Способ магнитного контроля твердости движущегося ферромагнитного изделия цилиндрической формы с малым отношением длины к диаметру
Текст
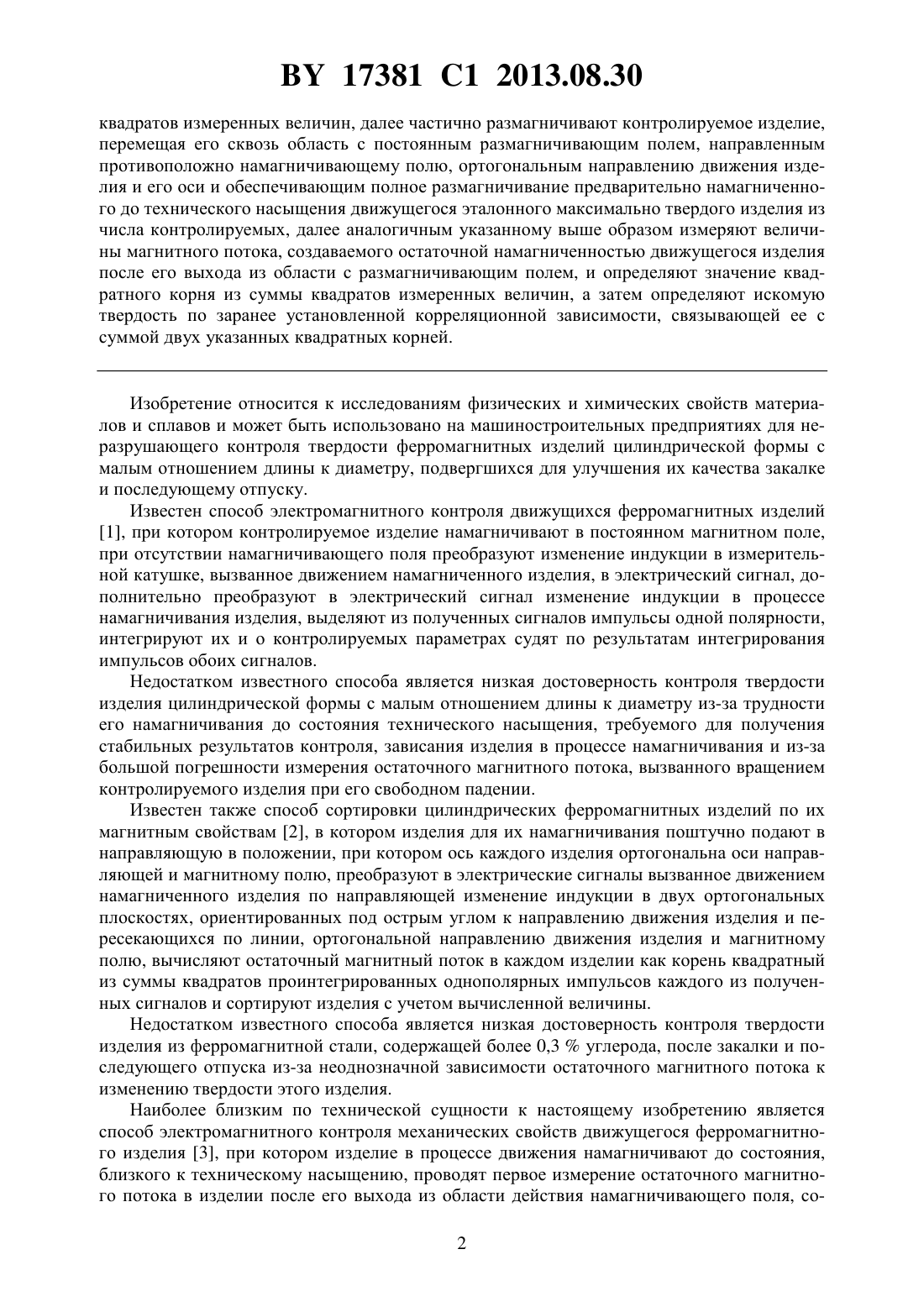
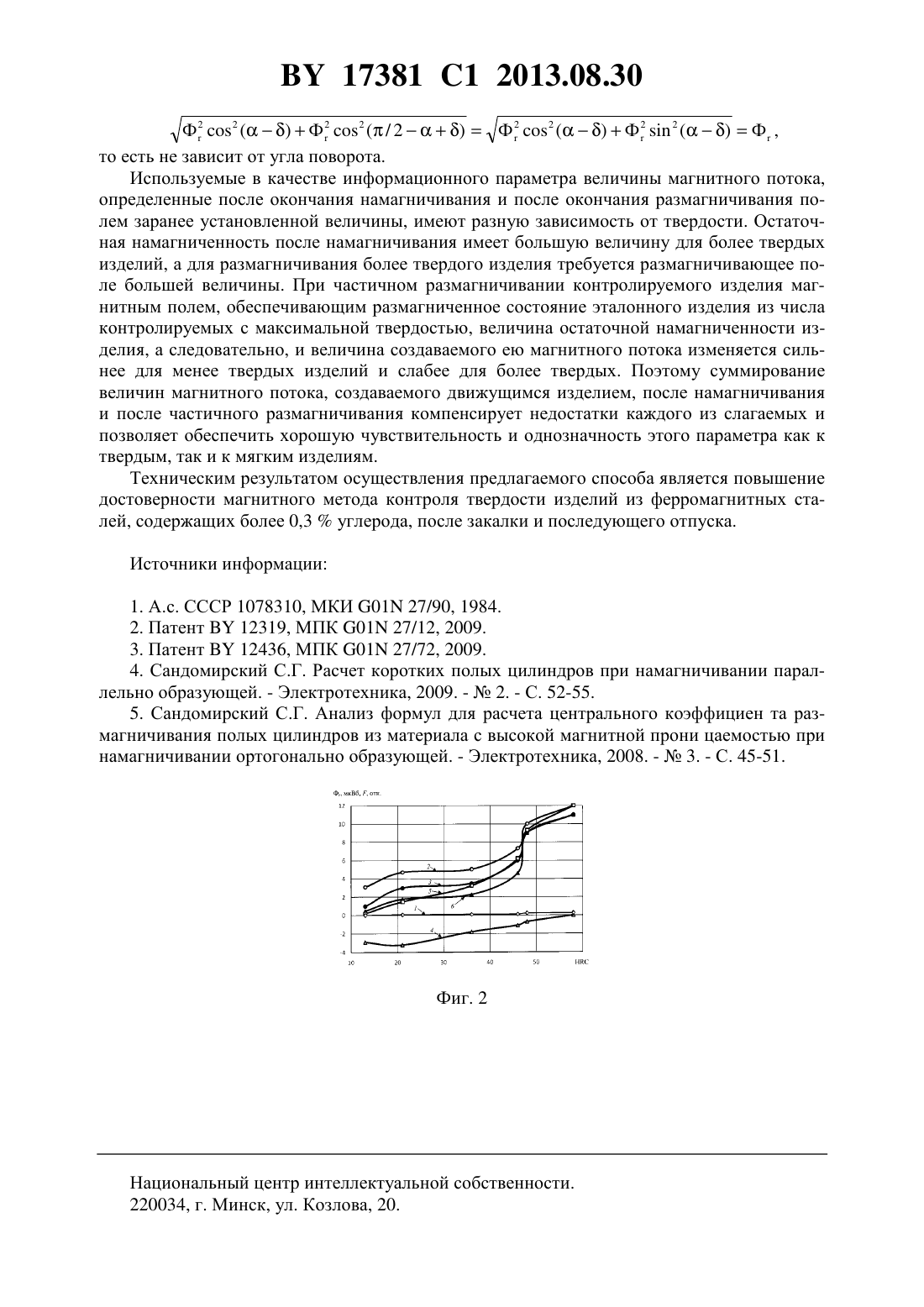
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ МАГНИТНОГО КОНТРОЛЯ ТВЕРДОСТИ ДВИЖУЩЕГОСЯ ФЕРРОМАГНИТНОГО ИЗДЕЛИЯ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ С МАЛЫМ ОТНОШЕНИЕМ ДЛИНЫ К ДИАМЕТРУ(71) Заявитель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(72) Автор Матюк Владимир Федорович(73) Патентообладатель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(57) Способ магнитного контроля твердости движущегося ферромагнитного изделия цилиндрической формы с малым отношением длины к диаметру, в котором контролируемое изделие перемещают сквозь область с постоянным намагничивающим полем, ортогональным направлению движения изделия и его оси, намагничивая изделие до технического насыщения, затем измеряют в двух ортогональных плоскостях, лежащих под острым углом к направлению движения изделия и пересекающихся по линии, ортогональной указанному направлению и намагничивающему полю, величины магнитного потока,создаваемого остаточной намагниченностью движущегося изделия после его выхода из области с намагничивающим полем, и определяют значение квадратного корня из суммы 17381 1 2013.08.30 квадратов измеренных величин, далее частично размагничивают контролируемое изделие,перемещая его сквозь область с постоянным размагничивающим полем, направленным противоположно намагничивающему полю, ортогональным направлению движения изделия и его оси и обеспечивающим полное размагничивание предварительно намагниченного до технического насыщения движущегося эталонного максимально твердого изделия из числа контролируемых, далее аналогичным указанному выше образом измеряют величины магнитного потока, создаваемого остаточной намагниченностью движущегося изделия после его выхода из области с размагничивающим полем, и определяют значение квадратного корня из суммы квадратов измеренных величин, а затем определяют искомую твердость по заранее установленной корреляционной зависимости, связывающей ее с суммой двух указанных квадратных корней. Изобретение относится к исследованиям физических и химических свойств материалов и сплавов и может быть использовано на машиностроительных предприятиях для неразрушающего контроля твердости ферромагнитных изделий цилиндрической формы с малым отношением длины к диаметру, подвергшихся для улучшения их качества закалке и последующему отпуску. Известен способ электромагнитного контроля движущихся ферромагнитных изделий 1, при котором контролируемое изделие намагничивают в постоянном магнитном поле,при отсутствии намагничивающего поля преобразуют изменение индукции в измерительной катушке, вызванное движением намагниченного изделия, в электрический сигнал, дополнительно преобразуют в электрический сигнал изменение индукции в процессе намагничивания изделия, выделяют из полученных сигналов импульсы одной полярности,интегрируют их и о контролируемых параметрах судят по результатам интегрирования импульсов обоих сигналов. Недостатком известного способа является низкая достоверность контроля твердости изделия цилиндрической формы с малым отношением длины к диаметру из-за трудности его намагничивания до состояния технического насыщения, требуемого для получения стабильных результатов контроля, зависания изделия в процессе намагничивания и из-за большой погрешности измерения остаточного магнитного потока, вызванного вращением контролируемого изделия при его свободном падении. Известен также способ сортировки цилиндрических ферромагнитных изделий по их магнитным свойствам 2, в котором изделия для их намагничивания поштучно подают в направляющую в положении, при котором ось каждого изделия ортогональна оси направляющей и магнитному полю, преобразуют в электрические сигналы вызванное движением намагниченного изделия по направляющей изменение индукции в двух ортогональных плоскостях, ориентированных под острым углом к направлению движения изделия и пересекающихся по линии, ортогональной направлению движения изделия и магнитному полю, вычисляют остаточный магнитный поток в каждом изделии как корень квадратный из суммы квадратов проинтегрированных однополярных импульсов каждого из полученных сигналов и сортируют изделия с учетом вычисленной величины. Недостатком известного способа является низкая достоверность контроля твердости изделия из ферромагнитной стали, содержащей более 0,3 углерода, после закалки и последующего отпуска из-за неоднозначной зависимости остаточного магнитного потока к изменению твердости этого изделия. Наиболее близким по технической сущности к настоящему изобретению является