Устройство для контроля качества электросварки на корпусах для изготовления банок
Текст
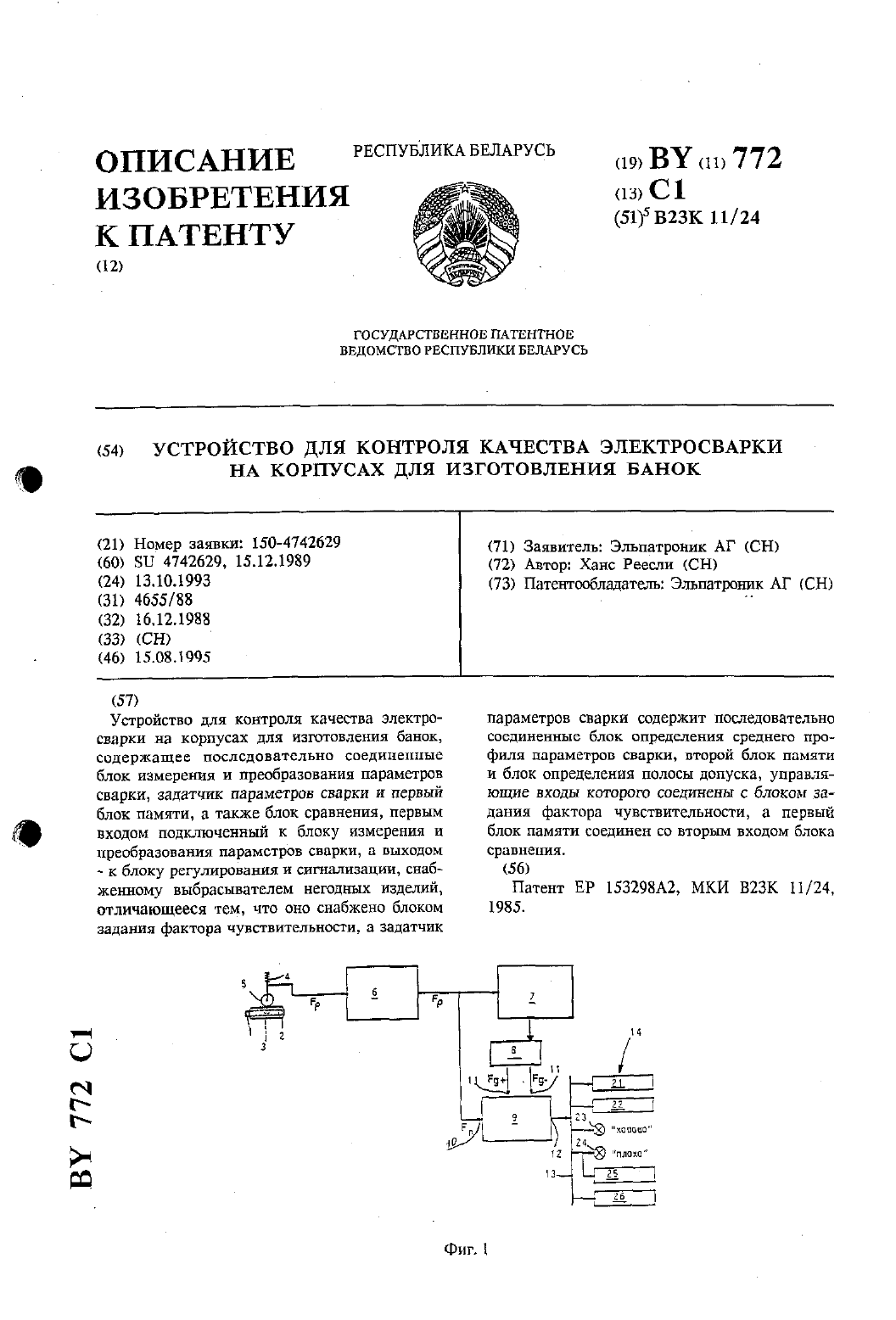
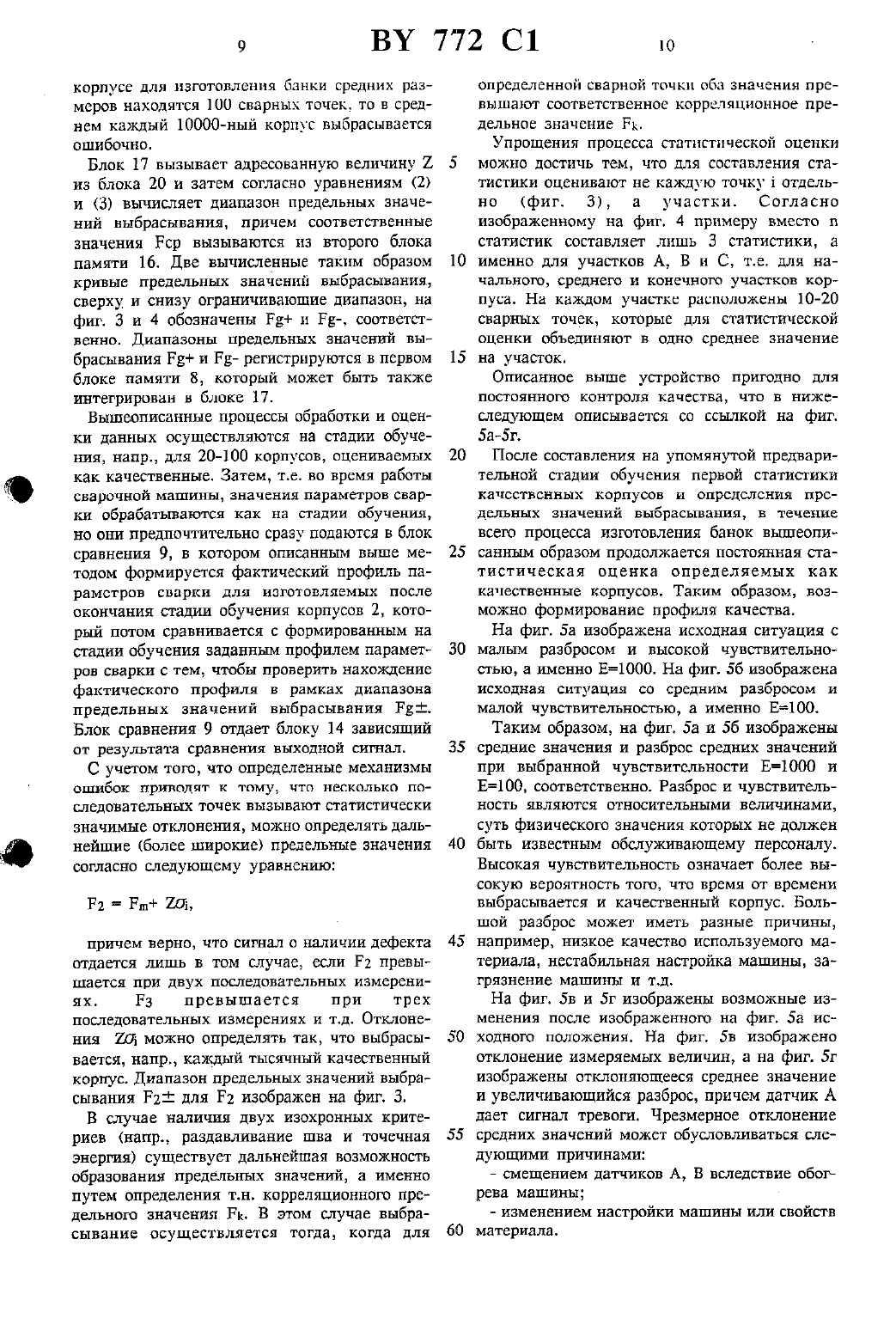
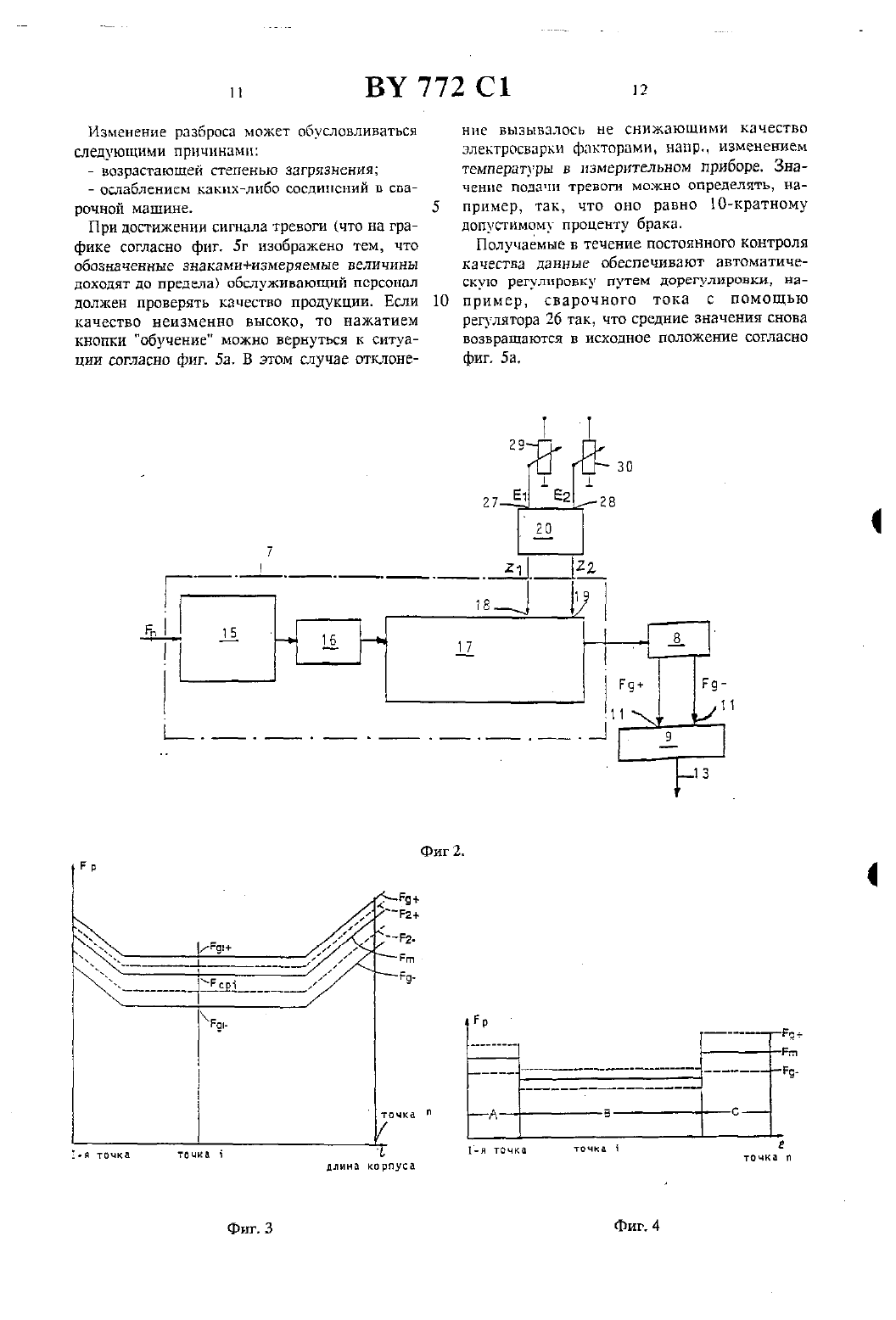
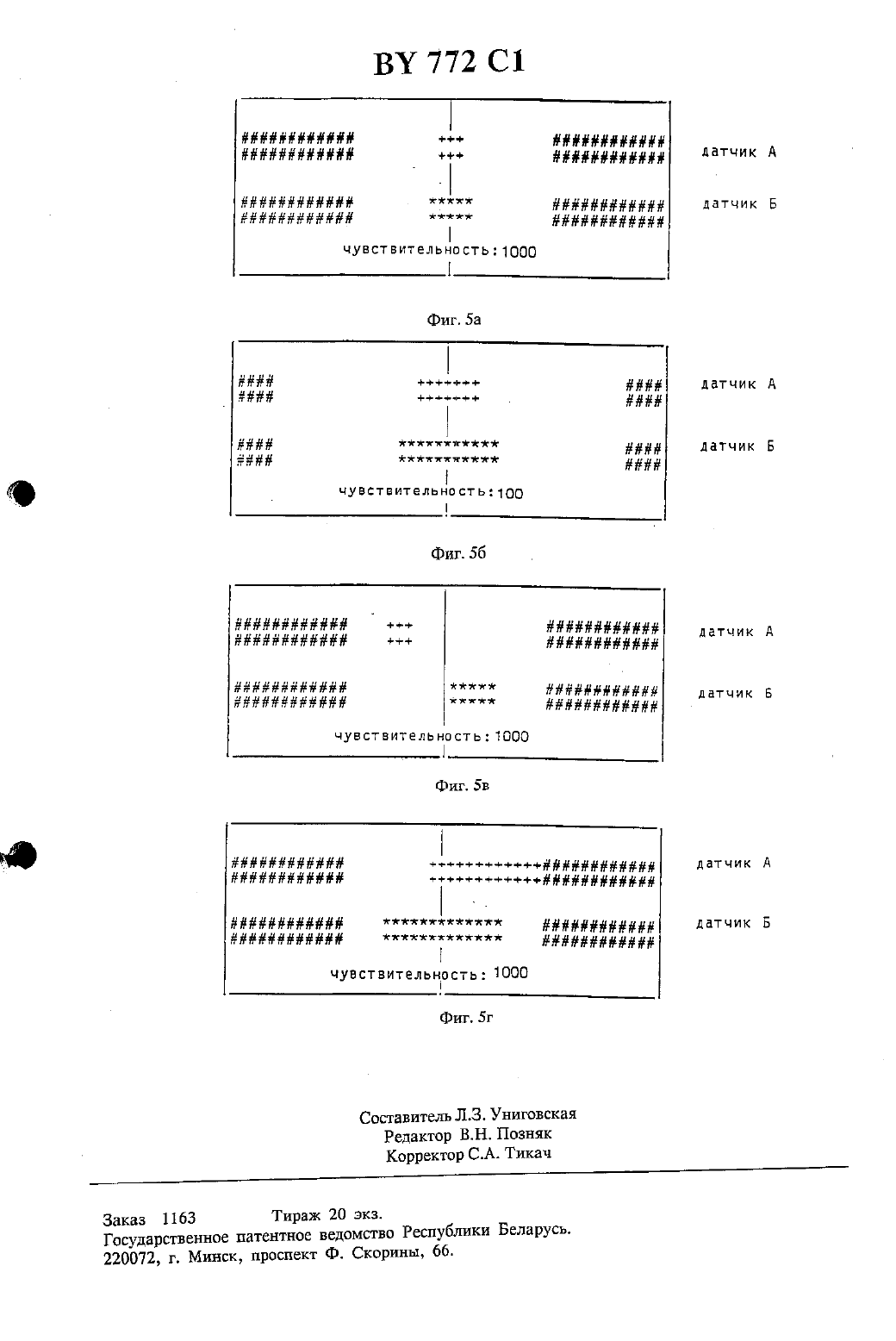
Изобретение относится к устройствам для контроля качества при изготовлении банок, в частности к устройству для контроля качества электросварки на корпусах для изготовления банок.Известно. устройство для контроля качества электросварки на КОРПУСЕХ ДЛЯ ИЗГОТОВЛЕНИЯ банок, содержащее последовательно соединенные блок измерения и преобразования параметров сварки, задатчик параметров сварки и блок памяти, а также выполненный в качестве микропроцессора блок сравнения, первым входом подключенный к блоку измерения и преобразования параметров сварки, а выходом к блоку регулирования и сигнализации, снабженному выбрасывателем негодных изделий 11-Известное устройство служит для точной регистрации временного изменения параметров сварки и точного определения данных, связанных с заданным протеканием сварочного проЦЕССН, ПРИЧЕМ НСОбХОДИМО УЧИТЫБЗТЬ разные другие параметры, как, например, вид, толщину используемого материала, покрытие материала, эксплуатационные параметры используемой сварочной машины и т.д. и полученные данные должны обрабатываться и оцениваться с помощью разных программ. Для этого на образцовом корпусе с некоторыми местами сварки устанавливают и запоминают выгодное протекание процесса сварки для каждого отдельного места сварки. Блок памяти можно программировать через микропроцессор, что позволяет выбирать установленный как особенно пригодный процесс сварки, и запоминать профиль данных по этому процессу в качестве заданного профиля для осуществления последующих аналогичных процессов сварки. В серийной эксплуатации сварочной МЗШННЫ ДЛЯ КЗЖДОГО МЕСТЕ сварки ВЫЗЫВЗЮТСЯ соответственные сравнительные данные, зарегистрированные в качестве заданного профиля в блоке памяти. Опросом мгновенных значеННЙ параметра СВЕРКИ В ТЕЧЕНИЕ,- ПрОЦЕ-ССЗ сварки получают профиль данных, который блок сравнения сравнивает с зарегистрированным,соответствующим заданному процессу сварки профилем сварки. В соответствии с устанавливаемой степенью соответствия создаются выходные сигналы. В случае минимума соответствия сварка оценивается как хорошая. Однако по данным прототипа неясно,каким образом устанавливается предельное ЗНЗЧВНИС минимума СООТВСТСТВИЯ ЗИДЗННОГО И фактического протекания процесса, при котором сварка может еще оцениваться как хорошая. Предполагается, что при этом