Устройство для магнитного контроля твердости тел качения с малым отношением длины к диаметру
Текст
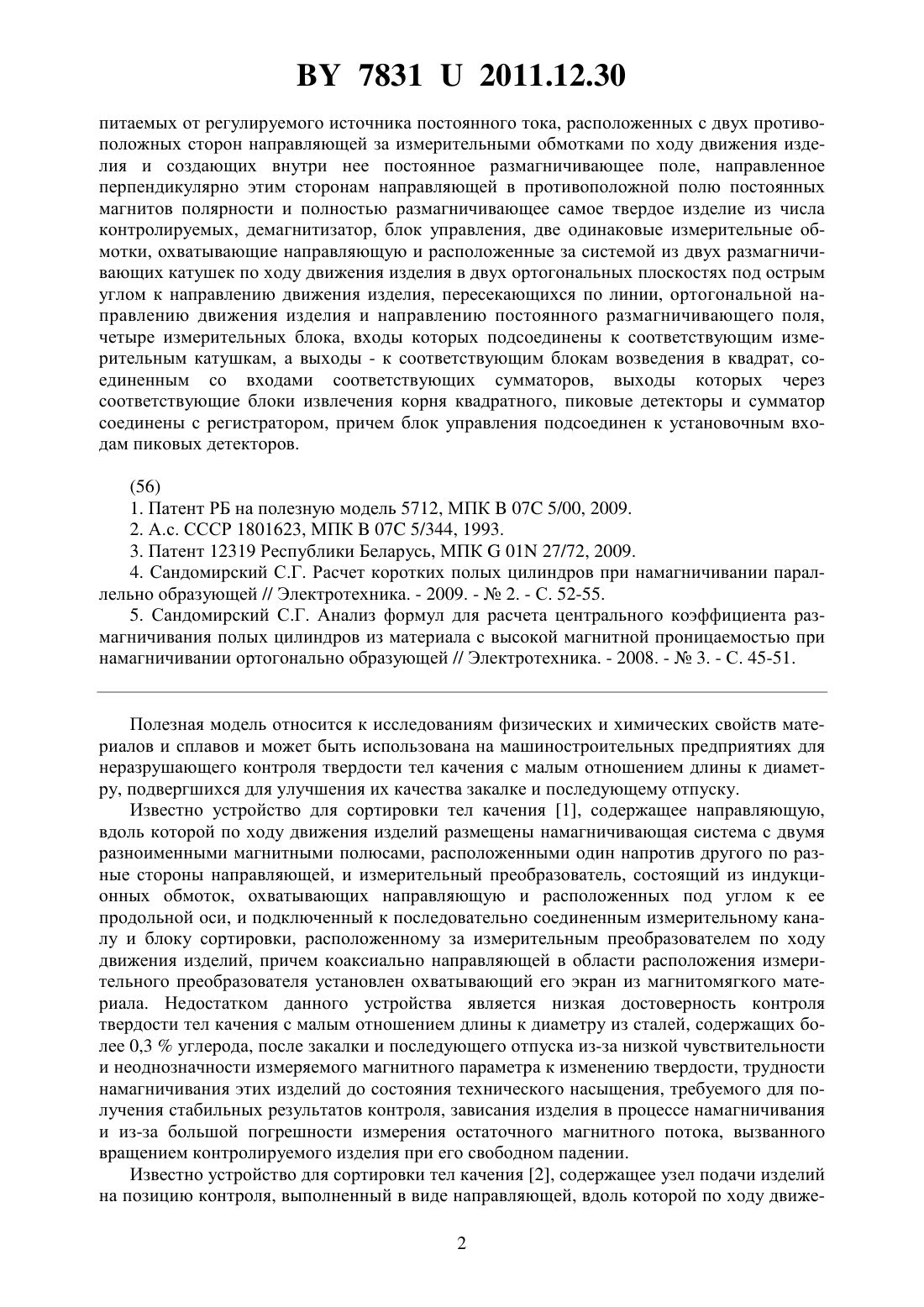
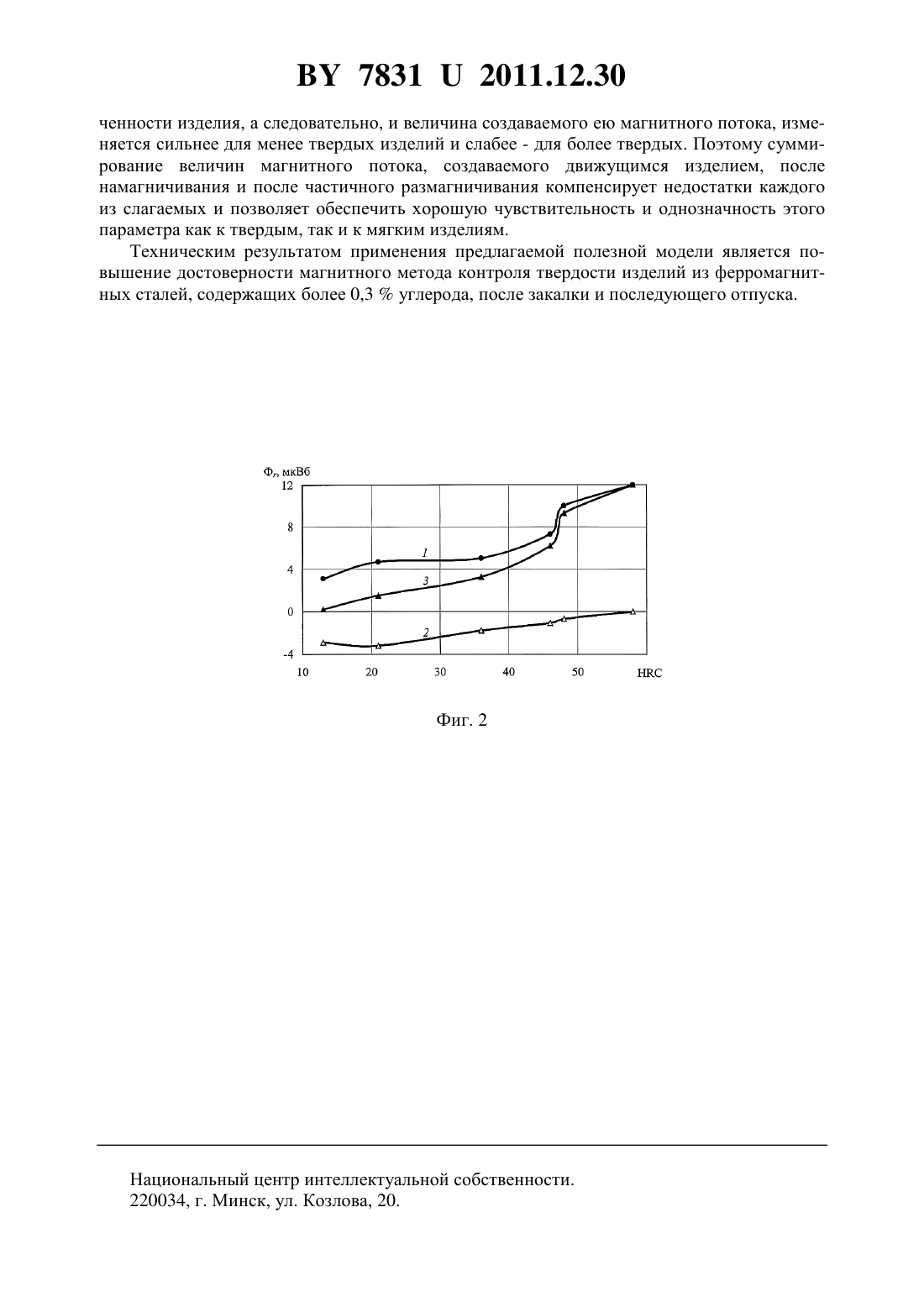
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ МАГНИТНОГО КОНТРОЛЯ ТВЕРДОСТИ ТЕЛ КАЧЕНИЯ С МАЛЫМ ОТНОШЕНИЕМ ДЛИНЫ К ДИАМЕТРУ(71) Заявитель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(72) Автор Матюк Владимир Федорович(73) Патентообладатель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(57) Устройство для магнитного контроля твердости тел качения с малым отношением длины к диаметру, содержащее направляющую, через которую пропускается контролируемое или эталонное изделие, два постоянных магнита или электромагнит, полюса которых расположены с двух противоположных сторон направляющей так, что создают внутри нее постоянное намагничивающее поле, направленное перпендикулярно этим сторонам направляющей и достаточное для доведения изделия до состояния технического насыщения, магнитопровод из магнитомягкого материала, замыкающий вторые полюса постоянных магнитов так, что они образуют полузамкнутую магнитную цепь, две одинаковые измерительные обмотки, охватывающие направляющую и расположенные за постоянными магнитами по ходу движения изделия в двух ортогональных плоскостях под острым углом к направлению движения изделия, пересекающихся по линии, ортогональной направлению движения изделия и направлению постоянного магнитного поля, и регистратор, отличающееся тем, что оно дополнительно содержит систему из двух размагничивающих катушек, Фиг. 1 78312011.12.30 питаемых от регулируемого источника постоянного тока, расположенных с двух противоположных сторон направляющей за измерительными обмотками по ходу движения изделия и создающих внутри нее постоянное размагничивающее поле, направленное перпендикулярно этим сторонам направляющей в противоположной полю постоянных магнитов полярности и полностью размагничивающее самое твердое изделие из числа контролируемых, демагнитизатор, блок управления, две одинаковые измерительные обмотки, охватывающие направляющую и расположенные за системой из двух размагничивающих катушек по ходу движения изделия в двух ортогональных плоскостях под острым углом к направлению движения изделия, пересекающихся по линии, ортогональной направлению движения изделия и направлению постоянного размагничивающего поля,четыре измерительных блока, входы которых подсоединены к соответствующим измерительным катушкам, а выходы - к соответствующим блокам возведения в квадрат, соединенным со входами соответствующих сумматоров, выходы которых через соответствующие блоки извлечения корня квадратного, пиковые детекторы и сумматор соединены с регистратором, причем блок управления подсоединен к установочным входам пиковых детекторов.(56) 1. Патент РБ на полезную модель 5712, МПК 07 5/00, 2009. 2. А.с. СССР 1801623, МПК 07 5/344, 1993. 3. Патент 12319 Республики Беларусь, МПК 01 27/72, 2009. 4. Сандомирский С.Г. Расчет коротких полых цилиндров при намагничивании параллельно образующей // Электротехника. - 2009. -2. - С. 52-55. 5. Сандомирский С.Г. Анализ формул для расчета центрального коэффициента размагничивания полых цилиндров из материала с высокой магнитной проницаемостью при намагничивании ортогонально образующей // Электротехника. - 2008. -3. - С. 45-51. Полезная модель относится к исследованиям физических и химических свойств материалов и сплавов и может быть использована на машиностроительных предприятиях для неразрушающего контроля твердости тел качения с малым отношением длины к диаметру, подвергшихся для улучшения их качества закалке и последующему отпуску. Известно устройство для сортировки тел качения 1, содержащее направляющую,вдоль которой по ходу движения изделий размещены намагничивающая система с двумя разноименными магнитными полюсами, расположенными один напротив другого по разные стороны направляющей, и измерительный преобразователь, состоящий из индукционных обмоток, охватывающих направляющую и расположенных под углом к ее продольной оси, и подключенный к последовательно соединенным измерительному каналу и блоку сортировки, расположенному