Способ получения линейных алкилбензолов
Номер патента: 4451
Опубликовано: 30.06.2002
Авторы: Пьерино РАДИЧИ, Джузеппе ДЖИУФРИДА, Агостино ЦАТТА, Пьерлуиджи КОЗЗИ
Текст
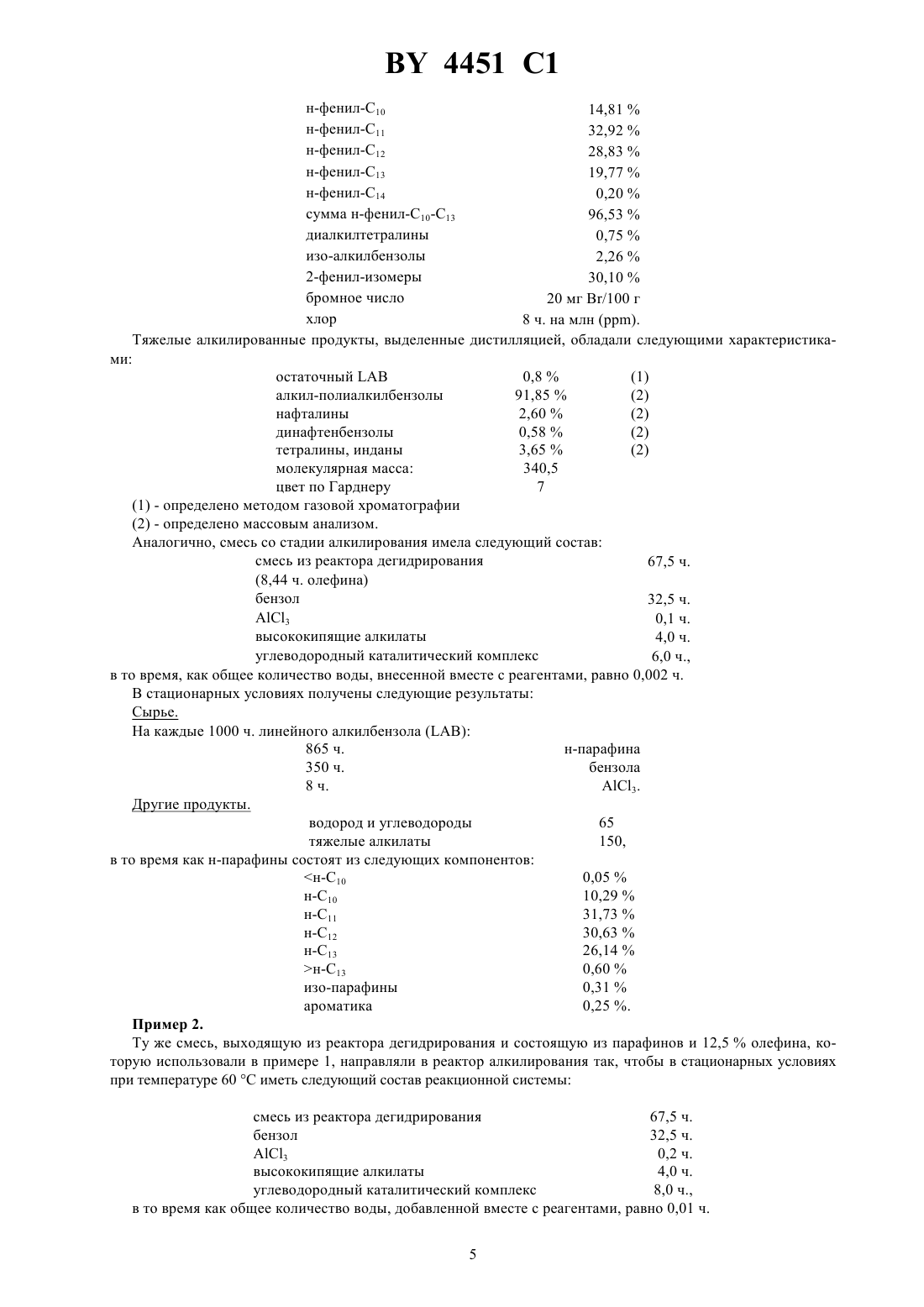
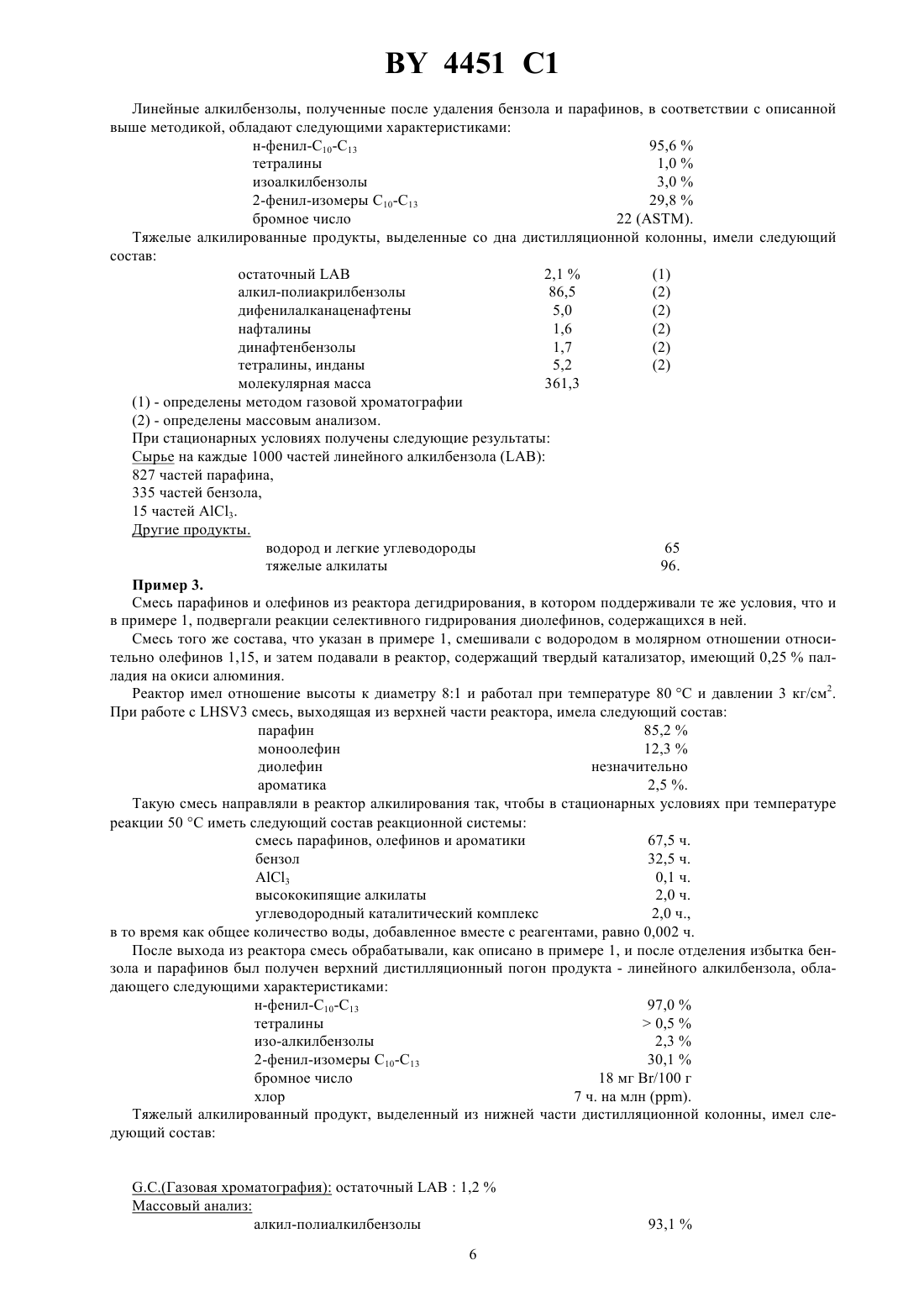
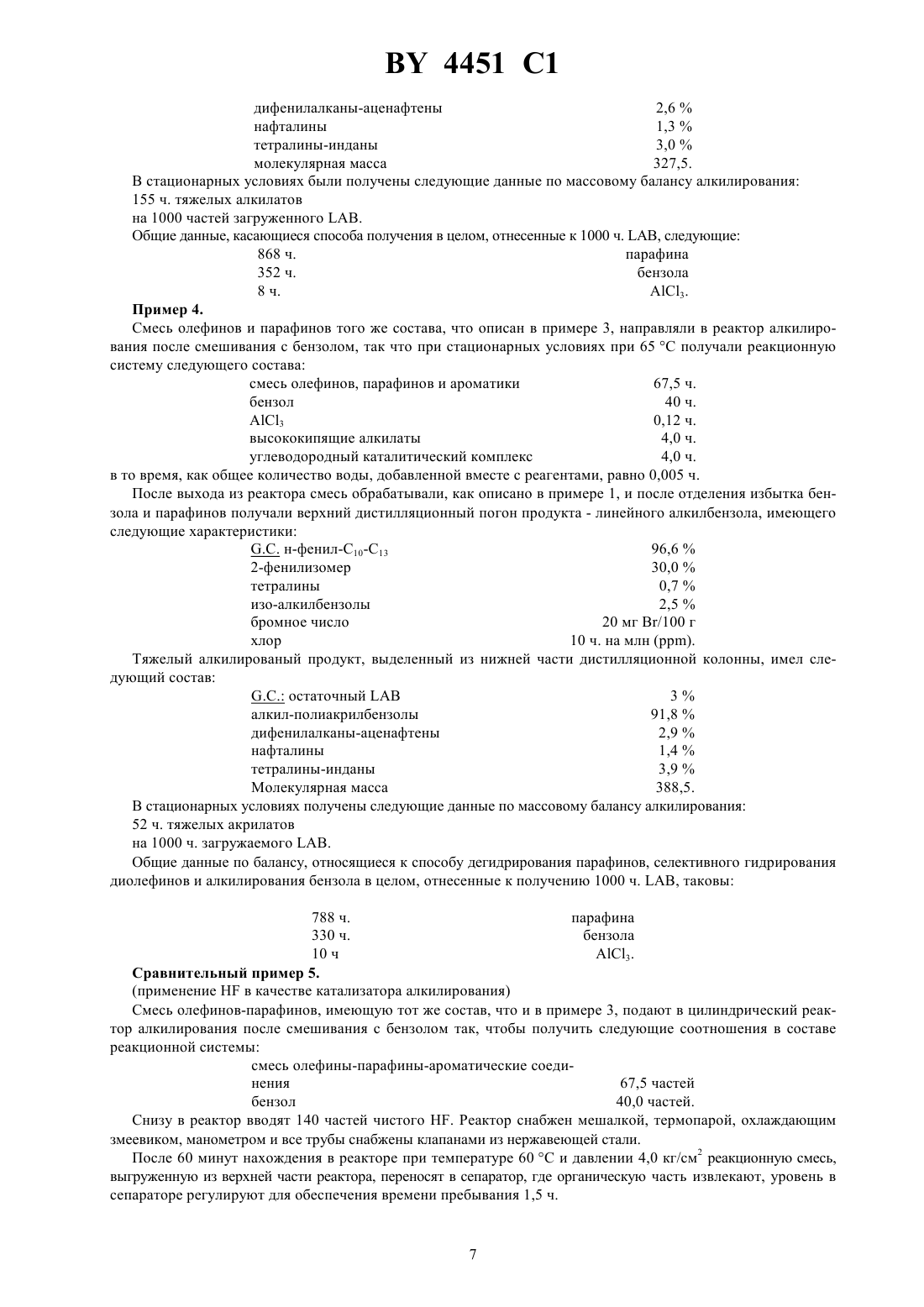
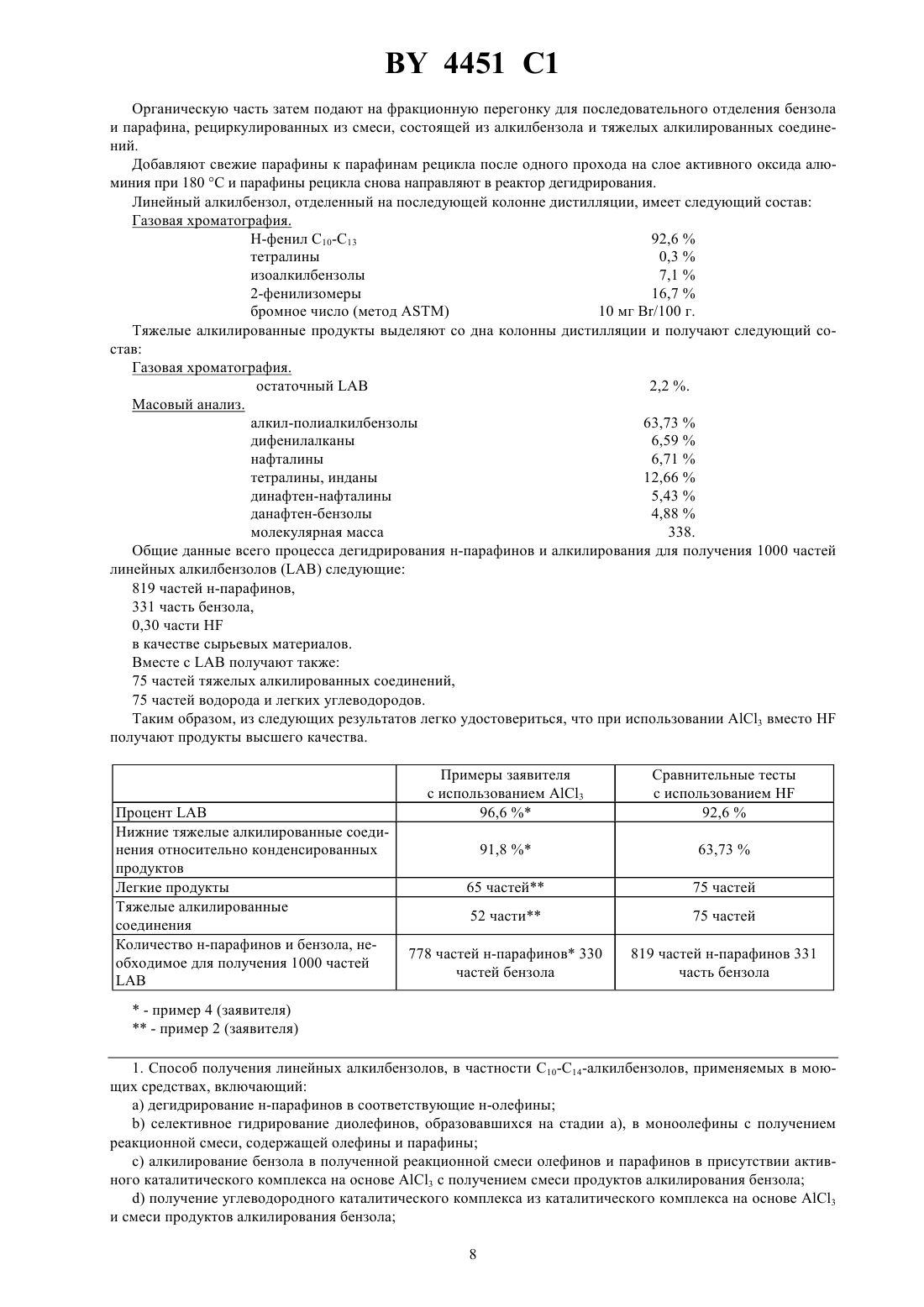
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ЛИНЕЙНЫХ АЛКИЛБЕНЗОЛОВ(71) Заявитель КОНДЕА АУГУСТА С.п.А(72) Авторы Пьерино РАДИЧИ Пьерлуиджи КОЗЗИ Джузеппе ДЖИУФРИДА Агостино ЦАТТА(73) Патентообладатель КОНДЕА АУГУСТА С.п.А.(57) Настоящее изобретение касается усовершенствованного способа получения линейных алкилбензолов из числа алкилбензолов, применяемых в моющих средствах (С 10-С 14), включающего алкилирование ароматических углеводородов (прежде всего, бензола) н-олефинами, полученными путем дегидрирования н-парафинов в присутствии АС 3. Настоящее изобретение касается способа получения линейных алкилбензолов из числа алкилбензолов 10-14, применяемых в моющих средствах. Известен способ получения линейных алкилбензолов из числа алкилбензолов 10-14, применяемых в моющих средствах, включающий алкилирование ароматических углеводородов Н-олефинами в присутствии АС, патент 1110940 А. В известном способе в течение реакции, кроме моноолефинов, образуются также диолефины, которые являются причиной потери активности АС 3, что влияет на уменьшение времени каталитической активности катализатора. Задачей изобретения является создание способа получения линейных алкилбензолов, в котором использование катализатора на основе АС 3 в процессе алкилирования способствовало бы понижению содержания легких продуктов в парафинах, возвращаемых в процесс, с соответствующим улучшением экономических показателей, касающихся полезного времени использования катализатора. Сущность изобретения заключается в том, что способ получения линейных алкилбензолов, в частности 10-14-алкилбензолов, применяемых в моющих средствах, включает а) дегидрирование н-парафинов в соответствующие н-олефины) селективное гидрирование диолефинов, образовавшихся на стадии а), в моноолефины с получением реакционной смеси, содержащей олефины и парафины с) алкилирование бензола в полученной реакционной смеси олефинов и парафинов в присутствии активного каталитического комплекса на основе АС 3 с получением смеси продуктов алкилирования бензола) получение углеводородного каталитического комплекса из каталитического комплекса на основе АС 3 и смеси продуктов алкилирования бензола е) отделение образовавшегося на стадии ) углеводородного каталитического комплекса от смеси продуктов алкилирования бензола) добавление свежего АС 3 к углеводородному каталитическому комплексу) рециркулирование указанного углеводородного каталитического комплекса с на стадию с). Алкилирование проводят в присутствии АС 3, взятого в количестве от 0,05 до 10 мол.от н-олефина,при молярном соотношении бензолн-олефины от 11 до 201 при температуре от 20 до 80 С и давлении от 1 до 5 кг/см 2. Настоящее изобретение относится к объединенному процессу дегидрирования н-парафинов и последующего взаимодействия образующейся смеси с ароматическими углеводородами, причем это взаимодействие осуществляют в присутствии АС 3 непосредственно в смеси, образующейся при дегидрировании. 