Инструмент и способ магнитно-динамического упрочнения плоской поверхности детали
Номер патента: 17545
Опубликовано: 30.10.2013
Авторы: Довгалев Александр Михайлович, Сухоцкий Сергей Александрович
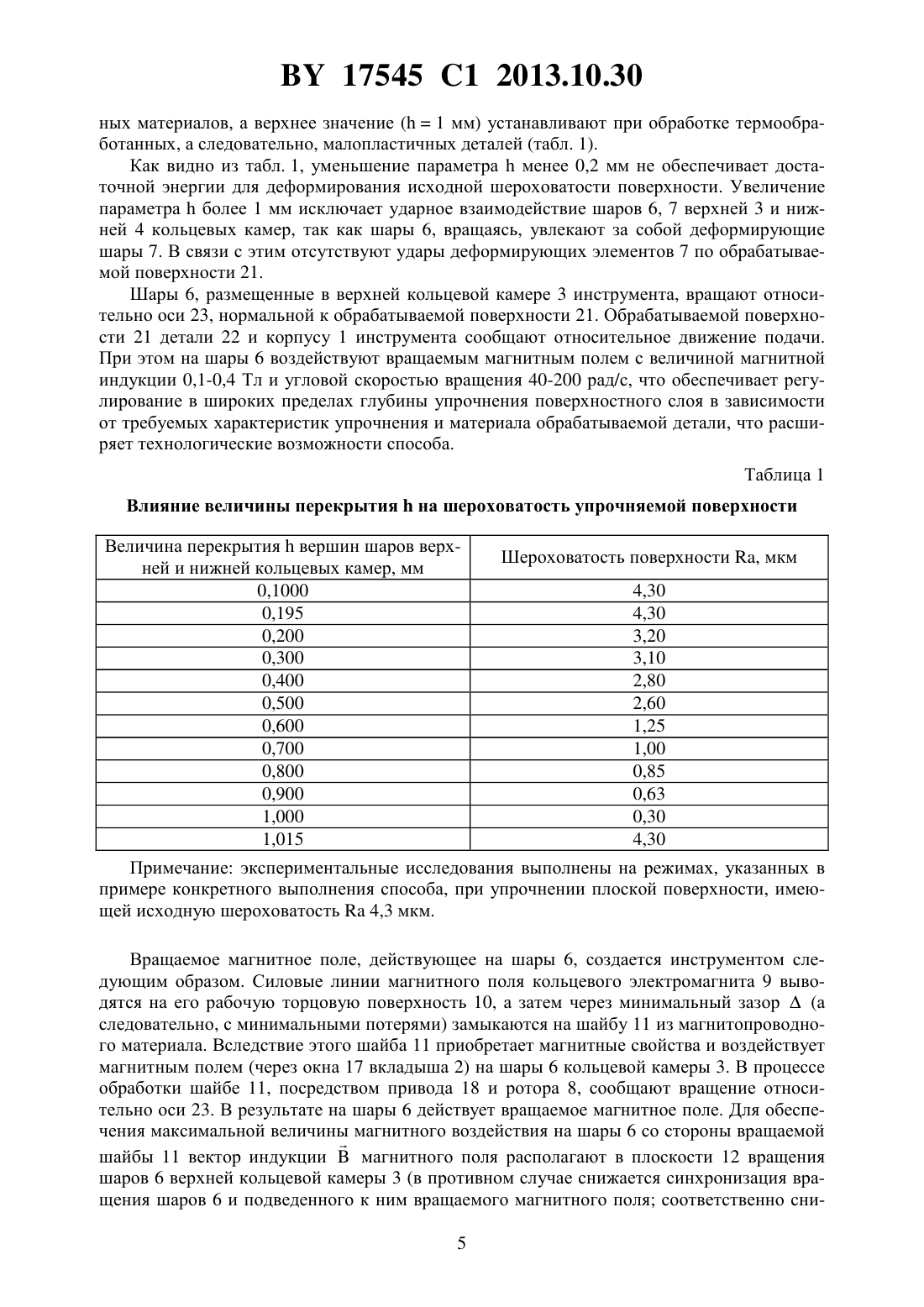
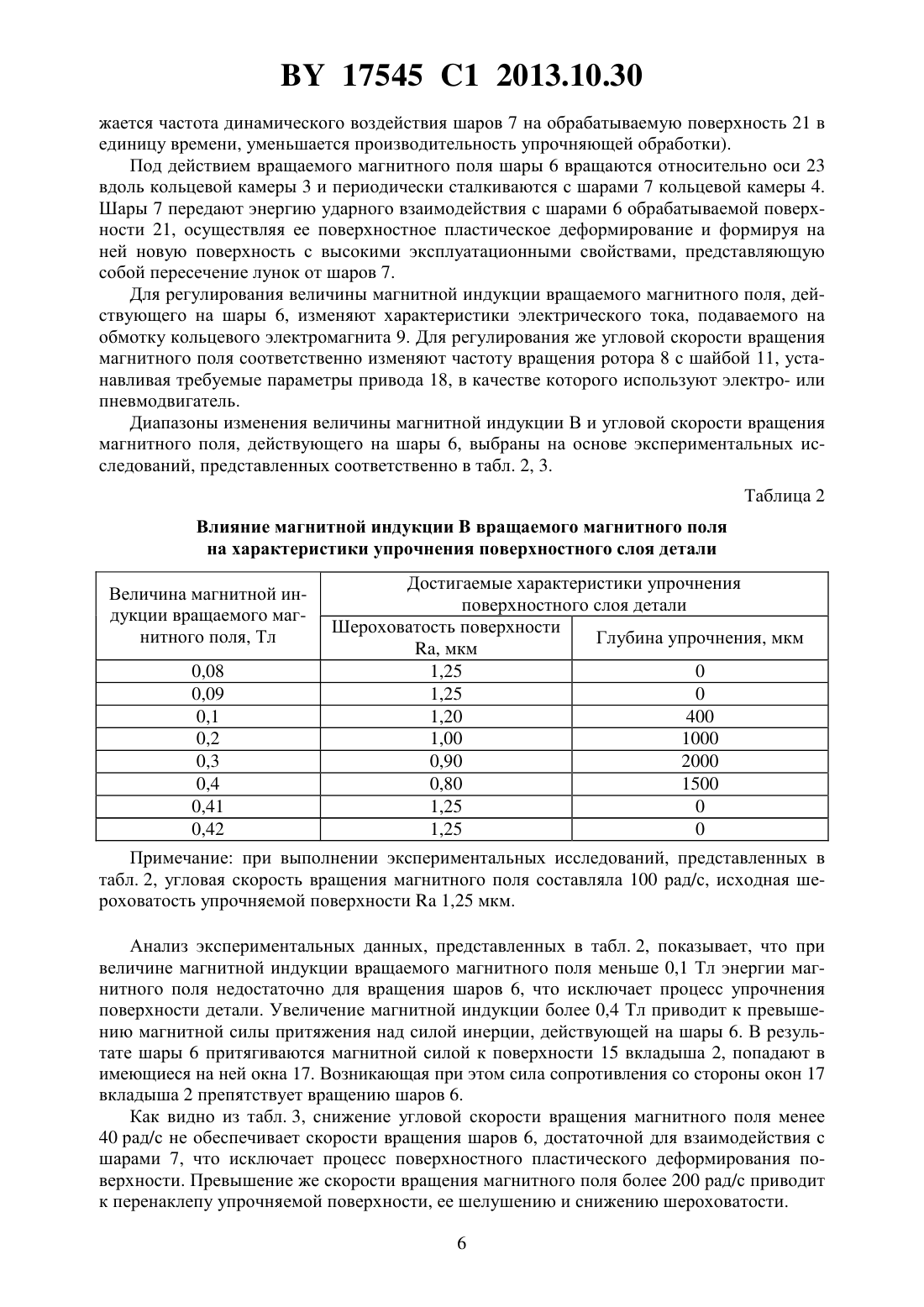
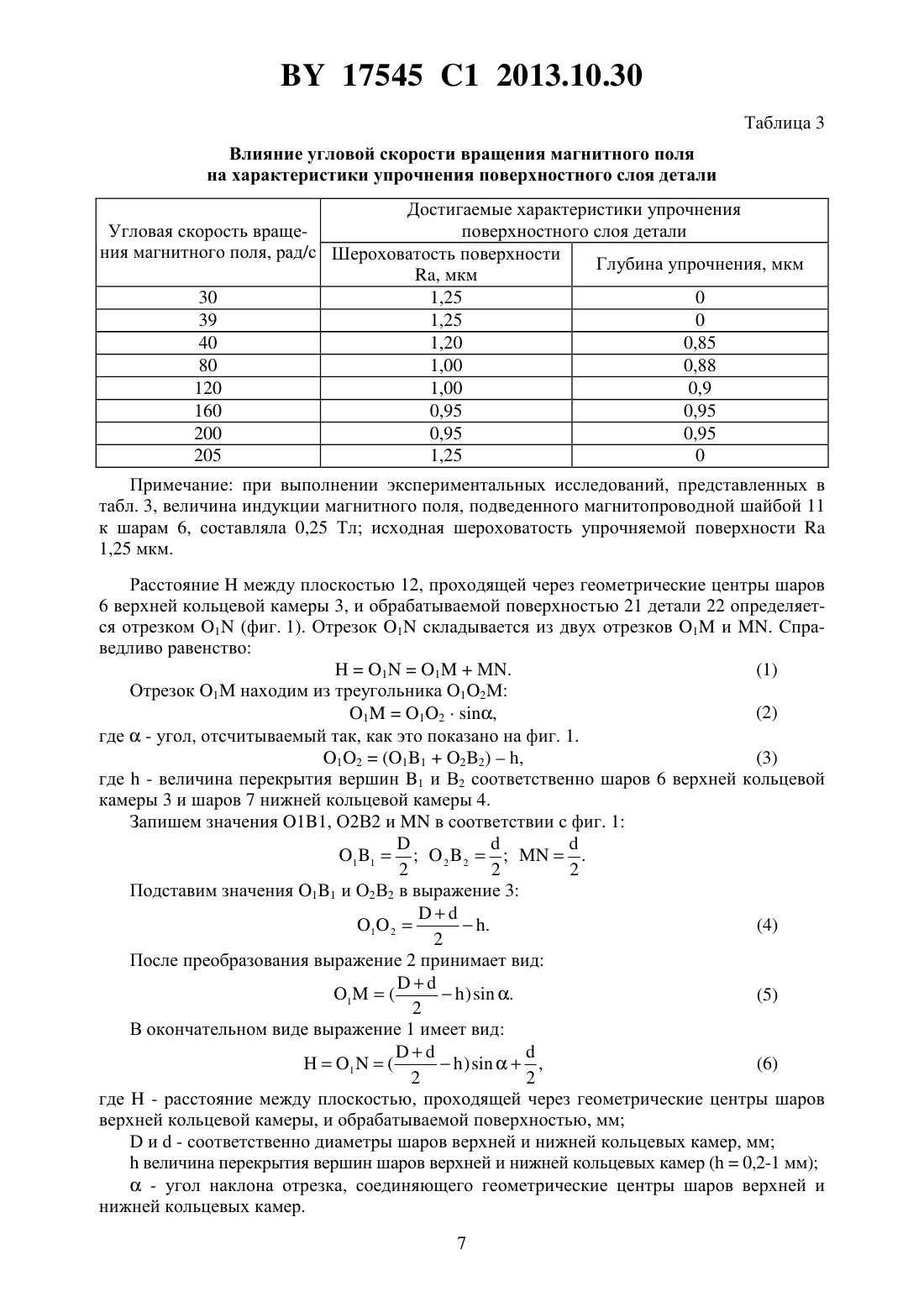
Текст
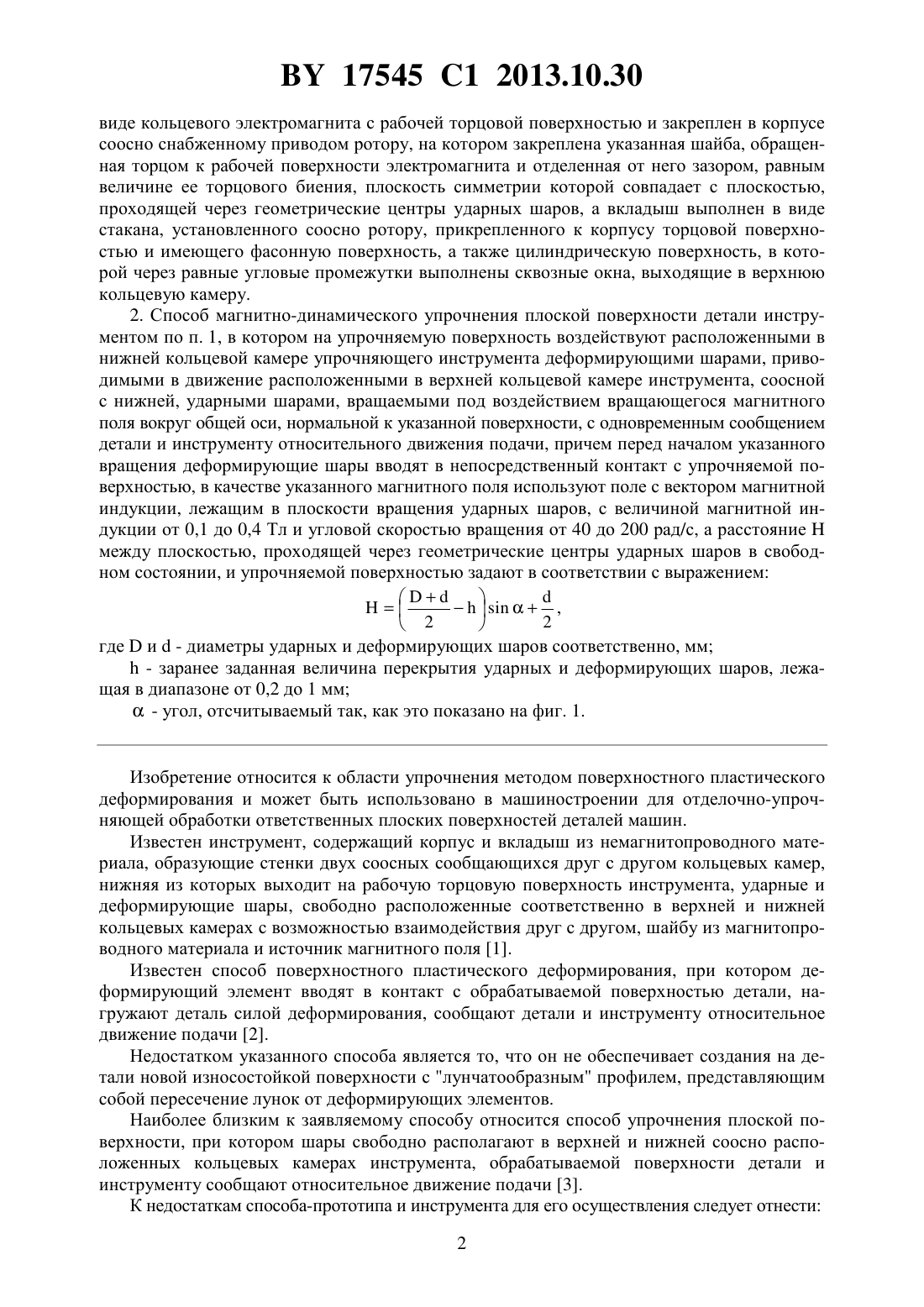
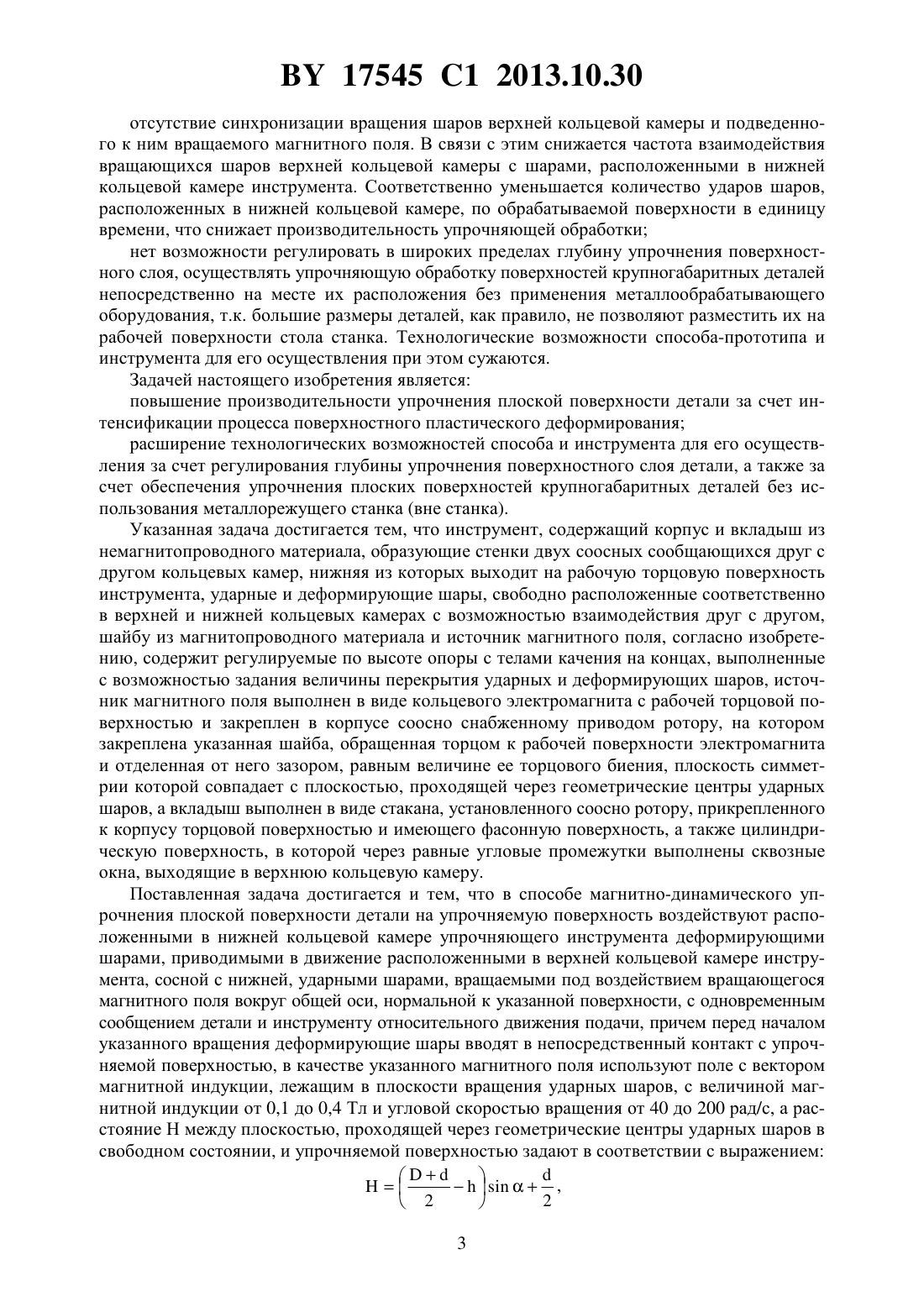
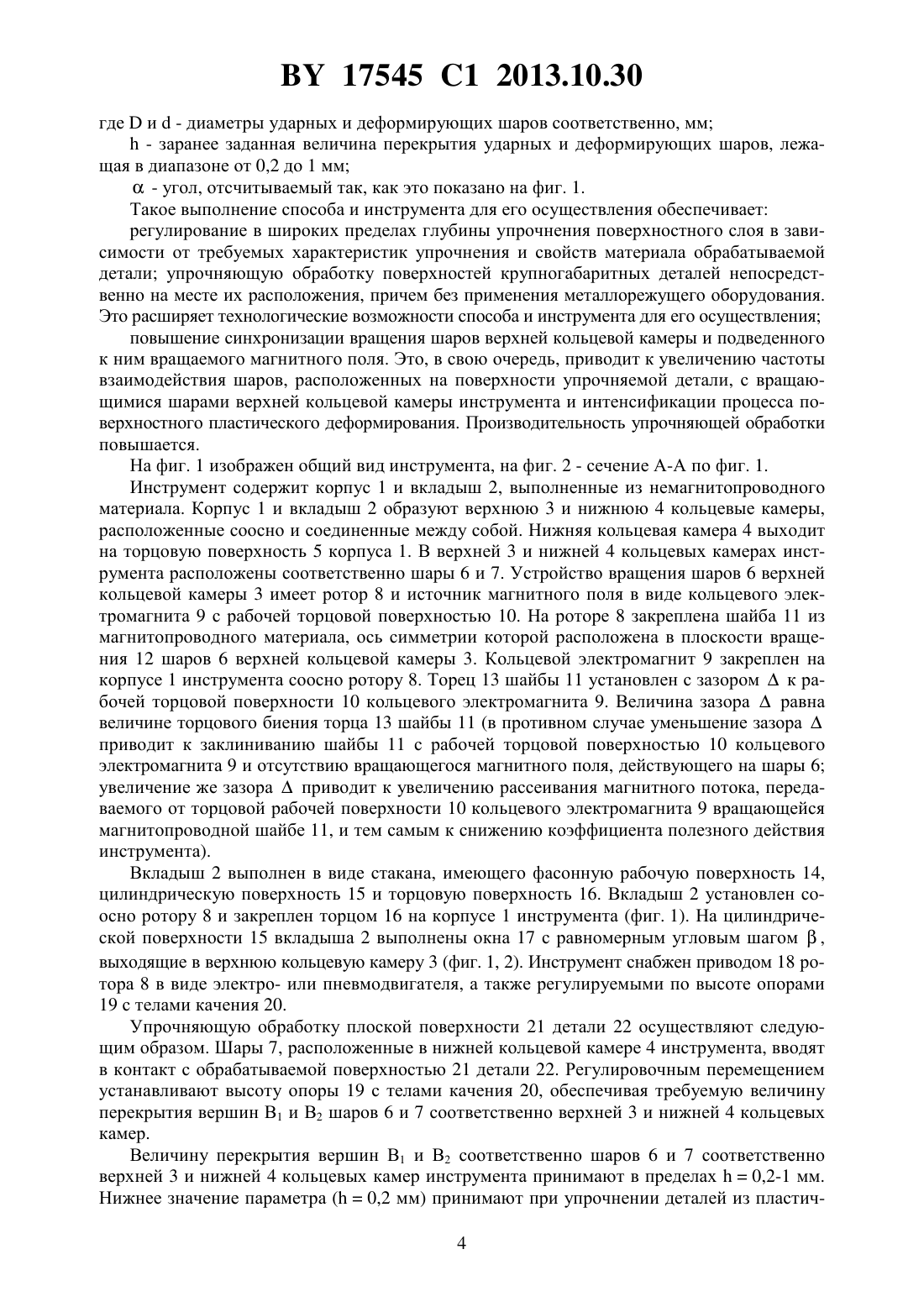
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ИНСТРУМЕНТ И СПОСОБ МАГНИТНО-ДИНАМИЧЕСКОГО УПРОЧНЕНИЯ ПЛОСКОЙ ПОВЕРХНОСТИ ДЕТАЛИ(71) Заявитель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(72) Авторы Довгалев Александр Михайлович Сухоцкий Сергей Александрович(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) 1. Инструмент для магнитно-динамического упрочнения плоской поверхности детали,содержащий корпус и вкладыш, выполненные из немагнитопроводного материала и образующие стенки двух соосных сообщающихся друг с другом кольцевых камер, нижняя из которых выходит на рабочую торцовую поверхность инструмента, ударные и деформирующие шары, свободно расположенные соответственно в верхней и нижней кольцевых камерах с возможностью взаимодействия друг с другом, шайбу из магнитопроводного материала и источник магнитного поля, отличающийся тем, что содержит регулируемые по высоте опоры с телами качения на концах, выполненные с возможностью задания величины перекрытия ударных и деформирующих шаров, источник магнитного поля выполнен в 17545 1 2013.10.30 виде кольцевого электромагнита с рабочей торцовой поверхностью и закреплен в корпусе соосно снабженному приводом ротору, на котором закреплена указанная шайба, обращенная торцом к рабочей поверхности электромагнита и отделенная от него зазором, равным величине ее торцового биения, плоскость симметрии которой совпадает с плоскостью,проходящей через геометрические центры ударных шаров, а вкладыш выполнен в виде стакана, установленного соосно ротору, прикрепленного к корпусу торцовой поверхностью и имеющего фасонную поверхность, а также цилиндрическую поверхность, в которой через равные угловые промежутки выполнены сквозные окна, выходящие в верхнюю кольцевую камеру. 2. Способ магнитно-динамического упрочнения плоской поверхности детали инструментом по п. 1, в котором на упрочняемую поверхность воздействуют расположенными в нижней кольцевой камере упрочняющего инструмента деформирующими шарами, приводимыми в движение расположенными в верхней кольцевой камере инструмента, соосной с нижней, ударными шарами, вращаемыми под воздействием вращающегося магнитного поля вокруг общей оси, нормальной к указанной поверхности, с одновременным сообщением детали и инструменту относительного движения подачи, причем перед началом указанного вращения деформирующие шары вводят в непосредственный контакт с упрочняемой поверхностью, в качестве указанного магнитного поля используют поле с вектором магнитной индукции, лежащим в плоскости вращения ударных шаров, с величиной магнитной индукции от 0,1 до 0,4 Тл и угловой скоростью вращения от 40 до 200 рад/с, а расстояниемежду плоскостью, проходящей через геометрические центры ударных шаров в свободном состоянии, и упрочняемой поверхностью задают в соответствии с выражением гдеи- диаметры ударных и деформирующих шаров соответственно, мм- заранее заданная величина перекрытия ударных и деформирующих шаров, лежащая в диапазоне от 0,2 до 1 мм- угол, отсчитываемый так, как это показано на фиг. 1. Изобретение относится к области упрочнения методом поверхностного пластического деформирования и может быть использовано в машиностроении для отделочно-упрочняющей обработки ответственных плоских поверхностей деталей машин. Известен инструмент, содержащий корпус и вкладыш из немагнитопроводного материала, образующие стенки двух соосных сообщающихся друг с другом кольцевых камер,нижняя из которых выходит на рабочую торцовую поверхность