик зубчатого сектора трибкосекторного передаточного механизма выполнен в виде петли, с возможностью отгибания ее для регулировки прибора, при этом точка крепления нижнего конца тяги при отгибании хвостовика выполнена с возможностью перемещения по горизонтальной линии.13. Манометр по п. 1, отличающийся тем, что стекло выполнено методом литья из пластмассы до размера диаметра корпуса 250 мм включительно.14. Манометр по п. 1, отличающийся тем, что стекло, выполненное методом литья из пластмассы до размера диаметра корпуса 250 мм включительно, имеет центр с нанесенным рисунком.15. Манометр по п. 1, отличающийся тем, что на задней стенке корпуса размещен клапан в виде отверстия в корпусе, снабженного пробкой.16. Манометр по п. 1, отличающийся тем, что нулевое деление Шкалы циферблата имеет разметку погрешности прибора, с возможностью визуальной оценки корректности отсчета показаний.17. Манометр по п. 1, отличающийся тем, что на циферблате манометра или его стекле нанесены методом окрашивания дополнительная одна или несколько ограничительных стрелок.18. Манометр по п. 13, отличающийся тем, что на индикационном стекле нанесены Цветовые секторы, Ширина которых связана с диапазоном регулируемого параметра по технологичному принципу зеленый сектор - диапазон рабочего давления, желтый - диапазон опасного параметра, красный сектор - диапазон недопустимого параметра.19. Манометр по п. 1, отличающийся тем, что на циферблате манометра на нулевой точке отсчета Шкалы устанавливается упор, обеспечивающий устойчивые показания прибора после больших вибраций или ударов.20. Манометр по п. 1, отличающийся тем, что упор стрелки Изготавливается методом литья И запрессовывается в циферблат.21. Манометр по п. 1, отличающийся тем, что на конце трубчатой пружины смонтирован дополнительный наконечник с продольным пазом, конец которого входит в зацепление с дополнительной пружиной, один конец которой закреплен в держателе прибора.22. Манометр по п. 1, отличающийся тем, что передаточный трибко-секторный механизм изготавливается в виде отдельной сборочной единицы.23. Манометр по п. 1, отличающийся тем, что циферблат закреплен на колонках посредством винтов.24. Манометр по п. 1, отличающийся тем, что корпус прикреплен к держателю винтами, вворачиваемыми в отверстия, являющиеся с обратной стороны отверстиями под колонки для крепления механизма и циферблата.25. Манометр по п. 1, отличающийся тем, что конец оси трибки выполнен конусным с углом конусности (115)-(145), а отверстие гильзы стрелки выполнено цилиндрическим.26. Манометр по п. 22, отличающийся тем, что трибко-секторный механизм закреплен на держателе посредством резьбовых стоек, заворачиваемых в держатель.27. Манометр