Зубошлифовальный станок
Текст
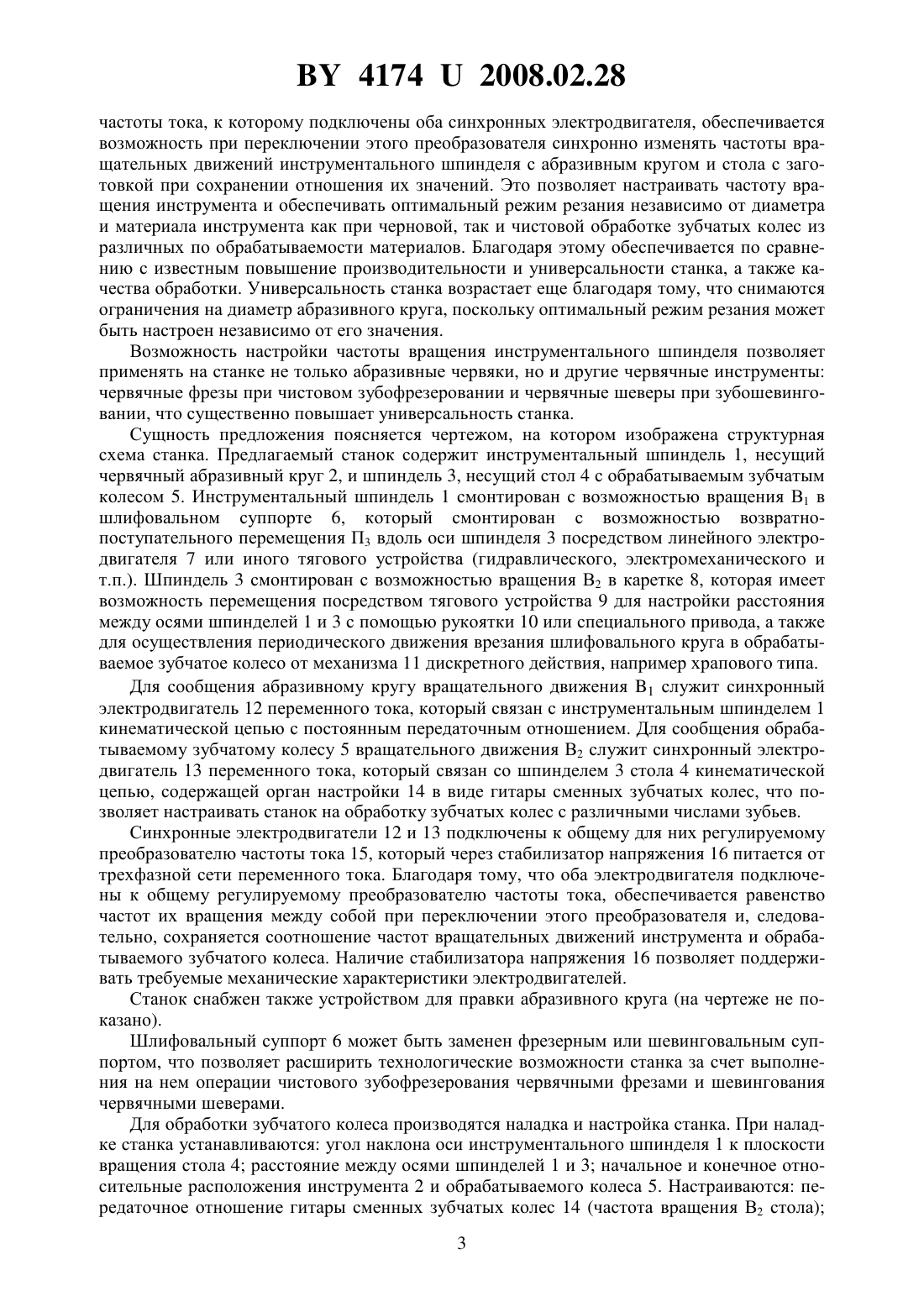
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Учреждение образования Полоцкий государственный университет(72) Автор Данилов Виктор Алексеевич(73) Патентообладатель Учреждение образования Полоцкий государственный университет(57) Зубошлифовальный станок для обработки зубчатых колес, содержащий инструментальный шпиндель, несущий абразивный червяк, и шпиндель, несущий стол с обрабатываемым зубчатым колесом, приводы вращательных движений инструментального шпинделя и шпинделя стола, каждый из которых снабжен синхронным электродвигателем, при этом оба электродвигателя питаются от сети переменного тока через стабилизатор напряжения, один из них кинематической цепью с постоянным передаточным отношением соединен с инструментальным шпинделем, а другой через орган настройки в виде гитары сменных зубчатых колес соединен со шпинделем стола, отличающийся тем, что приводы вращательных движений инструментального шпинделя и шпинделя стола снабжены общим регулируемым преобразователем частоты тока, к которому подключены оба синхронных электродвигателя приводов вращательных движений инструментального шпинделя и шпинделя стола.(56) 1. Металлорежущие станки / Колл. авторов под ред. проф. В.К. Тепинкичиева. - М. Машиностроение, 1973. - С. 163, рис. 125. 2. Федотенок А.А. Кинематическая структура металлорежущих станков. - М. Машиностроение, 1970. - С. 381, рис. 165. Полезная модель относится к станкостроению и найдет применение при проектировании и модернизации зубошлифовальных станков, работающих червячными инструментами. 41742008.02.28 Известен зубошлифовальный станок, работающий червячным абразивным кругом 1,содержащий инструментальный шпиндель, несущий абразивный червяк, и шпиндель, несущий стол с обрабатываемым зубчатым колесом, привод вращательных движений инструментального шпинделя и шпинделя стола, снабженный асинхронным электродвигателем, который кинематической цепью с постоянным передаточным отношением соединен с инструментальным шпинделем, а через орган настройки в виде гитары сменных зубчатых колес соединен со шпинделем стола. Недостатком конструкции этого станка является наличие протяженной кинематической цепи между инструментальным шпинделем и шпинделем стола, следствием чего является пониженная кинематическая точность станка. Известен также зубошлифовальный станок 2, который содержит инструментальный шпиндель, несущий абразивный червяк, и шпиндель, несущий стол с обрабатываемым зубчатым колесом, приводы вращательных движений инструментального шпинделя и шпинделя стола, каждый из которых снабжен синхронным электродвигателем, при этом оба электродвигателя питаются от сети переменного тока через стабилизатор напряжения. Один из этих двигателей кинематической цепью с постоянным передаточным отношением соединен с инструментальным шпинделем, а другой двигатель через орган настройки в виде гитары сменных зубчатых колес соединен со шпинделем стола. Недостатком этого станка является то, что его конструкция не позволяет изменять частоту вращения электродвигателей и, следовательно, частоту вращения инструментального шпинделя. Из-за этого невозможно настраивать оптимальную скорость резания, а также поддерживать ее значение при изменении условий обработки. Это требуется, например,при изменении диаметра абразивного круга или материала шлифуемого зубчатого колеса,при переходе от чернового к чистовому шлифованию, при шлифовании предварительно нарезанных зубьев или вышлифовывании их на целой заготовке и в других случаях. Невозможность изменения частоты вращения инструментального шпинделя ограничивает технологические возможности станка, отрицательно влияет на его производительность и качество обработки. Задачей настоящего предложения является устранение отмеченных недостатков, т.