4451 1 При алкилировании бензола смесь олефинов и парафинов, покидающая реакцию гидрирования, после предварительного отделения водорода и легких углеводородов смешивают с бензолом и направляют в зону алкилирования вместе с катализатором на основе АС 3. После выхода из узла алкилирования смесь отстаивают для декантации с целью отделения комплекса катализатора и углеводородов по существу не растворимого в реакционной смеси, после чего комплекс частично возвращают в алкилируемую смесь. Перед подачей на дистилляцию сырую алкилированную жидкость последовательно промывают кислыми растворами, такими как соляная кислота, или раствором гидроокиси натрия и, наконец, водой. На этой стадии, во-первых, избыток бензола отделяют и возвращают на алкилирование, а затем отделяют избыток парафинов совместно с небольшими количествами легкой ароматики. Этот ноток после смешивания со свежими парафинами возвращают в реактор дегидрирования. Оставшуюся смесь алкилированных продуктов направляют в третий дистиллятор, в котором получают линейный алкилбензол и смесь тяжелых алкилированных веществ в качестве верхнего погона и, соответственно, кубового потока, причем последний частично возвращают в реактор алкилирования. Линейный алкилбензол используют с целью прямого превращения его в бензол-сульфокислоту или в соответствии с предпочтительным осуществлением способа его можно сначала подвергнуть очистной обработке 24 или гидрированию в присутствии никеля или катализатора на основе нанесенного благородного металла. Таким путем получают продукт - сульфокислоту, обладающую наилучшими цветовыми характеристиками даже при высоких соотношениях 3 с органическим веществом на стадии сульфирования. Возврат парафинов, выходящих со стадии алкилирования, в реактор дегидрирования требует очистной обработки агентом, способным к удалению любых возможных следов хлорорганических соединений. Примером такого рода продукта может служить активированная окись алюминия. В результате увеличивается время активности катализатора дегидрирования, что влечет за собой очевидные финансовые преимущества. Более того, та же самая селективность реакции дегидрирования в результате заметно повышается. В течение реакции, кроме нормальных моноолефинов, образуются также диолефины,ароматика, продукты крекинга ниже С 10, которые необходимо удалить перед реакцией алкилирования. Более того, протекают реакции изомеризации с образованием изо-парафинов и изо-олефинов. Кроме условий реакции (, Т, Р и соотношение водородуглеводород) важны примеси, которые присутствуют в н-парафинах, возвращенных в цикл. В процессе алкилирования происходит пластикация олефинов и трансалкилирование алкил- и полиалкилбензолов, приводящие к образованию продуктов ароматического характера, обладающих более низкой точкой кипения, чем линейный алкилбензол. Количество и типы этих легких продуктов имеют важное значение для полезного времени жизни катализатора дегидрирования. Использование катализатора на основе АС 3 в процессе алкилирования бензола приводит по сравнению с фтористоводородной кислотой к понижению содержания легких продуктов в парафинах, возвращаемых в процесс, с соответствующим улучшением экономических показателей, касающихся полезного времени использования катализатора дегидрирования и его селективности. Ароматические продукты, состоящие преимущественно из легких алкилбензолов, менее подвержены крекингу на катализаторе дегидрирования, что может также приводить к образованию углерода, чем дифенилы и легкие дифенилалканы, содержащиеся в парафинах, выходящих со стадии алкилирования в присутствии . Все эти продукты прибавляются к продуктам, которые уже содержались в свежих парафинах и которые непосредственно образовались в ходе реакции дегидрирования н-парафинов, в любом случае, среднее содержание ароматических соединений, присутствующих в рециркулирующих парафинах и, следовательно, в других потоках, выходящих из реактора дегидрирования, ниже. Дегидрирование проводят в соответствии с методиками, хорошо известными квалифицированным специалистам. Так, реакцию осуществляют в присутствии катализатора, включающего благородный металл,надлежащим образом нанесенный на пористый материал, катализатор включает элемент платиновой группы в количестве от 0,01 до 2 , щелочной или щелочноземельный металл в количестве от 0,1 до 5 кроме того, он может содержать один или несколько компонентов, выбранных из следующих веществ олово от 0,1 до 1 ,индий от 0,1 до 1 ,таллий от 0,1 до 1 . В тех случаях, когда одновременно присутствуют индий и таллий, их количества таковы, что/1,5. Реакцию дегидрирования проводят при температуре в интервале от 400 до 600 С, под давлением в интервале от 0,1 до 10 кг/см 2 и с объемной скоростьюв интервале от 0,1 до 100 ч-1 отношение водорода к парафинам находится в интервале от 0,5 до 20 (моль). 