Способ производства ключа гаечного двустороннего торцового с внутренним шестигранником изогнутого
Номер патента: 15498
Опубликовано: 28.02.2012
Авторы: Клушин Валерий Александрович, Ковальчук Олег Николаевич

Текст
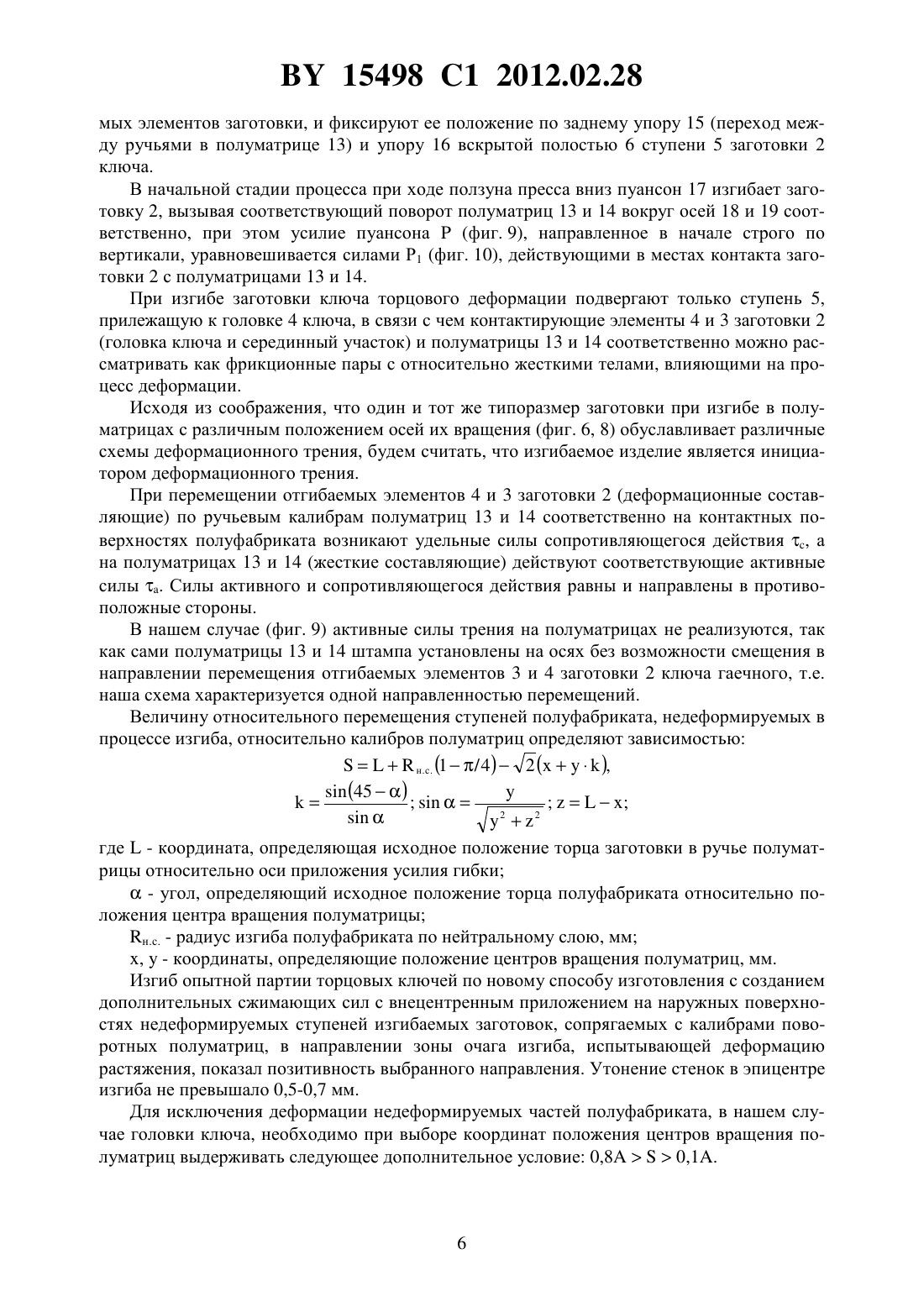
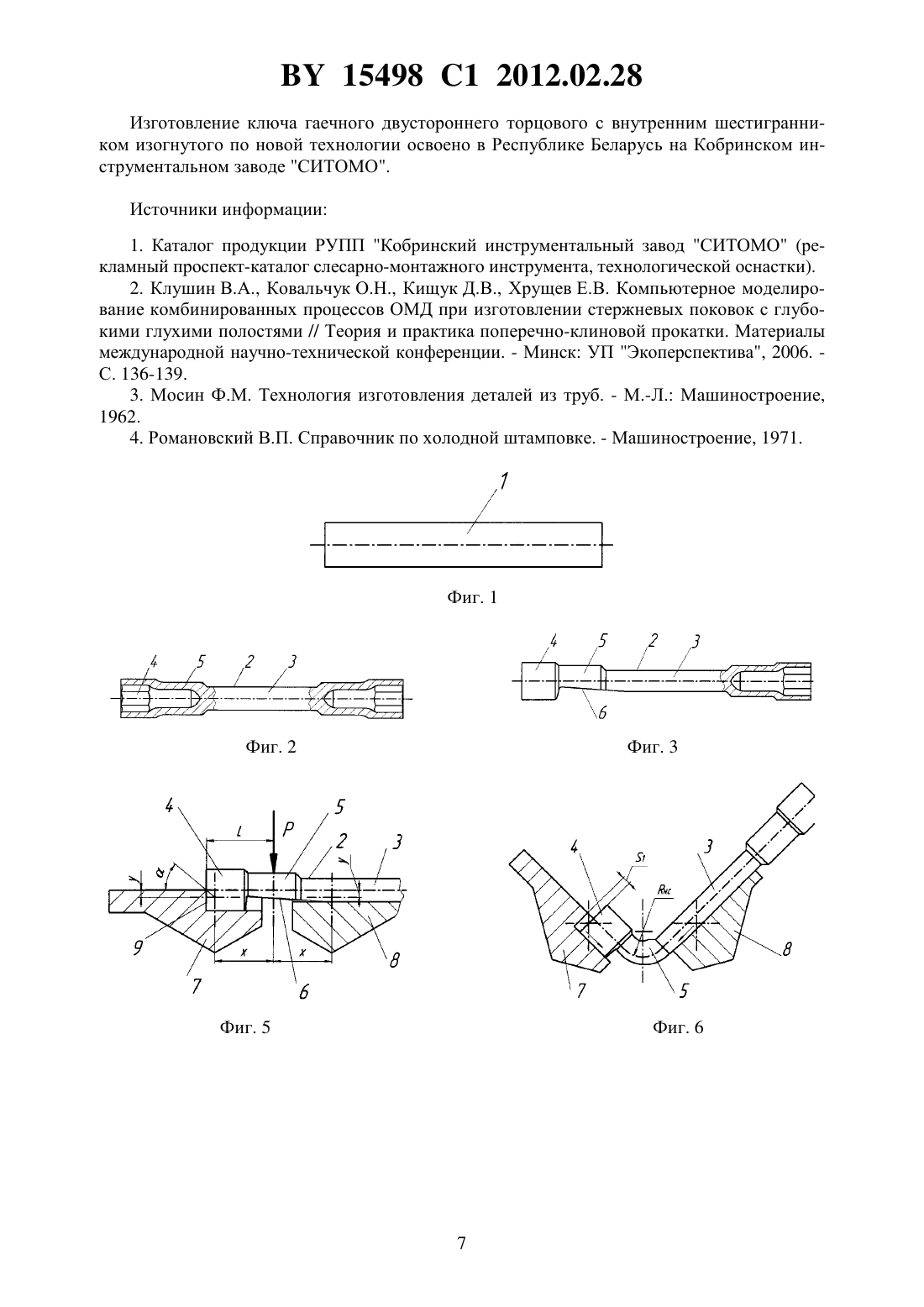
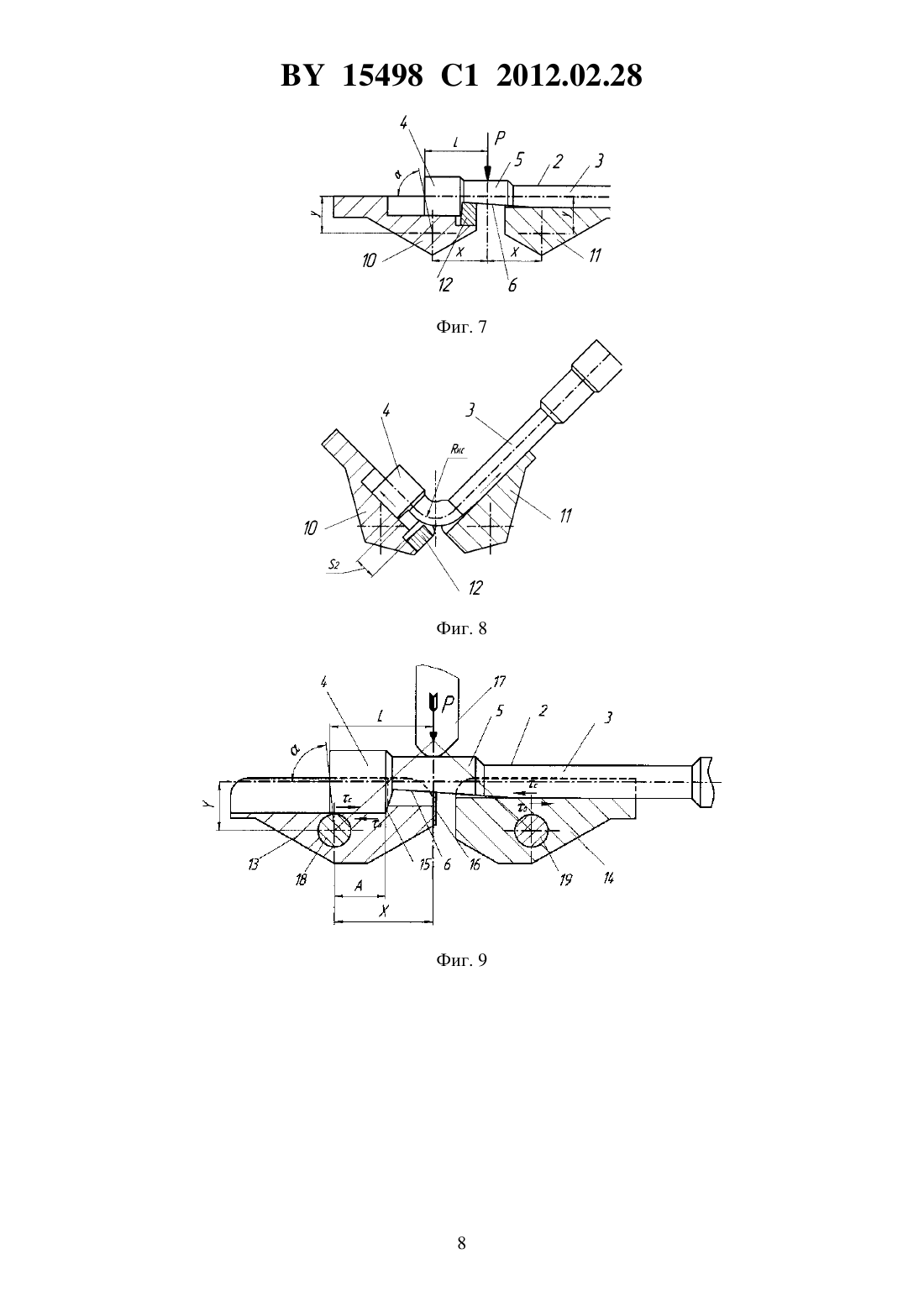
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПРОИЗВОДСТВА КЛЮЧА ГАЕЧНОГО ДВУСТОРОННЕГО ТОРЦОВОГО С ВНУТРЕННИМ ШЕСТИГРАННИКОМ ИЗОГНУТОГО(71) Заявитель Белорусский национальный технический университет(72) Авторы Клушин Валерий Александрович Ковальчук Олег Николаевич(73) Патентообладатель Белорусский национальный технический университет(56) ГОСТ 25788-83 Ключи гаечные торцовые с внутренним шестигранником изогнутые.20070832, 2009.2114727 1, 1998.(57) Способ изготовления ключа гаечного двустороннего торцового с внутренним шестигранником изогнутого, при котором выполняют формообразование на каждой из сторон исходной заготовки двух ступеней головки ключа и прилегающей к ней ступени с образованием внутреннего шестигранника и глухого отверстия, протачивают наружную поверхность заготовки, фрезеруют одну из прилегающих к головке ключа ступеней до вскрытия полости в глухом отверстии, производят индукционный нагрев зоны изгиба заготовки и гибку в штампе с поворотными полуматрицами, причем при гибке заготовку укладывают в полуматрицы штампа, установленные на осях без возможности смещения в направлении перемещения отгибаемых элементов заготовки ключа гаечного, и фиксируют ее положение по заднему упору вскрытой полостью для обеспечения возможности смещения отгибаемых элементов по ручьевым калибрам полуматриц вверх. Изобретение относится к обработке металлов давлением и может быть использовано при разработке малоотходных процессов формообразования стержневых изделий, преимущественно ключей торцовых изогнутых, и других деталей типа стержней с утолщением на одном или на обоих концевых участках с глубокими глухими полостями, изогнутых под прямым углом малым радиусом. Конструктивной особенностью ключей гаечных двусторонних торцовых с внутренним шестигранником изогнутых является наличие стержневой части и расположенных на тор 15498 1 2012.02.28 цах двухступенчатых утолщений с глухими полостями переменного сечения, имеющими значительную глубину. Одна из полостей на ступени, примыкающей к стержневой части ключа, вскрыта. Ключ изогнут под прямым углом небольшим радиусом в зоне ступени с вскрытой полостью. Наличие глубоких полостей и малый радиус изгиба ключа уменьшают его массу, сохраняя при этом требуемые прочностные и эксплуатационные показатели изделия. Изгиб ключа под прямым углом или под углом, близким к значению 90, со стороны противоположной вскрытой полости расширяет технологические возможности ключа, в частности, благодаря возможности использования при работе со шпильками. Известен способ производства ключа гаечного торцового с внутренним шестигранником изогнутого (технические требования по ГОСТ 25788-83), включающий формообразование головки ключа, индукционный нагрев зоны изгиба полуфабриката ключа и гибку в штампе с поворотными полуматрицами 1. Известным способом получают ключи для монтажа колес и других работ по ремонту автотракторной техники. Отличительной особенностью конструкции ключа является то,что он имеет одну головку с внутренним шестигранником, формообразуемую из прутковой круглой заготовки. Изгиб полуфабриката ключа осуществляют в стержневой зоне под прямым углом большим радиусом в штампе