по п. 26, отличающийся тем, что в месте крепления передаточного механизма изготовлен продольный паз с радиусом скругления, равным расстоянию между осями стоек и трибки.28. Манометр по п. 1, отличающийся тем, что показывающая стрелка вместе с гильзой изготавливается методом литья из пластмассы.29. Манометр по п. 1, отличающийся тем, что циферблат изготавливается методом штамповки-вырубки из листовой пластмассы.30. Манометр по п. 13, отличающийся тем, что посадочное место стекла выполнено в виде конуса с прямой линией или линией в виде полукруга с последующей ступенькой с углом 45-9 О, внутренний диаметр которой меньше вершины посадочного конуса.Полезная модель относится к измерительной технике и может быть использована для измерения давлений газообразных или жидких носителей.Известна конструкция манометра показывающего с одновитковой трубчатой пружиной для измерения давлений объемного потока газообразного носителя, включающего цилиндрический корпус с цилиндрическим индикационным окном 1.Недостаток известного устройства проявляется в значительной материалоемкости изготовления корпуса, которая сопровождается маловыразительным несовременным дизайном конструирования. Отсутствие единой унифицированной технологии изготовления корпуса манометра снижает воспроизводимость и повторяемость точностных параметров при серийном производстве манометров одного типоряда с различным типоразмером трибко-секторных передаточных механизмов.Ближайшим техническим решением, принятым в качестве прототипа, является конструкция манометра показывающего с одновитковой трубчатой пружиной для измерения давлений объемного потока газообразного носителя, включающего цилиндрический корпус с цилиндрическим индикационным окном, смонтированные в корпусе посредством присоединительного штуцера, трибко-секторный передаточный механизм с индикационной стрелкой с возвратной пружиной и мерительной шкалой 2.Недостаток прототипа также проявляется в значительной многодельности производства корпуса манометра, циферблата, навивки трубчатой пружины, повышенной материалоемкости при изготовлении всех комплектующих, которое сопровождается маловь 1 разительнь 1 м несовременнь 1 м дизайном конструирования, низкой степенью автоматизации сборки манометров, небольшой производительностью, неоправданными затратами на изготовление посадочного гнезда под Чувствительный элемент и пайку, а также низкой надежностью, экономичностью и безопасностью манометрических приборов, недостаточной иллюстративностью точности производимых измерений.