4451 1 В течение процесса дегидрирования парафинов до олефинов образуются заметные количества диолефинов. Их содержание на полном основании зависит от скорости превращения и от условий самого процесса. Впоследствии в течение реакции алкилирования их присутствие ведет к образованию таких примесей к алкилбензолу, как тетралины, и к образованию высококипящих тяжелых продуктов, таких как дифенилалканы и тетралины, и инданы с высокой молекулярной массой. Гидрирование проводят на стационарном слое катализатора на основе никеля, нанесенного на окись алюминия, частично протравленного, или на катализаторе на основе благородного металла, такого как палладий, нанесенного на уголь. В любом случае соотношение Н 2 диолефины поддерживается на уровне выше 1 и обычно находится в интервале от 1,11 до 51 в зависимости от катализатора и выбранных условий процесса. Выбор места различных стадий в общей схеме процесса получения продукта является важным. В частности, селективное гидрирование может проводиться вверх по течению или вниз по течению из колонны отделения продуктов крекинга от олефиново-парафиновой смеси, выходящей со стадии гидрирования. Реакцию можно проводить при температуре от 50 до 250 С в зависимости от типа используемого катализатора и под давлением от 1 до 20 кг/см 2 объемная скорость потока жидкого углеводорода может составлять от 0,5 до 20 ч-1. Таким путем достигают степени превращения диолефинов вплоть до 100 при селективности вплоть до 90 . Реакцию алкилирования проводят после смешивания реагентов (олефинов в парафине и бензола) в реакторе с АС 3. В соответствии с предпочтительным вариантом осуществления свежий катализатор добавляют к углеводородному каталитическому комплексу, который возвращают в цикл и подают в реактор. Количество используемого катализатора обычно составляет от 0,05 до 10 мол.от количества олефина, а молярное соотношение бензололефин находится в интервале от 11 до 201, предпочтительно от 31 до 151. Реакцию, как правило, проводят при температуре от 20 до 80 С под давлением от 1 до 5 кг/см 2 в течение времени обычно от 5 до 180 мин. Отделение углеводородного каталитического комплекса на основе хлорида алюминия делает возможным повторное использование все еще активной порции катализатора и сохранения постоянства каталитической активности путем добавления свежего АС 3. Его добавление к каталитическому комплексу вызывает образование весьма активных частиц катализатора. Фактически, присутствие гетерогенной каталитической фазы делает возможной реакцию трансалкилирования полиалкилированных молекул, образованных при взаимодействии бензола с олефином, подлежащим активированию, с высокими выходами получаемого линейного алкилбензола и остаточных алкилированных продуктов с большими величинами молекулярной массы, подлежащими снижению. Хорошо известно, что 3 для превращения в активные для алкилирования молекулы требует присутствия катализатора. Для этой цели обычно используют такие соединения, как вода и/или соляная кислота с различными активными молекулами. В соответствии с предпочтительным вариантом осуществления воду добавляют регулярно, контролируя влажность реагентов, особенно бензола. Соотношение Н 2 О с АС 3 может находиться в интервале от 1 до 100 мол. , предпочтительно от 5 до 50 . Высококипящие продукты, извлеченные из нижней