способ электромагнитного контроля механических свойств движущегося ферромагнитного изделия 3, при котором изделие в процессе движения намагничивают до состояния,близкого к техническому насыщению, проводят первое измерение остаточного магнитного потока в изделии после его выхода из области действия намагничивающего поля, со 2 17381 1 2013.08.30 здают на пути движения изделия локальную область с размагничивающим полем, достаточным для его частичного размагничивания, проводят второе измерение остаточного магнитного потока в изделии после его выхода из области действия размагничивающего поля и определяют искомые свойства изделия на основании заранее определенной корреляционной зависимости, связывающей их с отношением результата второго измерения к разности результатов первого и второго измерения. Недостатком известного способа является низкая достоверность контроля твердости изделия цилиндрической формы с малым отношением длины к диаметру из стали, содержащей более 0,3 углерода, после закалки и последующего отпуска из-за трудности их намагничивания до состояния технического насыщения, требуемого для получения стабильных результатов контроля, зависания изделия в процессе намагничивания, большой погрешности измерения остаточного магнитного потока, вызванной вращением контролируемого изделия при его свободном падении, и из-за низкой чувствительности измеряемого параметра к изменению твердости изделия из этой стали в области высокотемпературного и среднетемпературного отпуска. Цель настоящего изобретения - повышение достоверности контроля твердости изделия цилиндрической формы с малым отношением длины к диаметру из стали, содержащей более 0,3 углерода, после закалки и последующего отпуска за счет доведения его до состояния технического насыщения в меньших магнитных полях, устранения зависания контролируемого изделия в процессе его намагничивания, отстройки от влияния вращения контролируемого изделия при его свободном падении на результаты измерения остаточного магнитного потока и за счет измерения более чувствительного к изменению твердости изделия магнитного параметра в области высокотемпературного и среднетемпературного отпуска. Сущность способа заключается в том, что контролируемое изделие перемещают сквозь область с постоянным намагничивающим полем, ортогональным направлению движения изделия и его оси, намагничивая изделие до технического насыщения, затем измеряют в двух ортогональных плоскостях, лежащих под острым углом к направлению движения изделия и пересекающихся по линии, ортогональной указанному направлению и намагничивающему полю, величины магнитного потока, создаваемого остаточной намагниченностью движущегося изделия после его выхода из области с намагничивающим полем, и определяют значения квадратного корня из суммы квадратов измеренных величин, далее частично размагничивают контролируемое изделие, перемещая его сквозь область с постоянным размагничивающим полем, направленным противоположно намагничивающему полю, ортогональным направлению движения изделия и его оси и обеспечивающим полное размагничивание предварительно намагниченного до технического насыщения движущегося эталонного максимально твердого изделия из числа контролируемых, далее аналогичным указанному выше образом измеряют величины магнитного потока, создаваемого остаточной намагниченностью движущегося изделия после его выхода из области с размагничивающим полем, и определяют значения квадратного корня из суммы квадратов измеренных величин, а затем определяют искомую твердость по заранее установленной корреляционной зависимости, связывающей ее с суммой двух указанных квадратных корней. В отличие от прототипа по заявляемому способу при перемещении контролируемого изделия его ось направляют ортогонально направлению движения и направлению постоянного намагничивающего и постоянного размагничивающего полей, величину постоянного размагничивающего поля устанавливают такой, чтобы обеспечить полное размагничивание движущегося эталонного изделия с максимальной твердостью из числа контролируемых, величины магнитного потока, создаваемого остаточной намагниченностью движущегося изделия после выхода его из областей влияния постоянного намагничивающего и постоянного размагничивающего полей, измеряют в двух ортогональных плоскостях под острым углом к направлению движения изделия и пересекающихся по ли 3 17381 1 2013.08.30 нии, ортогональной направлению движения изделия и направлению постоянного намагничивающего и постоянного размагничивающего полей, определяют значение корня квадратного из суммы квадратов измеренных величин магнитного потока после намагничивания и после частичного размагничивания, а искомую твердость определяют на основании установленной заранее