Штамп для гибки ключа гаечного двустороннего торцового с внутренним шестигранником
Номер патента: 15405
Опубликовано: 28.02.2012
Авторы: Ананчук Алексей Никитич, Клушин Валерий Александрович, Шиш Николай Владимирович
Текст
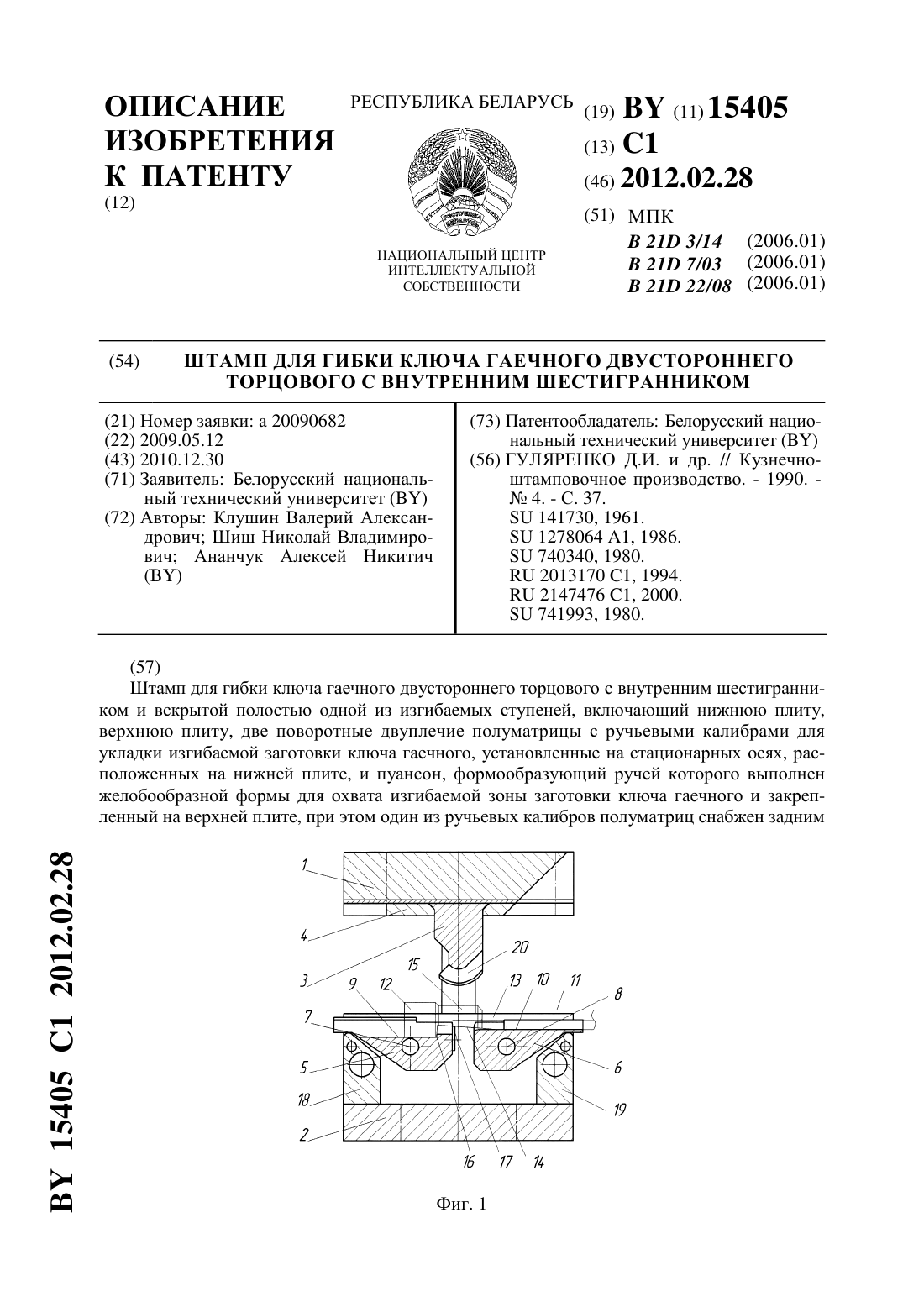
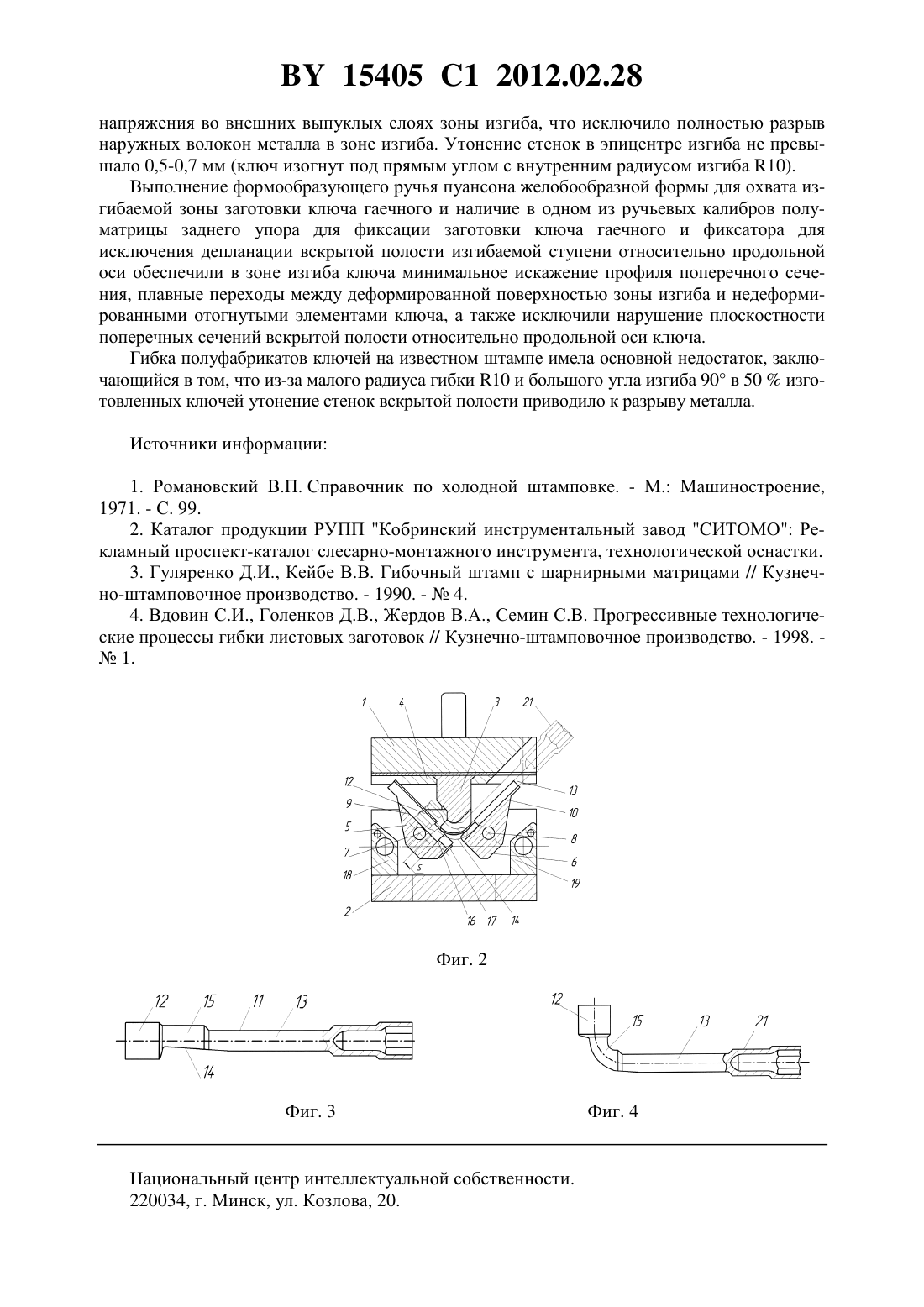
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ШТАМП ДЛЯ ГИБКИ КЛЮЧА ГАЕЧНОГО ДВУСТОРОННЕГО ТОРЦОВОГО С ВНУТРЕННИМ ШЕСТИГРАННИКОМ(71) Заявитель Белорусский национальный технический университет(72) Авторы Клушин Валерий Александрович Шиш Николай Владимирович Ананчук Алексей Никитич(73) Патентообладатель Белорусский национальный технический университет(57) Штамп для гибки ключа гаечного двустороннего торцового с внутренним шестигранником и вскрытой полостью одной из изгибаемых ступеней, включающий нижнюю плиту,верхнюю плиту, две поворотные двуплечие полуматрицы с ручьевыми калибрами для укладки изгибаемой заготовки ключа гаечного, установленные на стационарных осях, расположенных на нижней плите, и пуансон, формообразующий ручей которого выполнен желобообразной формы для охвата изгибаемой зоны заготовки ключа гаечного и закрепленный на верхней плите, при этом один из ручьевых калибров полуматриц снабжен задним 15405 1 2012.02.28 упором для фиксации заготовки ключа гаечного по вскрытой полости изгибаемой ступени и фиксатором для исключения депланации вскрытой полости изгибаемой ступени относительно продольной оси. Изобретение относится к обработке металлов давлением и может быть использовано для гибки ключей гаечных двусторонних торцовых с внутренним шестигранником и других деталей типа стержней с утолщением на одном или на обоих концевых участках с глубокими глухими полостями, изогнутых под прямым углом малым радиусом. Конструктивной особенностью ключей гаечных двусторонних торцовых с внутренним шестигранником изогнутых является наличие стержневой части и расположенных на торцах двухступенчатых утолщений с глухими полостями переменного сечения, имеющими значительную глубину. Одна из полостей на ступени, примыкающей к стержневой части ключа, вскрыта. Ключ изогнут под прямым углом небольшим радиусом в зоне ступени с вскрытой полостью. Наличие глубоких полостей и малый радиус изгиба ключа уменьшают его массу, сохраняя при этом требуемые прочностные и эксплуатационные показатели изделия. Изгиб ключа под прямым углом или под углом, близким к значению 90, со стороны противоположной вскрытой полости расширяет