части колонны дистилляции алкилбензолов, могут быть возвращены в реактор алкилирования. Таким путем предпочтительно их извлечение с помощью реакции трансалкилирования, которая развивается вплоть до термодинамически равновесного состояния. Алкилбензол , полученный в соответствии со способом настоящего изобретения, обладает лучшими характеристиками чистоты и общей линейности. Содержание циклических соединений, таких как диалкилтетралины и деалкилинданы, снижено до величины менее 2 , предпочтительно менее 1 , а чистота линейных алкилбензолов достигает значения выше 95 . Такие значения чистоты уменьшают необходимость обременительного процесса последовательной очистки путем обработки серной кислотой с целью получения сульфонатов конечных алкилбензолов светлого цвета и, кроме того, с хорошей стабильностью. Более того, высокое содержание линейных алкилбензолов ускоряет также последующее биоразложение соответствующей сульфокислоты в сточных жидкостях. Наконец, необходимо отметить, что высокое содержание 2-фенил-изомеров придает алкилбензолсульфонату натрия высокую растворимость в воде и хорошие значения вязкости, делая его пригодным для использования, прежде всего, в жидких моющих составах. Высококипящие продукты преимущественно (85 ) состоят из полиалкилатов с молекулярной массой 320 и с высоким содержанием диалкилатов с молекулярной массой 360. Эти характеристики открывают широкие возможности применения в качестве высокомолекулярной сульфокислоты, в частности, используемой при смазке. Их значение в том, чтобы превратить материал, который практически является биопродуктом, в новый продукт с дополнительными высокими качествами. 4451 1 Пример 1. Газообразную смесь нормального 10-13 парафина и водорода в молярном соотношении 8 подавали в цилиндричский реактор, содержащий слой твердого катализатора дегидрирования толщиной 250 мм, поддерживая в реакторе температуру 485 С и давление 2,0 кг/см 2, с часовой объемной скоростью, в пересчете на подачу жидкого парафина, 21 ч-1 (объемы жидкого парафина при 20 С на объем катализатора в час). Смесь, выходящая из реактора после отделения водорода и легких продуктов крекинга, содержала 12,5 олефина с бромным числом 12,11 (определенным по соответствующей методике ). Анализ дегидрируемой смеси в стационарных условиях, выполненный , дал следующий состав смеси парафин 85,0 моноолефин 11,9 диолефин 0,6 ароматика 2,5 . К такой смеси добавляли бензол в молярном соотношении 81 относительно содержания олефина и образующуюся смесь вместе с суспензией 10 -ного безводного хлорида алюминия в 10-13 парафине вводили в нижнюю часть реактора алкилирования. Температуры сырьевых потоков устанавливали такими, чтобы температура внутри реактора алкилирования составляла 55 С. Реактор, используемый в этом опыте, имеет цилиндрическую форму, соотношение высоты и диаметра составляет 51, реактор снабжен вращающейся со скоростью 150 об/мин мешалкой, состоящей из 5 лопастей, расположенных равномерно вдоль оси. Внутри реактор дополнительно оборудован 4 разделительными перегородками, установленными равномерно между лопастями и снабженными центральным отверстием,составляющим 40 внутреннего диаметра реактора, и четырьмя вертикальными перегородками, установленными вдоль стенки реактора. Наружная рубашка для циркуляции воды делает возможным термостатирование реактора при любой желаемой температуре. После одного часа пребывания реакционной смеси в реакторе ее выгружали из верхней части реактора и оставляли для декантации в неперемешиваемом цилиндрическом резервуаре с соотношением высоты и диаметра 51 такой емкости, чтобы обеспечить время отстаивания 45 мин. Таким путем достигали отделения углеводородного каталитического комплекса, часть которого возвращали в цикл в таком количестве, чтобы внутри реактора алкилирования