за измерительным преобразователем по ходу движения изделий, причем коаксиально направляющей в области расположения измерительного преобразователя установлен охватывающий его экран из магнитомягкого материала. Недостатком данного устройства является низкая достоверность контроля твердости тел качения с малым отношением длины к диаметру из сталей, содержащих более 0,3 углерода, после закалки и последующего отпуска из-за низкой чувствительности и неоднозначности измеряемого магнитного параметра к изменению твердости, трудности намагничивания этих изделий до состояния технического насыщения, требуемого для получения стабильных результатов контроля, зависания изделия в процессе намагничивания и из-за большой погрешности измерения остаточного магнитного потока, вызванного вращением контролируемого изделия при его свободном падении. Известно устройство для сортировки тел качения 2, содержащее узел подачи изделий на позицию контроля, выполненный в виде направляющей, вдоль которой по ходу движе 2 78312011.12.30 ния изделия размещены намагничивающая система и пара индукционных измерительных обмоток, имеющих общий центр и установленных под углом одна относительно другой,последовательно соединенные измерительный канал и блок сортировки, дополнительную пару индукционных измерительных обмоток, имеющих общий центр с первой парой обмоток, установленных под углом одна относительно другой и размещенных вдоль направляющей после обмоток первой пары, причем все измерительные индукционные обмотки в парах соединены последовательно, а пары обмоток соединены последовательно встречно одна с другой и подключены ко входу измерительного канала, углы 1 и 2 между плоскостями, образованными соответствующими индукционными измерительными обмотками и продольной осью направляющей, и расстояниемежду центрами пар индукционных измерительных обмоток определены из условий 12(/),, гдеидиаметр и длина сортируемого изделия. Недостатком данного устройства является низкая достоверность контроля твердости тел качения с малым отношением длины к диаметру из сталей, содержащих более 0,3 углерода, после закалки и последующего отпуска из-за низкой чувствительности и неоднозначности измеряемого магнитного параметра к изменению твердости, трудности намагничивания этих изделий до состояния технического насыщения, требуемого для получения стабильных результатов контроля, зависания изделия в процессе намагничивания и из-за большой погрешности измерения остаточного магнитного потока, вызванного вращением контролируемого изделия при его свободном падении. Наиболее близким по технической сущности к настоящей полезной модели является устройство для реализации способа сортировки цилиндрических ферромагнитных изделий по их магнитным свойствам 3, содержащее направляющую, два постоянных магнита, расположенные разноименными полюсами друг напротив друга с противоположных сторон направляющей, магнитопровод из магнитомягкого материала, замыкающий вторые полюса магнитов так, что они образуют полузамкнутую магнитную цепь, две одинаковые индукционные измерительные обмотки, охватывающие направляющую, имеющие общий центр и расположенные за магнитами по ходу движения изделий, причем плоскости расположения витков измерительных обмоток ортогональны и составляют острые углы по 45 с направляющей и с направлением намагничивающего поля в межполюсном пространстве магнитов, а также блок обработки и вычисления, вход которого подсоединен к измерительным обмоткам, а выход - к исполнительному механизму. Недостатком данного устройства является низкая достоверность контроля твердости тел качения с малым отношением длины к диаметру из сталей, содержащих более 0,3 углерода, после закалки и последующего отпуска из-за низкой чувствительности и неоднозначности измеряемого магнитного параметра к изменению твердости. Технической задачей заявляемой полезной модели является повышение достоверности контроля твердости тел качения с малым отношением длины к диаметру из сталей, содержащих более 0,3 углерода, после закалки и последующего отпуска за счет измерения более чувствительного к изменению твердости изделия магнитного параметра. Сущность