инструмента, ударные и деформирующие шары, свободно расположенные соответственно в верхней и нижней кольцевых камерах с возможностью взаимодействия друг с другом, шайбу из магнитопроводного материала и источник магнитного поля 1. Известен способ поверхностного пластического деформирования, при котором деформирующий элемент вводят в контакт с обрабатываемой поверхностью детали, нагружают деталь силой деформирования, сообщают детали и инструменту относительное движение подачи 2. Недостатком указанного способа является то, что он не обеспечивает создания на детали новой износостойкой поверхности с лунчатообразным профилем, представляющим собой пересечение лунок от деформирующих элементов. Наиболее близким к заявляемому способу относится способ упрочнения плоской поверхности, при котором шары свободно располагают в верхней и нижней соосно расположенных кольцевых камерах инструмента, обрабатываемой поверхности детали и инструменту сообщают относительное движение подачи 3. К недостаткам способа-прототипа и инструмента для его осуществления следует отнести 2 17545 1 2013.10.30 отсутствие синхронизации вращения шаров верхней кольцевой камеры и подведенного к ним вращаемого магнитного поля. В связи с этим снижается частота взаимодействия вращающихся шаров верхней кольцевой камеры с шарами, расположенными в нижней кольцевой камере инструмента. Соответственно уменьшается количество ударов шаров,расположенных в нижней кольцевой камере, по обрабатываемой поверхности в единицу времени, что снижает производительность упрочняющей обработки нет возможности регулировать в широких пределах глубину упрочнения поверхностного слоя, осуществлять упрочняющую обработку поверхностей крупногабаритных деталей непосредственно на месте их расположения без применения металлообрабатывающего оборудования, т.к. большие размеры деталей, как правило, не позволяют разместить их на рабочей поверхности стола станка. Технологические возможности способа-прототипа и инструмента для его осуществления при этом сужаются. Задачей настоящего изобретения является повышение производительности упрочнения плоской поверхности детали за счет интенсификации процесса поверхностного пластического деформирования расширение технологических возможностей способа и инструмента для его осуществления за счет регулирования глубины упрочнения поверхностного слоя детали, а также за счет обеспечения упрочнения плоских поверхностей крупногабаритных деталей без использования металлорежущего станка (вне станка). Указанная задача достигается тем, что инструмент, содержащий корпус и вкладыш из немагнитопроводного материала, образующие стенки двух соосных сообщающихся друг с другом кольцевых камер, нижняя из которых выходит на рабочую торцовую поверхность инструмента, ударные и деформирующие шары, свободно расположенные соответственно в верхней и нижней кольцевых камерах с возможностью взаимодействия друг с другом,шайбу из магнитопроводного материала и источник магнитного поля, согласно изобретению, содержит регулируемые по высоте опоры с телами качения на концах, выполненные с возможностью задания величины перекрытия ударных и деформирующих шаров, источник магнитного поля выполнен в виде кольцевого электромагнита с рабочей торцовой поверхностью и закреплен в корпусе соосно снабженному приводом ротору, на котором закреплена указанная шайба, обращенная торцом к рабочей поверхности электромагнита и отделенная от него зазором, равным величине ее торцового биения, плоскость симметрии которой совпадает с плоскостью, проходящей через геометрические центры ударных шаров, а вкладыш выполнен в виде стакана, установленного соосно ротору, прикрепленного к корпусу торцовой поверхностью и имеющего фасонную поверхность, а также цилиндрическую поверхность, в которой через равные угловые промежутки выполнены сквозные окна, выходящие в верхнюю кольцевую камеру. Поставленная задача достигается и тем, что в способе