присутствовало примерно 6 мас. частей этого продукта, а остаточную часть направляли на выход. После промывания 5 -ным водным раствором С и затем водой в двух колоннах, расположенных каскадом, сырую алкилированную жидкость направляли на дистилляцию. Эту стадию процесса осуществляли в трех колоннах, установленных каскадом в первой и второй колоннах отделяли бензол и, соответственно, парафины и другие легкие углеводороды, а в третьей колонне извлекали из верхнего погона линейный алкилбензол, а из нижнего - высококипящие алкилированные продукты. Парафины, выделенные во второй колонне, возвращали в реактор дегидрирования вместе с отогнанными из головы процесса легкими парафинами. Высококипящие алкилированные продукты частично возвращали в реактор алкилирования в таком количестве, чтобы в стационарных условиях там присутствовало примерно 4 мас. части их. После достижения стационарных условий в процессе в целом состав потока, направляемого в реактор дегидрирования, был следующим парафин 69,3 мас.ч. водород 13,73 мас.ч.,где парафины состояли из следующих компонентов 15,4 н-С 10 н-С 11 33,2 н-12 27,5 н-13 19,4 н-14 0,2 разветвленные углеводороды 4,3 ,а поток водорода включал следующие компоненты 2 92,41 1,612 4,183 1,654 0,16 . Образующийся продукт - линейный алкилбензолобладал следующими характеристиками, определенными обычными методами Газовая хроматография. н-фенил-С 10 0,464 4451 1 н-фенил-С 10 14,81 н-фенил-С 11 32,92 н-фенил-С 12 28,83 н-фенил-С 13 19,77 н-фенил-С 14 0,20 сумма н-фенил-10-13 96,53 диалкилтетралины 0,75 изо-алкилбензолы 2,262-фенил-изомеры 30,10 бромное число 20 мг /100 г хлор 8 ч. на млн . Тяжелые алкилированные продукты, выделенные дистилляцией, обладали следующими характеристиками остаточный 0,8(2) молекулярная масса 340,5 цвет по Гарднеру 7(1) - определено методом газовой хроматографии(2) - определено массовым анализом. Аналогично, смесь со стадии алкилирования имела следующий состав смесь из реактора дегидрирования 67,5 ч.(8,44 ч. олефина) бензол 32,5 ч. 3 0,1 ч. высококипящие алкилаты 4,0 ч. углеводородный каталитический комплекс 6,0 ч.,в то время, как общее количество воды, внесенной вместе с реагентами, равно 0,002 ч. В стационарных условиях получены следующие результаты Сырье. На каждые 1000 ч. линейного алкилбензола 865 ч. н-парафина 350 ч. бензола 8 ч. АС 3. Другие продукты. водород и углеводороды 65 тяжелые алкилаты 150,в то время как н-парафины состоят из следующих компонентов н-С 10 0,05 н-С 10 10,29 н-С 11 31,73 н-12 30,63 н-С 13 26,14 н-13 0,60 изо-парафины 0,31 ароматика 0,25 . Пример 2. Ту же смесь, выходящую из реактора дегидрирования и состоящую из парафинов и 12,5 олефина, которую использовали в примере 1, направляли в реактор алкилирования так, чтобы в стационарных условиях при температуре 60 С иметь следующий состав реакционной системы смесь из реактора дегидрирования 67,5 ч. бензол 32,5 ч. АС 3 0,2 ч. высококипящие алкилаты 4,0 ч. углеводородный каталитический комплекс 8,0 ч.,в то время как общее количество воды, добавленной вместе с реагентами, равно 0,01 ч. 5 4451 1 Линейные алкилбензолы, полученные после удаления бензола и парафинов, в соответствии с описанной выше методикой, обладают следующими характеристиками н-фенил-С 10-С 13 95,6 тетралины 1,0 изоалкилбензолы 3,02-фенил-изомеры 10-13 29,8 бромное число 22 . Тяжелые алкилированные продукты, выделенные со дна дистилляционной колонны, имели следующий состав остаточный 2,1(1) - определены методом газовой хроматографии(2) - определены массовым анализом. При стационарных условиях получены следующие результаты Сырье на каждые 1000 частей линейного алкилбензола 827 частей парафина,335 частей бензола,15 частей АС 3. Другие продукты. водород и легкие углеводороды 65 тяжелые алкилаты 96. Пример 3. Смесь парафинов и олефинов из реактора