устанавливается постоянное значение, в заданных пределах отличающееся от заданного профиля. Для обеспечения возможностииспользования установленного предельного значения по всей длине сварного шва без риска выбрасывания слишком большого числа качественных корпусов, ошибочно оцениваемых как плохие, необходимо выбрать сравнительно широкое предельное значение. В противном случае обычно имеющиеся на начальном и конечном участках сварного шва значительные отклонения привели бы к постоянному выбрасыванию качественных корпусов. Таким образом, в известном устройстве вероятность принятия ошибочного решения при контроле качества сварки велика.Целью изобретения являются снижение вероятности ошибок.Поставленная цель достигается в устройстве для контроля качества электросварки на корпусах для изготовления банок, содержащем последовательно соединенные блок измерения и преобразования параметров сварки, задатчик параметров сварки и первый блок памяти, а также блок сравнения, первым входом подключенный к блоку измерения и преобразования параметров сварки, а выходом - к блоку регулирования и сигнализации, снабженному выбрасывателем негодных изделий за счет того, что оно снабжено блоком задания фактора чувствительности, а задатчик параметров сварки содержит последовательно соединенные блок определения среднего профиля параметров сварки, второй блок памяти и блок определения полосы допуска, управляющие входыкоторого соединены с блоком задания фактора чувствительности, а первый блок памяти сое динен со вторым входом блока сравнения.В нижеследующем изобретение поясняется со ссылкой на чертеж, на котором представленыфиг. 1 - схема устройства для контроля каЧЕСТЕЭ электросварки на КОРПУСЗХ ДЛЯ ИЗГОтовления банок, фиг. 2 - блок-схема задатчика параметров сварки в устройстве согласно фиг. 1, фиг. З и 4 - схемы для разъяснения сущности изобретения, фиг. 5 а до 5 г - схемы для разъяснения осуществляемого с применением устройства постоянного контроля качества, В нижеследующем устройство для Контроля качества электросварки на корпусах для извоГОВЛНИЯ БЗНОК ОПИСЫВЗЕТСЯ В СОЧСТЭНИИ С машиной для роликовой сварки на переменном токе, которая согласно изображенной на фиг. 1 схеме снабжена хоботом 1, на котором перемещаются корпуса 2 (на фиг. 1 направо) и при этом свариваются в области продольного шва между установленным на хоботе 1 нижним роликовым электродом 3 и прижимаемым при помощи пружины 4 верхним роликовым электродом 5. Каждый полупериод сварочноготока приводит к созданию Одной сварной точки. В последовательных полупернодах сварочный ток имеет попеременно ту и другую полярность.