Способ магнитного контроля твердости движущегося ферромагнитного изделия
Текст
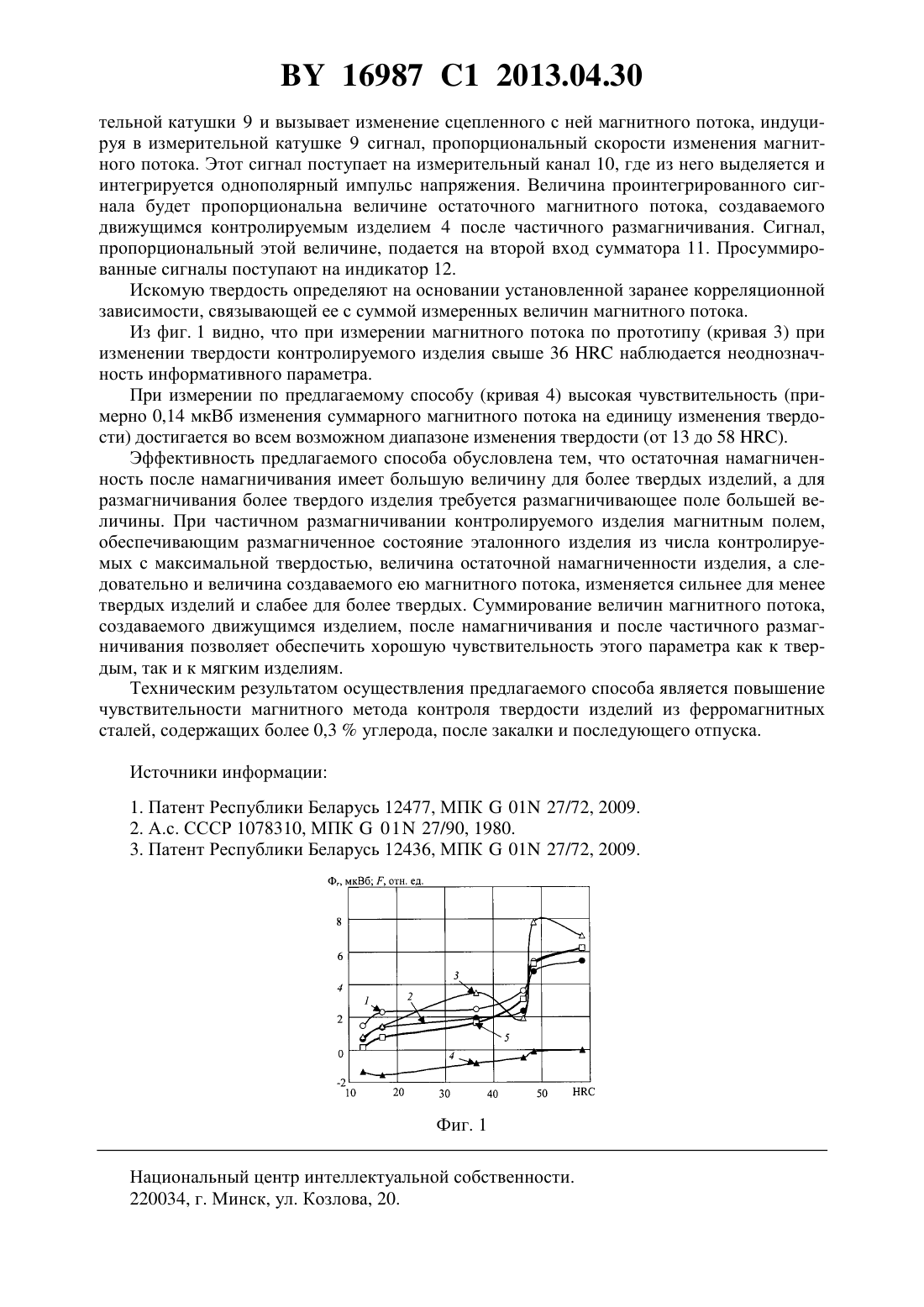
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ МАГНИТНОГО КОНТРОЛЯ ТВЕРДОСТИ ДВИЖУЩЕГОСЯ ФЕРРОМАГНИТНОГО ИЗДЕЛИЯ(71) Заявитель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(72) Автор Матюк Владимир Федорович(73) Патентообладатель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(57) Способ магнитного контроля твердости движущегося ферромагнитного изделия, в котором контролируемое изделие перемещают сквозь область с постоянным намагничивающим полем, сонаправленным с продольной осью изделия, намагничивая его до технического насыщения, измеряют величину магнитного потока, создаваемого остаточной намагниченностью движущегося контролируемого изделия после его выхода из области с намагничивающим полем, затем перемещают контролируемое изделие сквозь область с постоянным размагничивающим полем, сонаправленным с продольной осью изделия, направленным противоположно намагничивающему полю и обеспечивающим после размагничивания нулевое значение магнитного потока, создаваемого остаточной намагниченностью предварительно намагниченного до технического насыщения движущегося эталонного максимально твердого изделия из числа контролируемых, измеряют величину магнитного потока, создаваемого остаточной намагниченностью движущегося контролируемого изделия после его выхода из области с размагничивающим полем, а затем определяют искомую твердость по заранее установленной корреляционной зависимости,связывающей ее с суммой двух измеренных величин магнитного потока. 16987 1 2013.04.30 Изобретение относится к исследованиям физических и химических свойств материалов и сплавов и может быть использовано на машиностроительных предприятиях для неразрушающего контроля твердости изделий, подвергшихся для улучшения их качества закалке и последующему отпуску. Известен способ импульсного магнитного контроля температуры отпуска изделия из среднеуглеродистой стали 1, в котором контролируемое изделие вначале намагничивают импульсным магнитным полем, затем измеряют градиент нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка, размагничивают контролируемое изделие импульсным магнитным полем противоположного направления с амплитудой, обеспечивающей после размагничивания нулевое значение градиента нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка эталонного изделия из числа контролируемых, подвергнутого отпуску при минимальной для изделий данного типа температуре, затем вновь измеряют градиент нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка контролируемого изделия и определяют искомую температуру по заранее установленной корреляционной температурной зависимости суммы двух измеренных градиентов. Недостатком известного способа является невысокая производительность контроля из-за необходимости проводить измерения на покоящемся изделии. Известен также способ электромагнитного