е. повышение производительности и качества обработки, а также универсальности станка за счет возможности настройки оптимального режима резания при различных видах зубошлифования (как предварительного, так и окончательного) и изменении условий резания (обработка зубчатых колес из разных материалов, различными по диаметру инструментами и т.д.). Указанная задача решается за счет того, что предлагаемый станок содержит инструментальный шпиндель, несущий абразивный червяк, и шпиндель, несущий стол с обрабатываемым зубчатым колесом, приводы вращательных движений инструментального шпинделя и шпинделя стола, каждый из которых снабжен синхронным электродвигателем. Один из этих двигателей кинематической цепью с постоянным передаточным отношением соединен с инструментальным шпинделем, а другой двигатель через орган настройки в виде гитары сменных зубчатых колес соединен со шпинделем стола. Оба электродвигателя питаются от сети переменного тока через стабилизатор напряжения. Приводы вращательных движений инструментального шпинделя и шпинделя стола снабжены общим регулируемым преобразователем частоты тока, к которому подключены оба синхронных электродвигателя. Заявляемая полезная модель отличается тем, что приводы вращательных движений инструментального шпинделя и шпинделя стола снабжены регулируемым преобразователем частоты тока синхронные электродвигатели приводов вращательных движений инструментального шпинделя и шпинделя стола подключены к одному регулируемому преобразователю частоты тока. Отличительные признаки полезной модели обеспечивают получение технического результата в виде повышения производительности и универсальности станка, а также качества обработки. Благодаря тому, что приводы вращательных движений инструментального шпинделя и шпинделя стола снабжены общим регулируемым преобразователем 2 41742008.02.28 частоты тока, к которому подключены оба синхронных электродвигателя, обеспечивается возможность при переключении этого преобразователя синхронно изменять частоты вращательных движений инструментального шпинделя с абразивным кругом и стола с заготовкой при сохранении отношения их значений. Это позволяет настраивать частоту вращения инструмента и обеспечивать оптимальный режим резания независимо от диаметра и материала инструмента как при черновой, так и чистовой обработке зубчатых колес из различных по обрабатываемости материалов. Благодаря этому обеспечивается по сравнению с известным повышение производительности и универсальности станка, а также качества обработки. Универсальность станка возрастает еще благодаря тому, что снимаются ограничения на диаметр абразивного круга, поскольку оптимальный режим резания может быть настроен независимо от его значения. Возможность настройки частоты вращения инструментального шпинделя позволяет применять на станке не только абразивные червяки, но и другие червячные инструменты червячные фрезы при чистовом зубофрезеровании и червячные шеверы при зубошевинговании, что существенно повышает универсальность станка. Сущность предложения поясняется чертежом, на котором изображена структурная схема станка. Предлагаемый станок содержит инструментальный шпиндель 1, несущий червячный абразивный круг 2, и шпиндель 3, несущий стол 4 с обрабатываемым зубчатым колесом 5. Инструментальный шпиндель 1 смонтирован с возможностью вращения В 1 в шлифовальном суппорте 6, который смонтирован с возможностью возвратнопоступательного перемещения П 3 вдоль оси шпинделя 3 посредством линейного электродвигателя 7 или иного тягового устройства (гидравлического, электромеханического и т.