технологические возможности ключа, в частности, благодаря возможности использования при работе со шпильками. Известен штамп для гибки труб и круглых профилей небольшого диаметра между двумя поворотными полуматрицами, выполненными в виде роликов 1. При гибке в штампе с роликами поперечное сечение трубы сильно деформируется. Толщина стенки с наружной стороны уменьшается, а с внутренней - увеличивается. При гибке с наполнителем или оправкой сечение трубы остается круглым, но разностенным. При гибке без наполнителя сечение трубы сплющивается и приобретает овальную форму. При гибке тонкостенных труб происходит образование складок (гофр) с внутренней стороны колена в результате потери устойчивости 1. Известен штамп 2, в котором изгибают ключи торцовые для монтажа колес и других работ по ремонту автотракторной техники. Указанные ключи изготавливают из прутковой круглой заготовки, они имеют одну головку с внутренним шестигранником и стержневую часть. Изгиб полуфабриката ключа осуществляют в стержневой зоне под прямым углом большим радиусом с предварительным нагревом изгибаемой зоны до температуры полугорячего деформирования. В качестве прототипа выбран штамп 3, включающий нижнюю плиту, верхнюю плиту, две поворотные двуплечие полуматрицы с ручьевыми калибрами для укладки изгибаемой заготовки, установленные на стационарных осях, расположенных на нижней плите,и пуансон, закрепленный на верхней плите. Оси полуматриц фиксируют в направляющих. Штамп аналогичной конструкции приводится также в работе 4. При изгибе заготовок в таких штампах пуансон давит через заготовку на полуматрицы, которые, поворачиваясь, благодаря взаимодействию осей (цапф) с направляющими,производят гибку деталей. Такие штампы успешно используются при гибке деталей из листовых заготовок, при этом высокое качество гнутых деталей обеспечивается тем, что при изгибе заготовка постоянно контактирует с плоскими поверхностями полуматриц и скольжение по ним практически отсутствует. Калибровка стенок гнутых деталей в этом случае не требуется 4. Недостатком известных штампов является то, что они не позволяют осуществлять качественный изгиб полуфабрикатов ключей гаечных двусторонних торцовых с внутренним шестигранником и других ступенчатых изделий с удлиненной осью в связи с тем, что гибка в таких штампах указанных профилей сопровождается скольжением изгибаемых заготовок относительно полуматриц в направлении движения пуансона, что приводит к 2 15405 1 2012.02.28 увеличению