с поворотными полуматрицами, выполненными в виде роликов. Недостаток известного способа заключается в ограниченных возможностях, так как гибку можно осуществлять лишь на стержневых участках значительной длины большим радиусом, способ, например, не может быть использован для производства ключей гаечных двусторонних торцовых с внутренним шестигранником изогнутых, имеющих многоступенчатую форму. В указанных ключах изгиб производят на прилегающей к головке ступени ограниченной длины, поэтому радиус изгиба, из конструктивных и технологических соображений, имеет минимально возможное значение, а гибку производят с предварительным нагревом изгибаемой зоны. Кроме того, в случае изгиба стержней, труб и желобообразных профилей под прямым углом небольшим радиусом в зоне изгибаемой ступени, в ее внешних выпуклых слоях,могут быть достигнуты предельные значения растягивающих напряжений, что приводит к разрыву материала изгибаемого полуфабриката. В качестве прототипа выбран способ 2 изготовления ключа гаечного двустороннего торцового с внутренним шестигранником изогнутого, при котором выполняют формообразование на каждой из сторон исходной заготовки двух ступеней головки ключа и прилежащей к ней ступени с образованием внутреннего шестигранника и глухого отверстия,протачивают наружную поверхность заготовки, фрезеруют одну из прилегающих к головке ключа ступеней до вскрытия полости в глухом отверстии, производят индукционный нагрев зоны изгиба заготовки и гибку в штампе с поворотными полуматрицами. В соответствии с известным способом 2 поковку ключа гаечного изготавливают с использованием комбинированных методов обработки металлов давлением, включающих предварительное профилирование исходных заготовок поперечно-клиновой прокаткой(ПКП) и последующую штамповку на ГКМ за два перехода. На первом переходе выполняют предварительное формообразование головки ключа с прошивкой отверстия для последующего формообразования внутреннего шестигранника, а на втором - окончательное формообразование головки ключа с внутренним шестигранником и прилегающей к головке ступени путем ее глубокой прошивки. В дальнейшем протачивают наружную поверхность заготовки, фрезеруют одну из прилегающих к головке ключа ступеней до вскрытия полости в глухом отверстии, производят индукционный нагрев зоны изгиба заготовки и гибку в штампе с поворотными полуматрицами. Поворотные полуматрицы выполняют в виде поворотных рычагов или роликов 3. 2 15498 1 2012.02.28 Указанный способ широко используют при холодной гибке труб диаметром до 350 мм на гидравлических станках 3 и при гибке круглых профилей и труб малого диаметра в штампах 4. Холодную гибку труб производят путем укладки труб на две опоры и приложения изгибающего момента к середине трубы. Опоры выполняют таким образом, чтобы они могли поворачиваться вокруг своих осей по мере изгибания трубы. Увеличение угла изгиба достигают путем последовательных перемещений трубы и осуществления гибки по участкам, при этом гибочный сегмент должен выдвигаться только на такую длину, при которой величина изгиба не превосходила бы длины ручья гибочного диска 3. При гибке в штампе с роликами поперечное сечение трубы сильно деформируется. Толщина стенки с наружной стороны уменьшается, а с внутренней - увеличивается. При гибке с наполнителем или оправкой сечение трубы остается круглым, но разностенным. При гибке без наполнителя сечение трубы сплющивается и приобретает овальную форму. При гибке тонкостенных труб происходит образование складок с внутренней