магнитно-динамического упрочнения плоской поверхности детали на упрочняемую поверхность воздействуют расположенными в нижней кольцевой камере упрочняющего инструмента деформирующими шарами, приводимыми в движение расположенными в верхней кольцевой камере инструмента, сосной с нижней, ударными шарами, вращаемыми под воздействием вращающегося магнитного поля вокруг общей оси, нормальной к указанной поверхности, с одновременным сообщением детали и инструменту относительного движения подачи, причем перед началом указанного вращения деформирующие шары вводят в непосредственный контакт с упрочняемой поверхностью, в качестве указанного магнитного поля используют поле с вектором магнитной индукции, лежащим в плоскости вращения ударных шаров, с величиной магнитной индукции от 0,1 до 0,4 Тл и угловой скоростью вращения от 40 до 200 рад/с, а расстояние Н между плоскостью, проходящей через геометрические центры ударных шаров в свободном состоянии, и упрочняемой поверхностью задают в соответствии с выражением 17545 1 2013.10.30 гдеи- диаметры ударных и деформирующих шаров соответственно, мм- заранее заданная величина перекрытия ударных и деформирующих шаров, лежащая в диапазоне от 0,2 до 1 мм- угол, отсчитываемый так, как это показано на фиг. 1. Такое выполнение способа и инструмента для его осуществления обеспечивает регулирование в широких пределах глубины упрочнения поверхностного слоя в зависимости от требуемых характеристик упрочнения и свойств материала обрабатываемой детали упрочняющую обработку поверхностей крупногабаритных деталей непосредственно на месте их расположения, причем без применения металлорежущего оборудования. Это расширяет технологические возможности способа и инструмента для его осуществления повышение синхронизации вращения шаров верхней кольцевой камеры и подведенного к ним вращаемого магнитного поля. Это, в свою очередь, приводит к увеличению частоты взаимодействия шаров, расположенных на поверхности упрочняемой детали, с вращающимися шарами верхней кольцевой камеры инструмента и интенсификации процесса поверхностного пластического деформирования. Производительность упрочняющей обработки повышается. На фиг. 1 изображен общий вид инструмента, на фиг. 2 - сечение А-А по фиг. 1. Инструмент содержит корпус 1 и вкладыш 2, выполненные из немагнитопроводного материала. Корпус 1 и вкладыш 2 образуют верхнюю 3 и нижнюю 4 кольцевые камеры,расположенные соосно и соединенные между собой. Нижняя кольцевая камера 4 выходит на торцовую поверхность 5 корпуса 1. В верхней 3 и нижней 4 кольцевых камерах инструмента расположены соответственно шары 6 и 7. Устройство вращения шаров 6 верхней кольцевой камеры 3 имеет ротор 8 и источник магнитного поля в виде кольцевого электромагнита 9 с рабочей торцовой поверхностью 10. На роторе 8 закреплена шайба 11 из магнитопроводного материала, ось симметрии которой расположена в плоскости вращения 12 шаров 6 верхней кольцевой камеры 3. Кольцевой электромагнит 9 закреплен на корпусе 1 инструмента соосно ротору 8. Торец 13 шайбы 11 установлен с зазоромк рабочей торцовой поверхности 10 кольцевого электромагнита 9. Величина зазораравна величине торцового биения торца 13 шайбы 11 (в противном случае уменьшение зазораприводит к заклиниванию шайбы 11 с рабочей торцовой поверхностью 10 кольцевого электромагнита 9 и отсутствию вращающегося магнитного поля, действующего на шары 6 увеличение же зазораприводит к увеличению рассеивания магнитного потока, передаваемого от торцовой рабочей поверхности 10 кольцевого электромагнита 9 вращающейся магнитопроводной шайбе 11, и тем самым к снижению коэффициента полезного действия инструмента). Вкладыш 2 выполнен в виде стакана, имеющего фасонную рабочую поверхность 14,цилиндрическую поверхность 15 и торцовую поверхность 16. Вкладыш 2 установлен соосно ротору 8 и закреплен торцом 16 на корпусе 1 инструмента (фиг. 1). На цилиндрической поверхности 15 вкладыша 2 выполнены окна 17 