корреляционной зависимости, связывающей ее с суммой значений корня квадратного из суммы квадратов величин магнитного потока, измеренных после намагничивания и после частичного размагничивания контролируемого изделия. Это позволяет повысить достоверность контроля твердости подвергнутого отпуску движущегося ферромагнитного изделия за счет того, что используемые в качестве информационного параметра величины магнитного потока, определенные после окончания намагничивания и после окончания частичного размагничивания полем заранее установленной величины, по-разному зависят от твердости, а их сумма компенсирует недостатки каждой из входящих в нее величин. Намагничивание и частичное размагничивание изделия ортогонально направлению движения изделия требует меньших по величине магнитных полей и исключает (при однородном магнитном поле) или значительно ослабляет(в случае неоднородного магнитного поля) величину силы, препятствующей поступательному движению изделия и приводящей к его зависанию, а определение величины магнитного потока после намагничивания и частичного размагничивания по корню квадратному из суммы квадратов магнитных потоков, измеренных в двух ортогональных плоскостях под острым углом к направлению движения изделия и пересекающихся по линии, ортогональной направлению движения изделия и направлению постоянного намагничивающего и постоянного размагничивающего полей, ослабляет влияние вращения контролируемого изделия при его свободном падении на результаты контроля. На фиг. 1 показана одна из возможных структурных схем устройства для реализации способа по заявке. На фиг. 2 показана зависимость магнитного потока Ф шайб с внешним диаметром 50 мм, внутренним диаметром 40 мм и толщиной 5 мм из стали 45 от их твердости ,измеренного после намагничивания изделия параллельно его оси (1), после намагничивания изделия до технического насыщения ортогонально его оси (2), после частичного размагничивания (3), после размагничивания полем, обеспечивающим полное размагничивание эталонного максимально твердого изделия из числа контролируемых (4), суммы величин магнитного потока после намагничивания и после размагничивания полем, обеспечивающим полное размагничивание эталонного максимально твердого изделия из числа контролируемых (5), а также магнитного параметрапо прототипу (6). Напряженность намагничивающего поля во всех случаях составляла 40000 А/м. Величина поля, обеспечивающего частичное размагничивание, составляла 500 А/м, а полное размагничивание эталонного максимально твердого изделия из числа контролируемых - 1600 А/м. Способ осуществляют следующим образом. Эталонное изделие из числа контролируемых с максимальной твердостью вначале намагничивают до состояния технического насыщения, перемещая его сквозь область с постоянным намагничивающим полем так,чтобы ось изделия была направлена ортогонально направлению этого поля и направлению движения, затем эталонное изделие частично размагничивают, перемещая его сквозь область с постоянным размагничивающим полем, имеющим противоположную постоянному намагничивающему полю полярность, так, чтобы ось изделия была направлена ортогонально направлению этого поля и направлению движения. После этого измеряют величины магнитного потока, создаваемого остаточной намагниченностью движущегося эталонного изделия после выхода его из области влияния постоянного размагничивающего поля, в двух ортогональных плоскостях под острым углом к направлению движения изделия и пересекающихся по линии, ортогональной направлению движения изделия и направлению постоянного размагничивающего поля, и определяют корень квадратный из суммы квадратов измеренных величин магнитного потока после размагничивания. При 4 17381 1 2013.08.30 неравенстве нулю величины корня квадратного из суммы квадратов измеренных величин магнитного потока изменяют величину размагничивающего поля (увеличивают, в случае если эта величина больше нуля, и уменьшают, если она меньше нуля), размагничивают эталонное изделие демагнитизатором и повторяют измерение. При равенстве ее нулю фиксируют величину размагничивающего поля. После этого намагничивают до состояния технического насыщения контролируемое изделие, перемещая его сквозь область с постоянным намагничивающим полем так, чтобы ось изделия была направлена ортогонально направлению этого поля и направлению движения, измеряют величины магнитного потока, создаваемого остаточной намагниченностью движущегося контролируемого изделия после выхода его из области влияния постоянного намагничивающего поля, в двух ортогональных плоскостях под острым углом к направлению движения изделия и пересекающихся по линии, ортогональной направлению движения изделия и направлению постоянного намагничивающего поля,определяют корень