стороны колена в результате потери устойчивости 4. Гибка заготовок ключей с желобообразным профилем поперечного сечения изгибаемой ступени на экспериментальном штампе по способу гибки на двух опорах показала,что в процессе изгиба, особенно малым радиусом и на большой угол, происходит искажение профиля и утонение стенок, вплоть до их разрыва по наружной поверхности из-за достижения предельных значений растягивающих напряжений. Таким образом, недостаток известного способа изготовления ключа гаечного двустороннего торцового с внутренним шестигранником изогнутого заключается в том, что при гибке заготовки ключа во внешних выпуклых слоях зоны изгиба имеют место значительные растягивающие напряжения, которые приводят к искажению профиля, утонению стенок и разрыву материала на наружных поверхностях. Кроме того, заготовка в процессе гибки перетягивается через опоры в направлении изгиба, что приводит к дополнительной кривизне отгибаемых элементов. При больших углах изгиба заготовка может отходить в центральной части от пуансона и деформироваться по радиусу свободного изгиба. В основу изобретения положена задача повышения качества ключей торцовых изогнутых за счет обеспечения оптимальных технологических режимов в процессе деформации изгиба путем снижения во внешних выпуклых слоях зоны изгиба растягивающих напряжений. Поставленная задача достигается тем, что в способе изготовления ключа гаечного двустороннего торцового с внутренним шестигранником изогнутого, при котором выполняют формообразование на каждой из сторон исходной заготовки двух ступеней головки ключа и прилежащей к ней ступени с образованием внутреннего шестигранника и глухого отверстия, протачивают наружную поверхность заготовки, фрезеруют одну из прилегающих к головке ключа ступеней до вскрытия полости в глухом отверстии, производят индукционный нагрев зоны изгиба заготовки и гибку в штампе с поворотными полуматрицами, при гибке заготовку укладывают в полуматрицы штампа, установленные на осях без возможности смещения в направлении перемещения отгибаемых элементов заготовки ключа гаечного, и фиксируют ее положение по заднему упору вскрытой полостью для обеспечения возможности смещения отгибаемых элементов по ручьевым калибрам полуматриц вверх. Отличительные признаки и технический результат находятся между собой в причинно-следственной связи, т.е. совокупность новых признаков с неочевидностью позволяет улучшать качество изделия за счет обеспечения оптимальных технологических режимов в процессе деформации изгиба, исключающих разрыв материала во внешних выпуклых 3 15498 1 2012.02.28 слоях зоны изгиба, что свидетельствует о соответствии способа критерию изобретательский уровень. Технический результат заявленного объекта проявляется в оптимизации режимов деформации при изгибе заготовки ключа гаечного двустороннего торцового с внутренним шестигранником за счет того, что при гибке заготовку укладывают в полуматрицы штампа, которые установлены на осях без возможности смещения в направлении перемещения отгибаемых элементов заготовки ключа, и фиксируют ее положение по заднему упору вскрытой полостью для обеспечения возможности смещения отгибаемых элементов по ручьевым калибрам полуматриц вверх. При гибке заготовки на наружных поверхностях недеформируемых ступеней изгибаемого ключа, сопрягаемых с калибрами поворотных полуматриц, возникают дополнительные сжимающие силы с внецентренным приложением в направлении зоны очага изгиба путем сопротивляющегося действия сил контактного трения. Для