дегидрирования, в котором поддерживали те же условия, что и в примере 1, подвергали реакции селективного гидрирования диолефинов, содержащихся в ней. Смесь того же состава, что указан в примере 1, смешивали с водородом в молярном отношении относительно олефинов 1,15, и затем подавали в реактор, содержащий твердый катализатор, имеющий 0,25 палладия на окиси алюминия. Реактор имел отношение высоты к диаметру 81 и работал при температуре 80 С и давлении 3 кг/см 2. При работе с 3 смесь, выходящая из верхней части реактора, имела следующий состав парафин 85,2 моноолефин 12,3 диолефин незначительно ароматика 2,5 . Такую смесь направляли в реактор алкилирования так, чтобы в стационарных условиях при температуре реакции 50 С иметь следующий состав реакционной системы смесь парафинов, олефинов и ароматики 67,5 ч. бензол 32,5 ч. АС 3 0,1 ч. высококипящие алкилаты 2,0 ч. углеводородный каталитический комплекс 2,0 ч.,в то время как общее количество воды, добавленное вместе с реагентами, равно 0,002 ч. После выхода из реактора смесь обрабатывали, как описано в примере 1, и после отделения избытка бензола и парафинов был получен верхний дистилляционный погон продукта - линейного алкилбензола, обладающего следующими характеристиками н-фенил-С 10-С 13 97,0 тетралины 0,5 изо-алкилбензолы 2,32-фенил-изомеры 10-13 30,1 бромное число 18 мг В/100 г хлор 7 ч. на млн . Тяжелый алкилированный продукт, выделенный из нижней части дистилляционной колонны, имел следующий состав 4451 1 дифенилалканы-аценафтены 2,6 нафталины 1,3 тетралины-инданы 3,0 молекулярная масса 327,5. В стационарных условиях были получены следующие данные по массовому балансу алкилирования 155 ч. тяжелых алкилатов на 1000 частей загруженного . Общие данные, касающиеся способа получения в целом, отнесенные к 1000 ч. , следующие 868 ч. парафина 352 ч. бензола 8 ч. АС 3. Пример 4. Смесь олефинов и парафинов того же состава, что описан в примере 3, направляли в реактор алкилирования после смешивания с бензолом, так что при стационарных условиях при 65 С получали реакционную систему следующего состава смесь олефинов, парафинов и ароматики 67,5 ч. бензол 40 ч. АС 3 0,12 ч. высококипящие алкилаты 4,0 ч. углеводородный каталитический комплекс 4,0 ч. в то время, как общее количество воды, добавленной вместе с реагентами, равно 0,005 ч. После выхода из реактора смесь обрабатывали, как описано в примере 1, и после отделения избытка бензола и парафинов получали верхний дистилляционный погон продукта - линейного алкилбензола, имеющего следующие характеристики н-фенил-С 10-С 13 96,62-фенилизомер 30,0 тетралины 0,7 изо-алкилбензолы 2,5 бромное число 20 мг В/100 г хлор 10 ч. на млн (рр). Тяжелый алкилированый продукт, выделенный из нижней части дистилляционной колонны, имел следующий состав остаточный 3 алкил-полиакрилбензолы 91,8 дифенилалканы-аценафтены 2,9 нафталины 1,4 тетралины-инданы 3,9 Молекулярная масса 388,5. В стационарных условиях получены следующие данные по массовому балансу алкилирования 52 ч. тяжелых акрилатов на 1000 ч. загружаемого . Общие данные по балансу, относящиеся к способу дегидрирования парафинов, селективного гидрирования диолефинов и алкилирования бензола в целом, отнесенные к получению 1000 ч. , таковы 788 ч. парафина 330 ч. бензола 10 ч АС 3. Сравнительный пример 5.