контроля движущихся ферромагнитных изделий 2, при котором контролируемое изделие намагничивают в постоянном магнитном поле, при отсутствии намагничивающего поля преобразуют изменение индукции в измерительной катушке, вызванное движением намагниченного изделия, в электрический сигнал, дополнительно преобразуют в электрический сигнал изменение индукции в процессе намагничивания изделия, выделяют из полученных сигналов импульсы одной полярности, интегрируют их и о контролируемых параметрах судят по результатам интегрирования импульсов обоих сигналов. Недостатком известного способа является низкая достоверность контроля твердости изделий из ферромагнитных сталей, содержащих более 0,3 углерода, после закалки и последующего отпуска из-за неоднозначной зависимости измеряемых параметров от твердости изделий из этих сталей. Наиболее близким по технической сущности к настоящему изобретению является способ электромагнитного контроля механических свойств движущегося ферромагнитного изделия 3, в котором изделие в процессе движения намагничивают до состояния,близкого к техническому насыщению, проводят первое измерение остаточного магнитного потока в изделии после его выхода из области действия намагничивающего поля, создают на пути движения локальную область с размагничивающим полем, достаточным для его частичного размагничивания, производят второе измерение остаточного магнитного потока в изделии после его выхода из области действия размагничивающего поля и определяют искомые свойства изделия на основании заранее определенной корреляционной зависимости, связывающей их с отношением результата второго измерения к разности первого и второго измерений. Недостатком известного способа является низкая достоверность контроля твердости изделий из ферромагнитных сталей, содержащих более 0,3 углерода, после закалки и последующего отпуска из-за неоднозначности между информативным параметром и твердостью изделий из этих сталей. Цель настоящего изобретения - повышение достоверности контроля твердости изделий из ферромагнитных сталей, содержащих более 0,3 углерода, после закалки и последующего отпуска за счет использования другого информативного магнитного параметра. Сущность способа заключается в том, что контролируемое изделие перемещают сквозь область с постоянным намагничивающим полем, сонаправленным с продольной осью изделия, намагничивая его до технического насыщения, измеряют величину магнитного потока, создаваемого остаточной намагниченностью движущегося контролируемого 2 16987 1 2013.04.30 изделия после его выхода из области с намагничивающим полем, затем перемещают контролируемое изделие сквозь область с постоянным размагничивающим полем, сонаправленным с продольной осью изделия, направленным противоположно намагничивающему полю и обеспечивающим после размагничивания нулевое значение магнитного потока,создаваемого остаточной намагниченностью предварительно намагниченного до технического