лучшего понимания изобретения его поясняют технологическими переходами изготовления и схемами деформации изгиба полуфабриката ключа, где фиг. 1 - исходная заготовка фиг. 2 - поковка ключа после формообразующих операций обработки давлением фиг. 3 - заготовка ключа после механической обработки фиг. 4 - готовое изделие - ключ гаечный двусторонний торцовый с внутренним шестигранником изогнутый фиг. 5 - схема деформации изгиба заготовки ключа по известной технологии, исходное положение фиг. 6 - схема деформации изгиба заготовки ключа по известной технологии, конечное положение фиг. 7 - схема деформации изгиба заготовки ключа по заявляемой технологии, исходное положение фиг. 8 - схема деформации изгиба заготовки ключа по заявляемой технологии, конечное положение фиг. 9 - схема, реализующая операцию гибки заготовки ключа по заявляемому способу, исходное положение фиг. 10 - схема, реализующая операцию гибки заготовки ключа по заявляемому способу, конечное положение. Способ поясняют на примере изготовления ключа гаечного двустороннего торцового с внутренним шестигранником изогнутого по известной и заявленной технологиям. В качестве исходной заготовки 1 (фиг. 1) в известной и заявленной технологиях используют заготовку требуемых длины и механических свойств, полученную путем отрезки из металлопроката (например, из стали горячекатаной круглой 40 ). Учитывая, что ключ с изогнутой осью, вначале получают заготовку 2 ключа по чертежу его геометрической развертки (фиг. 2). Заготовку 2 ключа (фиг. 2) получают путем предварительного профилирования исходной заготовки 1 (фиг. 1) поперечно-клиновой прокаткой и последующей штамповки каждого из концов профилированной заготовки на горизонтально-ковочной машине за 2-3 перехода. При прокатке исходной заготовки 1 (фиг. 1) осуществляют раскатку серединного участка 3 заготовки 2 и предварительное формообразование двух ступеней на каждой из сторон головки ключа и прилежащей к ней ступени. При последующей штамповке на ГКМ осуществляют окончательное формообразование головок 4 ключа с внутренними шестигранниками и прилегающими ступенями 5 с глухими отверстиями (фиг. 2). 15498 1 2012.02.28 Затем осуществляют механическую обработку заготовки 2 ключа торцового в соответствии с чертежом развертки путем протачивания по наружным поверхностям и фрезерования одной из примыкающей к головке ключа ступени для вскрытия полости 6 (фиг. 3). Далее осуществляют нагрев зоны изгиба ступени 5 с вскрытой полостью 6 заготовки 2 в индукторе индукционного нагревательного устройства до температуры 700-850 С, превышающей порог рекристаллизации на 50-100 С, и гибку в штампе с поворотными матрицами (фиг. 4). Нагрев до более высоких температур нежелателен из-за расширения зоны нагрева, что может привести к деформации головки ключа, контактирующей при изгибе полуфабриката с калибром полуматрицы. По известной технологии (фиг. 5, 6) заготовку 2 торцового ключа укладывают в полуматрицы 7 и 8, фиксируя ее положение по переднему упору 9 (торец калибра ручья в полуматрице 7) торцом головки 4 заготовки 2. В процессе изгибания ступени 5 заготовки 2 пуансоном (на фиг. 5, 6 не показан) по оси приложения усилия(фиг. 5) полуматрицы поворачиваются вокруг своих осей, при этом отгибаемые элементы заготовки 3 и 4 остаются в ручьях полуматриц, прижатые усилием гибки, и смещаются (фиг. 6) по калибрам полуматриц вниз на величину 1 в направлении движения пуансона. Силы трения на контактных поверхностях калибров полуматриц 7, 8 и недеформируемых ступеней 