квадратный из суммы квадратов измеренных величин магнитного потока, затем контролируемое изделие частично размагничивают, перемещая его сквозь область с постоянным размагничивающим полем зафиксированной величины, так, чтобы ось контролируемого изделия была направлена ортогонально направлению этого поля и направлению движения. После этого измеряют величины магнитного потока, создаваемого остаточной намагниченностью движущегося контролируемого изделия после выхода его из области влияния постоянного размагничивающего поля, в двух ортогональных плоскостях под острым углом к направлению движения этого изделия и пересекающихся по линии, ортогональной направлению движения контролируемого изделия и направлению постоянного размагничивающего поля. Затем определяют величину корня квадратного из суммы квадратов измеренных величин магнитного потока, а искомую твердость контролируемого изделия определяют на основании установленной заранее корреляционной зависимости, связывающей ее с суммой значений корня квадратного из суммы квадратов величин магнитного потока, измеренных после намагничивания и после частичного размагничивания этого изделия. Предложенный способ может быть реализован, например, с помощью устройства, показанного на фиг. 1. Устройство содержит направляющую 1, через которую пропускается контролируемое(или эталонное) изделие 2, постоянный магнит (или электромагнит) 3, полюса которого расположены с двух противоположных сторон направляющей 1 так, что создают внутри нее постоянное намагничивающее поле, направленное ортогонально этим сторонам направляющей (показано стрелками) и направлению движения изделия 2 и достаточное для доведения его до состояния технического насыщения, две одинаковые измерительные обмотки 4 и 5, охватывающие направляющую 1 и расположенные за постоянным магнитом 3 по ходу движения изделия 2 в двух ортогональных плоскостях под острым углом к направлению движения изделия (показано стрелкой), пересекающихся по линии, ортогональной направлению движения изделия и направлению постоянного магнитного поля,систему 6 из двух размагничивающих катушек, питаемых от регулируемого источника 7 постоянного тока и расположенных с двух противоположных сторон направляющей 1 за измерительными обмотками 4 и 5 по ходу движения изделия 2 так, что создают внутри нее постоянное размагничивающее поле, направленное ортогонально направлению движения и этим сторонам направляющей (показано стрелками) в противоположной полю постоянного магнита 3 полярности, две одинаковые измерительные обмотки 8 и 9, охватывающие направляющую 1 и расположенные за системой 6 из двух размагничивающих катушек по ходу движения изделия 2 в двух ортогональных плоскостях под острым углом к направлению движения изделия (показано стрелкой), пересекающихся по линии, ортогональной направлению движения изделия и направлению постоянного размагничиваю 5 17381 1 2013.08.30 щего поля, блок 10 обработки, входы которого подсоединены к измерительным обмоткам 4, 5 и 8, 9, а выход - к регистратору 11. Устройство содержит также демагнитизатор 12. Способ реализуется следующим образом. При перемещении эталонного изделия 2 из числа контролируемых с максимальной твердостью сквозь магнитное поле, создаваемое постоянным магнитом 3, так, чтобы ось эталонного изделия была направлена ортогонально направлению движения и направлению этого поля, изделия с малым отношением длины к диаметру легче намагничиваются. Намагниченное до состояния технического насыщения эталонное изделие 2, перемещаясь по направляющей 1, проходит сквозь измерительные обмотки 4 и 5 (на время установления требуемой величины постоянного размагничивающего поля сигналы с измерительных обмоток 4 и 5 не обрабатываются), а затем сквозь область с постоянным размагничивающим полем, создаваемым системой 6 из двух размагничивающих катушек и имеющим противоположную постоянному намагничивающему полю полярность, так, чтобы ось изделия была направлена ортогонально направлению этого поля и направлению движения. При этом эталонное изделие 2 частично или полностью размагничивается или может даже перемагничиваться в другую полярность. Степень размагничивания эталонного изделия 2 зависит от величины тока через систему 6 из двух размагничивающих катушек, устанавливаемого регулируемым источником 7 постоянного тока. После выхода эталонного изделия 2 из области влияния постоянного размагничивающего поля оно проходит сквозь измерительные обмотки 8 и 9, наводя в них сигналы, которые после интегрирования, возведения в квадрат, суммирования и извлечения корня квадратного блоком 10 обработки преобразуются в сигнал, пропорциональный магнитной индукции эталонного изделия 2 после размагничивания, который поступает на регистратор 11. В случае если