насыщения движущегося эталонного максимально твердого изделия из числа контролируемых, измеряют величину магнитного потока, создаваемого остаточной намагниченностью движущегося контролируемого изделия после его выхода из области с размагничивающим полем, а затем определяют искомую твердость по заранее установленной корреляционной зависимости, связывающей ее с суммой двух измеренных величин магнитного потока. В отличие от прототипа, по заявляемому способу величину магнитного потока, создаваемого остаточной намагниченностью движущегося контролируемого изделия после его выхода из области с размагничивающим полем, измеряют при величине этого поля, обеспечивающей после размагничивания нулевое значение магнитного потока, создаваемого остаточной намагниченностью предварительно намагниченного до технического насыщения движущегося эталонного максимально твердого изделия из числа контролируемых, а искомую твердость определяют по заранее установленной корреляционной зависимости,связывающей ее с суммой двух измеренных величин магнитного потока. Это позволяет повысить достоверность контроля твердости подвергнутого отпуску движущегося ферромагнитного изделия за счет того, что используемые в качестве информационного параметра величины магнитного потока, измеренные после окончания намагничивания и после окончания частичного размагничивания полем заранее установленной величины, по-разному зависят от твердости, а их сумма компенсирует недостатки каждой из входящих в нее величин. На фиг. 1 показана зависимость магнитного потока Ф, создаваемого остаточной намагниченностью, движущихся стержней диаметром 10 мм и длиной 60 мм из стали 45 от их твердости, измеренного после намагничивания (7), после намагничивания и частичного размагничивания полем напряженностью 1600 А/м (2) при использовании алгоритмапо прототипу (5), после намагничивания и частичного размагничивания полем напряженностью 3200 А/м (4) и при использовании информативного параметра по данному способу (5). На фиг. 2 показана одна из возможных структурных схем устройства для реализации способа по заявке. Способ осуществляют следующим образом. Эталонное изделие из числа контролируемых с максимальной твердостью перемещают сквозь область с постоянным магнитным полем, достаточным для его намагничивания до технического насыщения и совпадающим по направлению с его продольной осью. Затем эталонное изделие перемещают сквозь область с постоянным размагничивающим магнитным полем, также соосным с продольной осью изделия, имеющим противоположную намагничивающему полю полярность. После выхода эталонного изделия из области влияния размагничивающего поля измеряют величину магнитного потока, создаваемого движущимся эталонным изделием. При неравенстве измеренной величины нулю изменяют величину размагничивающего поля (увеличивают, в случае если измеренная величина больше нуля, и уменьшают, если она меньше нуля), размагничивают эталонное изделие демагнитизатором