полезной модели заключается в том, что она содержит направляющую, через которую пропускается контролируемое (или эталонное) изделие, два постоянных магнита (или электромагнит), полюса которых расположены с двух противоположных сторон направляющей так, что создают внутри нее постоянное намагничивающее поле, направленное перпендикулярно этим сторонам направляющей и достаточное для доведения изделия до состояния технического насыщения, магнитопровод из магнитомягкого материала, замыкающий вторые полюса постоянных магнитов так, что они образуют полузамкнутую магнитную цепь, две одинаковые измерительные обмотки, охватывающие направляющую и расположенные за постоянными магнитами по ходу движения изделия в двух ортогональных плоскостях под острым углом к направлению движения изделия, пересекающихся по линии, ортогональной направлению движения изделия и направлению 3 78312011.12.30 постоянного магнитного поля, систему из двух размагничивающих катушек, питаемых от регулируемого источника постоянного тока, расположенных с двух противоположных сторон направляющей за измерительными обмотками по ходу движения изделия и создающих внутри нее постоянное размагничивающее поле, направленное перпендикулярно этим сторонам направляющей в противоположной полю постоянных магнитов полярности и полностью размагничивающее самое твердое изделие из числа контролируемых, демагнитизатор, блок управления, две одинаковые измерительные обмотки, охватывающие направляющую и расположенные за системой из двух размагничивающих катушек по ходу движения изделия в двух ортогональных плоскостях под острым углом к направлению движения изделия, пересекающихся по линии, ортогональной направлению движения изделия и направлению постоянного размагничивающего поля, четыре измерительных блока, входы которых подсоединены к соответствующим измерительным обмоткам, а выходы к соответствующим блокам возведения в квадрат, соединенным со входами соответствующих сумматоров, выходы которых через соответствующие блоки извлечения корня квадратного, пиковые детекторы и сумматор соединены с регистратором, причем блок управления подсоединен к установочным входам пиковых детекторов. В отличие от прототипа полезная модель дополнительно содержит систему из двух размагничивающих катушек, питаемых от регулируемого источника постоянного тока,расположенных с двух противоположных сторон направляющей за измерительными обмотками по ходу движения изделия и создающих внутри нее постоянное размагничивающее поле, направленное перпендикулярно этим сторонам направляющей в противоположной полю постоянных магнитов полярности и полностью размагничивающее самое твердое изделие из числа контролируемых, демагнитизатор, блок управления, две одинаковые измерительные обмотки, охватывающие направляющую и расположенные за системой из двух размагничивающих катушек по ходу движения изделия в двух ортогональных плоскостях под острым углом к направлению движения изделия, пересекающихся по линии, ортогональной направлению движения изделия и направлению постоянного размагничивающего поля, четыре измерительных блока, входы которых подсоединены к соответствующим измерительным катушкам, а выходы - к соответствующим блокам возведения в квадрат, соединенным со входами соответствующих сумматоров, выходы которых через соответствующие блоки извлечения корня квадратного,пиковые детекторы и сумматор соединены с регистратором, причем блок управления подсоединен к установочным входам пиковых детекторов. Это позволяет повысить достоверность контроля твердости тел качения с малым отношением длины к диаметру из сталей, содержащих более 0,3 углерода, после закалки и последующего отпуска за счет измерения нового магнитного параметра, независимого от поворота движущегося изделия, - суммы величин остаточного магнитного потока после намагничивания до состояния, близкого к техническому насыщению, и после размагничивания полем фиксированной величины, при котором размагничивается самое твердое изделие из числа контролируемых. На фиг. 1 представлена функциональная схема полезной модели по заявке. На фиг. 2 показана зависимость магнитного потока Ф шайб с внешним диаметром 