с равномерным угловым шагом,выходящие в верхнюю кольцевую камеру 3 (фиг. 1, 2). Инструмент снабжен приводом 18 ротора 8 в виде электро- или пневмодвигателя, а также регулируемыми по высоте опорами 19 с телами качения 20. Упрочняющую обработку плоской поверхности 21 детали 22 осуществляют следующим образом. Шары 7, расположенные в нижней кольцевой камере 4 инструмента, вводят в контакт с обрабатываемой поверхностью 21 детали 22. Регулировочным перемещением устанавливают высоту опоры 19 с телами качения 20, обеспечивая требуемую величину перекрытия вершин В 1 и В 2 шаров 6 и 7 соответственно верхней 3 и нижней 4 кольцевых камер. Величину перекрытия вершин В 1 и В 2 соответственно шаров 6 и 7 соответственно верхней 3 и нижней 4 кольцевых камер инструмента принимают в пределах 0,2-1 мм. Нижнее значение параметра (0,2 мм) принимают при упрочнении деталей из пластич 4 17545 1 2013.10.30 ных материалов, а верхнее значение (1 мм) устанавливают при обработке термообработанных, а следовательно, малопластичных деталей (табл. 1). Как видно из табл. 1, уменьшение параметраменее 0,2 мм не обеспечивает достаточной энергии для деформирования исходной шероховатости поверхности. Увеличение параметраболее 1 мм исключает ударное взаимодействие шаров 6, 7 верхней 3 и нижней 4 кольцевых камер, так как шары 6, вращаясь, увлекают за собой деформирующие шары 7. В связи с этим отсутствуют удары деформирующих элементов 7 по обрабатываемой поверхности 21. Шары 6, размещенные в верхней кольцевой камере 3 инструмента, вращают относительно оси 23, нормальной к обрабатываемой поверхности 21. Обрабатываемой поверхности 21 детали 22 и корпусу 1 инструмента сообщают относительное движение подачи. При этом на шары 6 воздействуют вращаемым магнитным полем с величиной магнитной индукции 0,1-0,4 Тл и угловой скоростью вращения 40-200 рад/с, что обеспечивает регулирование в широких пределах глубины упрочнения поверхностного слоя в зависимости от требуемых характеристик упрочнения и материала обрабатываемой детали, что расширяет технологические возможности способа. Таблица 1 Влияние величины перекрытияна шероховатость упрочняемой поверхности Величина перекрытиявершин шаров верхней и нижней кольцевых камер, мм 0,1000 0,195 0,200 0,300 0,400 0,500 0,600 0,700 0,800 0,900 1,000 1,015 Примечание экспериментальные исследования выполнены на режимах, указанных в примере конкретного выполнения способа, при упрочнении плоской поверхности, имеющей исходную шероховатость 4,3 мкм. Вращаемое магнитное поле, действующее на шары 6, создается инструментом следующим образом. Силовые линии магнитного поля кольцевого электромагнита 9 выводятся на его рабочую торцовую поверхность 10, а затем через минимальный зазор(а следовательно, с минимальными потерями) замыкаются на шайбу 11 из магнитопроводного материала. Вследствие этого шайба 11 приобретает магнитные свойства и воздействует магнитным полем (через окна 17 вкладыша 2) на шары 6 кольцевой камеры 3. В процессе обработки шайбе 11, посредством привода 18 и ротора 8, сообщают вращение относительно оси 23. В результате на шары 6 действует вращаемое магнитное поле. Для обеспечения максимальной величины магнитного воздействия на шары 6 со стороны вращаемой шайбы 11 вектор индукциимагнитного поля располагают в плоскости 12 вращения шаров 6 верхней кольцевой камеры 3 (в противном случае снижается синхронизация вращения шаров 6 и подведенного к ним вращаемого магнитного поля соответственно сни 5 17545 1 2013.10.30 жается частота динамического воздействия шаров 7 на обрабатываемую поверхность 21 в единицу времени, уменьшается производительность упрочняющей обработки). Под действием вращаемого магнитного поля шары 6 вращаются относительно оси 23 вдоль кольцевой камеры 3 и периодически сталкиваются с шарами 7 кольцевой камеры 4. Шары 7 передают энергию ударного взаимодействия с шарами 6 обрабатываемой поверхности 21, осуществляя ее поверхностное пластическое