и повторяют измерение. При равенстве измеренной величины нулю фиксируют величину размагничивающего поля. После этого сквозь область с постоянным магнитным полем перемещают контролируемое изделие, намагничивая его до технического насыщения, и измеряют величину магнитного потока, создаваемого остаточной намагниченностью движущегося изделия после выхода его из области влияния постоянного магнитного поля. Затем контролируемое изделие перемещают сквозь область с постоянным размагничивающим полем зафиксированной величины и измеряют величину магнитного потока, создаваемого остаточной 3 16987 1 2013.04.30 намагниченностью движущегося контролируемого изделия после выхода его из области влияния постоянного размагничивающего поля. Затем определяют искомую твердость на основании установленной заранее корреляционной зависимости, связывающей ее с суммой измеренных величин магнитного потока. Предложенный способ может быть реализован, например, с помощью устройства, показанного на фиг. 2. Устройство содержит намагничивающую катушку 1, подсоединенную к источнику 2 постоянного тока и соосную с направляющей 3, через которую пропускается контролируемое(или эталонное) изделие 4, последовательно соединенные измерительную катушку 5,расположенную соосно с направляющей 3 вне зоны влияния магнитного поля намагничивающей катушки 1, и измерительный канал 6, размагничивающую катушку 7, подсоединенную к источнику 8 регулируемого постоянного тока и также соосную с направляющей 3,последовательно соединенные вторую измерительную катушку 9, расположенную соосно с направляющей 3 вне зоны влияния магнитного поля размагничивающей катушки 7, и измерительный канал 10, сумматор 1 1 , входы которого соединены с выходами измерительных каналов 6 и 10, а выход соединен с индикатором 12, и демагнитизатор 13. Способ реализуется следующим образом. Постоянный ток источника 2 постоянного тока, проходя через намагничивающую катушку 1, создает внутри нее постоянное магнитное поле. Эталонное изделие 4 в процессе движения по направляющей 3 сквозь намагничивающую катушку 1 намагничивается этим полем до состояния технического насыщения. Измерительный канал 6 при пропускании эталонного изделия отключается. При движении сквозь размагничивающую катушку 7 эталонное изделие 4 частично размагничивается. Степень размагничивания эталонного изделия 4 зависит от величины тока через размагничивающую катушку 7, устанавливаемого источником 8 регулируемого постоянного тока. Выходя из зоны влияния размагничивающего поля, эталонное изделие 4 пересекает сечение второй измерительной катушки 9 и вызывает изменение сцепленного с ней магнитного потока, индуцируя в измерительной катушке 9 сигнал,пропорциональный скорости изменения магнитного потока. Этот сигнал поступает на измерительный канал 10, где из него выделяется и интегрируется однополярный импульс напряжения. Величина проинтегрированного сигнала будет пропорциональна величине магнитного