Устройство содержит последовательно соединенные блок 6 измерения и преобразования параметров сварки, задатчик 7 параметров сварки и первый блок памяти 8, а также блок сравнения 9, первым входом 10 подключенный к блоку 6 измерения и преобразования параметров сварки вторым входом 11 - к первому блоку памяти 8, а выходом 12 - через информационную шину 13 к блоку 14 регулирования и сигнализации. Задатчик 7 параметров сварки содержит последовательно соединенные блок 15 определения среднею профиля параметров сварки, второй блок памяти 16 и блок 17 определения полосы допуска, управляющие входы 18, 19 которого соединены с блоком 20 задания фактора чувствительности.Блок 14 регулирования и сигнализации содержит печатающее приспособление 21, печатающее результаты сравнения, индикаторное приспособление 22, указывающее результаты сравнения, сигнальную лампу 23, указывающую на наличие качественного (хорошею) корпуса, сигнальную лампу 24, указывающую на наличие некачественного (плохого) корпуса, Выбрасыватель 25, подключенный к сигнальной лампе 24, и регулятор 26,предназначенный для корректирующей регулировки измеряемых параметров сварки, если возникает тенденция к отклонению, что ниже будет еще поясняться.Блок 20 задания фактора чувствительности включает неизображенную на чертеже ассоциативную память, в которой зарегистрированы факторы чувствительности, через входы 27, 28 блока 20 адресуемые в соответствии с выбранными чувствительностями Е 1, Е 2.Выбираемость чувствительности Е 1, Е 2 сим волически изображена потенциомстрами 29,30. Ассоциативную память можно заменить микропроцессорами для вычисления факторовУстройство работает следующим образом.На машине, например, на верхнем роликовом электроде 5, согласно схеме на фиг. 1 с помощью неизображенных на чертеже датчиков измеряется один или несколько параметров сварки Р р. параметром сварки Рр может янляться, например, сварочный ток, напряжение на месте сварки, произведение этих параметров (мощность/ энергия), температура на шве,путь самоустанавливающейся головки, несущей верхний роликовый электрод 5, И т.д. В блоке 6 каждый параметр сварки Рр обрабаТЫВЭВТСЯ С ТЕМ, ЧТОбЫ на каждую СВЗРОЧНУЮ точку 1 (1 означает 1, 2, 3 п) формировалось цифровое числовое значение. Такая об 10работка МОЖЕТ ЗНКЛЮЧНТЬСЫ В ТОМ, ЧТО ЭЛЕКТрИЧеСКИ СНГНЗЫЧЫ, ПОСТУПЗЮЩНЕ ОТ ЛЕТЧИКОВ,фильтруются в целях удаления суперпозициОНИРОБЗННЫХ СНГНЗЛОВ ПОМСХИ. Другая ВОЗ можность обработки в блоке 6 измеряемых ВСЛИЧИН ЗЗКЛЮЧЗТСЯ В ВЫЧИСЛБНИИ УПОМЯНУ того произведения