деформирование и формируя на ней новую поверхность с высокими эксплуатационными свойствами, представляющую собой пересечение лунок от шаров 7. Для регулирования величины магнитной индукции вращаемого магнитного поля, действующего на шары 6, изменяют характеристики электрического тока, подаваемого на обмотку кольцевого электромагнита 9. Для регулирования же угловой скорости вращения магнитного поля соответственно изменяют частоту вращения ротора 8 с шайбой 11, устанавливая требуемые параметры привода 18, в качестве которого используют электро- или пневмодвигатель. Диапазоны изменения величины магнитной индукции В и угловой скорости вращения магнитного поля, действующего на шары 6, выбраны на основе экспериментальных исследований, представленных соответственно в табл. 2, 3. Таблица 2 Влияние магнитной индукциивращаемого магнитного поля на характеристики упрочнения поверхностного слоя детали Величина магнитной индукции вращаемого магнитного поля, Тл 0,08 0,09 0,1 0,2 0,3 0,4 0,41 0,42 Достигаемые характеристики упрочнения поверхностного слоя детали Шероховатость поверхности Глубина упрочнения, мкм Примечание при выполнении экспериментальных исследований, представленных в табл. 2, угловая скорость вращения магнитного поля составляла 100 рад/с, исходная шероховатость упрочняемой поверхности 1,25 мкм. Анализ экспериментальных данных, представленных в табл. 2, показывает, что при величине магнитной индукции вращаемого магнитного поля меньше 0,1 Тл энергии магнитного поля недостаточно для вращения шаров 6, что исключает процесс упрочнения поверхности детали. Увеличение магнитной индукции более 0,4 Тл приводит к превышению магнитной силы притяжения над силой инерции, действующей на шары 6. В результате шары 6 притягиваются магнитной силой к поверхности 15 вкладыша 2, попадают в имеющиеся на ней окна 17. Возникающая при этом сила сопротивления со стороны окон 17 вкладыша 2 препятствует вращению шаров 6. Как видно из табл. 3, снижение угловой скорости вращения магнитного поля менее 40 рад/с не обеспечивает скорости вращения шаров 6, достаточной для взаимодействия с шарами 7, что исключает процесс поверхностного пластического деформирования поверхности. Превышение же скорости вращения магнитного поля более 200 рад/с приводит к перенаклепу упрочняемой поверхности, ее шелушению и снижению шероховатости. 6 17545 1 2013.10.30 Таблица 3 Влияние угловой скорости вращения магнитного поля на характеристики упрочнения поверхностного слоя детали Достигаемые характеристики упрочнения Угловая скорость вращеповерхностного слоя детали ния магнитного поля, рад/с Шероховатость поверхности Глубина упрочнения, мкм, мкм 30 1,25 0 39 1,25 0 40 1,20 0,85 80 1,00 0,88 120 1,00 0,9 160 0,95 0,95 200 0,95 0,95 205 1,25 0 Примечание при выполнении экспериментальных исследований, представленных в табл. 3, величина индукции магнитного поля, подведенного магнитопроводной шайбой 11 к шарам 6, составляла 0,25 Тл исходная шероховатость упрочняемой поверхности 1,25 мкм. Расстояниемежду плоскостью 12, проходящей через геометрические центры шаров 6 верхней кольцевой камеры 3, и обрабатываемой поверхностью 21 детали 22 определяется отрезком 1 (фиг. 1). Отрезок 1 складывается из двух отрезков 1 и . Справедливо равенство 11.(1) Отрезок 1 находим из треугольника 12(2) 112,где- угол, отсчитываемый так, как это показано на фиг. 1. 12(1122),(3) где- величина перекрытия вершин 1 и В 2 соответственно шаров 6 верхней кольцевой камеры 3 и шаров 7 нижней кольцевой камеры 4. Запишем значения 11, О 2 В 2 ив соответствии с фиг. 1(4) 2 После преобразования выражение 2 принимает вид(5) 2 В окончательном виде выражение 1 имеет вид 1,(6) 2 2 где- расстояние между плоскостью, проходящей через геометрические центры шаров верхней кольцевой камеры, и обрабатываемой поверхностью, мми- соответственно диаметры шаров верхней и нижней кольцевых камер, ммвеличина перекрытия вершин шаров верхней и нижней кольцевых камер (0,2-1 мм)- угол наклона отрезка, соединяющего геометрические центры шаров верхней и нижней кольцевых камер. 