растягивающих напряжений во внешних выпуклых слоях зоны изгиба и, как следствие, к значительному искажению формы поперечного сечения изделий. Указанный недостаток является характерным при изгибе труб (образование овального сечения трубы, утонение наружных стенок и потеря устойчивости внутренних стенок),при изгибе желобообразных профилей и, как в нашем случае, при изгибе ступени с вскрытой полостью заготовки ключа гаечного торцового. Изгибаемые ступени полуфабрикатов торцовых ключей представляют собой желобообразные сечения, образованные из трубчатых ступеней (для ключа 27 параметры трубчатого сечения 30,54,25 мм, для ключа 19 - 23,54,25 мм) путем фрезерования плоскости под углом 4 к продольной оси полуфабриката. В основу изобретения положена задача повышения качества гибки за счет уменьшения искажения формы поперечного сечения изгибаемых изделий. Поставленная задача достигается тем, что в штампе для гибки ключа гаечного двустороннего торцового с внутренним шестигранником, включающем нижнюю плиту, верхнюю плиту, две поворотные двуплечие полуматрицы с ручьевыми калибрами для укладки изгибаемой заготовки ключа гаечного, установленные на стационарных осях, расположенных на нижней плите, и пуансон, формообразующий ручей которого выполнен желобообразной формы для охвата изгибаемой зоны заготовки ключа гаечного и закрепленный на верхней плите, при этом один из ручьевых калибров полуматриц снабжен задним упором для фиксации заготовки ключа по вскрытой полости изгибаемой ступени и фиксатором для исключения депланации вскрытой полости изгибаемой ступени относительно продольной оси. Технический результат реализован тем, что наружная поверхность ключа в зоне изгиба имеет минимальное утонение стенок желобообразного профиля вскрытой полости ключа и исключена возможность гофрообразования на внутренней стороне зоны изгиба и эллипсности поперечного сечения. Штамп поясняется чертежами, где фиг. 1 - общий вид штампа, исходное положение фиг. 2 - вид штампа в процессе изгиба ключа гаечного фиг. 3 - заготовка ключа гаечного фиг. 4 - ключ гаечный двусторонний торцовый с внутренним шестигранником изогнутый. Штамп (фиг. 1, 2) для гибки ключа гаечного двустороннего торцового с внутренним шестигранником включает верхнюю плиту 1 и нижнюю плиту 2. На верхней плите 1 закреплен пуансон 3 в пуансонодержателе 4. На нижней плите 2 установлены две поворотные двуплечие полуматрицы 5 и 6 на стационарных осях 7 и 8 соответственно. Поворотные