50 мм, внутренним диаметром 40 мм и толщиной 5 мм из стали 45 от их твердости ,измеренного после намагничивания по прототипу (1), после частичного размагничивания(2) и суммы величин магнитного потока после намагничивания и после частичного размагничивания (3). Напряженность намагничивающего поля во всех случаях составляла 40 000 А/м. Величина размагничивающего поля по предлагаемому способу составляла 1600 А/м. Полезная модель для магнитного контроля твердости тел качения с малым отношением длины к диаметру содержит (фиг. 1) направляющую 1, через которую пропускается контролируемое (или эталонное) изделие 2, два постоянных магнита (или электромагнит) 4 78312011.12.30 3, полюса которых расположены с двух противоположных сторон направляющей 1 так,что создают внутри нее постоянное намагничивающее поле, направленное перпендикулярно этим сторонам направляющей (показано стрелками) и достаточное для доведения изделия 2 до состояния технического насыщения, магнитопровод 4 из магнитомягкого материала, замыкающий вторые полюса постоянных магнитов 3 так, что они образуют полузамкнутую магнитную цепь, две одинаковые измерительные обмотки 5 и 6, охватывающие направляющую 1 и расположенные за постоянными магнитами 3 по ходу движения изделия 2 в двух ортогональных плоскостях под острым углом к направлению движения изделия (показано стрелкой), пересекающихся по линии, ортогональной направлению движения изделия и направлению поля постоянных магнитов 3, систему 7 из двух размагничивающих катушек, питаемых от регулируемого источника 8 постоянного тока, расположенных с двух противоположных сторон направляющей 1 за измерительными обмотками 5 и 6 по ходу движения изделия 2 так, что создают внутри нее постоянное размагничивающее поле, направленное перпендикулярно этим сторонам направляющей(показано стрелками) и полностью размагничивающее самое твердое изделие из числа контролируемых, две одинаковые измерительные обмотки 9 и 10, охватывающие направляющую 1 и расположенные за системой 7 из двух размагничивающих катушек по ходу движения изделия 2 в двух ортогональных плоскостях под острым углом к направлению движения изделия (показано стрелкой), пересекающихся по линии, ортогональной направлению движения изделия и направлению постоянного размагничивающего поля, четыре измерительных блока 11-14, входы которых подсоединены к соответствующим измерительным катушкам 5, 6 и 9, 10, а выходы - к соответствующим блокам 15-18 возведения в квадрат, выходы которых подсоединены ко входам соответствующих сумматоров 19 и 20, выходы которых соответственно через блоки 21 и 22 извлечения корня квадратного, пиковые детекторы 23 и 24 и сумматор 25 соединены с регистратором 26, причем к установочным входам пиковых детекторов 23 и 24 подсоединен блок 27 управления. Устройство содержит также демагнитизатор 28. Работает полезная модель следующим образом. Блок управления 27 формирует импульсы сброса пиковых детекторов 23 и 24, устанавливающие их в обнуленное состояние перед перемещением по направляющей 1 каждого изделия 2 (контролируемого или эталонного). Кроме того, блок 27 управления поддерживает обнуленное состояние пикового детектора 23 на время работы с эталонным изделием 2 из числа контролируемых. При перемещении эталонного изделия 2 из числа контролируемых с максимальной твердостью сквозь магнитное поле, создаваемое двумя постоянными магнитами 3 и магнитопроводом 4, так чтобы ось эталонного изделия была направлена ортогонально направлению этого поля, изделия, имеющие форму тел качения с малым отношением длины к диаметру, легче намагничиваются. Намагниченное до состояния технического насыщения эталонное изделие 2, перемещаясь по направляющей 1, проходит сквозь измерительные обмотки 5 и 6, а затем сквозь область с постоянным размагничивающим полем,создаваемым системой 7 из двух размагничивающих катушек и имеющим противоположную полю постоянных магнитов 3 полярность так, чтобы ось изделия была направлена ортогонально направлению этого поля. При этом эталонное изделие 2 частично или полностью размагничивается или может даже перемагничиваться в другую полярность. Степень размагничивания эталонного изделия 2 зависит от величины тока через систему 7 из двух размагничивающих катушек, устанавливаемого регулируемым источником 8 постоянного тока. После выхода эталонного изделия 2 из области влияния постоянного размагничивающего поля оно проходит сквозь измерительные обмотки 9 и 10, наводя в них э.