этот сигнал не равен нулю, эталонное изделие 2 размагничивают демагнитизатором 12, изменяют величину тока через систему 6 из двух размагничивающих катушек (увеличивают, в случае если измеренная величина больше нуля, и уменьшают, если она меньше нуля) и повторяют процесс. При равенстве измеренного сигнала нулю фиксируют величину размагничивающего поля. Затем по направляющей перемещают контролируемое изделие 2. При перемещении контролируемого изделия 2 сквозь магнитное поле, создаваемое постоянным магнитом 3,нужно, чтобы ось контролируемого изделия была направлена ортогонально направлению движения и направлению этого поля, так как изделия с малым отношением длины к диаметру при этом легче намагничиваются. Намагниченное до состояния технического насыщения контролируемое изделие 2, перемещаясь по направляющей 1, проходит сквозь измерительные обмотки 4 и 5, наводя в них сигналы, которые после интегрирования, возведения в квадрат, суммирования и извлечения корня квадратного блоком 10 обработки преобразуются в сигнал, пропорциональный магнитной индукции контролируемого изделия 2 после намагничивания, величина которого хранится в блоке 10 обработки до пропускания по направляющей 1 следующего контролируемого изделия 2. Затем движущееся контролируемое изделие 2 проходит сквозь область с постоянным размагничивающим полем зафиксированной величины, создаваемым системой 6 из двух размагничивающих катушек. Степень размагничивания контролируемого изделия 2 при зафиксированной величине тока через систему 6 из двух размагничивающих катушек зависит от структурного состояния этого изделия. После выхода контролируемого изделия 2 из области влияния постоянного размагничивающего поля оно проходит сквозь измерительные обмотки 8 и 9, наводя в них сигналы, которые после интегрирования, возведения в квадрат, суммирования и извлечения корня квадратного блоком 10 обработки преобразуются в сигнал, пропорциональный магнитной индукции контролируемого изделия 2 после размагничивания, который суммируется с хранящимся в памяти блока 10 обработки аналогичного сигнала, измеренного после намагничивания. Сумма этих сигналов выводится на регистратор, показания которого бу 6 17381 1 2013.08.30 дут пропорциональны сумме значений корня квадратного из суммы квадратов величин магнитного потока, измеренных после намагничивания и после частичного размагничивания контролируемого изделия 2. Искомую твердость контролируемого изделия 2 определяют на основании установленной заранее корреляционной зависимости, связывающей ее с суммой значений корня квадратного из суммы квадратов величин магнитного потока, измеренных после намагничивания и после частичного размагничивания этого изделия. Из фиг. 2 видно, что при намагничивании изделия параллельно его оси полем напряженностью 40000 А/м (кривая 1) во всем диапазоне изменения твердости величина измеряемого магнитного потока очень мала, то есть шайбы практически не намагничиваются в направлении их образующей. Для их доведения до состояния технического насыщения необходимы гораздо большие магнитные поля, что требует более мощных источников магнитного поля и приводит к зависанию изделия. При намагничивании шайб ортогонально их оси напряженность намагничивающего поля 40000 А/м обеспечивает их техническое насыщение и значительно большие значения магнитного потока (кривая 2). При измерении по предлагаемому способу (кривая 5) высокая чувствительность (примерно 0,27 мкВб изменения суммы значений корня квадратного из суммы квадратов величин магнитного потока, измеренных после намагничивания и после частичного размагничивания контролируемого изделия, на единицу изменения твердости) достигается во всем возможном диапазоне изменения твердости (от 13 до 58 ). Эффективность предлагаемого способа обусловлена тем, что намагничивание и размагничивание изделия ортогонально направлению движения цилиндрических изделий с малым отношением длины к диаметру до требуемого магнитного состояния происходит при магнитных полях меньшей величины, что исключает (при однородном магнитном поле) или значительно ослабляет (в случае неоднородного магнитного поля) величину силы,препятствующей поступательному движению изделия и приводящей к его зависанию. Например, размагничивающий фактор для шайбы с внешним диаметром 50 мм, внутренним диаметром 40 мм и толщиной 5 мм при намагничивании параллельно образующей составляет 0,714 4, а перпендикулярно образующей - 0,016 5. Поэтому для доведения до требуемого магнитного состояния во втором случае потребуется примерно в 40 раз меньшее по величине намагничивающее или размагничивающее поле, а следовательно,магнитная сила, препятствующая прохождению изделия по направляющей, будет гораздо меньшей. Кроме того, для намагничивания