двуплечие полуматрицы 5 и 6 выполнены с ручьевыми калибрами 9 и 10 для укладки изгибаемой заготовки 11 ключа гаечного двустороннего торцового с головкой 12, стержневой частью 13 и плоскостью 14 изгибаемой ступени 15 (фиг. 3), по которой вскрыта полость. Калибр 9 в полуматрице 5 снабжен задним упором 16 для фиксации заготовки 11 ключа гаечного по плоскости 14 вскрытой полости изгибаемой ступени 15 и фиксатором 17 для исключения депланации (нарушения плоскостности поперечных сечений) вскрытой полости изгибаемой ступени 15 относительно продольной оси заготовки 11 ключа гаечного при ее укладке в штамп. Поворотные двуплечие полуматрицы 5 и 6 штампа установлены на стационарных осях 7 и 8, расположенных ниже опорной поверхности калибра 9 головки 12 заготовки 11 ключа гаечного. Полуматрицы 5 и 6 в исходном положении штампа (фиг. 1) занимают горизонтальное положение и опираются на упоры 18 и 19 соответственно. Пуансон 3 выполнен с формообразующим ручьем 20 желобообразной формы для охвата изгибаемой зоны заготовки ключа гаечного. 3 15405 1 2012.02.28 Работу штампа осуществляют следующим образом. Предварительно нагревают изгибаемую зону ступени заготовки ключа до температуры 750-800 С в щелевом индукторе индукционного нагревателя. В исходном положении штампа производят укладку изгибаемой заготовки 11 ключа гаечного (фиг. 3) в калибр 9 полуматрицы 5 головкой 12 по заднему упору 16 и в калибр 10 полуматрицы 6 стержневой частью 13 с фиксацией плоскости 14 изгибаемой ступени 15 по фиксатору 17 для исключения депланации вскрытой полости изгибаемой ступени относительно продольной оси. Включают рабочий ход пресса по фиг. 2. Верхняя плита 1 с пуансоном 3 движется вниз и изгибает заготовку 11 ключа гаечного, при этом формообразующий ручей 20 желобообразной формы пуансона охватывает изгибаемую зону ступени 15 заготовки, препятствуя образованию овальности ее поперечного сечения. Изгиб заготовки 11 ключа пуансоном 3 вызывает поворот полуматриц 5 и 6 вокруг стационарных осей 7 и 8, при этом отгибаемые элементы заготовки 11 остаются в калибрах 9 и 10 полуматриц 5 и 6 прижатыми усилием гибки. Расположение стационарных осей 7 и 8 полуматриц 5 и 6 ниже опорной поверхности калибра 9 головки 12 заготовки 11 ключа гаечного исключает возможность скольжения отгибаемых элементов заготовки относительно полуматриц в направлении движения пуансона и, следовательно, не приводит к увеличению растягивающих напряжений во внешних выпуклых слоях зоны