сварочного тока и напряжения и его интегрировании над длительностью одной сварочной точки (точечная энергия). Эти предварительно обработанные таким обРЗЗОМ ЗНЗЧВНИЯ ИМЕЮТСЯ В ВИДУ, КОГДЗ В дальнейшем речь идет о параметрах сварки, или значениях параметров сварки, или точечных значениях. отдаваемые отдельными датчиками и обработанные вышеописанными методами точечных значений на каждый параметр(энергия, температура и т.д.) исследуются насчет их статистического поведения следующим образом.Сначала из значений параметров сварки Рр блок 15 определяет средний профиль Рш параметров сварки Гр, который регистрируется во втором блоке памяти 16. На фиг. 3 и 4 он изображен в виде двух различных кривых.Есть две возможности определения кривых среднего профиля Еш, а именно или путем вычисления арифметического среднею значения абсолютных измеряемых величин, или путем вычисления арифметического среднего значения разности двух последующих измеряЕМЫХ ВСЛИЧИН.На стадии обучения, на которой обычно используется 20-100 корпусов, составляется первая статистика. На каждом корпусе измеряют точку 1, а затем образуют среднее значение измеряемых во всех точках 1 всех корпусов значений параметров сварки, в результате чего получают средние значения Рсрй по длине 1 корпусов от первой точки до точки и (см. фиг. 3 и 4).Значения параметров сварки имеют нормальное или гауссово распределение. Функция распределения характеризуется средним значением Рср и стандартным отклонением (1 Средним значением Рср и стандартным отклоНСНИСМ О ГЭУССОВЗ кривая ОДНОЗНЗЧНО ОПРЕД лена. Стандартное отклонение является мерой того, насколько широко разбросаны измеряемые величины, и ограничивает диапазон, охватывающий 66 всех измеряемых величин. Таким образом две опорные точки стандартного отклонения (одна из которых расположеНЗ В отрицательном направлении С ОДНОЙ стороны среднего значения, а вторая - в положительном направлении с другой стороны среднего значения) и среднее значение однозначно определяют гауссова кривую. Для каждой точки 1 блок 15 постоянно вычисляет Рсрй и 01. Вычисление Рср 1 осуществляется вышеописанным образом, а именно вычислением3 - исследуемый в данном моменте корпус Р - выборочное значение точки 1 корпуса дПрофиль Рш и профиль стандартных отклонений щ регистрируются во втором блоке памяти 16, откуда они вызываются блоком 17,который определяет полосу допуска 131 с помощью следующих уравнений Рдн Гера 2101 (2) И Рвй- Рсрй 2203 (3)Рда - предельное значение выбрасывания в точке 1 сварного шваРсра среднее значение параметра сварки в точке 1 