3, 4 в этом случае имеют негативный характер, так как увеличивают напряжения во внешних растянутых волокнах ступени, что может приводить к возникновению в наружных слоях изгибаемой зоны предельных значений растягивающих напряжений,вызывающих разрыв материала. Смещение отгибаемых элементов вниз в направлении движения пуансона в известном способе предопределено положением осей (координаты , , фиг. 5) вокруг которых поворачиваются полуматрицы. Координатыи , определяющие положение центров вращения полуматриц 7, 8 в прототипе (фиг. 5) и полуматриц 10, 11 в предлагаемом способе (фиг. 7), даны относительно начала координат - пересечения осей заготовки и направления приложения усилия,осейи . По новой технологии (фиг. 7, 8) заготовку 2 торцового ключа укладывают в полуматрицы 10, 11 штампа, установленные на осях без возможности смещения в направлении перемещения отгибаемых элементов заготовки ключа гаечного, и фиксируют ее положение по заднему упору 12 вскрытой полостью 6 для обеспечения возможности смещения отгибаемых элементов 3, 4 по ручьевым калибрам полуматриц вверх. В процессе изгибания ступени 5 заготовки 2 пуансоном (на фиг. 7, 8 не показан) по оси приложения усилия(фиг. 7) полуматрицы так же, как и в известном способе, поворачиваются вокруг своих осей, однако при этом отгибаемые элементы 3 и 4 заготовки 2,будучи прижатыми к полуматрицам, смещаются по ручьевым калибрам полуматриц вверх на величину 2 (фиг. 8) - главное отличие заявляемой технологии. Контактное трение,возникающее при перемещении отгибаемых элементов 3 и 4 по калибрам полуматриц вверх, приводит к образованию сил трения позитивного характера, направленных на увеличение изгибающего момента и уменьшение растягивающих напряжений на внешней стороне изгибаемой зоны изделия. На фиг. 9 и 10 показаны схемы, реализующие операцию гибки заготовки ключа по новому способу изготовления ключа гаечного двустороннего торцового с внутренним шестигранником изогнутого (для ключа 19 - радиус пуансона п 7 мм, изг 18,75 мм для ключа 27 - радиус пуансона п 10 мм, изг 25,25 мм). Заготовку 2 торцового ключа укладывают в полуматрицы 13, 14 (фиг. 9) штампа,установленные на осях без возможности смещения в направлении перемещения отгибае 5 15498 1 2012.02.28 мых элементов заготовки, и фиксируют ее положение по заднему упору 15 (переход между ручьями в полуматрице 13) и упору 16 вскрытой полостью 6 ступени 5 заготовки 2 ключа. В начальной стадии процесса при ходе ползуна пресса вниз пуансон 17 изгибает заготовку 2, вызывая соответствующий поворот полуматриц 13 и 14 вокруг осей 18 и 19 соответственно, при этом усилие пуансона(фиг. 9), направленное в начале строго по вертикали, уравновешивается силами Р 1 (фиг. 10), действующими в местах контакта заготовки 2 с полуматрицами 13 и 14. При изгибе заготовки ключа торцового деформации подвергают только ступень 5,прилежащую к головке 4 ключа, в связи с чем контактирующие элементы 4 и 3 заготовки 2(головка ключа и серединный участок) и полуматрицы 13 и 14 соответственно можно рассматривать как фрикционные пары с относительно жесткими телами, влияющими на процесс деформации. Исходя из соображения, что один и тот же типоразмер заготовки при изгибе в полуматрицах с различным положением осей их вращения (фиг. 6, 8) обуславливает различные схемы деформационного трения, будем считать, что изгибаемое изделие является инициатором деформационного трения. При перемещении отгибаемых элементов 4 и 3 заготовки 2 (деформационные составляющие) по ручьевым калибрам