изгиба. При таком расположении осей 7 и 8 отгибаемые элементы заготовки 11, головка 12 и стержень 13 ключа смещаются по калибрам полуматриц 5 и 6 вверх, уменьшая, благодаря активному действию сил трения, растягивающие напряжения во внешних выпуклых слоях зоны изгиба. На фиг. 2 видно, что головка 12 ключа торцового изогнутого 21 сместилась по калибру 9 полуматрицы 5 на величину . Уменьшение растягивающих напряжений во внешних выпуклых слоях зоны изгиба, в свою очередь, уменьшает искажение формы поперечного сечения зоны изгиба, обеспечивая тем самым повышение качества гибки ключа гаечного двустороннего торцового с внутренним шестигранником изогнутого. При обратном ходе пресса верхняя плита 1 штампа с пуансоном 3 поднимается и готовое изделие 21 (ключ гаечный двусторонний торцовый с внутренним шестигранником изогнутый, фиг. 4) извлекается из штампа. Полуматрицы 5 и 6, благодаря их конструктивному исполнению в виде двуплечих рычагов с соответствующим распределением массы между ручьевым и опорным плечами, осуществляют автоматический возврат в исходное положение. Штамп готов для гибки следующей заготовки ключа гаечного. Цикл гибки повторяется. Пример Осуществляли гибку заготовок ключей гаечных двусторонних торцовых с внутренним шестигранником 27 в количестве 100 шт на известном и на заявленном штампах. Материал ключей - сталь 40 ГОСТ 4543-71. Испытания штампов производили на РУПП Кобринский инструментальный завод СИТМО. Изгибаемую зону ступени заготовки ключа нагревали до температуры 750-800 С в щелевом индукторе индукционного нагревателя. Температуру нагрева контролировали визуально (цвет нагретой зоны металла - светло-вишневый). Гибку осуществляли на гидравлическом прессе модели К 2130. Результаты изготовления показали, что гибка полуфабрикатов ключей на заявляемом штампе характеризуется более высоким качеством изгибаемых поверхностей и сечений. Так, благодаря выполнению поворотных двуплечих полуматриц с ручьевыми калибрами, повторяющими профиль изгибаемой заготовки ключа гаечного, удалось практически исключить деформацию отгибаемых элементов ключа - головки ключа и стержня. Установление поворотных двуплечих полуматриц на стационарных осях, расположенных ниже опорной поверхности калибра головки ключа, уменьшило растягивающие 4 15405 1 2012.02.28 напряжения во внешних выпуклых слоях зоны изгиба, что исключило полностью разрыв наружных волокон металла в зоне изгиба. Утонение стенок в эпицентре изгиба не превышало 0,5-0,7 