сварного шва21 - фактор чувствительности или обратная мера чувствительности для верхнею предельного значения выбрасывания22 - фактор чувствительности или обратная мера чувствительности для нижнего предельНОГО значения выбрасыванияВ соответствии с закономерностью нормального распределения существует определенная вероятность превышения предельного значения Рдн- или Рдъ. В зависимости от величины Щи более или менее часто выбрасываются в основном качественные корпусы. Чем меньше ИЩ, тем выше Чувствительность устройства На дефекты, однако, тем выше и степень выбрасывания качественных корпусов.В нижеследующем во имя упрощения предполагается диапазон предельных значений выбрасывания, который является симметричным к среднему профилю ш параметров сварки,т.е. Е 1 Е 2 Е и 21222.Критерий хорошо/ плохо, т.е. качественный или некачественный корпус, выводится из требуемой чувствительности устройства. Чувствительность определяется обслуживающимПСрСОНВЛОМ ТСМ. ЧТО ОН УСТЗНЭЕЪТНВНЕТ ПРОЦЕНТ КОРПУСОВ, КОТОРЫЕ МОГУТ ОЦСННБЗТЬСЯ как ПЛОхие, хотя они в самом деле хорошие. Т.е. определяется объективный критерий выбрасывания, в данном случае обозначенный как чувСТВИТЕЛЬНОСТЬОНН определена как ЧИСЛО ошибочно выбрасываемых качественных корпусов на миллион. Таким образом, значение чувствительности Е 10 О означает выбрасывание 100 качественных корпусов на миллион или в среднем ошибочное выбрасывание каждого ЮООО-ного корпуса. В случае сварочной МЕШИНЫ, КОТОРЭЯ В МИНУТНОМ ТЭКТЕ ИЗГОТОВляет 600 корпусов, это означает, что каждые 15 минут ошибочно выбрасывается качественный корпус.Фактор чувствительности 2 является обратной величиной чувствительности Е. Чем больше 2, тем ниже степень чувствительности устройства. Возможные величины 2 можно брать из справочника Зтапзпзсле Мет 11 ос 1 еп цпа Птте Апшепавпвеп (Статистические методы и возможности их применения), Е.Крейсциг, изд. Ванденхек Рупрехт, г. Геттинген,2-ая неизменная перепечатка 7-го издания,стр. 128 и 129.Из этого источника видно, что (причем вместо и взято Рт)примерно 95 всех значений находятся между Рш-Ю и Рш 2 с 7примерно 99,75 всех значений находятся между Рш-ЗО и Рш 30примерно 99,9 всех значений находятся между Рш-3,29 О и Рш 3,290Следовательно, в этих случаях верно 22 ЪЗ и 233,29, соответственно.Согласно данным в литературе, напр.,НапоЬооК от Машешайсш Рппспопз (Справочник по математическим функциям, под ред. МАбрамовитц и И.Стегун, изд. Довер Пабликейшенс, Инк., Нью-Йорк, декабрь 1972 г., стр. 933, 2 с хорошим приближением можно вьтчислять по следующему уравнению2 -Е 1 п(1-А 2), причем А - вероятность непревышения предельного значения.