таких изделий параллельно образующей невозможно создать магнитное поле, доводящее их до состояния, близкого к состоянию технического насыщения. Так, намагниченность насыщения для большинства ферромагнитных сталей лежит в пределах от 800 до 1500 кА/м. При намагничивании до технического насыщения в направлении, параллельном образующей, шайбы вышеуказанных размеров из этих материалов потребуется магнитное поле напряженностью от 570 до 1070 кА/м, что технически неосуществимо. В то же время для намагничивания этой шайбы перпендикулярно образующей потребуется магнитное поле напряженностью от 12,8 до 24 кА/м, что находится в диапазоне технических возможностей. Определение величины магнитного потока после намагничивания и частичного размагничивания по корню квадратному из суммы квадратов магнитных потоков, измеренных в двух ортогональных плоскостях под острым углом к направлению движения изделия и пересекающихся по линии, ортогональной направлению движения изделия и направлению постоянного намагничивающего и постоянного размагничивающего полей, ослабляет влияние вращения контролируемого изделия при его свободном падении на результаты контроля ввиду того,что эта сумма не зависит от угла поворота движущегося изделия. Так, если в исходном состоянии движущееся изделие создает остаточный магнитный поток Ф, направленный под угломк первой плоскости и под углом /2 ко второй, то при повороте изделия на уголизмеряемый магнитный поток будет равен 7 то есть не зависит от угла поворота. Используемые в качестве информационного параметра величины магнитного потока,определенные после окончания намагничивания и после окончания размагничивания полем заранее установленной величины, имеют разную зависимость от твердости. Остаточная намагниченность после намагничивания имеет большую величину для более твердых изделий, а для размагничивания более твердого изделия требуется размагничивающее поле большей величины. При частичном размагничивании контролируемого изделия магнитным полем, обеспечивающим размагниченное состояние эталонного изделия из числа контролируемых с максимальной твердостью, величина остаточной намагниченности изделия, а следовательно, и величина создаваемого ею магнитного потока изменяется сильнее для менее твердых изделий и слабее для более твердых. Поэтому суммирование величин магнитного потока, создаваемого движущимся изделием, после намагничивания и после частичного размагничивания компенсирует недостатки каждого из слагаемых и позволяет обеспечить хорошую чувствительность и однозначность этого параметра как к твердым, так и к мягким изделиям. Техническим результатом осуществления предлагаемого способа является повышение достоверности магнитного метода контроля твердости изделий из ферромагнитных сталей, содержащих более 0,3 углерода, после закалки и последующего отпуска. Источники информации 1. А.с. СССР 1078310, МКИ 01 27/90, 1984. 2. Патент 12319, МПК 01 27/12, 2009. 3. Патент 12436, МПК 01 27/72, 2009. 4. Сандомирский С.Г. Расчет коротких полых цилиндров при намагничивании параллельно образующей. - Электротехника, 2009. -2. - С. 52-55. 5. Сандомирский С.Г. Анализ формул для расчета центрального коэффициен та размагничивания полых цилиндров из материала с высокой магнитной прони цаемостью при намагничивании ортогонально образующей. - Электротехника, 2008. -3. - С. 45-51. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 8
МПК / Метки
МПК: G01N 27/80
Метки: диаметру, твердости, изделия, отношением, магнитного, движущегося, длины, формы, малым, контроля, цилиндрической, способ, ферромагнитного
Код ссылки
<a href="https://by.patents.su/8-17381-sposob-magnitnogo-kontrolya-tverdosti-dvizhushhegosya-ferromagnitnogo-izdeliya-cilindricheskojj-formy-s-malym-otnosheniem-dliny-k-diametru.html" rel="bookmark" title="База патентов Беларуси">Способ магнитного контроля твердости движущегося ферромагнитного изделия цилиндрической формы с малым отношением длины к диаметру</a>
Устройство для магнитного контроля твердости тел качения с малым отношением длины к диаметру
Номер патента: U 7831
Опубликовано: 30.12.2011
Автор: Матюк Владимир Федорович
МПК: G01N 27/72
Метки: отношением, магнитного, диаметру, тел, контроля, качения, длины, устройство, малым, твердости
Текст:
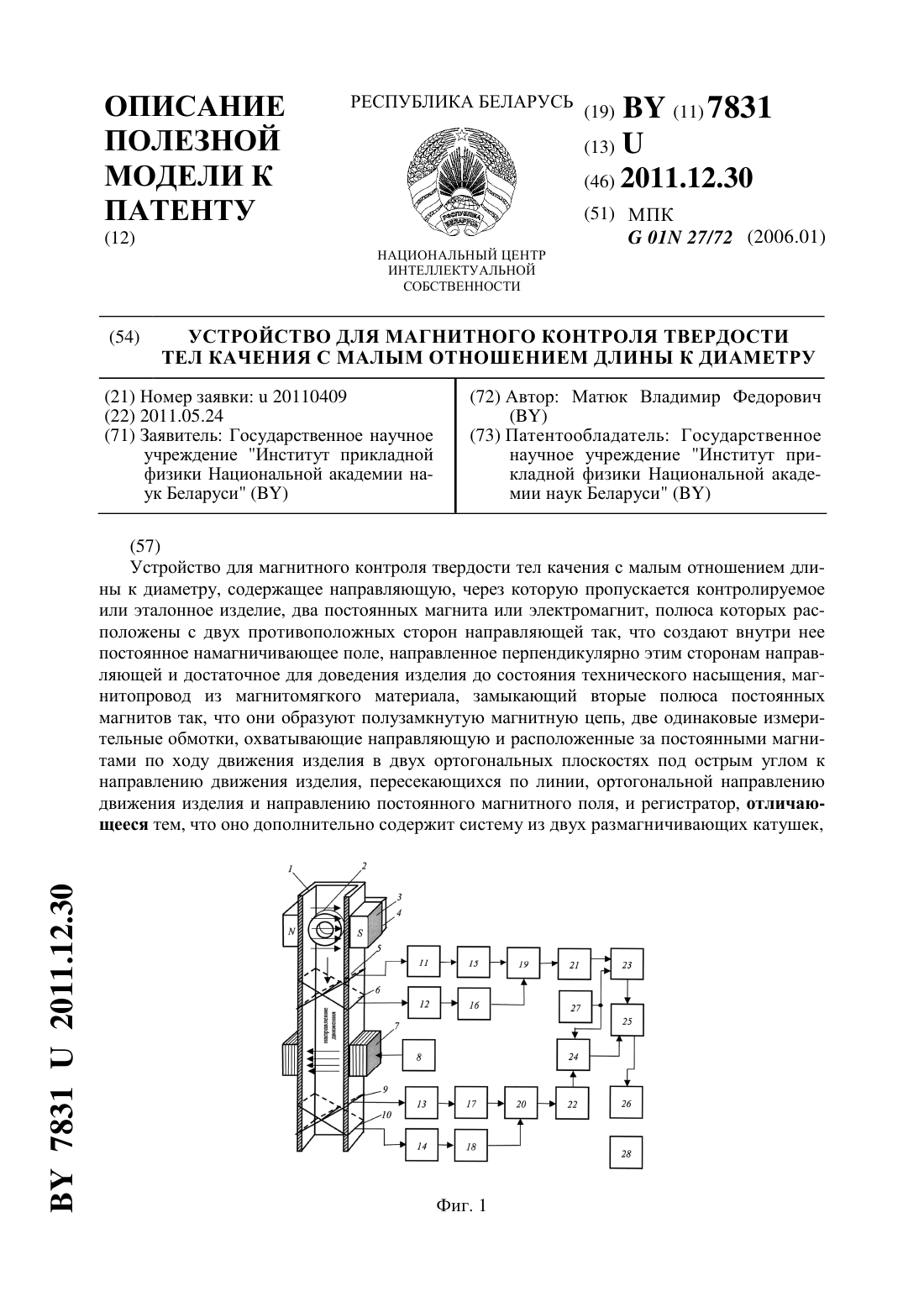
...1600 А/м. Полезная модель для магнитного контроля твердости тел качения с малым отношением длины к диаметру содержит (фиг. 1) направляющую 1, через которую пропускается контролируемое (или эталонное) изделие 2, два постоянных магнита (или электромагнит) 4 78312011.12.30 3, полюса которых расположены с двух противоположных сторон направляющей 1 так,что создают внутри нее постоянное намагничивающее поле, направленное перпендикулярно этим...