мм (ключ изогнут под прямым углом с внутренним радиусом изгиба 10). Выполнение формообразующего ручья пуансона желобообразной формы для охвата изгибаемой зоны заготовки ключа гаечного и наличие в одном из ручьевых калибров полуматрицы заднего упора для фиксации заготовки ключа гаечного и фиксатора для исключения депланации вскрытой полости изгибаемой ступени относительно продольной оси обеспечили в зоне изгиба ключа минимальное искажение профиля поперечного сечения, плавные переходы между деформированной поверхностью зоны изгиба и недеформированными отогнутыми элементами ключа, а также исключили нарушение плоскостности поперечных сечений вскрытой полости относительно продольной оси ключа. Гибка полуфабрикатов ключей на известном штампе имела основной недостаток, заключающийся в том, что из-за малого радиуса гибки 10 и большого угла изгиба 90 в 50 изготовленных ключей утонение стенок вскрытой полости приводило к разрыву металла. Источники информации 1. Романовский В.П. Справочник по холодной штамповке. - М. Машиностроение,1971. - С. 99. 2. Каталог продукции РУПП Кобринский инструментальный завод СИТОМО Рекламный проспект-каталог слесарно-монтажного инструмента, технологической оснастки. 3. Гуляренко Д.И., Кейбе В.В. Гибочный штамп с шарнирными матрицами // Кузнечно-штамповочное производство. - 1990. -4. 4. Вдовин С.И., Голенков Д.В., Жердов В.А., Семин С.В. Прогрессивные технологические процессы гибки листовых заготовок // Кузнечно-штамповочное производство. - 1998.1. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B21D 7/03, B21D 22/08, B21D 3/14
Метки: гибки, двустороннего, ключа, шестигранником, гаечного, торцового, штамп, внутренним
Код ссылки
<a href="https://by.patents.su/5-15405-shtamp-dlya-gibki-klyucha-gaechnogo-dvustoronnego-torcovogo-s-vnutrennim-shestigrannikom.html" rel="bookmark" title="База патентов Беларуси">Штамп для гибки ключа гаечного двустороннего торцового с внутренним шестигранником</a>
Штамп гибочный
Номер патента: U 5837
Опубликовано: 30.12.2009
Авторы: Шиш Николай Владимирович, Ананчук Алексей Никитич, Клушин Валерий Александрович
МПК: B21H 1/00
Текст:
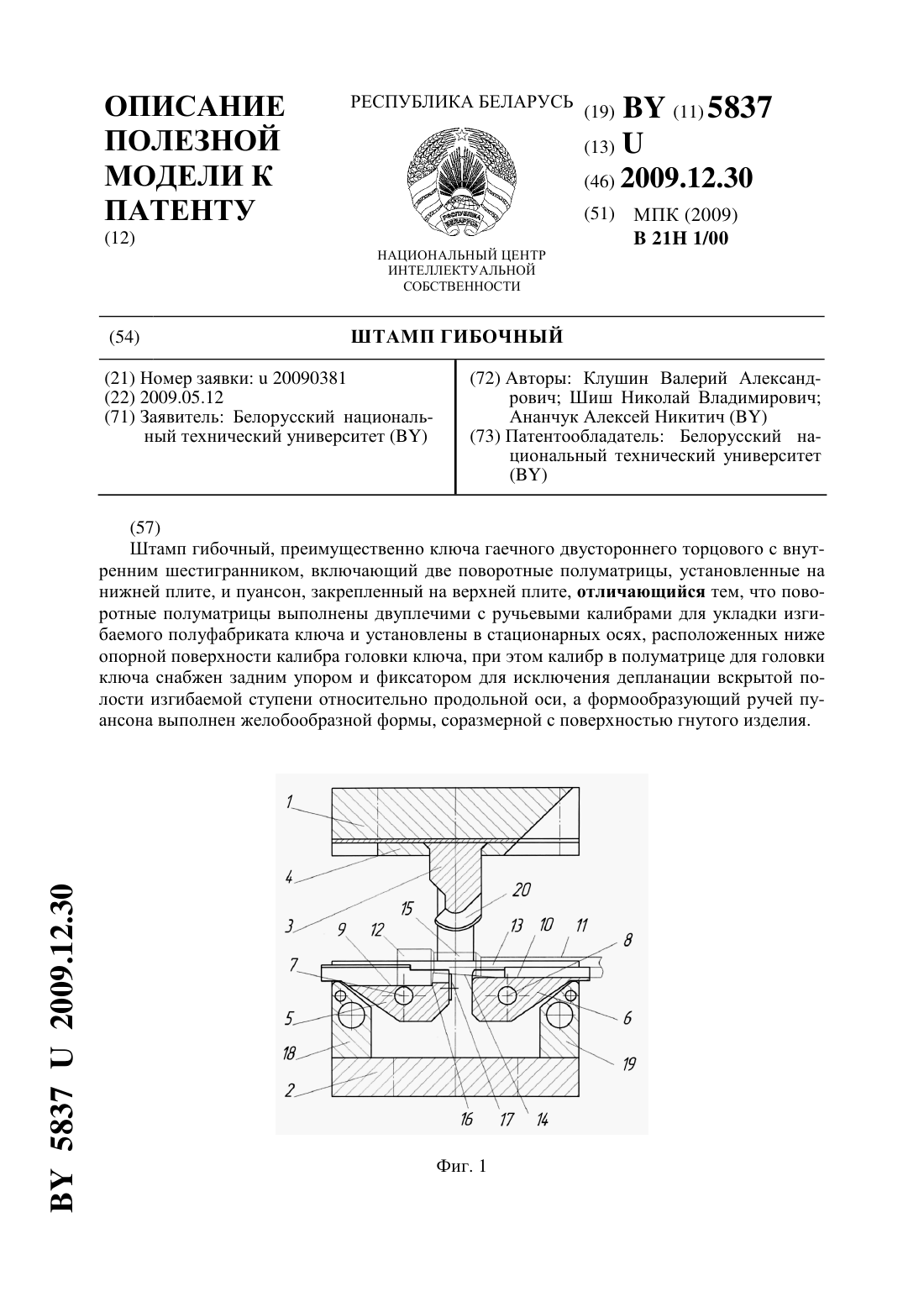
...поверхность ключа в зоне гибки имеет минимальное утонение стенок желобообразного профиля вскрытой полости ключа и исключена возможность гофрообразования на внутренней стороне зоны изгиба и эллипсности поперечного сечения. Сущность полезной модели поясняется чертежами, где фиг. 1 общий вид штампа, исходное положение фиг. 2 вид штампа в процессе изгиба ключа торцового фиг. 3 полуфабрикат ключа торцового (изгибаемого изделия) фиг. 4 ключ...