7 17545 1 2013.10.30 Пример конкретного выполнения. Характеристика упрочняемой детали размеры упрочняемой плоской поверхности корпуса пресса для изготовления строительных материалов (ширинадлина) - 2800035000 мм материал корпуса пресса - сталь 45 (240), ГОСТ 1050-88 исходная шероховатость поверхности 1,25-4,30. Характеристика инструмента диаметр шаров верхней кольцевой камеры инструмента- 22 мм диаметр шаров нижней кольцевой камеры инструмента- 18 мм. Режимы упрочняющей обработки диапазон изменения величины магнитной индукции вращаемого магнитного поля,действующего на шары верхней кольцевой камеры , - 0,1-0,4 Тл угловая скорость вращения магнитного поля- 40-200 рад/с величина перекрытия вершин шаров верхней и нижней кольцевых камер- 0,2-1 мм уголнаклона отрезка, соединяющего геометрические центры шаров верхней и нижней кольцевых камер - 45. Минимальное и максимальное расстояние ( и ) между плоскостью, проходящей через геометрические центры шаров верхней кольцевой камеры, и обрабатываемой поверхностью определяем по зависимости 6 2218 18(1)4522,42 2 2218 18(0,2)4523. 2 2 подача- от 20 до 1500 мм/мин скорость вращения шаров верхней кольцевой камеры - 2-15 м/с. В качестве привода ротора инструмента использовали пневмодвигатель с регулируемой частотой вращения рабочего органа. Характеристики упрочненной поверхности обеспечена глубина упрочнения в широких пределах - 0,05-2 мм шероховатость поверхности 1,25-0,16 мкм параметры лунчатообразного рельефа сформированной поверхности глубина расположения лунок - 50-250 мкм шаг лунок - 250-2500 мкм. Предлагаемый способ упрочнения (в сравнении со способом-прототипом) обеспечивает повышение синхронизации вращения шаров верхней кольцевой камеры и подведенного к ним вращаемого магнитного поля, что приводит к интенсификации процесса поверхностного пластического деформирования. Производительность упрочняющей обработки возрастает в 1,8-4 раза. Предложенный инструмент и способ упрочняющей обработки обеспечивают также регулирование в широких пределах (0,05-2 мм) глубины упрочнения поверхностного слоя в зависимости от требуемых характеристик упрочнения и материала обрабатываемой детали. Кроме того, не требуется специального оборудования (металлорежущие станки, технологическая оснастка и т.д.). Это расширяет технологические возможности инструмента и способа. Источники информации 1. Патент 14287, 1990. 2. Чистосердов П.С. Комбинированные инструменты для отделочно-упрочняющей обработки. - Минск Беларусь, 1977. - С. 13, рис. 2, схема 2. 3.20091407, 2011. 8 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B24B 39/06
Метки: поверхности, плоской, инструмент, упрочнения, магнитно-динамического, детали, способ
Код ссылки
<a href="https://by.patents.su/9-17545-instrument-i-sposob-magnitno-dinamicheskogo-uprochneniya-ploskojj-poverhnosti-detali.html" rel="bookmark" title="База патентов Беларуси">Инструмент и способ магнитно-динамического упрочнения плоской поверхности детали</a>
Инструмент для отделочно-упрочняющей обработки плоской поверхности
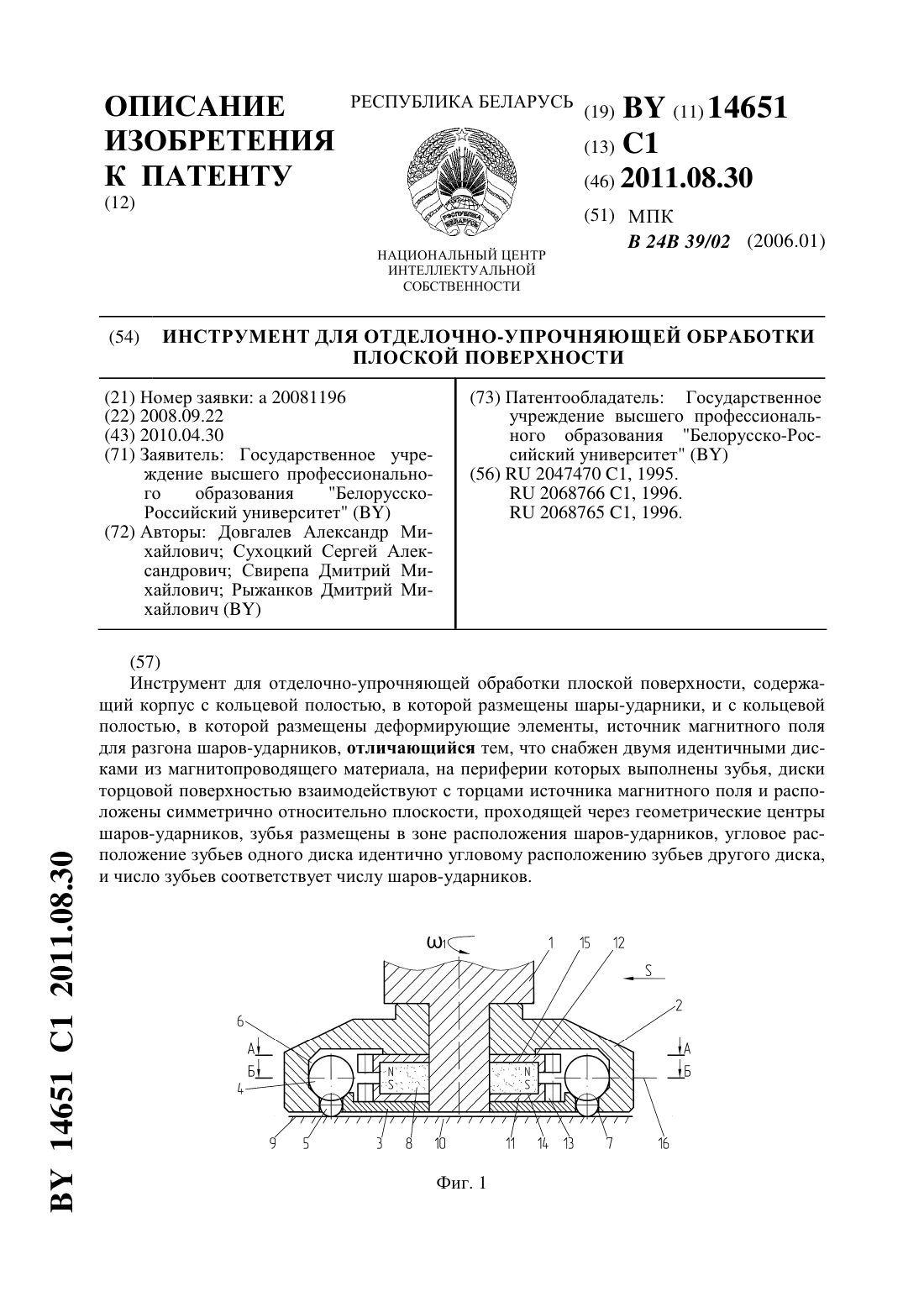
Номер патента: 14651
Опубликовано: 30.08.2011
Авторы: Сухоцкий Сергей Александрович, Свирепа Дмитрий Михайлович, Рыжанков Дмитрий Михайлович, Довгалев Александр Михайлович
МПК: B24B 39/02
Метки: отделочно-упрочняющей, плоской, обработки, поверхности, инструмент
Текст:
...поверхности содержит оправку 1, корпус 2, шайбу 3, шары-ударники 4, деформирующие элементы 5, кольцевую полость 6 для шаров-ударников 4, а также осевую кольцевую полость 7 для деформирующих элементов 5. На оправке 1 закреплен источник магнитного поля 8 в виде постоянного магнита с осевой намагниченностью, предназначенный для разгона шаров-ударников 4. Деформирующие элементы 5, располагаясь в осевой кольцевой полости 7, выходят в кольцевую...