Способ магнитного контроля твердости движущегося ферромагнитного изделия
Номер патента: 16987
Опубликовано: 30.04.2013
Автор: Матюк Владимир Федорович
МПК: G01N 27/80
Метки: контроля, движущегося, изделия, магнитного, твердости, ферромагнитного, способ
Текст:
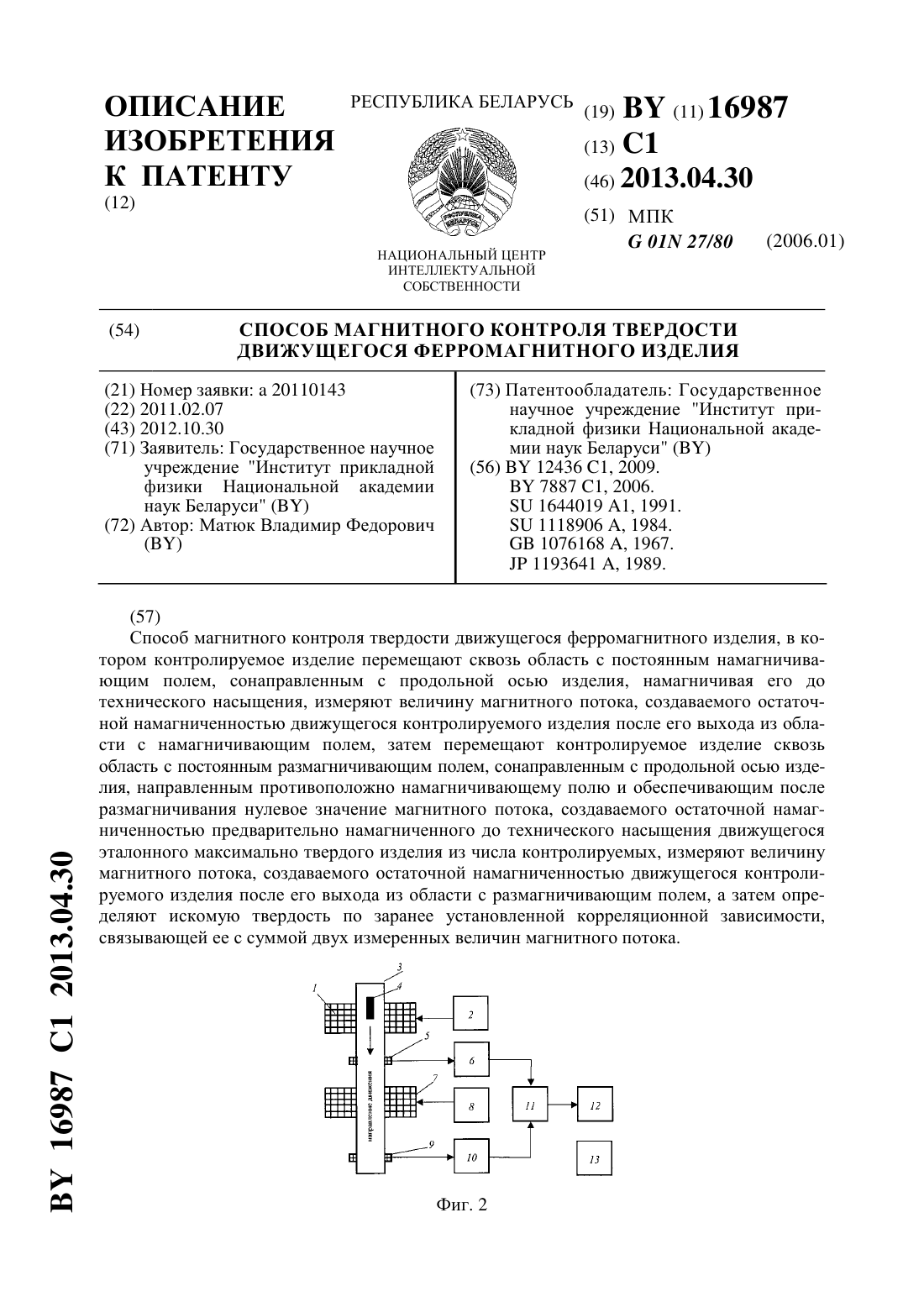
...намагничивания и частичного размагничивания полем напряженностью 3200 А/м (4) и при использовании информативного параметра по данному способу (5). На фиг. 2 показана одна из возможных структурных схем устройства для реализации способа по заявке. Способ осуществляют следующим образом. Эталонное изделие из числа контролируемых с максимальной твердостью перемещают сквозь область с постоянным магнитным полем, достаточным для его...
Способ неразрушающего контроля твердости движущегося ферромагнитного изделия
Номер патента: 16988
Опубликовано: 30.04.2013
Автор: Матюк Владимир Федорович
МПК: G01N 27/80
Метки: способ, изделия, ферромагнитного, неразрушающего, твердости, контроля, движущегося
Текст:
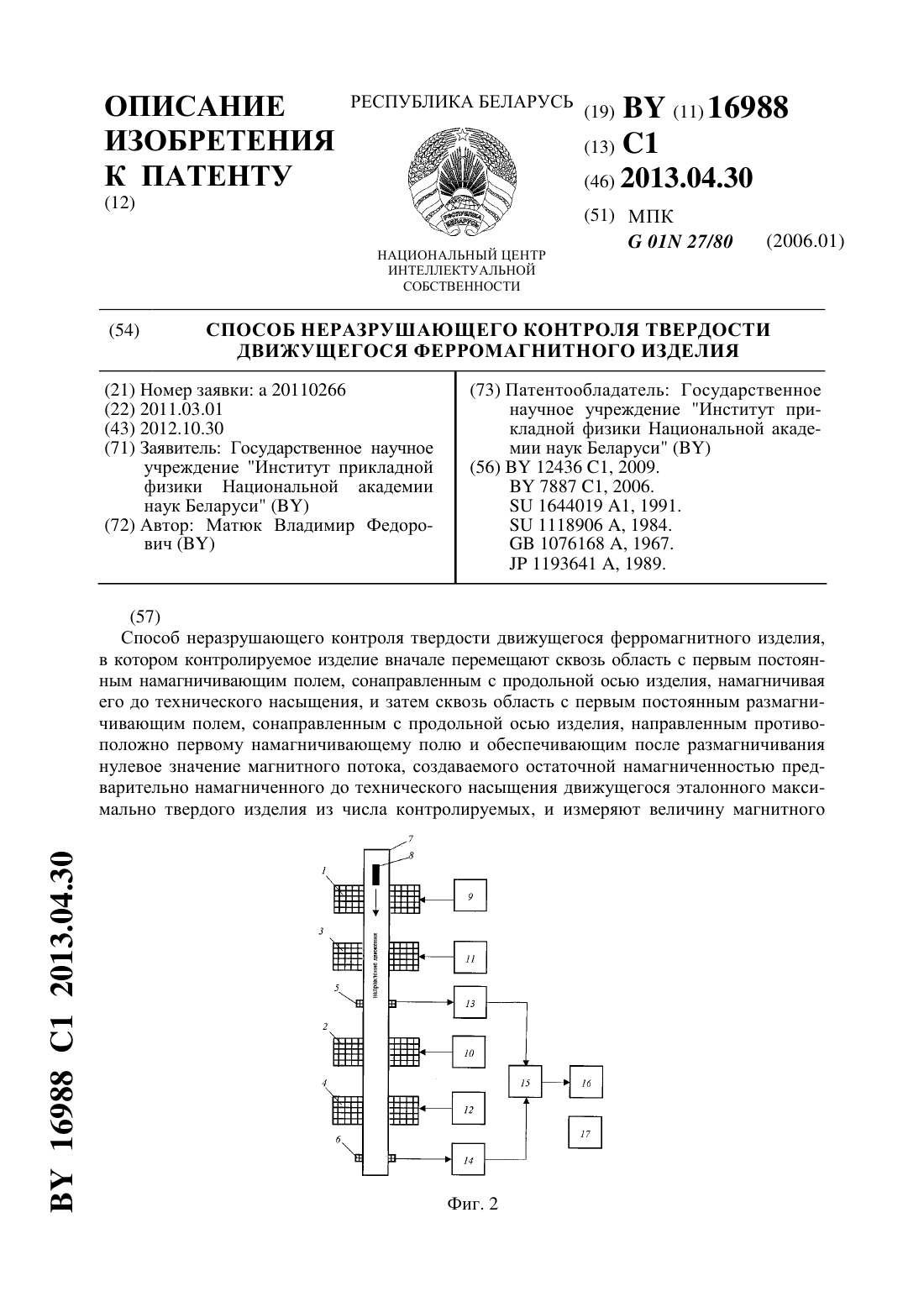
...полярность. После выхода первого эталонного изделия из области влияния первого постоянного размагничивающего магнитного поля измеряют величину магнитного потока, создаваемого движущимся первым эталонным изделием. При неравенстве измеренной величины нулю изменяют величину первого постоянного размагничивающего магнитного поля(увеличивают в случае, если измеренная величина больше нуля, и уменьшают, если она меньше нуля), размагничивают первое...