В основу полезной модели положена задача расширения технологических возможностей путем унифицирования использования одного типоразмера интервального типоряда размера цилиндрического индикационного окна корпуса манометра или диаметра корпуса для унифицированного интервального типоряда диаметров навивки трубчатой пружины, а также снижения металлоемкости и повышения степени автоматизации сборки манометров, повышения производительности, снижения затрат на изготовление продольного отверстия и пайку, а также изготовления отдельных комплектующих и узлов, повышения надежности, повышения экономичности и улучшения технологичности, повышения безопасности, точности и информативности, повышения иллюстративности точности производимых измерений.Поставленная задача достигается тем, что в манометре показывающем с трубчатой пружиной, включающем корпус с цилиндрическим индикационным стеклянным окном,смонтированные в корпусе посредством присоединительного штуцера, связанные тягои с трубчатой пружиной и трибко-секторным передаточным механизмом, на ведомой оси которого размещена показывающая стрелка с возвратной спиральной пружиной и циферблатом, отличающийся тем, что с целью снижения металлоемкости и повышения степени автоматизации сборки условный диаметр корпуса связан с диаметром навивки трубчатой пружины соотношением в виде следующих интервальных типорядов 1 Э/1(4 О 5 О 631 ОО 16025 О)/(26/2626/3426/3434/3737/6237/62) мм,где В - условный диаметр корпуса(1 - интервальный типоряд диаметров навивки трубчатой пружины.Таким образом, существенно снижая диаметр навивки трубчатой пружины, так, например, на манометре с условным диметром корпуса 100 мм диаметр навивки трубчатой пружины (при том же диаметре заготовки) снижен с 62 мм до 37 мм, что существенно снижает металлоемкость изделия.Уменьшение диаметра навивки трубчатой пружины обуславливает возможность применения трибко-секторного передаточного механизма из меньшего типоразмерного ряда. Так, например, использование в манометре с условным диаметром корпуса 160 мм передаточного механизма от манометра с диаметром корпуса 63 мм также обеспечивает снижение металлоемкости.В отличие от прототипа, где паз под трубчатую пружину изготавливается в виде овального отверстия, выполняемого пальчиковой фрезой или другим достаточно сложным методом, в предлагаемом манометре защемленный конец трубчатой пружины соединен с держателем посредством П-образного паза, плоскость глухой стенки которого лежит в диаметральной плоскости гиба пружины, а горизонтальные стенки паза образуют с вертикальной плоскостью держателя угол 3. . .3 О в зависимости от радиуса гиба трубчатой пружины.В манометре трубчатая пружина установлена на держателе соосно оси передаточного механизма, при этом плоскость реза торцов трубчатой пружины лежит в плоскости хорды образующей круг пружины.