Таким образом, если, например, 999999 всех точек находятся в пределах (симметричного) диапазона предельных значений выбрасывания, то АО,999999, и в результате вычисления получают 24,54.На основе опыта для 2 выбирают величину между 3 и 5, предпочтительно 4,54. Последняя величина соответствует 99999935, т.е. тому случаю, в котором на миллион сварных точек приходится одна точка, которая ошибочно оценивается как плохая. Итак, если на одномкорпусе для изготовления банки средних размеров находятся 100 сварных точек. то в среднем каждый 10000-ный корпус выбрасывается ошибочно.Блок 17 вызывает адресованную величину 2 из блока 20 и затем согласно уравнениям (2) и (3) вычисляет диапазон предельных значений выбрасывания, причем соответственные значения Рср вызываются из второго блока памяти 16. Две вычисленные таким образом кривые предельных значений выбрасывания,сверху и снизу ограничивающие диапазон, на фиг. 3 и 4 обозначены Р 3 и Ред соответственно. Диапазоны предельных значений выбрасывания Р 3 и Ра- регистрируются в первом блоке памяти 8, который может быть также интегрирован в блоке 17.Вышеописанные процессы обработки и оценки данных осуществляются на стадии обучения, напр., для 20-100 корпусов, оцениваемых как качественные. Затем, т.е. во время работы сварочной машины, значения параметров сварки обрабатываются как на стадии обучения,но они предпочтительно сразу подаются в блок сравнения 9, в котором описанным выше методом формируется фактический профиль параметров сварки для изготовляемых после окончания стадии обучения корпусов 2, который потом сравнивается с сформированным на стадии обучения заданным профилем параметров сварки с тем, чтобы проверить нахождение фактического профиля в рамках диапазона предельных значений выбрасывания Ре Блок сравнения 9 отдает блоку 14 зависящий от результата сравнения выходной сигнал.С учетом того, что определенные механизмы ошибок приводят к тому, что несколько последовательных точек вызывают статистически значимые отклонения, можно определять дальнейшие (более широкие) предельные значения согласно следующему уравнениюПРИЧЕМ ВЕРНО, ЧТО СИГНЗЛ О НЗЛИЧИИ ДЕФЕКТ отдается лишь в том случае, если Р 2 превышается при двух последовательных измерениях. Рз превышается при трех последовательных измерениях и т.д. Отклонения 2,0 можно определять так, что выбрасывается, напр., каждый тысячный качественный корпус. Диапазон предельных значений выбрасывания 1721 для 12 изображен на фиг. 3.