д.с. магнитной индукции, которая после интегрирования соответственно измерительными блоками 13 и 14 пропорциональна магнитному потоку эталонного изделия после размагничивания. Проинтегрированные сигналы поступают на блоки 17 и 18 возведения в квадрат, а после 5 78312011.12.30 операции возведения в квадрат - на входы сумматора 20. После суммирования и обработки блоком 22 извлечения корня квадратного сигнал поступает на пиковый детектор 24,который фиксирует максимальный уровень сигнала за время прохождения эталонного изделия 2 сквозь измерительные обмотки 9 и 10. Этот сигнал поступает на сумматор 25, а затем на регистратор 26. Так как пиковый детектор 23 на время работы с эталонным изделием 2 заблокирован, то показания регистратора 26 характеризуют магнитное состояние эталонного изделия 2 после воздействия на него размагничивающего поля. В случае если этот сигнал не равен нулю, эталонное изделие 2 размагничивают демагнитизатором 28,изменяют величину тока через систему 7 из двух размагничивающих катушек (увеличивают в случае, если измеренная величина больше нуля, и уменьшают, если она меньше нуля), и повторяют процесс. При равенстве измеренной величины нулю фиксируют величину размагничивающего поля. Затем по направляющей перемещается контролируемое изделие 2. При перемещении контролируемого изделия 2 сквозь магнитное поле, создаваемое двумя постоянными магнитами 3, так чтобы ось контролируемого изделия была направлена ортогонально направлению этого поля, изделия, имеющие форму тел качения с малым отношением длины к диаметру, легче намагничиваются. Намагниченное до состояния технического насыщения контролируемое изделие 2, перемещаясь по направляющей 1, проходит сквозь измерительные обмотки 5 и 6, наводя в них э.д.с. магнитной индукции, которая после интегрирования соответственно измерительными блоками 11 и 12 пропорциональна магнитному потоку контролируемого изделия после намагничивания. Проинтегрированные сигналы поступают на блоки 15 и 16 возведения в квадрат, а после операции возведения в квадрат на входы сумматора 19. После суммирования и обработки блоком 21 извлечения корня квадратного сигнал поступает на пиковый детектор 23, который фиксирует максимальный уровень сигнала за время прохождения контролируемого изделия 2 сквозь измерительные обмотки 5 и 6. Этот сигнал поступает на сумматор 25. Затем контролируемое изделие 2 при своем движении по направляющей 1 проходит сквозь область с постоянным размагничивающим полем, создаваемым системой 7 из двух размагничивающих катушек током зафиксированной величины. Степень размагничивания контролируемого изделия 2 магнитным полем зафиксированной величины зависит от свойств этого изделия. После выхода контролируемого изделия 2 из области влияния постоянного размагничивающего поля оно проходит сквозь измерительные обмотки 9 и 10, наводя в них э.д.с. магнитной индукции, которая после интегрирования соответственно измерительными каналами 13 и 14 пропорциональна магнитному потоку эталонного изделия после размагничивания. Проинтегрированные сигналы поступают на блоки 17 и 18 возведения в квадрат,а после операции возведения в квадрат - на входы сумматора 20. После суммирования и обработки блоком 22 извлечения корня квадратного сигнал поступает на пиковый детектор 24, который фиксирует максимальный уровень сигнала за время прохождения эталонного изделия 2 сквозь измерительные обмотки 9 и 10. Этот сигнал поступает на сумматор 25. Просуммированные сигналы пиковых детекторов 23 и 24 поступают на регистратор 26, показания которого будут пропорциональны сумме значений корня квадратного из суммы квадратов величин магнитного потока, измеренных после намагничивания и после частичного размагничивания контролируемого изделия 2. Искомую твердость контролируемого изделия определяют по показаниям регистратора 26 на основании