(применениев качестве катализатора алкилирования) Смесь олефинов-парафинов, имеющую тот же состав, что и в примере 3, подают в цилиндрический реактор алкилирования после смешивания с бензолом так, чтобы получить следующие соотношения в составе реакционной системы смесь олефины-парафины-ароматические соединения 67,5 частей бензол 40,0 частей. Снизу в реактор вводят 140 частей чистого . Реактор снабжен мешалкой, термопарой, охлаждающим змеевиком, манометром и все трубы снабжены клапанами из нержавеющей стали. После 60 минут нахождения в реакторе при температуре 60 С и давлении 4,0 кг/см 2 реакционную смесь,выгруженную из верхней части реактора, переносят в сепаратор, где органическую часть извлекают, уровень в сепараторе регулируют для обеспечения времени пребывания 1,5 ч. 4451 1 Органическую часть затем подают на фракционную перегонку для последовательного отделения бензола и парафина, рециркулированных из смеси, состоящей из алкилбензола и тяжелых алкилированных соединений. Добавляют свежие парафины к парафинам рецикла после одного прохода на слое активного оксида алюминия при 180 С и парафины рецикла снова направляют в реактор дегидрирования. Линейный алкилбензол, отделенный на последующей колонне дистилляции, имеет следующий состав Газовая хроматография. Н-фенил 10-13 92,6 тетралины 0,3 изоалкилбензолы 7,12-фенилизомеры 16,7 бромное число (метод ) 10 мг /100 г. Тяжелые алкилированные продукты выделяют со дна колонны дистилляции и получают следующий состав Газовая хроматография. остаточный 2,2 . Масовый анализ. алкил-полиалкилбензолы 63,73 дифенилалканы 6,59 нафталины 6,71 тетралины, инданы 12,66 динафтен-нафталины 5,43 данафтен-бензолы 4,88 молекулярная масса 338. Общие данные всего процесса дегидрирования н-парафинов и алкилирования для получения 1000 частей линейных алкилбензоловследующие 819 частей н-парафинов,331 часть бензола,0,30 частив качестве сырьевых материалов. Вместе сполучают также 75 частей тяжелых алкилированных соединений,75 частей водорода и легких углеводородов. Таким образом, из следующих результатов легко удостовериться, что при использовании АС 3 вместополучают продукты высшего качества. ПроцентНижние тяжелые алкилированные соединения относительно конденсированных продуктов Легкие продукты Тяжелые алкилированные соединения Количество н-парафинов и бензола, необходимое для получения 1000 частей- пример 4 (заявителя)- пример 2 (заявителя) 1. Способ получения линейных алкилбензолов, в частности 10-14-алкилбензолов, применяемых в моющих средствах, включающий а) дегидрирование н-парафинов в соответствующие н-олефины) селективное гидрирование диолефинов, образовавшихся на стадии а), в моноолефины с получением реакционной смеси, содержащей олефины и парафины с) алкилирование бензола в полученной реакционной смеси олефинов и парафинов в присутствии активного каталитического комплекса на основе АС 3 с получением смеси продуктов алкилирования бензола) получение углеводородного каталитического комплекса из каталитического комплекса на основе АС 3 и смеси продуктов алкилирования бензола 8 4451 1 е) отделение образовавшегося на стадии ) углеводородного каталитического комплекса от смеси продуктов алкилирования бензола) добавление свежего АС 3 к углеводородному каталитическому комплексу) рециркулирование указанного углеводородного каталитического комплекса с на стадию с). 2. Способ по п. 1, отличающийся тем, что алкилирование проводят в присутствии АС 3, взятого в количестве от 0,05 до 10 мол.от н-олефина. 3. Способ по любому из пп. 1 и 2, отличающийся тем, что алкилирование проводят при молярном соотношении бензолн-олефины от 11 до 201. 4. Способ по любому из пп.1-3, отличающийся тем, что алкилирование проводят при температуре от 20 до 80 С. 5. Способ по любому из пп. 1-4, отличающийся тем, что алкилирование проводят при давлении от 1 до 5 кг/см 2. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66. 9
МПК / Метки
МПК: C07C 2/68, C07C 15/107
Метки: получения, линейных, способ, алкилбензолов
Код ссылки
<a href="https://by.patents.su/9-4451-sposob-polucheniya-linejjnyh-alkilbenzolov.html" rel="bookmark" title="База патентов Беларуси">Способ получения линейных алкилбензолов</a>
Способ получения бисфенола А
Номер патента: 480
Опубликовано: 30.03.1995