В случае наличия двух изохронных критериев (напр, раздавливание шва и точечная энергия) существует дальнейшая возможность образования предельных значений, а именно путем определения т.н. корреляционного предельного значения Рь. В этом случае выбрасывание осуществляется тогда, когда дляопределенной сварной точки оба значения превь 1 шают соответственное корреляционное предельное значение Н.Упрощения процесса статистической оценки можно достичь тем, что для составления статистики оценивают Не каждую точку 1 отдельно (фиг. 3), а участки. Согласно изображенному на фиг. 4 примеру вместо п статистик составляет лишь 3 статистики, а именно для участков А, В и С, т.е. для наЧЗЛЬНОГО, СРЕДНЕГО И КОНЕЧНОГО УЧЗСТКОВ КОРпуса. На каждом участке расположены 10-20 сварных точек, которые для статистической оценки объединяют в одно среднее значение на участок.Оиисанное выше устройство пригодно для постоянного контроля качества, что в нижеследующем описывается со ссылкой на фиг. 5 а-5 г.После составления на упомянутой предварительной стадии обучения первой статистики КЭЧССТВСННЫХ КОРПУСОВ И ОПРЕДЕЛЕНИЯ преДЛЬНЫХ ЗНЗЧЕНИЙ ВЫбрЕСЫВЗННЯ, В ТЕЧЕНИЕ всего процесса изготовления банок вышеописанным образом продолжается постоянная статистическая оценка определяемых как качественные корпусов. Таким образом, возможно формирование профиля качества.На фиг. 5 а изображена исходная ситуация с малым разбросом и высокой чувствительностью, а именно Е 1000. На фиг. 5 б изображена исходная ситуация со средним разбросом и малой чувствительностью, а именно Е 100.Таким образом, на фиг. 5 а и 56 изображены средние значения и разброс средних значений при выбранной чувствительности Е 10 О 0 и Е 100, соответственно. Разброс и чувствительность являются относительными величинами,суть физического значения которых не должен быть известным обслуживающему персоналу. Высокая чувствительность означает более высокую вероятность того, что время от времени выбрасывается и качественный корпус. Большой разброс может иметь разные причины,например, низкое качество используемого материала, нестабильная настройка машины, за грязнение машины и т.д.На фиг. 5 в и 5 г изображены возможные изменения после изображенного на фиг, 5 а исш ходного положения. На фиг. 5 в изображено отклонение измеряемых величин, а На фиг. 5 г изображены отклоняющееся среднее значение и увеличивающийся разброс, причем датчик А дает сигнал тревоги. Чрезмерное отклонение средних значений может обусловливаться следующими причинами- смещением датчиков А, В вследствие оботь рева машины- изменением настройки машины или свойств материала.