установленной заранее корреляционной зависимости, связывающей ее с суммой значений корня квадратного, из суммы квадратов величин магнитного потока,измеренных после намагничивания и после частичного размагничивания этого изделия. Из фиг. 2 видно, что при измерении с использованием прототипа (кривая 1) в диапазоне изменения твердости от 20 до 36 величина измеряемого магнитного потока очень мала. При размагничивании контролируемого изделия магнитным полем, величина которого обеспечивает размагничивание самого твердого изделия из числа контролируемых,6 78312011.12.30 чувствительность в этом диапазоне составляет примерно 0,1 мкВб изменения суммы значений корня квадратного из суммы квадратов величин магнитного потока, измеренных после намагничивания и после частичного размагничивания контролируемого изделия, на единицу изменения твердости, причем с ростом твердости величина Ф уменьшается по абсолютной величине (кривая 2). При измерении с помощью предлагаемой полезной модели (кривая 3) высокая чувствительность (примерно 0,27 мкВб изменения суммы значений корня квадратного из суммы квадратов величин магнитного потока, измеренных после намагничивания и после частичного размагничивания контролируемого изделия, на единицу изменения твердости) достигается во всем возможном диапазоне изменения твердости (от 13 до 58 ) испытуемых шайб. Эффективность полезной модели обусловлена тем, что намагничивание и частичное размагничивание тел качения с малым отношением длины к диаметру ортогонально направлению их движения до требуемого магнитного состояния происходит при магнитных полях меньшей величины, что исключает (при однородном магнитном поле) или значительно ослабляет (в случае неоднородного магнитного поля) величину силы, препятствующей поступательному движению изделия и приводящей к его зависанию. Например,размагничивающий фактор для шайбы с внешним диаметром 50 мм, внутренним диаметром 40 мм и толщиной 5 мм при намагничивании параллельно образующей составляет 0,714 4, а перпендикулярно образующей - 0,016 5. Поэтому для доведения до требуемого магнитного состояния во втором случае потребуется примерно в 40 раз меньшее по величине намагничивающее или размагничивающее поле, а следовательно, магнитная сила,препятствующая прохождению изделия по направляющей, будет гораздо меньшей. Кроме того, для намагничивания таких изделий параллельно образующей невозможно создать магнитное поле, доводящее их до состояния, близкого к состоянию технического насыщения. Так, намагниченность технического насыщения для большинства ферромагнитных сталей лежит в пределах от 800 до 1500 кА/м. При намагничивании до технического насыщения в направлении, параллельном образующей, шайбы вышеуказанных размеров из этих материалов потребуется магнитное поле напряженностью от 570 до 1070 кА/м, что технически неосуществимо. В то же время для намагничивания этой шайбы перпендикулярно образующей потребуется магнитное поле напряженностью от 12,8 до 24 кА/м, что находится в диапазоне технических возможностей. Определение величины магнитного потока после намагничивания и частичного размагничивания по корню квадратному из суммы квадратов магнитных потоков, измеренных в двух ортогональных плоскостях под острым углом к направлению движения изделия, пересекающихся по линии, ортогональной направлению движения изделия и направлению постоянного намагничивающего и постоянного размагничивающего полей, ослабляет влияние вращения контролируемого изделия при его свободном падении на результаты контроля, ввиду того что эта сумма не зависит от угла поворота движущегося изделия. Так, если в исходном состоянии движущееся изделие создает остаточный магнитный поток Ф, направленный под угломк первой плоскости и под углом /2- ко второй, то при повороте изделия на уголизмеряемый магнитный поток будет равен Ф 22 Ф 22 ( / 2)Ф 22 Ф 22 Ф,то есть не зависит от угла поворота. Используемые в качестве информационного параметра величины магнитного потока,определенные после окончания намагничивания и после окончания частичного размагничивания полем заранее установленной величины, имеют разную зависимость от твердости. Остаточная намагниченность