В отличие от прототипа, где наконечник изготавливается методом штамповки с последующей электросваркой или фрезеровкой, в предлагаемом манометре наконечник трубчатой пружины имеет П-образную форму, полученную методом штамповки без дополнительных смежных операций.В манометре хвостовик сектора трибко-секторного передаточного механизма вь 1 полнен в форме петли, внутренние параллельные стенки которой образуют с осью симметрии сектора острый угол.Для промышленных конструкций приборов, где регулировка не требует очень вь 1 сокой прецизионности, вместо резьбовых соединений в предлагаемом манометре соединение наконечника-конца трубчатой пружины и хвостовика зубчатого сектора трибкосекторного передаточного механизма образовано заклепками.Для обеспечения возможности варьирования длиной тяги вместо нескольких резьбовых соединений и двух комплектующих предлагается в манометре тяга, выполненная в виде узкой пластины с полудугой, радиус гиба которой изменяется в зависимости от требуемой длины тяги.В предлагаемом манометре спиральная пружина установлена на оси трибки посредством колодки крепления над верхней платой, что обеспечивает возможность ее обслуживания и крепление внутреннего конца пружины без риска деформации трибки. Второй свободный конец спиральной пружины, с целью исключения воздействия при ее креплении на части передаточного механизма, закреплен за крепежную стойку манометра.В предлагаемом манометре на внутренней поверхности корпуса выполнены крепежные элементы в виде технологических отверстий с отбортовкой или крепежные пукли.В манометре крепежные элементы в корпусе изготовлены под заданными углами и выполнены в виде ориентиров для настройки приборов без необходимости применения регулировочного циферблата с его установкой и последующим снятием.В манометре хвостовик зубчатого сектора трибко-секторного передаточного механизма выполнен в виде петли, с возможностью отгибания ее для регулировки прибора, при этом точка крепления нижнего конца тяги при отгибании хвостовика выполнена с возможностью перемещения по горизонтальной линии. Это обеспечивает регулировку заднего рычага хвостовика сектора без изменения длины тяги.В промышленных приборах, где раньше применялось техническое стекло, предлагается стекло изготавливать методом литья из пластмассы до размера диаметра корпуса 250 мм включительно.В больших диаметрах пластмассовых стекол для повышения технологичности летник прессформы размещается в центре, а уменьшение его визуальной непривлекательности компенсируется размещением в центре отливаемого стекла искусственной шероховатости или определенного рисунка, который закрывает не требующую отслеживания ось шкалы прибора и устраняет визуальность восприятия остатков летника прессформы.