потока, создаваемого движущимся эталонным изделием 4. Сигнал, пропорциональный этой величине, подается через сумматор 11 на индикатор 12. В случае если этот сигнал не равен нулю, эталонное изделие размагничивают демагнитизатором 13, изменяют величину тока через размагничивающую катушку 7 (увеличивают, в случае если измеренная величина больше нуля, и уменьшают, если она меньше нуля) и повторяют процесс. При равенстве измеренной величины нулю фиксируют величину размагничивающего поля. Затем сквозь направляющую 3 пропускается контролируемое изделие 4. В процессе движения по направляющей 3 сквозь намагничивающую катушку 1 оно намагничивается этим полем до состояния технического насыщения. Измерительный канал 6 при пропускании эталонного изделия включается. Выходя из зоны влияния намагничивающего поля,контролируемое изделие 4 пересекает сечение измерительной катушки 5 и вызывает изменение сцепленного с ней магнитного потока, индуцируя в измерительной катушке 5 сигнал, пропорциональный скорости изменения магнитного потока. Этот сигнал поступает на измерительный канал 6, где из него выделяется и интегрируется однополярный импульс напряжения. Величина проинтегрированного сигнала, пропорциональная величине остаточного магнитного потока, создаваемого движущимся контролируемым изделием 4,подается на первый вход сумматора 11. При движении сквозь размагничивающую катушку 7 контролируемое изделие 4 частично размагничивается. Степень размагничивания контролируемого изделия 4 зависит от его свойств и от зафиксированной величины размагничивающего поля. Выходя из зоны влияния размагничивающего поля, контролируемое изделие 4 пересекает сечение измери 4 16987 1 2013.04.30 тельной катушки 9 и вызывает изменение сцепленного с ней магнитного потока, индуцируя в измерительной катушке 9 сигнал, пропорциональный скорости изменения магнитного потока. Этот сигнал поступает на измерительный канал 10, где из него выделяется и интегрируется однополярный импульс напряжения. Величина проинтегрированного сигнала будет пропорциональна величине остаточного магнитного потока, создаваемого движущимся контролируемым изделием 4 после частичного размагничивания. Сигнал,пропорциональный этой величине, подается на второй вход сумматора 11. Просуммированные сигналы поступают на индикатор 12. Искомую твердость определяют на основании установленной заранее корреляционной зависимости, связывающей ее с суммой измеренных величин магнитного потока. Из фиг. 1 видно, что при измерении магнитного потока по прототипу (кривая 3) при изменении твердости контролируемого изделия свыше 36 наблюдается неоднозначность информативного параметра. При измерении по предлагаемому способу (кривая 4)высокая чувствительность (примерно 0,14 мкВб изменения суммарного магнитного потока на единицу изменения твердости) достигается во всем возможном диапазоне изменения твердости (от 13 до 58 ). Эффективность предлагаемого способа обусловлена тем, что