Устройство для гибки изделий по заданному радиусу
Номер патента: 7723
Опубликовано: 28.02.2006
Авторы: Исаевич Леонид Александрович, Иваницкий Сергей Владимирович
МПК: B21D 7/02
Метки: радиусу, устройство, гибки, изделий, заданному
Текст:
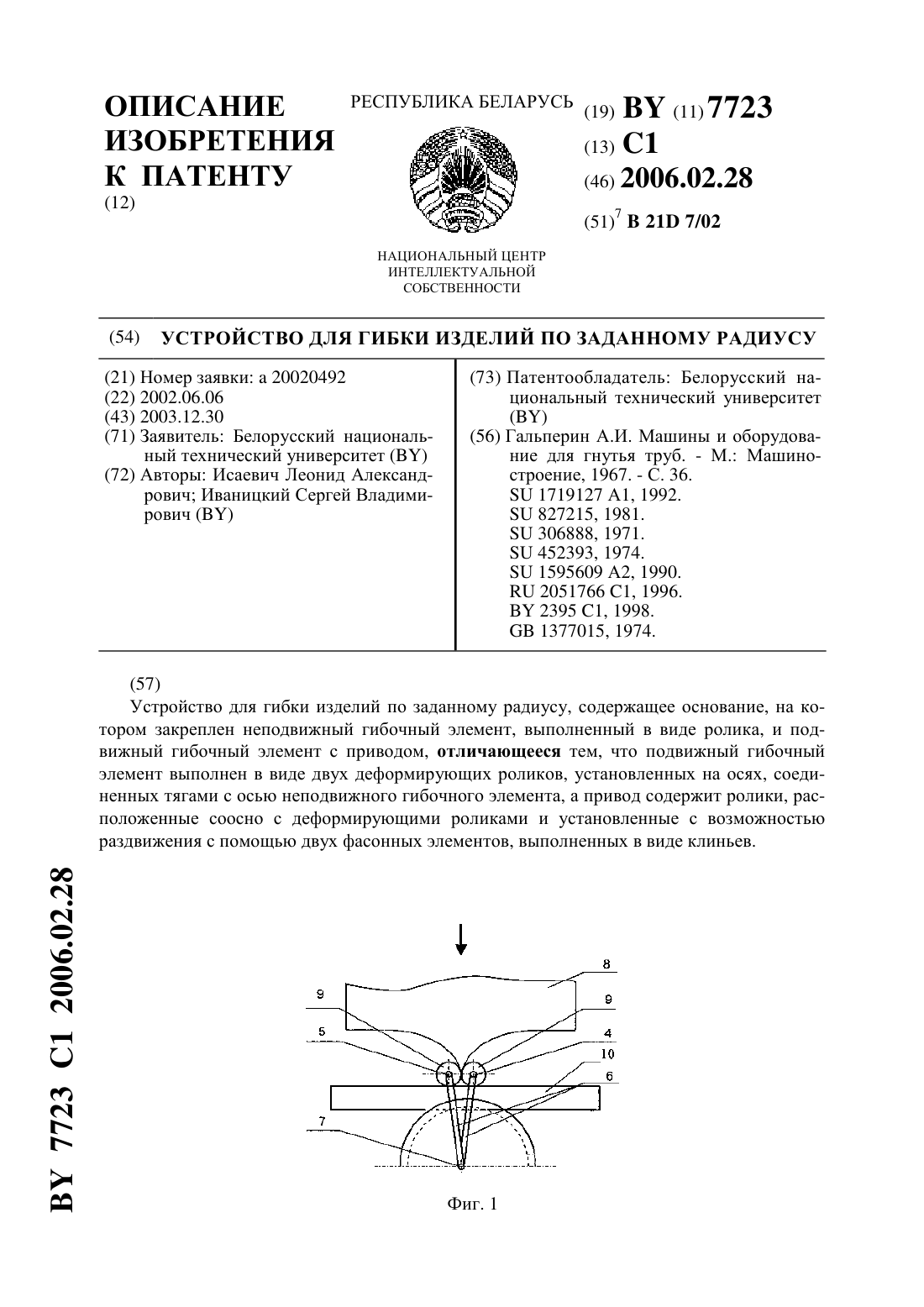
...ролик и необходимо закреплять один конец заготовки к гибочному шаблону. Задача, решаемая изобретением - повышение производительности. Задача достигается тем, что в устройстве для гибки изделий по заданному радиусу,содержащем основание, на котором закреплен неподвижный гибочный элемент, выполненный в виде ролика, и подвижный гибочный элемент с приводом, подвижный гибочный элемент выполнен в виде двух деформирующих роликов, установленных на...
Универсальная конструкция для установки в определенное положение приспособлений, используемых в машине для гибки удлиненных элементов, и машина для гибки удлиненных элементов

Номер патента: 2395
Опубликовано: 30.09.1998
Автор: Карло ПАССОНЕ
МПК: B21D 7/02
Метки: гибки, элементов, определенное, конструкция, используемых, приспособлений, установки, положение, удлиненных, универсальная, машина, машине
Текст:
...получения желаемой кривизны, в то время как поступательное движение, которое происходит одновременно с вращательным, заставляет криволинейный элемент перемещаться таким образом, чтобы он не вернулся к своей первоначально недеформированной конфигурации в результате восстановления сил упругости после снятия напряжения изгиба. Настоящее изобретение также относится к машине для гибки удлиненных элементов, включающую в себя универсальную...
Приспособление для гибки профильных заготовок на гидравлическом прессе

Номер патента: U 6809
Опубликовано: 30.12.2010
Авторы: Байко Андрей Евгеньевич, Дьяков Денис Владимирович
МПК: B21D 3/00
Метки: гидравлическом, гибки, профильных, прессе, заготовок, приспособление
Текст:
...Технический результат достигается тем, что приспособление для гибки профильных заготовок на гидравлическом прессе включает корпус, в котором установлены два опорных валка и один приводной валок, при этом корпус выполнен разъемным в виде верхнего и нижнего оснований, которые сцентрированы между собой посредством направляющих колонок и втулок с возможностью перемещения в вертикальной плоскости верхнего основания, на котором установлен...