С целью обеспечения безопасности при возможном разрыве чувствительного элемента, а также возможности подрегулировки прибора без его разбора в предлагаемом манометре на задней стенке корпуса размещен клапан в виде отверстия в корпусе, снабженного пластмассовой или резиновой пробкой.Для повышения иллюстративности точности производимых измерений в предлагаемом манометре нулевое деление шкалы циферблата имеет разметку погрешности прибора,определяемую классом точности прибора и диапазоном измеряемого давления.С целью повышения безопасности технологических процессов, где контролируется давление в предлагаемом манометре, на циферблате манометра или его стекле нанесены методом окрашивания дополнительная одна или несколько ограничительных стрелок. Эти стрелки определяют допустимые пороговые значения измеряемого параметра и облегчают оператору технологического процесса его контроль.В манометре на индикационном стекле нанесены цветовые секторы, ширина которых связана с диапазоном регулируемого параметра по технологичному принципу зеленый сектор - диапазон рабочего давления, желтый - диапазон опасного параметра, красный сектор - диапазон недопустимого параметра.
МПК / Метки
МПК: G01L 7/00
Метки: манометр, показывающий
Код ссылки
<a href="https://by.patents.su/9-u3201-manometr-pokazyvayushhijj.html" rel="bookmark" title="База патентов Беларуси">Манометр показывающий</a>
Манометр показывающий
Номер патента: U 603
Опубликовано: 30.09.2002
Авторы: Вутто Леонид Иванович, Мулев Юрий Владимирович
МПК: G01L 7/04
Метки: показывающий, манометр
Текст:
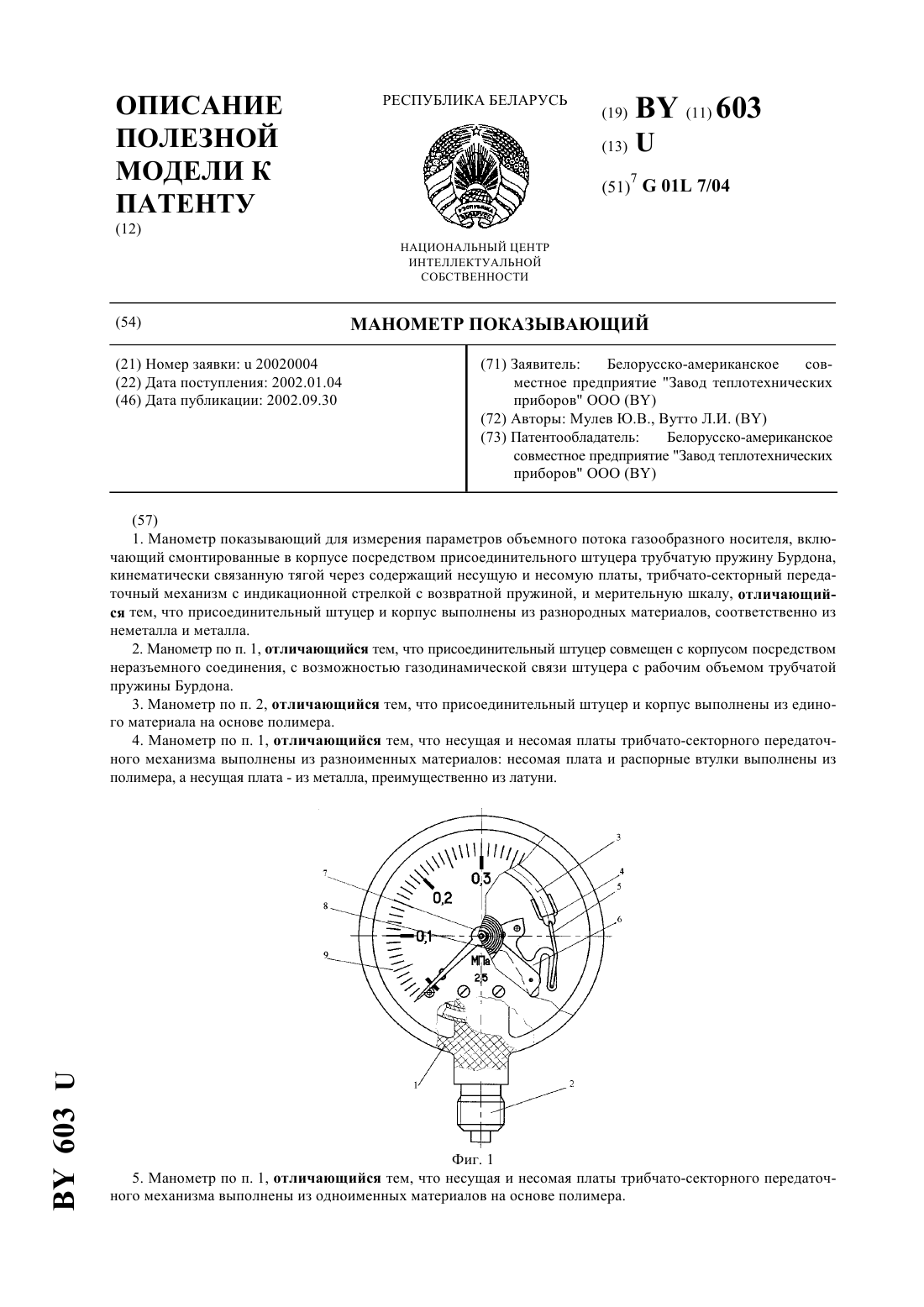
...несомая щека и распорные втулки выполнены из полимера, а несомая щека из металла, преимущественно из латуни. В манометре несущая и несомая щеки трибчато-секторного передаточного механизма выполнены из одноименных материалов на основе полимера. В манометре трибчато-секторном передаточном механизме кинематическая пара зубчатый сектор и зубчатое колесо выполнены из разноименных материалов зубчатое колесо выполнено из полимера, а зубчатый...
Манометр показывающий
Номер патента: U 2166
Опубликовано: 30.09.2005
Автор: Мулев Юрий Владимирович
МПК: G01L 7/04
Метки: манометр, показывающий
Текст:
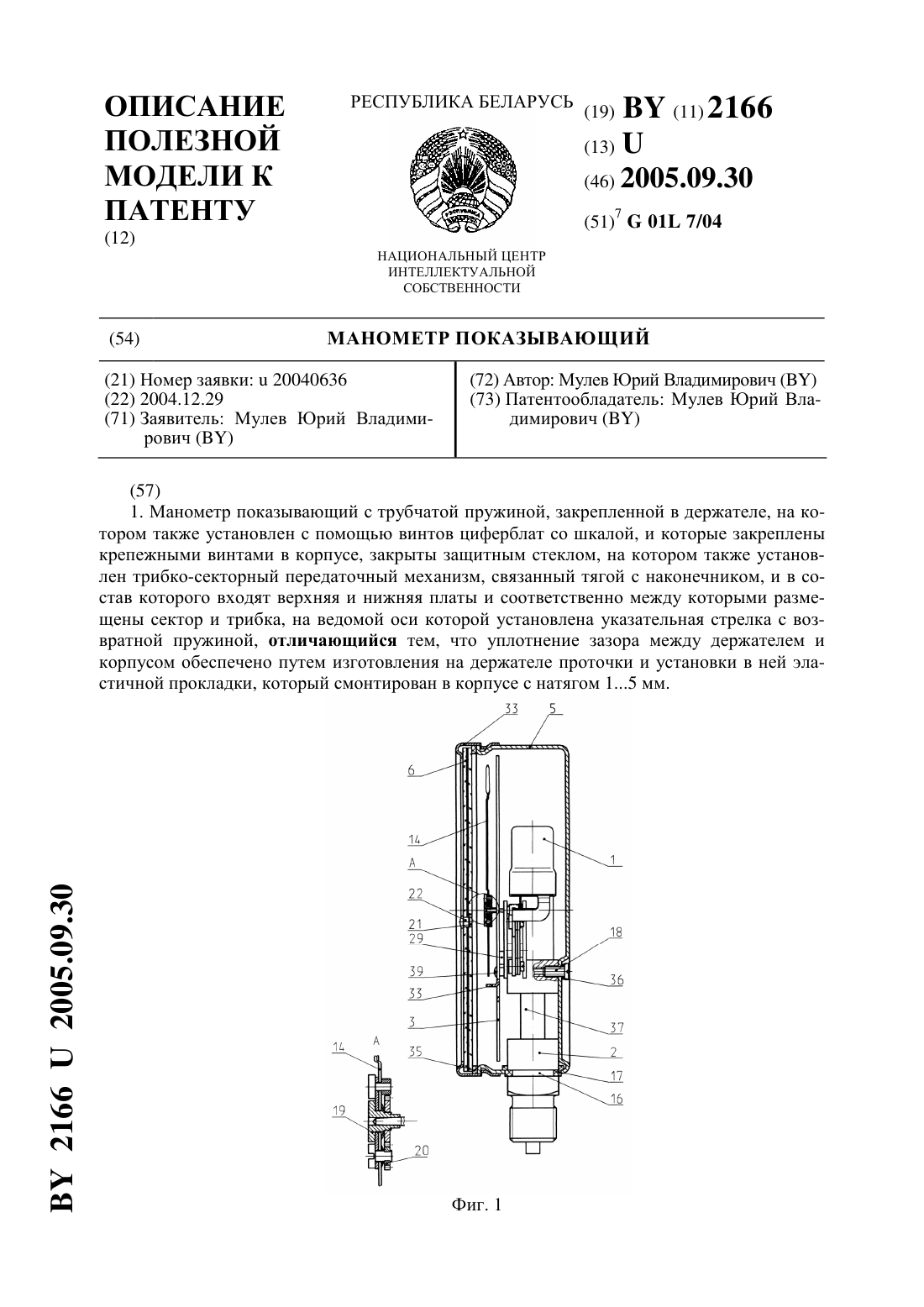
...между снятыми показаниями со шкалы прибора с условными единицами и действительным значением измеряемой величины. Герметичность корпуса дополнительно в предлагаемой конструкции обеспечивается путем установки под крепежные винты корпуса эластичных прокладок. Таким образом,устанавливая эластичные прокладки под винты крепления держателя к корпусу, обеспечивается герметичность корпуса и соответственно его пыле- и влагозащищенность. Повышение...