остаточная намагниченность после намагничивания имеет большую величину для более твердых изделий, а для размагничивания более твердого изделия требуется размагничивающее поле большей величины. При частичном размагничивании контролируемого изделия магнитным полем,обеспечивающим размагниченное состояние эталонного изделия из числа контролируемых с максимальной твердостью, величина остаточной намагниченности изделия, а следовательно и величина создаваемого ею магнитного потока, изменяется сильнее для менее твердых изделий и слабее для более твердых. Суммирование величин магнитного потока,создаваемого движущимся изделием, после намагничивания и после частичного размагничивания позволяет обеспечить хорошую чувствительность этого параметра как к твердым, так и к мягким изделиям. Техническим результатом осуществления предлагаемого способа является повышение чувствительности магнитного метода контроля твердости изделий из ферромагнитных сталей, содержащих более 0,3 углерода, после закалки и последующего отпуска. Источники информации 1. Патент Республики Беларусь 12477, МПК 01 27/72, 2009. 2. А.с. СССР 1078310, МПК 01 27/90, 1980. 3. Патент Республики Беларусь 12436, МПК 01 27/72, 2009. Фиг. 1 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: G01N 27/80
Метки: ферромагнитного, контроля, способ, движущегося, магнитного, изделия, твердости
Код ссылки
<a href="https://by.patents.su/5-16987-sposob-magnitnogo-kontrolya-tverdosti-dvizhushhegosya-ferromagnitnogo-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Способ магнитного контроля твердости движущегося ферромагнитного изделия</a>
Способ магнитного контроля механических свойств движущегося ферромагнитного изделия, подвергнутого отпуску с предварительной закалкой
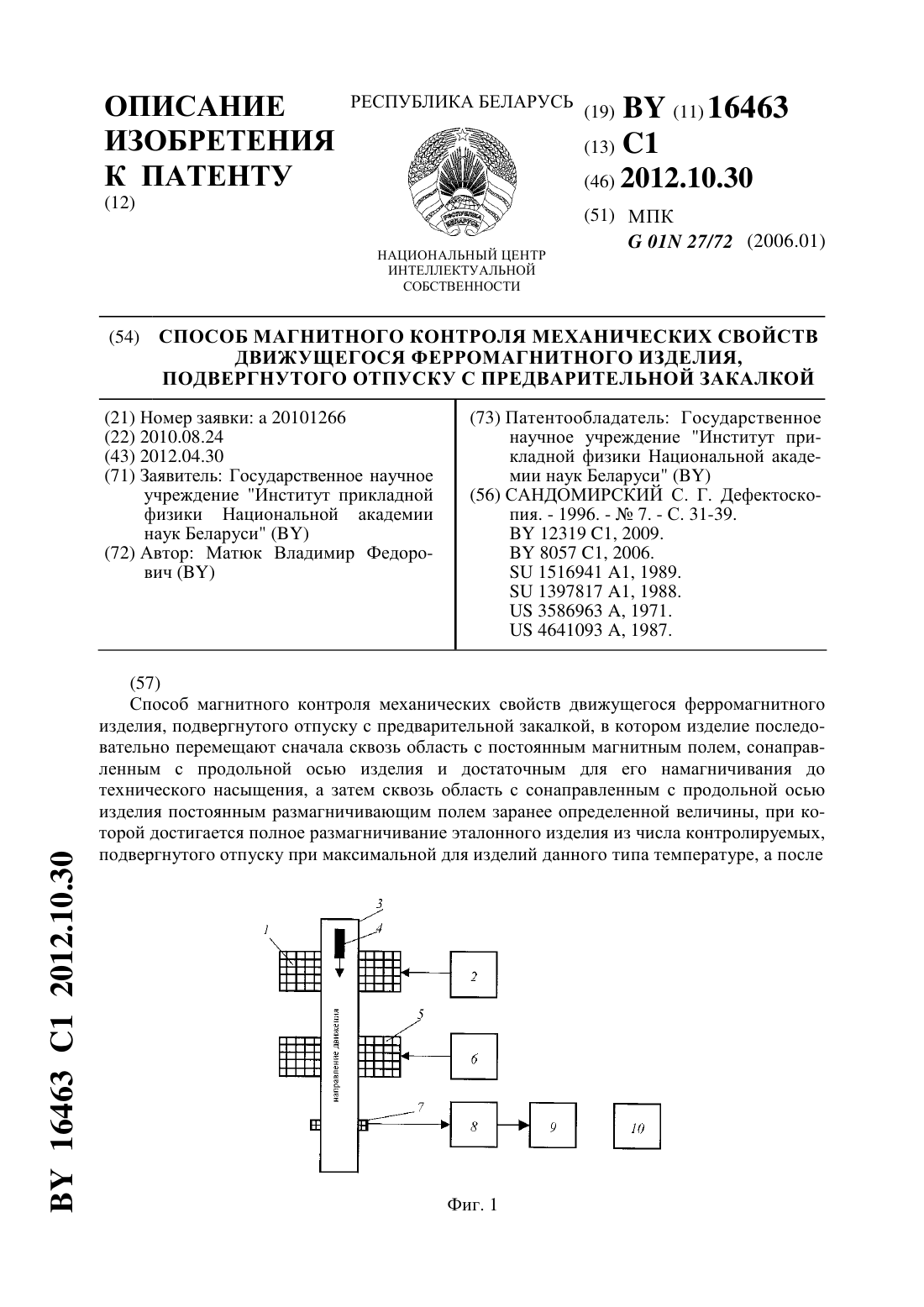
Номер патента: 16463
Опубликовано: 30.10.2012
Автор: Матюк Владимир Федорович
МПК: G01N 27/72
Метки: изделия, закалкой, отпуску, магнитного, контроля, движущегося, свойств, механических, подвергнутого, ферромагнитного, предварительной, способ
Текст:
...и механических свойств изделий из этих сталей в области высокотемпературного отпуска. На фиг. 1 показана одна из возможных структурных схем устройства для реализации способа по заявке. На фиг. 2 показана зависимость остаточного магнитного потока стержней диаметром 10 мм и длиной 60 мм из стали 45 от температуры их отпуска, измеренного по прототипу(1) и по предлагаемому способу (2). При контроле по прототипу величина размагничивающего...
Устройство для магнитного контроля механических свойств движущегося ферромагнитного изделия

Номер патента: U 7236
Опубликовано: 30.04.2011
Автор: Матюк Владимир Федорович
МПК: G01N 27/72
Метки: ферромагнитного, устройство, контроля, механических, изделия, магнитного, свойств, движущегося
Текст:
...с направляющей третью измерительную обмотку, расположенную по ходу движения контролируемого изделия перед намагничивающей катушкой вне зоны влияния ее магнитного поля, третий измерительный блок и коммутатор, включенный между источником постоянного поля и намагничивающей катушкой. В отличие от прототипа в предлагаемую полезную модель дополнительно введены последовательно соединенные соосная с направляющей третья измерительная обмотка,...
Способ импульсного магнитного многопараметрового контроля твердости изделия из ферромагнитного материала
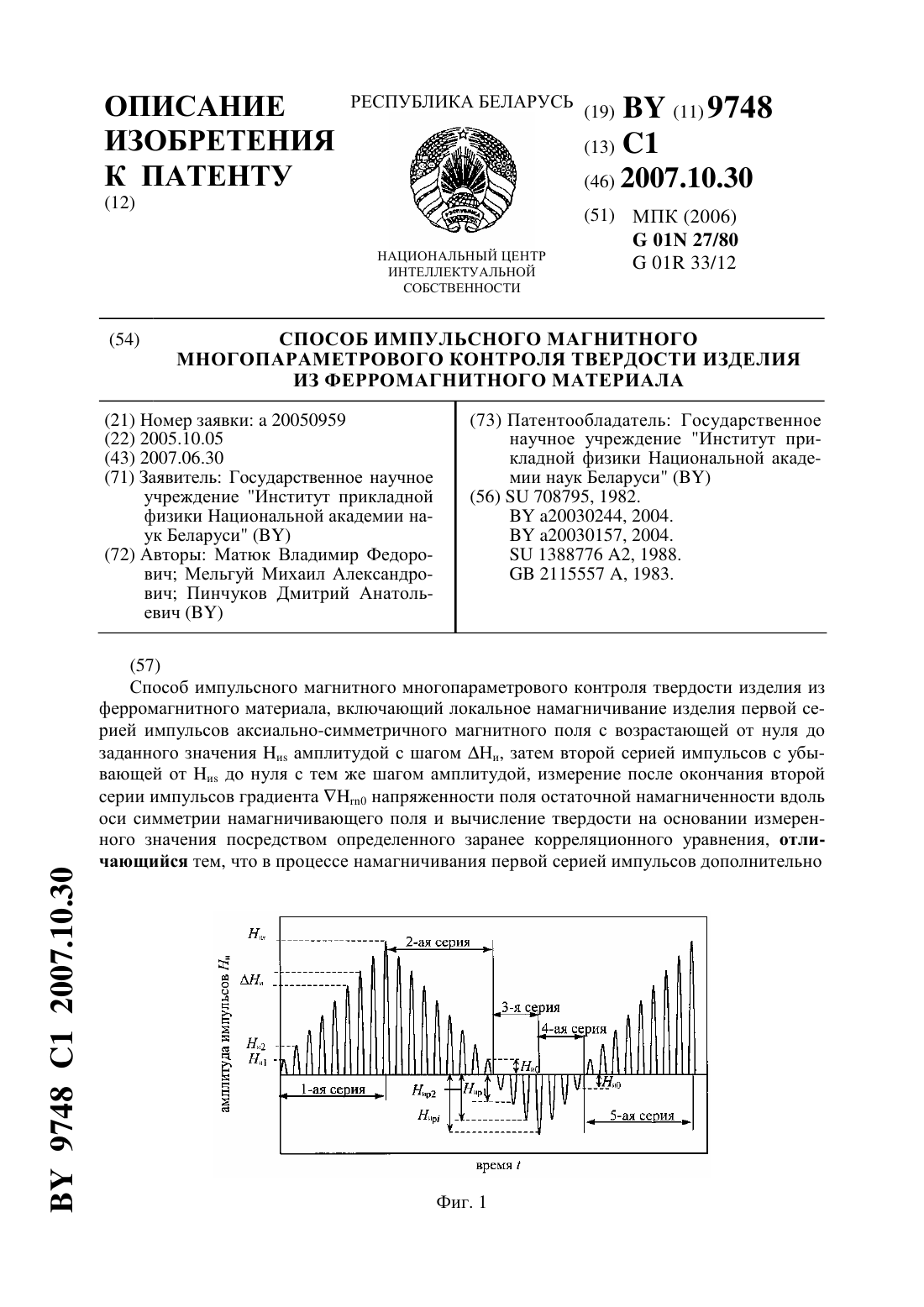
Номер патента: 9748
Опубликовано: 30.10.2007
Авторы: Пинчуков Дмитрий Анатольевич, Матюк Владимир Федорович, Мельгуй Михаил Александрович
МПК: G01R 33/12, G01N 27/80
Метки: импульсного, изделия, материала, ферромагнитного, магнитного, твердости, многопараметрового, контроля, способ
Текст:
...фиг. 1 показано изменение амплитуды импульсов во времени в первой, второй,третьей, четвертой и пятой сериях импульсов. На фиг. 2 показано изменение величины градиентанормальной составляющей напряженности поля остаточной намагниченности вдоль оси симметрии намагничивающего поля с изменением амплитуды импульсов и измеряемые величины градиента ,и, 0, р, 0, . На фиг. 3 показана одна из возможных структурных схем устройства для реализации...
Способ импульсного магнитного контроля механических свойств ферромагнитного изделия
Номер патента: 13175
Опубликовано: 30.04.2010
Авторы: Матюк Владимир Федорович, Бурак Вероника Анатольевна
МПК: G01N 27/72
Метки: свойств, механических, магнитного, ферромагнитного, контроля, изделия, импульсного, способ
Текст:
...созданный им в центре намагниченного участка градиент 0 нормальной составляющей напряженности поля остаточной намагниченности был противоположен по направлению градиенту п,измеряют величину градиента 0, амплитуду импульсного магнитного поля противоположного направления устанавливают из условия, что после размагничивания обеспечивается нулевое значение градиента нормальной составляющей напряженности поля 2 13175 1 2010.04.30 остаточной...
Способ импульсного магнитного контроля температуры термообработки ферромагнитного изделия
Номер патента: 13238
Опубликовано: 30.06.2010
Авторы: Бурак Вероника Анатольевна, Матюк Владимир Федорович
МПК: G01N 27/72
Метки: температуры, способ, импульсного, ферромагнитного, изделия, контроля, магнитного, термообработки
Текст:
...им на изделии градиент нормальной составляющей напряженности поля остаточной намагниченности был противоположен по направлению градиенту п, измеряют градиент 0 нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка, размагничивают изделие импульсным магнитным полем противоположного направления с амплитудой 1, обеспечивающей после размагничивания нулевое значение градиента нормальной...
Предыдущий патент: Способ получения метансульфоната 4-[(4-метил-1-пиперазинил)метил]-N-[4-метил-3-{[4-(3-пиридинил)-2-пиримидинил]амино}фенил]бензамида
Следующий патент: Аппарат для твердофазной ферментации
Случайный патент: Способ производства ириса и композиция для его осуществления