полуматриц 13 и 14 соответственно на контактных поверхностях полуфабриката возникают удельные силы сопротивляющегося действия , а на полуматрицах 13 и 14 (жесткие составляющие) действуют соответствующие активные силы . Силы активного и сопротивляющегося действия равны и направлены в противоположные стороны. В нашем случае (фиг. 9) активные силы трения на полуматрицах не реализуются, так как сами полуматрицы 13 и 14 штампа установлены на осях без возможности смещения в направлении перемещения отгибаемых элементов 3 и 4 заготовки 2 ключа гаечного, т.е. наша схема характеризуется одной направленностью перемещений. Величину относительного перемещения ступеней полуфабриката, недеформируемых в процессе изгиба, относительно калибров полуматриц определяют зависимостьюн.с. (1/ 4 )2 , (45) 22 где- координата, определяющая исходное положение торца заготовки в ручье полуматрицы относительно оси приложения усилия гибки- угол, определяющий исходное положение торца полуфабриката относительно положения центра вращения полуматрицы н.с. - радиус изгиба полуфабриката по нейтральному слою, мм,- координаты, определяющие положение центров вращения полуматриц, мм. Изгиб опытной партии торцовых ключей по новому способу изготовления с созданием дополнительных сжимающих сил с внецентренным приложением на наружных поверхностях недеформируемых ступеней изгибаемых заготовок, сопрягаемых с калибрами поворотных полуматриц, в направлении зоны очага изгиба, испытывающей деформацию растяжения, показал позитивность выбранного направления. Утонение стенок в эпицентре изгиба не превышало 0,5-0,7 мм. Для исключения деформации недеформируемых частей полуфабриката, в нашем случае головки ключа, необходимо при выборе координат положения центров вращения полуматриц выдерживать следующее дополнительное условие 0,80,1. 15498 1 2012.02.28 Изготовление ключа гаечного двустороннего торцового с внутренним шестигранником изогнутого по новой технологии освоено в Республике Беларусь на Кобринском инструментальном заводе СИТОМО. Источники информации 1. Каталог продукции РУПП Кобринский инструментальный завод СИТОМО (рекламный проспект-каталог слесарно-монтажного инструмента, технологической оснастки). 2. Клушин В.А., Ковальчук О.Н., Кищук Д.В., Хрущев Е.В. Компьютерное моделирование комбинированных процессов ОМД при изготовлении стержневых поковок с глубокими глухими полостями // Теория и практика поперечно-клиновой прокатки. Материалы международной научно-технической конференции. - Минск УП Экоперспектива, 2006. С. 136-139. 3. Мосин Ф.М. Технология изготовления деталей из труб. - М.-Л. Машиностроение,1962. 4. Романовский В.П. Справочник по холодной штамповке. - Машиностроение, 1971. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 9
МПК / Метки
МПК: B21J 13/02, B21K 5/16
Метки: ключа, изогнутого, двустороннего, внутренним, гаечного, шестигранником, производства, торцового, способ
Код ссылки
<a href="https://by.patents.su/9-15498-sposob-proizvodstva-klyucha-gaechnogo-dvustoronnego-torcovogo-s-vnutrennim-shestigrannikom-izognutogo.html" rel="bookmark" title="База патентов Беларуси">Способ производства ключа гаечного двустороннего торцового с внутренним шестигранником изогнутого</a>
Штамп для гибки ключа гаечного двустороннего торцового с внутренним шестигранником
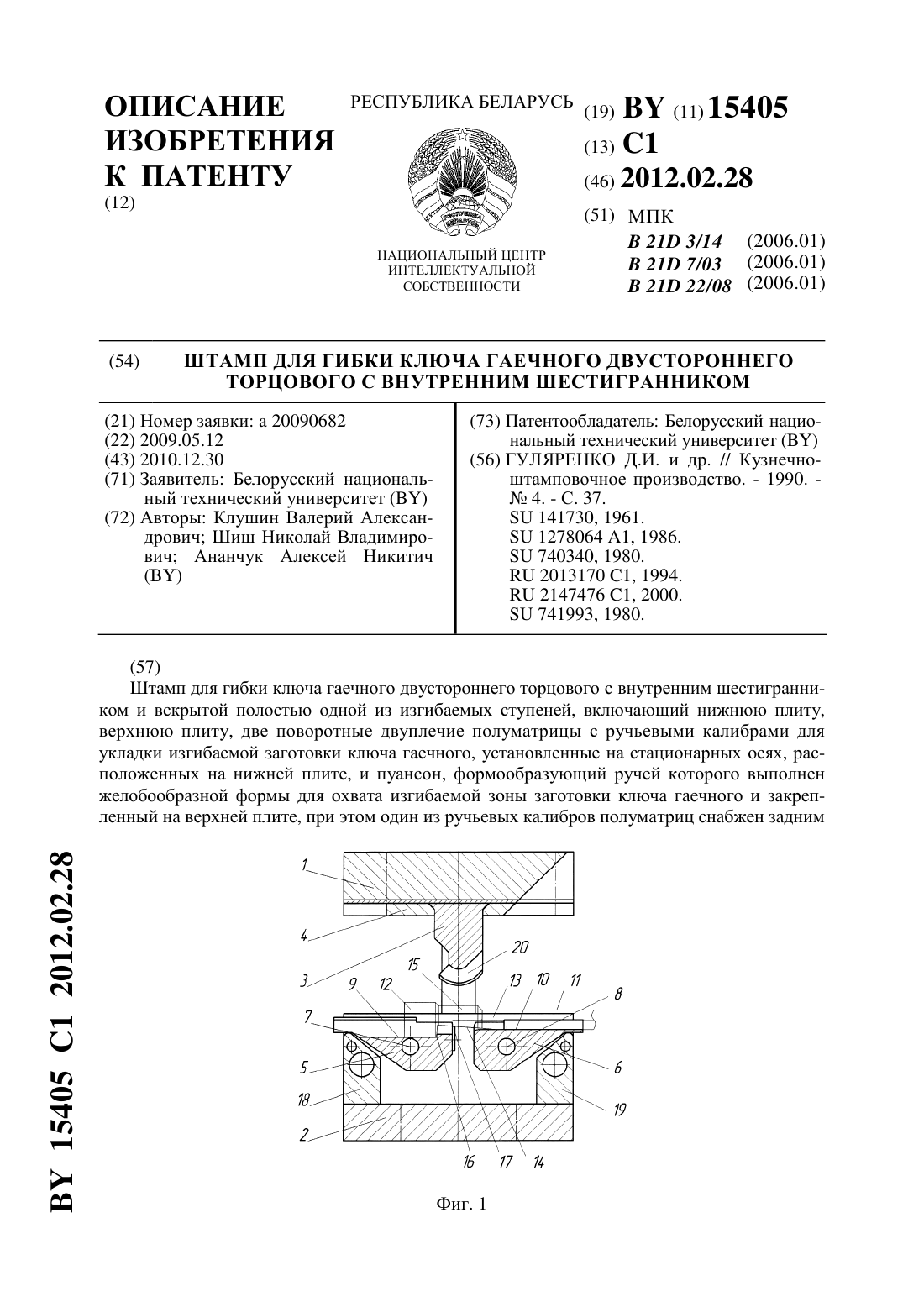
Номер патента: 15405
Опубликовано: 28.02.2012
Авторы: Ананчук Алексей Никитич, Шиш Николай Владимирович, Клушин Валерий Александрович
МПК: B21D 3/14, B21D 7/03, B21D 22/08...