Манометр показывающий
Номер патента: U 2317
Опубликовано: 30.12.2005
Автор: Мулев Юрий Владимирович
МПК: G01L 7/04
Метки: манометр, показывающий
Текст:
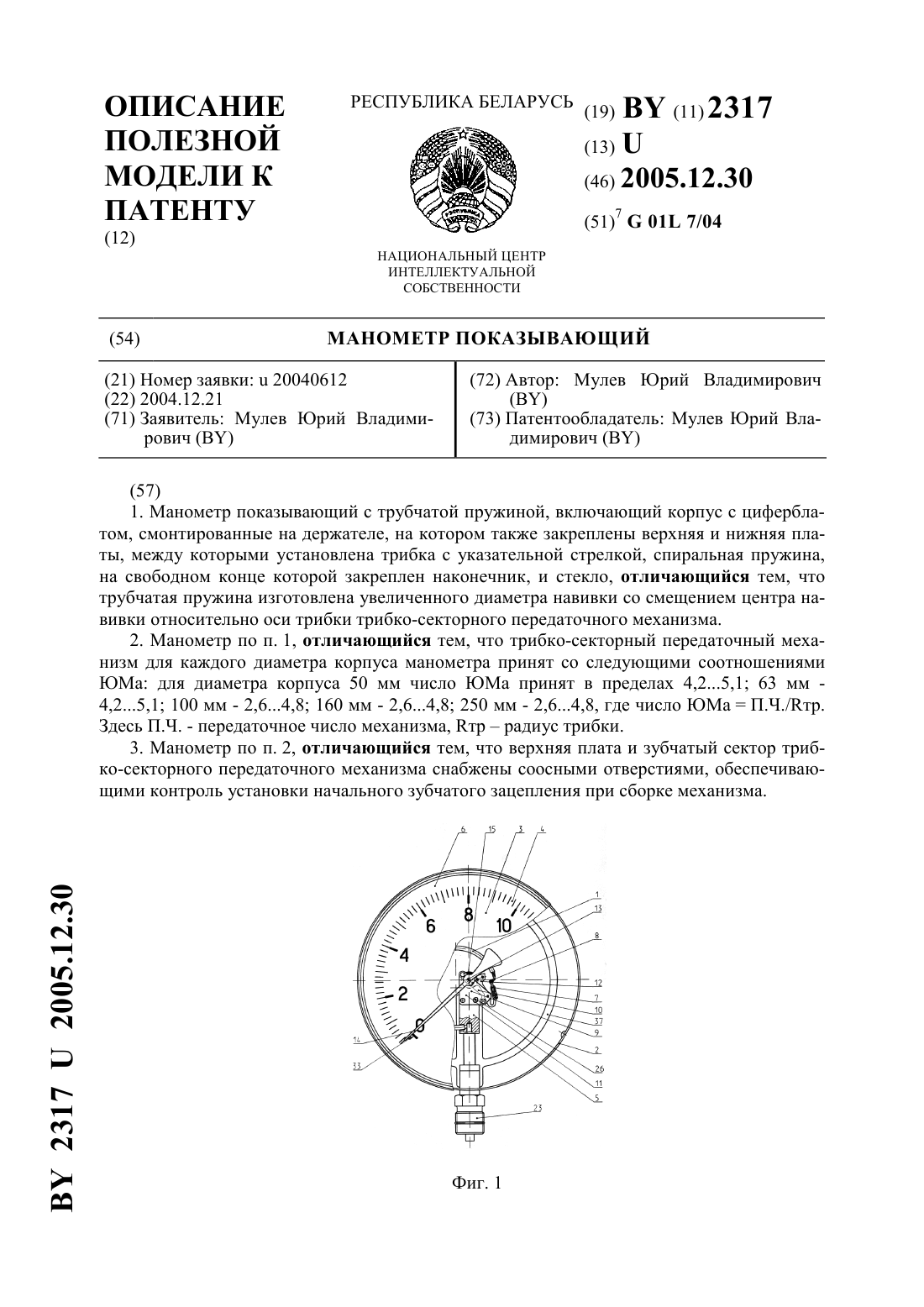
...и с обратной стороны к нему крепится корпус прибора. Уменьшение его размеров, а точнее изготовление отдельной малогабаритной детали (в отличие от длинного штуцера), обеспечивает сокращение энергопотребления при пайке. Соединение непосредственно держателя чувствительного элемента и присоединительного штуцера производится дополнительным элементом, как-то металлическая трубка, пластмассовая вставка и др. Методы соединения- резьбовое, пайка,...
Манометр показывающий
Номер патента: U 1752
Опубликовано: 30.03.2005
Автор: Мулев Юрий Владимирович
МПК: G01L 7/04
Метки: показывающий, манометр
Текст:
...усеченным, с диаметром меньшего основания не менее диаметра пружины Бурдона, а конусообразная поверхность корпуса образована прямой или кривой линией.В манометре трубчатый элемент, пропущенный через присоединительный штуцер И держатель, выступает из штуцера И держателя, соответственно, для центрирования уплотнительной прокладки И для обеспечения герметичности сопряжения пружина Бурдонатрубчать 1 й элемент.В манометре тяга,...