МПК / Метки
МПК: B23K 11/24
Метки: корпусах, электросварки, качества, банок, контроля, изготовления, устройство
Код ссылки
<a href="https://by.patents.su/7-772-ustrojjstvo-dlya-kontrolya-kachestva-elektrosvarki-na-korpusah-dlya-izgotovleniya-banok.html" rel="bookmark" title="База патентов Беларуси">Устройство для контроля качества электросварки на корпусах для изготовления банок</a>
Способ контроля качества обработки пласта
Номер патента: 82
Опубликовано: 30.09.1994
Авторы: Макеев Г. А., Санников В. А.
МПК: E21B 43/00
Метки: способ, контроля, обработки, пласта, качества
Текст:
...индикатора к скважинам А и В происходит раздельно по высоко- и среднепроницаемым каналам а общее количество вынесенного индикатора за 250 сут. наблюдения составляет всего 73.5 кгили 1.47 от общего количества закаченного в пласт индикатора. Независимо от потерь индикатора в пласте за счет адсорбции. а также оттока его в законтурную зону небольшие порции меченой жид кости- достигли забоев добывающих СКБЗЖИН ПО отдельным...
Способ контроля качества тампонажных работ в скважине
Номер патента: 233
Опубликовано: 30.12.1994
Авторы: Макеев Г. А., Санников В. А., Гавриленко Г. А.
МПК: E21B 47/10
Метки: контроля, работ, качества, скважине, тампонажных, способ
Текст:
...время схватывания тампонажного составаПроводят закачку в пласт 10 м буФЕПНОГО ВЭСТБОРЗ С ИНДИКЗТОВОМ нитратом аммония, а затем 20 м бентонитавой суспензии с индикатором карбамидом. Закрывают скважину на 2 д ч до полного набухания глины. После этого пускают скважину в эксплуатацию, отбирают пробы жидкости из пласта, оп-У ределяют с помощью фотометра ЛМФ-72по калибровочным кривым концентрациюИНДИКЭТОПОБ И общее КОЛИЧЕСТВО ИХ ВЫНоса из пласта...
Машина для продольной контактной роликовой сварки корпусов банок
Номер патента: 193
Опубликовано: 30.12.1994
Авторы: Вилли Мюлер, Маттиас Фрей, Вернер Зуттер
МПК: B23K 11/06
Метки: продольной, роликовой, контактной, банок, сварки, корпусов, машина
Текст:
...и установлены горизонТЭЛЬНО СМВЖНЫМИ ШИрОКИМИ СТОРОНЭМИ ПО перечного сечения. Согласно изображению на фиг.2 слева они под прямым углом отогнуть вверх И ВВРТИКЗПЬНО введены В сварочный трансформатор 7. При этом расстояние между вертикальными участками 32 и 33 шин соответствует расстоянию между горизонтальными участками этих шин.. Второй кронштейн 15 имеет круговое поперечное сечение с нижней и верхней плоскими поверхностями. Первыйшинопровод 9...
Листогибочный аппарат к машине для сварки банок
Номер патента: 196
Опубликовано: 30.12.1994
Автор: Курт Альценауер
МПК: B21D 5/14
Метки: машине, сварки, аппарат, банок, листогибочный
Текст:
...29 10клапане 28 выбрано так. что при перемещении крючка 30 в направлении часовой стре.лки (фигд) вокруг оси 29 вращения часть 40 клапане 28 может перемещаться против силы пружины 38 в направлении наружной оболочки 14. т.е. в шлиц 15, что служит описанной ниже цели.Предлагаемый листогибочный аппарат работает следующим образом. Листовые заготовки 8 подаются приспособлением 7 в зазор между валиками 10 и 11 и отсюда т в круглый инструмент 12....
Устройство для изготовления слоя изоляционного материала
Номер патента: 806
Опубликовано: 15.08.1995
Автор: Осмо Сойккели
МПК: B28B 1/52
Метки: слоя, изготовления, изоляционного, устройство, материала
Текст:
...слоя при распиливания. Результатом этого является то, что из-за прерывания технологического процесса формируется большое количество лотков из изоляционного материала низкого качества.Целью изобретения является повышение еффективности.Сущность изобретения поясняется чертежами, где нафиг.1 показан вид сбоку устройства, фиг.2 показан вид в увеличенном масштабе наиболее важных узлов устройства.Рулон 1 изоляционной ваты помещают на транспортер 2,...
Предыдущий патент: Сигарета
Следующий патент: Газоизолированное герметичное распределительное устройство
Случайный патент: Размольный агрегат