Метки: двустороннего, внутренним, торцового, гибки, штамп, гаечного, ключа, шестигранником
Текст:
...положение фиг. 2 - вид штампа в процессе изгиба ключа гаечного фиг. 3 - заготовка ключа гаечного фиг. 4 - ключ гаечный двусторонний торцовый с внутренним шестигранником изогнутый. Штамп (фиг. 1, 2) для гибки ключа гаечного двустороннего торцового с внутренним шестигранником включает верхнюю плиту 1 и нижнюю плиту 2. На верхней плите 1 закреплен пуансон 3 в пуансонодержателе 4. На нижней плите 2 установлены две поворотные двуплечие...
Штамп гибочный
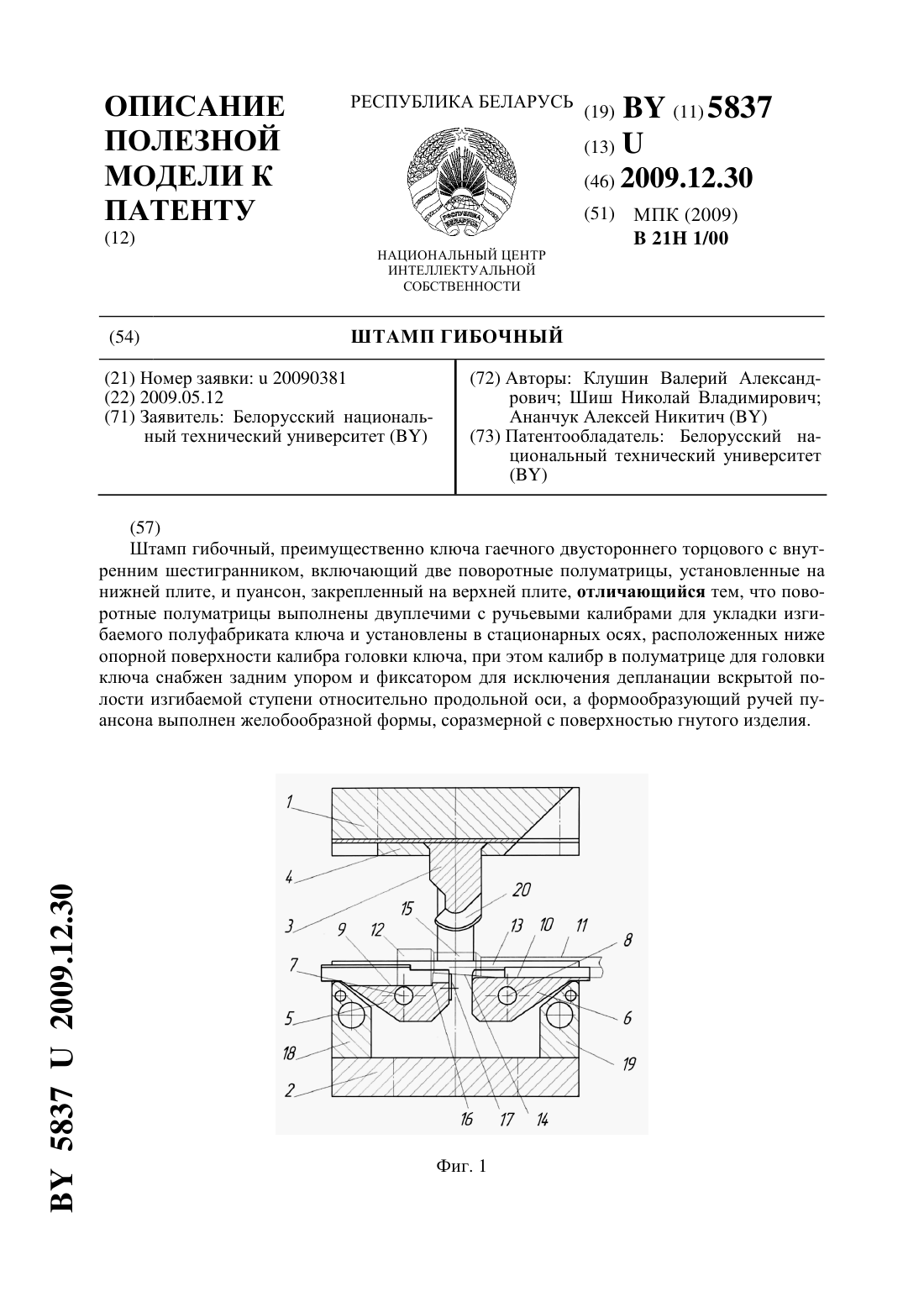
Номер патента: U 5837
Опубликовано: 30.12.2009
Авторы: Ананчук Алексей Никитич, Шиш Николай Владимирович, Клушин Валерий Александрович
МПК: B21H 1/00
Текст:
...поверхность ключа в зоне гибки имеет минимальное утонение стенок желобообразного профиля вскрытой полости ключа и исключена возможность гофрообразования на внутренней стороне зоны изгиба и эллипсности поперечного сечения. Сущность полезной модели поясняется чертежами, где фиг. 1 общий вид штампа, исходное положение фиг. 2 вид штампа в процессе изгиба ключа торцового фиг. 3 полуфабрикат ключа торцового (изгибаемого изделия) фиг. 4 ключ...
Способ изготовления торцового паркетного пола с эффектом объемного рисунка
Номер патента: 8025
Опубликовано: 30.04.2006
Авторы: Игнатович Мария Олеговна, Игнатович Людмила Владимировна
МПК: B27M 3/04, E04F 15/04
Метки: пола, объемного, изготовления, торцового, эффектом, способ, паркетного, рисунка
Текст:
...образом, изготовление из них паркетных щитов в виде ромбов и укладки их на основу пола в определенном порядке,отличающийся тем, что отрезки торцовых дощечек склеивают в блок, ориентируя их торцами под углом 60 к продольной оси и располагая елочкой, после чего из блока вырезают пластину, из которой нарезают паркетные щиты в виде ромбов с углом 60, две стороны которого соответствуют длине торцовых дощечек, а при укладке щитов на...