после намагничивания имеет большую величину для более твердых изделий, а для размагничивания более твердого изделия требуется размагничивающее поле большей величины. При частичном размагничивании контролируемого изделия магнитным полем, обеспечивающим размагниченное состояние эталонного изделия из числа контролируемых с максимальной твердостью, величина остаточной намагни 7 78312011.12.30 ченности изделия, а следовательно, и величина создаваемого ею магнитного потока, изменяется сильнее для менее твердых изделий и слабее - для более твердых. Поэтому суммирование величин магнитного потока, создаваемого движущимся изделием, после намагничивания и после частичного размагничивания компенсирует недостатки каждого из слагаемых и позволяет обеспечить хорошую чувствительность и однозначность этого параметра как к твердым, так и к мягким изделиям. Техническим результатом применения предлагаемой полезной модели является повышение достоверности магнитного метода контроля твердости изделий из ферромагнитных сталей, содержащих более 0,3 углерода, после закалки и последующего отпуска. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 8
МПК / Метки
МПК: G01N 27/72
Метки: контроля, диаметру, малым, твердости, устройство, отношением, качения, тел, магнитного, длины
Код ссылки
<a href="https://by.patents.su/8-u7831-ustrojjstvo-dlya-magnitnogo-kontrolya-tverdosti-tel-kacheniya-s-malym-otnosheniem-dliny-k-diametru.html" rel="bookmark" title="База патентов Беларуси">Устройство для магнитного контроля твердости тел качения с малым отношением длины к диаметру</a>
Способ импульсного магнитного контроля твердости изделий из ферромагнитных материалов
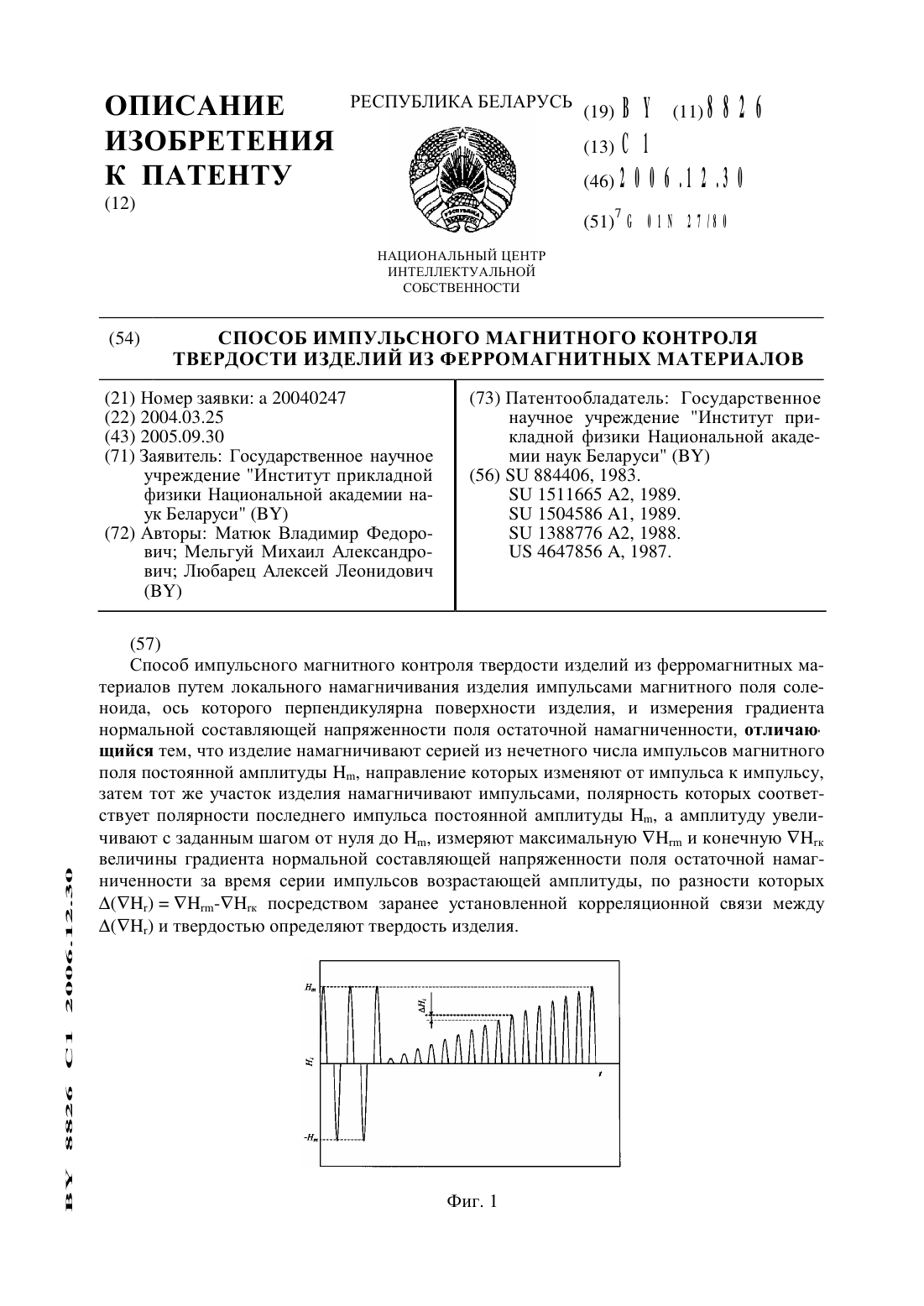
Номер патента: 8826
Опубликовано: 30.12.2006
Авторы: Мельгуй Михаил Александрович, Любарец Алексей Леонидович, Матюк Владимир Федорович
МПК: G01N 27/80
Метки: магнитного, контроля, импульсного, ферромагнитных, твердости, материалов, изделий, способ
Текст:
...от амплитуды Н, импульсов одного знака,возрастающих с постоянным щагом АН, от нуля до Нт для изделия, находящегося в состоянии, намагниченном серией из нечетного числа импульсов одинаковой амплитуды Нт, чередующихся по знаку.На фиг. 3 показана одна из возможных структурных схем устройства для реализации способа по заявке.На фиг. 4 показана зависимость НТЮ (по прототипу), максимального УНГШ и конечного ТНЖ значений градиентов за время...
Способ импульсного магнитного контроля твердости изделия из ферромагнитной стали
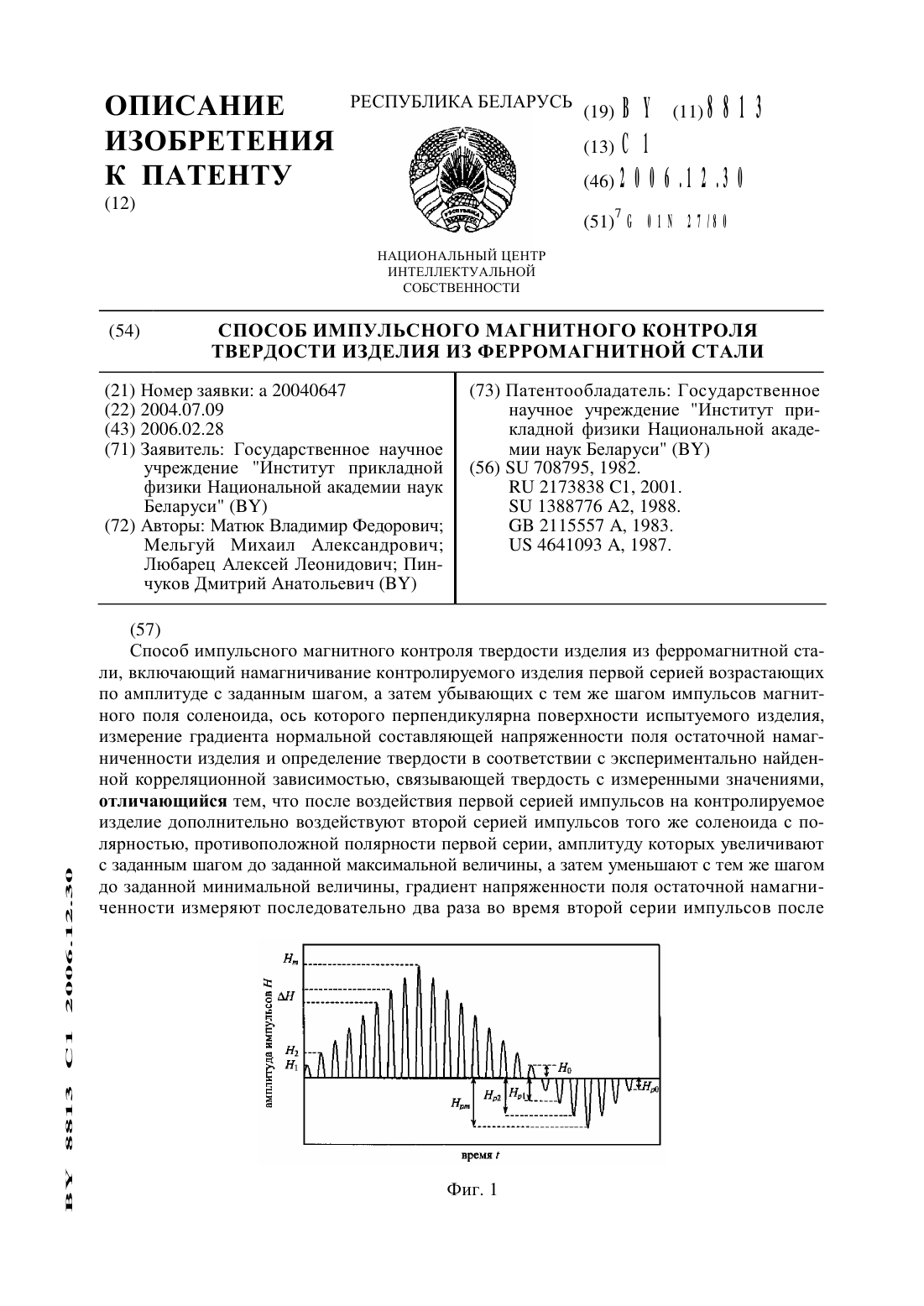
Номер патента: 8813
Опубликовано: 30.12.2006
Авторы: Пинчуков Дмитрий Анатольевич, Мельгуй Михаил Александрович, Любарец Алексей Леонидович, Матюк Владимир Федорович
МПК: G01N 27/80
Метки: контроля, магнитного, импульсного, твердости, стали, изделия, ферромагнитной, способ
Текст:
...уравнению корреляции судят о твердости.На фиг. 1 показано изменение амплитуды импульсов напряженности магнитного поля во времени по настоящему изобретению.На фиг. 2 показано изменение градиента УНТ напряженности магнитного поля остаточной намагниченности после каждого из импульсов, показанных на фиг. 1.На фиг. 3 показана одна из возможных структурных схем устройства для реализации способа по заявке.На фиг. 4 показана зависимость...
Способ импульсного магнитного многопараметрового контроля твердости изделия из ферромагнитного материала
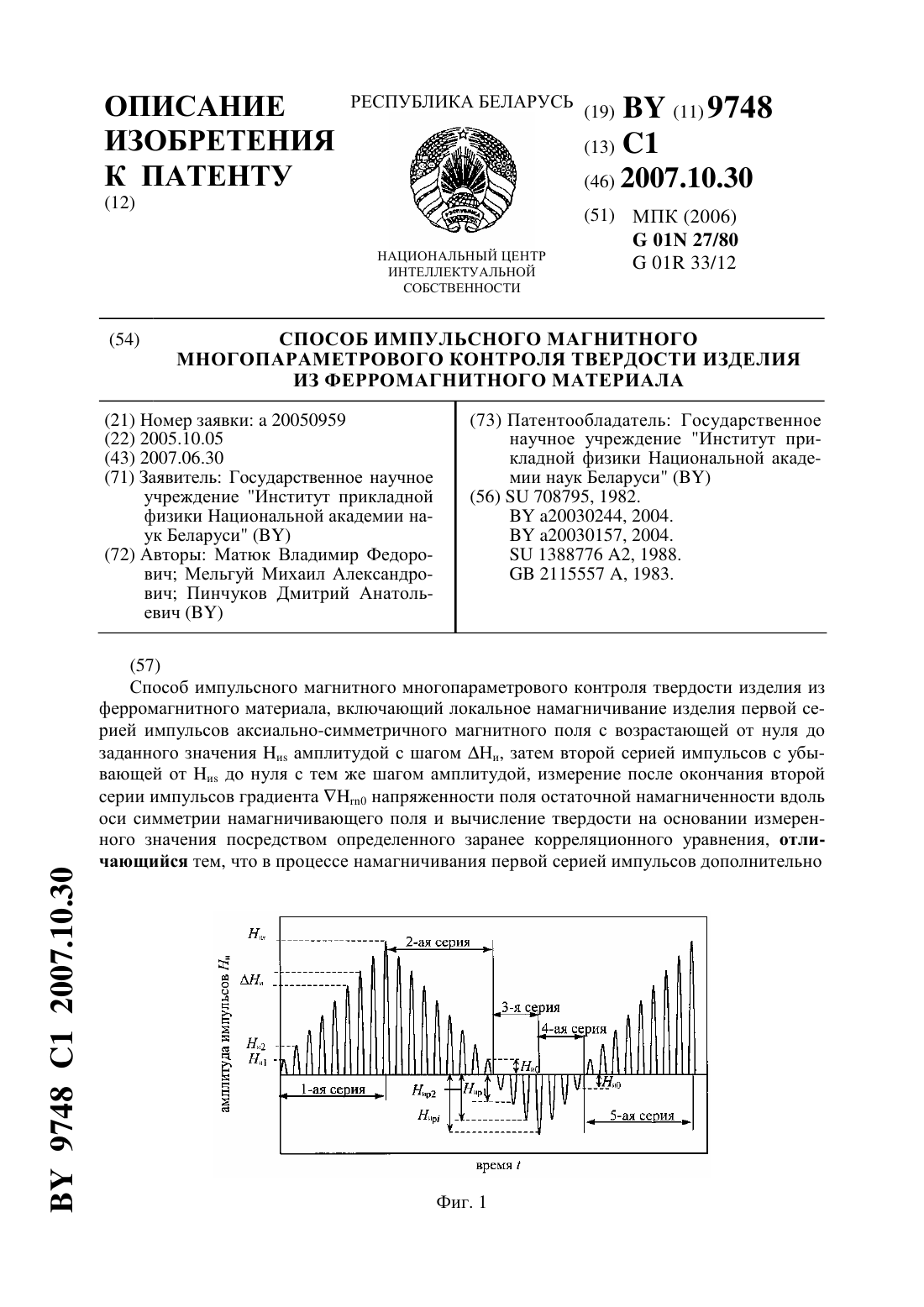
Номер патента: 9748
Опубликовано: 30.10.2007
Авторы: Мельгуй Михаил Александрович, Пинчуков Дмитрий Анатольевич, Матюк Владимир Федорович
МПК: G01N 27/80, G01R 33/12
Метки: магнитного, импульсного, ферромагнитного, контроля, твердости, изделия, способ, материала, многопараметрового
Текст:
...фиг. 1 показано изменение амплитуды импульсов во времени в первой, второй,третьей, четвертой и пятой сериях импульсов. На фиг. 2 показано изменение величины градиентанормальной составляющей напряженности поля остаточной намагниченности вдоль оси симметрии намагничивающего поля с изменением амплитуды импульсов и измеряемые величины градиента ,и, 0, р, 0, . На фиг. 3 показана одна из возможных структурных схем устройства для реализации...