Устройство для магнитно-абразивной обработки плоской поверхности детали
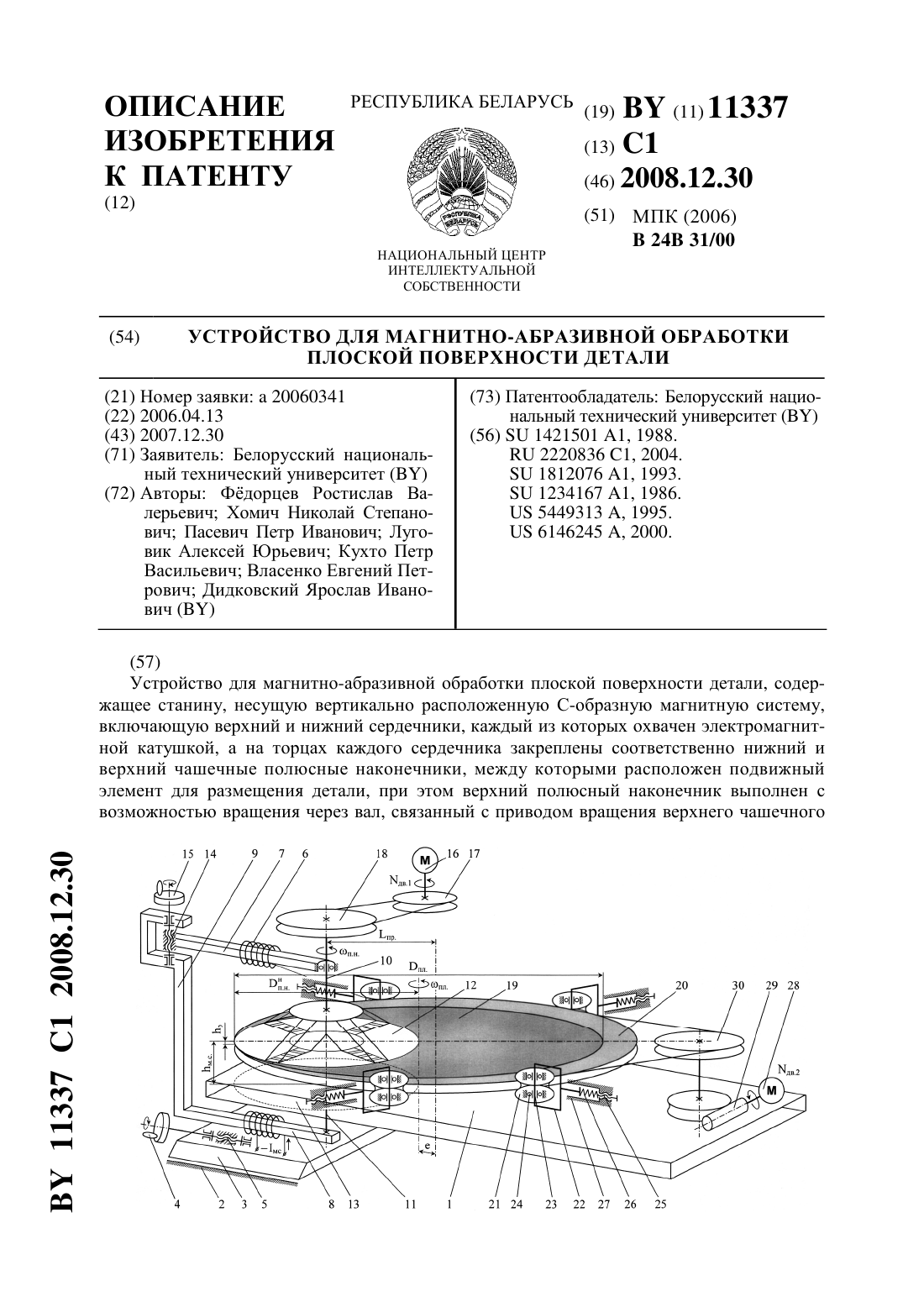
Номер патента: 11337
Опубликовано: 30.12.2008
Авторы: Пасевич Петр Иванович, Власенко Евгений Петрович, Дидковский Ярослав Иванович, Хомич Николай Степанович, Кухто Петр Васильевич, Фёдорцев Ростислав Валерьевич, Луговик Алексей Юрьевич
МПК: B24B 31/00
Метки: магнитно-абразивной, устройство, поверхности, плоской, обработки, детали
Текст:
...совместного перемещения в горизонтальной плоскости относительно оси шкива по направляющим. На чертеже показана укрупненная кинематическая схема устройства для магнитноабразивной обработки плоской поверхности детали. Устройство состоит из двух взаимосвязанных модулей узла магнитной системы, связанного с приводом вращения верхнего чашечного полюсного наконечника, а также механизма устройства и крепления заготовки, связанного с...