Манометр показывающий электроконтактный
Номер патента: U 746
Опубликовано: 30.12.2002
Авторы: Мулев Юрий Владимирович, Черевко Сергей Александрович
МПК: G01L 7/04
Метки: показывающий, электроконтактный, манометр
Текст:
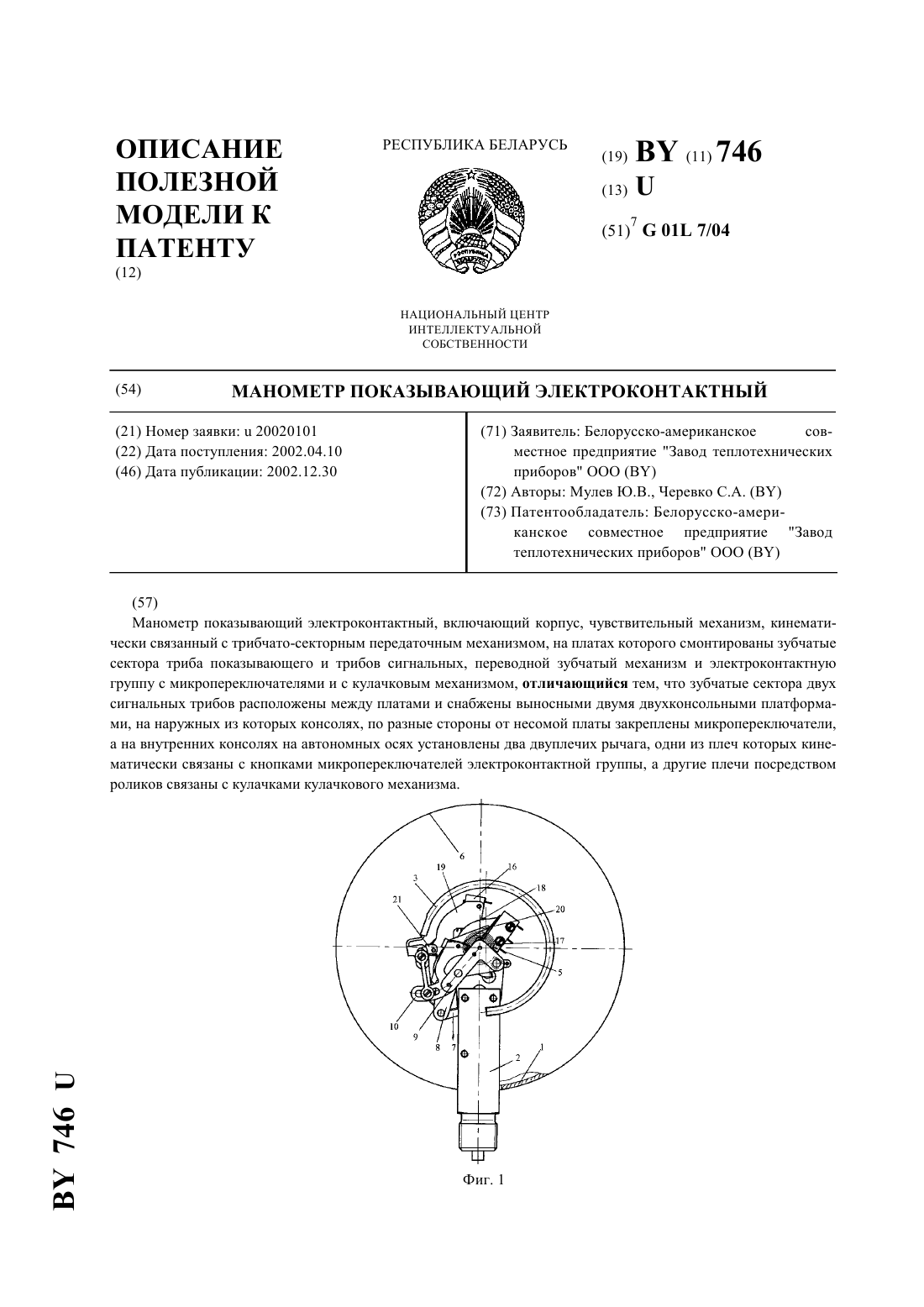
...платформами 18 и 19, на наружных консолях которых, по разные стороны от несомой платы 8 закреплены микропереключатели 16 и 17, а на внутренних консолях на автономных осях установлены два двуплечих рычага 20 и 21, одни из плеч которых кинематически связаны с кнопками микропереключателей 16 и 17 электроконтактной группы, а другие плечи посредством роликов 22, 23 связаны с кулачками 24, 25 кулачкового механизма. Триб 11 показывающий по фиг. 4 и...
Предыдущий патент: Электронное устройство антикоррозионной защиты машин и оборудования
Следующий патент: Устройство для отвода воды
Случайный патент: Способ лечения хронических вазомоторных ринитов