Способ многопараметрового импульсного магнитного контроля твердости изделия из ферромагнитной стали
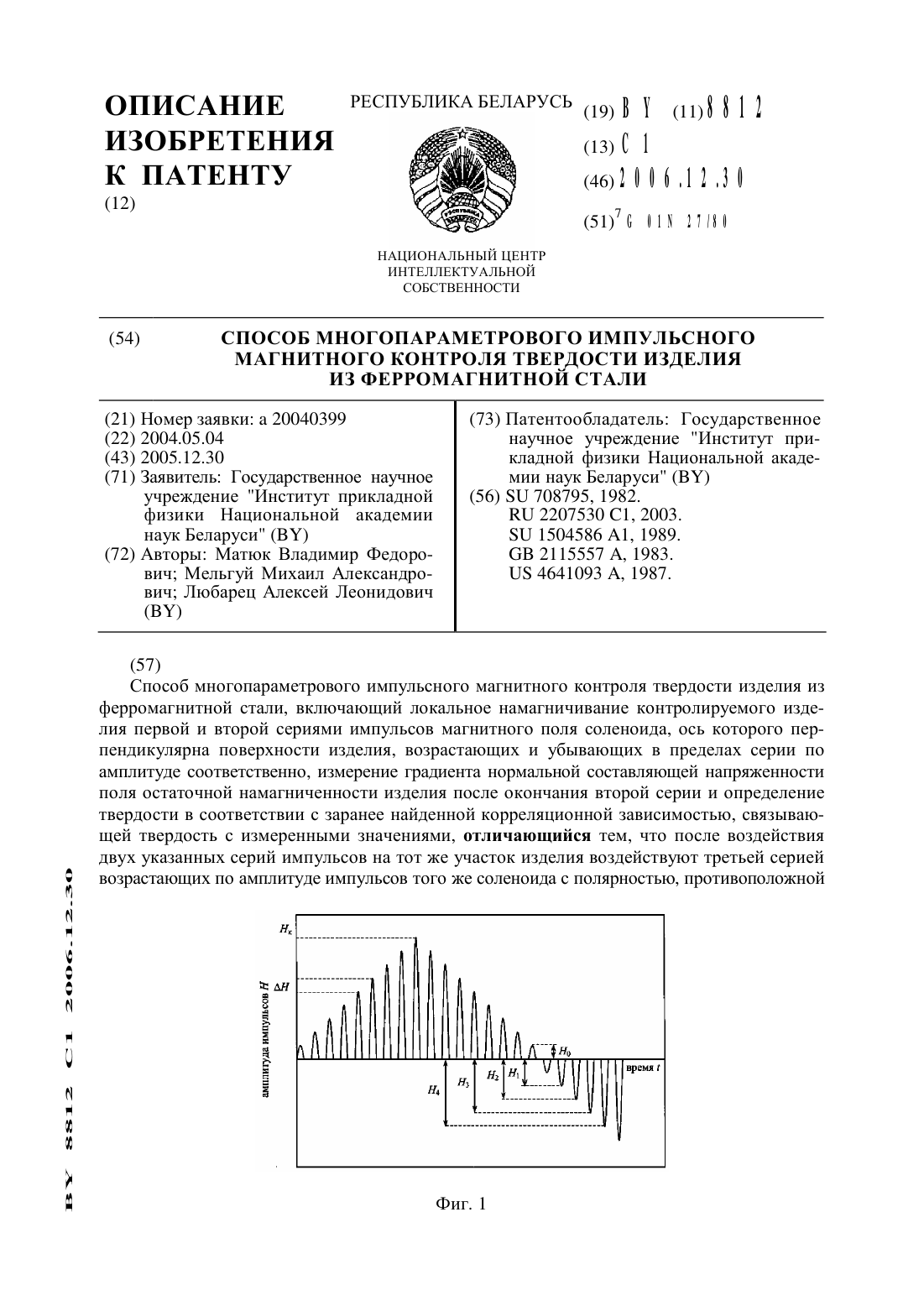
Номер патента: 8812
Опубликовано: 30.12.2006
Авторы: Матюк Владимир Федорович, Мельгуй Михаил Александрович, Любарец Алексей Леонидович
МПК: G01N 27/80
Метки: магнитного, изделия, многопараметрового, стали, контроля, способ, импульсного, твердости, ферромагнитной
Текст:
...импульсов.На фиг. 3 показана одна из возможных структурных схем устройства для реализации способа.На фиг. 4 показана зависимость твердости НКС, измеренной прямым методом, твердости НКСР, рассчитанной по уравнению множественной корреляции, а также градиента ТНЮ (по прототипу) от температуры отпуска образцов рессорно-пружинной стали 6 ОС 2,закаленных от 870 С.На фиг. 5 показана корреляционная связь между твердостью НКСр, вычисленной по...
Устройство для магнитного контроля механических свойств движущегося ферромагнитного изделия

Номер патента: U 7236
Опубликовано: 30.04.2011
Автор: Матюк Владимир Федорович
МПК: G01N 27/72
Метки: магнитного, изделия, ферромагнитного, свойств, механических, контроля, движущегося, устройство
Текст:
...с направляющей третью измерительную обмотку, расположенную по ходу движения контролируемого изделия перед намагничивающей катушкой вне зоны влияния ее магнитного поля, третий измерительный блок и коммутатор, включенный между источником постоянного поля и намагничивающей катушкой. В отличие от прототипа в предлагаемую полезную модель дополнительно введены последовательно соединенные соосная с направляющей третья измерительная обмотка,...
Предыдущий патент: Устройство для измерения толщины немагнитных покрытий на ферромагнитном основании
Следующий патент: Мобильная смесительная установка
Случайный патент: Машина врубовая баровая