Способ обработки поверхностным пластическим деформированием плоской поверхности и инструмент для его осуществления
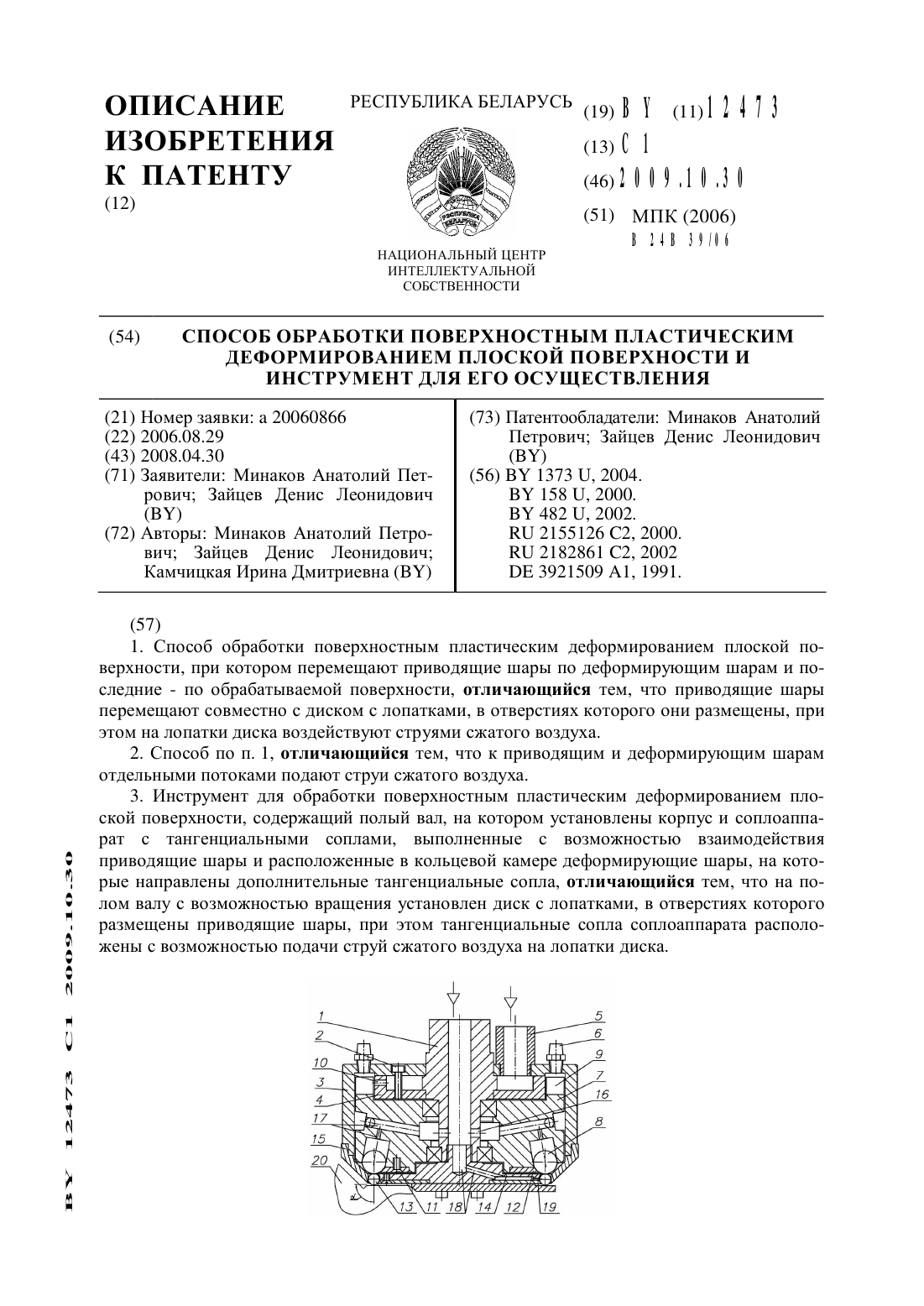
Номер патента: 12473
Опубликовано: 30.10.2009
Авторы: Зайцев Денис Леонидович, Минаков Анатолий Петрович, Камчицкая Ирина Дмитриевна
МПК: B24B 39/06
Метки: деформированием, обработки, способ, осуществления, плоской, пластическим, поверхности, поверхностным, инструмент
Текст:
...тангенциальные сопла.Данный инструмент обладает низкой производительностью и имеет уровень звукового давления, превышающий санитарный. В этом инструменте приводящие и деформирующие шары контактируют в рабочей зоне под углом 45 к обрабатываемой поверхности вплоскости диаметрального сечения инструмента вдоль его оси. При таком контакте часть деформирующего усилия сообщается тонкой боковой стенке инструмента и может привести К повышенному...
Способ и устройство для отделочной обработки плоской поверхности детали
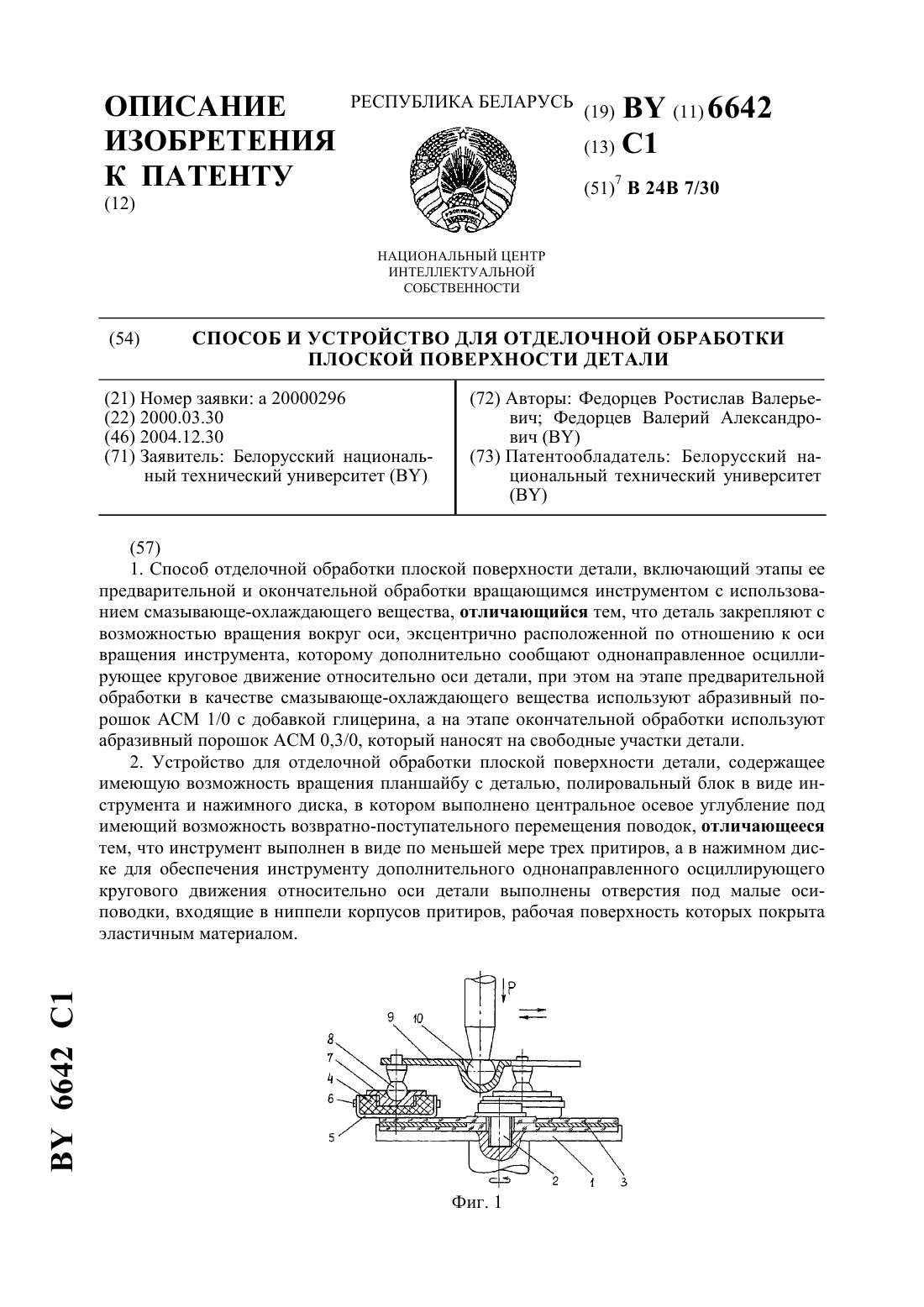
Номер патента: 6642
Опубликовано: 30.12.2004
Авторы: Федорцев Ростислав Валерьевич, Федорцев Валерий Александрович
МПК: B24B 7/30
Метки: отделочной, обработки, поверхности, детали, плоской, устройство, способ
Текст:
...обработки плоской поверхности детали, включающем этапы ее предварительной и окончательной обработки вращающимся инструментом с использованием смазочно-охлаждающего вещества, деталь закрепляют с возможностью вращения вокруг оси, эксцентрично расположенной по отношению к оси вращения инструмента, которому дополнительно сообщают однонаправленное осциллирующее круговое движение относительно оси детали, при этом на этапе предварительной...
Устройство для магнитно-абразивной обработки плоской поверхности
Номер патента: 14595
Опубликовано: 30.08.2011
Авторы: Карпеш Дмитрий Сергеевич, Фёдорцев Ростислав Валерьевич, Луговик Алексей Юрьевич
МПК: B24B 31/112
Метки: магнитно-абразивной, устройство, обработки, плоской, поверхности
Текст:
...имеют цилиндрическую форму и выполнены из диэлектрического материала, при этом между каждым корпусом и магнитной головкой расположено промежуточное кольцо, а на торцевой части одной из магнитных головок установлена съемная крышка. Сущность изобретения поясняется чертежами, где на фиг. 1 показана конструкция инструмента с осевым разрезом -, а на фиг. 2 - вид сверху без корпуса поз. 4 на фиг. 1. На фиг. 3 - схема измерения магнитной индукции в...