Способ передачи криптографического ключа
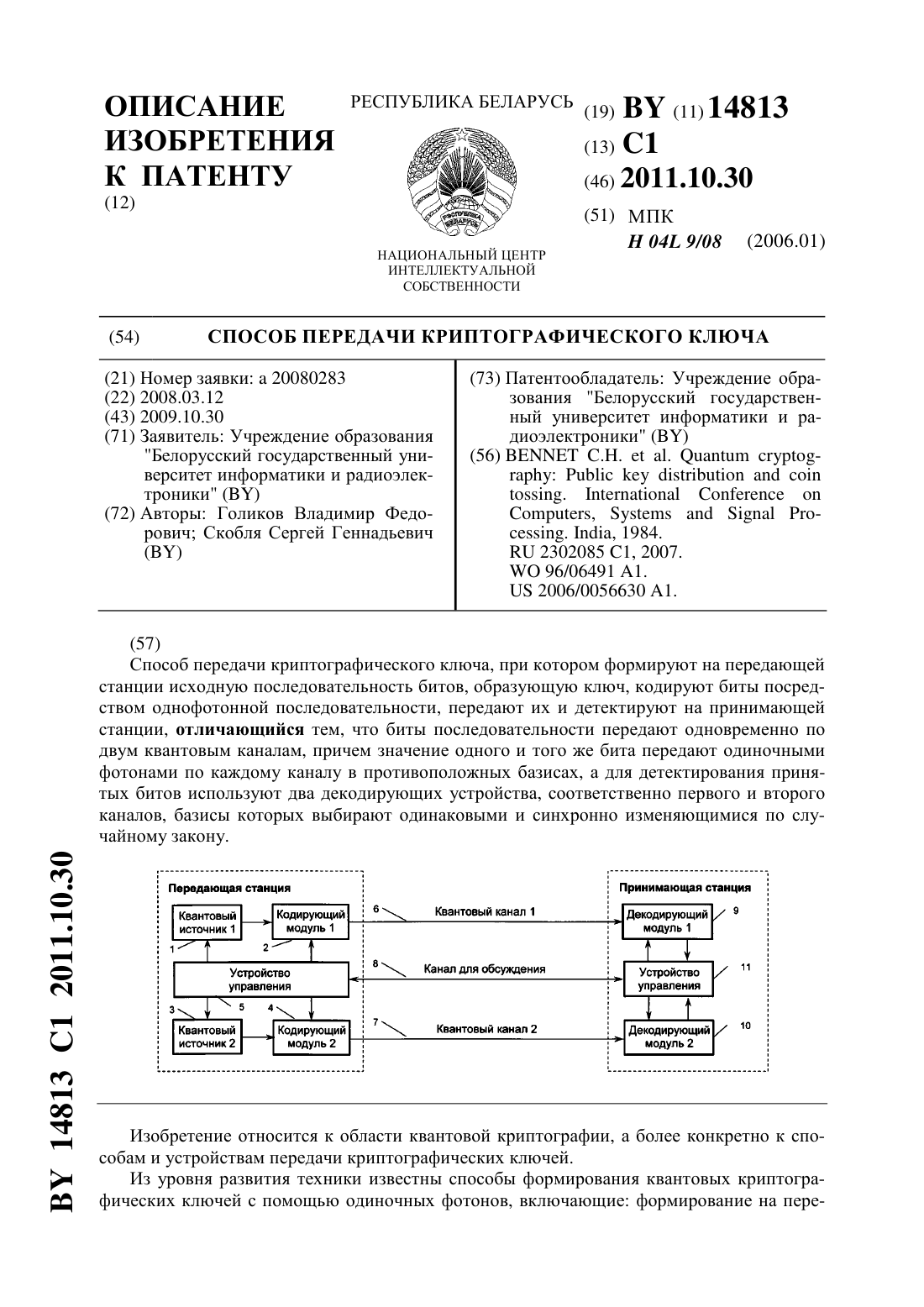
Номер патента: 14813
Опубликовано: 30.10.2011
Авторы: Скобля Сергей Геннадьевич, Голиков Владимир Федорович
МПК: H04L 9/08
Метки: передачи, способ, криптографического, ключа
Текст:
...приемной станции, служащие для регистрации фотонов и декодирования ключевой последовательности. 11 - устройство управления принимающей станции. При использовании двухбазисного поляризационного кодирования формирование секретного квантового ключа заявленным способом может осуществляться следующим образом. На передающей станции устройством управления формируется исходная после 2 14813 1 2011.10.30 довательность битов, которая и будет...
Способ торцового шлифования комбинированным инструментом
Номер патента: 451
Опубликовано: 30.03.1995
Авторы: Никитин А. А., Лавров Л. П., Мастюгин Л. И., Якимахо А. П., Федоринчик В. А., Миткевич И. Н.
МПК: B24B 11/00, B24B 13/00
Метки: торцового, комбинированным, способ, инструментом, шлифования
Текст:
...с усилием резаня Рдстд определяемы усилием упругиж деформаций системы СПИД,велчина которых уменьшается при съеме припуска попуска при вынаживанн вызывает уменьшение погрешности грубого шлифования по нсоте АЬст - Уменьшение упругих деформаций снстены СПД изменяет угол Ы междудвследствие чего образуется несферичностъ обрабатываемой поверхности детали-7 с погрешностью формы аВт вначапъный период выкаживанячасть 5 перемещают к детали 7 н...
Предыдущий патент: Штамп для гибки ключа гаечного двустороннего торцового с внутренним шестигранником
Следующий патент: Пахотный агрегат
Случайный патент: Композиция пролонгированного действия для сохранения влаги в зоне корневой системы посадочного материала