Штамп для раздачи тонкостенной трубчатой заготовки
Номер патента: 10902
Опубликовано: 30.08.2008
Авторы: Сидоренко Михаил Иванович, Гурченко Павел Семенович, Исаевич Леонид Александрович, Гуринович Валентин Аркадьевич
МПК: B21D 39/08, B21D 41/00
Метки: штамп, заготовки, раздачи, трубчатой, тонкостенной
Текст:
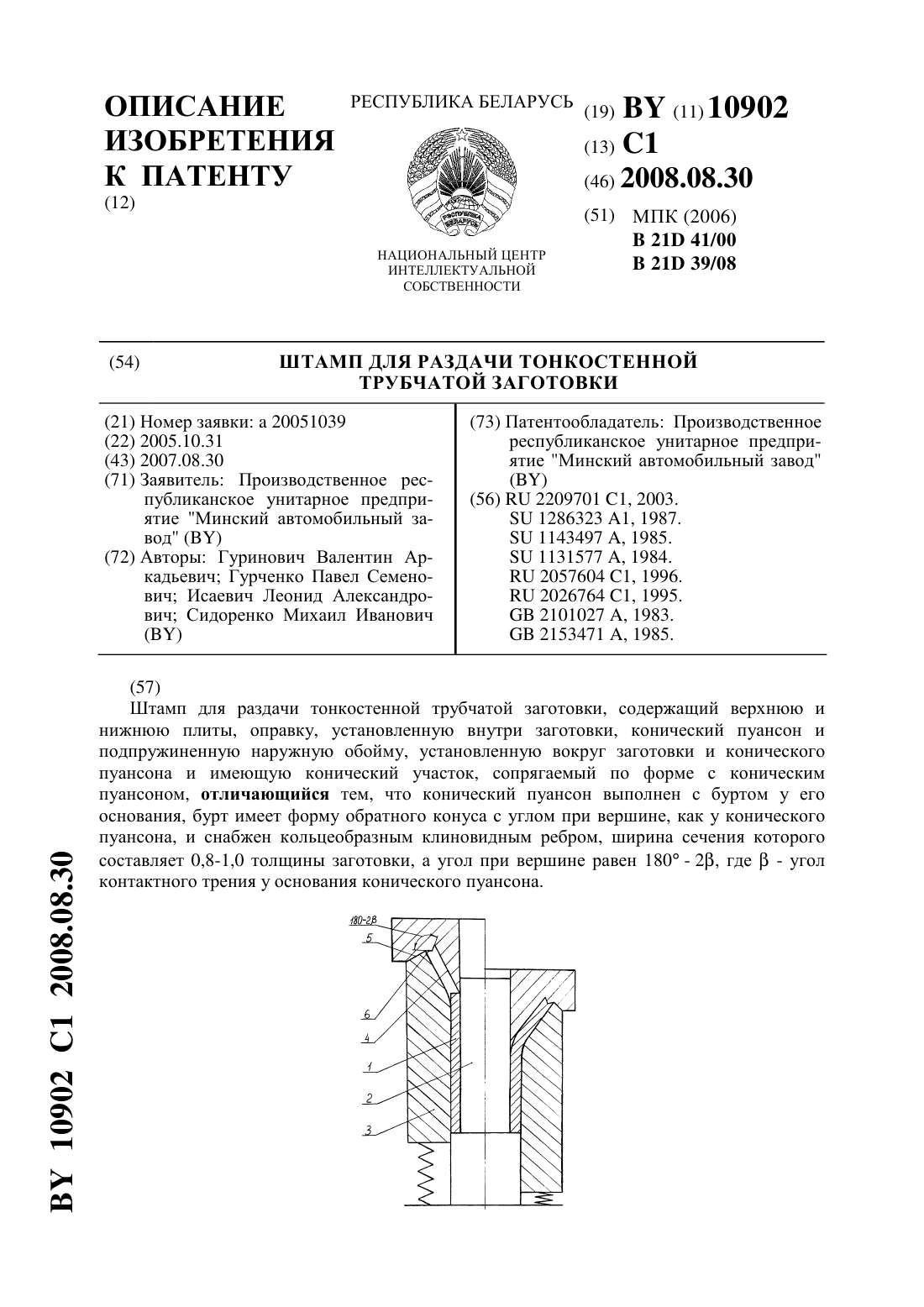
...у его основания, бурт имеет форму обратного конуса с углом при вершине, как у конического пуансона, и снабжен кольцеобразным клиновидным ребром, ширина сечения которого составляет 0,8 - 1,0 толщины заготовки, а угол при вершине равен 180 - 2, где- угол контактного трения у основания конического пуансона. При этом в штампе от наружного выпучивания недеформируемой части заготовки предотвращает цилиндрическая часть наружной подпружиненной...
Предыдущий патент: Способ гидроизоляции горной выработки
Следующий патент: Способ производства ключа гаечного двустороннего торцового с внутренним шестигранником изогнутого
Случайный патент: Гидромеханическое устройство смыкания полуформ литьевой машины, например, термопластавтомата