Способ магнитного контроля механических свойств движущегося ферромагнитного изделия, подвергнутого отпуску с предварительной закалкой
Номер патента: 16463
Опубликовано: 30.10.2012
Автор: Матюк Владимир Федорович
МПК: G01N 27/72
Метки: механических, движущегося, ферромагнитного, подвергнутого, предварительной, контроля, изделия, способ, свойств, закалкой, отпуску, магнитного
Текст:
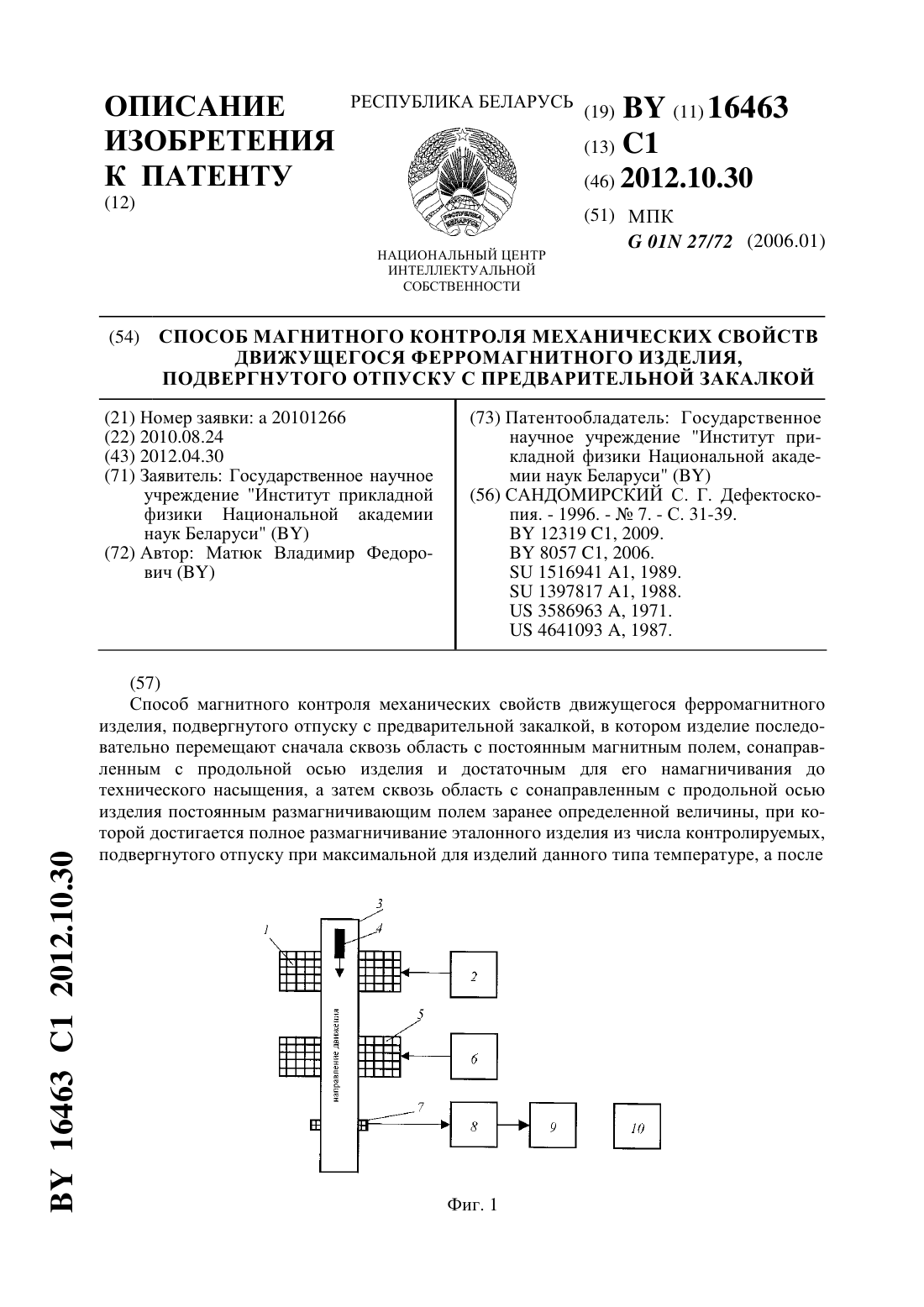
...и механических свойств изделий из этих сталей в области высокотемпературного отпуска. На фиг. 1 показана одна из возможных структурных схем устройства для реализации способа по заявке. На фиг. 2 показана зависимость остаточного магнитного потока стержней диаметром 10 мм и длиной 60 мм из стали 45 от температуры их отпуска, измеренного по прототипу(1) и по предлагаемому способу (2). При контроле по прототипу величина размагничивающего...
Устройство для магнитного контроля механических свойств движущегося ферромагнитного изделия

Номер патента: U 7236
Опубликовано: 30.04.2011
Автор: Матюк Владимир Федорович
МПК: G01N 27/72
Метки: магнитного, свойств, устройство, изделия, механических, контроля, ферромагнитного, движущегося
Текст:
...с направляющей третью измерительную обмотку, расположенную по ходу движения контролируемого изделия перед намагничивающей катушкой вне зоны влияния ее магнитного поля, третий измерительный блок и коммутатор, включенный между источником постоянного поля и намагничивающей катушкой. В отличие от прототипа в предлагаемую полезную модель дополнительно введены последовательно соединенные соосная с направляющей третья измерительная обмотка,...
Предыдущий патент: Бункерное устройство для сыпучих материалов
Следующий патент: Передача
Случайный патент: Устройство для удаления окалины с поверхности проволочных изделий