Авторы: Казимеж Терелак, Юзеф Колт, Мацей Кедик, Адам Мазур, Анна Жодечко, Ежи Маршицкий, Эдвард Гжива, Эугенюш Зайонц, Сбигнев Свидерский, Теодор Бек, Ежи Чиж
МПК: C07C 37/20, C07C 39/16
Метки: бисфенола, способ, получения
Текст:
...А 16.0 Побочные продукты 15,5 (в т.ч. 4.41 изомеров) у Ацетон 6.0 Вода 0.5 Фенол Остальное Цвет 100 ед-ХазенаВьяходящал из реактора послереакци- 40И ннал смесь (3500 кг/ч) имеет следующий встав. мас. Бьтсфенол А 24.0 Побочные продукты 16.2 (в т.ч. 4,8 изомеров) Ацетон у 3.8 Вода 1.2 Фенол Остальное Цвет 125 едхазенаСелективность реакции составляет 50050. Кольтчество полученного Бисфенопа А составляет 560 кг/ч.реактор заполняют таким же...
Способ получения бензол ди- или трикарбоновых кислот
Номер патента: 627
Опубликовано: 30.06.1995
Авторы: Гитис С. С., Каминский А. Я., Кулаков В. Н., Александров В. Н., Валиева Р. А., Симонова Т. А., Манзуров В. Д., Назимок В. Ф., Овчинников В. И., Голубев Г. С.
МПК: C07C 63/04, C07C 51/265
Метки: способ, получения, трикарбоновых, или, ди, бензол, кислот
Текст:
...обрабатыаютуксусной кислотой, водой и передают на сушку. Полученная терефталевая кислота не требует дополнительной очистки и имеет качество, пригодное для волокна.Содержание п-карбокснбеНзапьдеги даО 01 О,О 2 вес., цветность-О,0 О 1 г 0,005 (в виде оптической плотности В 330)Преиущества предлагаемого способа заключаются в упрощении процесса за счет исключения стадии очистки терефталевой кислоты, при этом происходитП р и м е р 1. В...
Способ получения циклогексанона
Номер патента: 907
Опубликовано: 15.12.1995
Авторы: Говако Евгений Михайлович, Иванов Геннадий Борисович, Марачук Леонид Иванович, Юрша Иосиф Антонович
МПК: C07C 45/33, C07C 49/403
Метки: получения, циклогексанона, способ
Текст:
...конденсации циклогексавона.ПОСТОЯННЗЯ ЗЗВОТРОПНЗЯ ОТГОНКЗ ЦИКЛОГЕКсанона и циклогексанола, образующихся по реакциямпозволяет сместить равновесие реакций в сторону образования целевых продуктов, поскольку образующиеся цикдотексаноп и циклогексанол ПОСТОЯННО ВЫВОДЯТСЯ ИЗ реакционной СМЕСИ. Процесс возможно проводить при атмосферном давлении, что значительно упрощает его аттаратурное оформление. Изобретение ишпосгрируется СЛСДУТОПЗШМИ...
Способ получения линейного сложного сополиэфира
Номер патента: 833
Опубликовано: 15.08.1995
Авторы: Джанлуиджи Ландони, Карло Нери
МПК: C08G 63/692
Метки: способ, сложного, сополиэфира, получения, линейного
Текст:
...эфира фенилгицроксиметиленфосфиновой кислотыН иэобутиловому сложному эфиру фенилфосфиновой кислоты(545 г, 2,75 моль), полученному как опЙсано части (А), и нагретому внутри того же реактора до температуры 12 О 1 ЗОС,добавляют параформальдегиц (855 г, 2,85 моль формальдегида). Эта реакция протекает при указанной температуре, с перемешиванием в течение 30 минут. В течение этого периода времени следы толуола удаляют путем выпаривания вместе с...
Способ получения 2-циклогексилциклогексанона
Номер патента: 379
Опубликовано: 30.03.1995
Авторы: Марачук Л. И., Юрша И. А.
МПК: C07C 37/06, C07C 49/417, C07C 39/12...
Метки: получения, 2-циклогексилциклогексанона, способ
Текст:
...ОС и атмосферном давлении подается в виде пара смесь димеров 90,5 циклогексенилциклогексанона, 9,5 циклогексилиденциклогексанона Выход о-фенилфенола(ОФФ) составляет 0.4 мас.. 2-циклогексилциклогексанона (Ц-ЦП 21.7 мас. при степени превращения 25.236 и селектьчвности 87,7 (95236).Смесь димеров получена дистилляцией- Состав Х масла. мас. Циклогексанон Циклогексанол Сложные эфиры. бициклические соединения 20-25 димеры 30-35 Бысококипящие...
Предыдущий патент: Модифицированная полимерная катионообменная мембрана для электрохимической ячейки, способ ее изготовления и электрохимическое устройство
Следующий патент: Термодинамический водяной насос
Случайный патент: Четвертичные аммониевые соли замещенных бифенилов, обладающие противомикробной активностью