п.). Шпиндель 3 смонтирован с возможностью вращения В 2 в каретке 8, которая имеет возможность перемещения посредством тягового устройства 9 для настройки расстояния между осями шпинделей 1 и 3 с помощью рукоятки 10 или специального привода, а также для осуществления периодического движения врезания шлифовального круга в обрабатываемое зубчатое колесо от механизма 11 дискретного действия, например храпового типа. Для сообщения абразивному кругу вращательного движения 1 служит синхронный электродвигатель 12 переменного тока, который связан с инструментальным шпинделем 1 кинематической цепью с постоянным передаточным отношением. Для сообщения обрабатываемому зубчатому колесу 5 вращательного движения В 2 служит синхронный электродвигатель 13 переменного тока, который связан со шпинделем 3 стола 4 кинематической цепью, содержащей орган настройки 14 в виде гитары сменных зубчатых колес, что позволяет настраивать станок на обработку зубчатых колес с различными числами зубьев. Синхронные электродвигатели 12 и 13 подключены к общему для них регулируемому преобразователю частоты тока 15, который через стабилизатор напряжения 16 питается от трехфазной сети переменного тока. Благодаря тому, что оба электродвигателя подключены к общему регулируемому преобразователю частоты тока, обеспечивается равенство частот их вращения между собой при переключении этого преобразователя и, следовательно, сохраняется соотношение частот вращательных движений инструмента и обрабатываемого зубчатого колеса. Наличие стабилизатора напряжения 16 позволяет поддерживать требуемые механические характеристики электродвигателей. Станок снабжен также устройством для правки абразивного круга (на чертеже не показано). Шлифовальный суппорт 6 может быть заменен фрезерным или шевинговальным суппортом, что позволяет расширить технологические возможности станка за счет выполнения на нем операции чистового зубофрезерования червячными фрезами и шевингования червячными шеверами. Для обработки зубчатого колеса производятся наладка и настройка станка. При наладке станка устанавливаются угол наклона оси инструментального шпинделя 1 к плоскости вращения стола 4 расстояние между осями шпинделей 1 и 3 начальное и конечное относительные расположения инструмента 2 и обрабатываемого колеса 5. Настраиваются передаточное отношение гитары сменных зубчатых колес 14 (частота вращения В 2 стола) 3 41742008.02.28 преобразователем 15 - частота вращения 1 инструментального шпинделя системой управления линейным двигателем 7 - скорость движения подачи П 3 шлифовального суппорта и механизмом 11 - величина врезания. Частота 1 (с-1) вращения инструментального шпинделя 1 настраивается исходя из необходимой скорости резания(м/с) 11000/,где(мм) - диаметр абразивного червяка. Поэтому настраиваемое преобразователем 15 значение частоты э электродвигателя 12 составляет э 1/1,где 1 - передаточное отношение кинематической цепи между валом двигателя 12 и инструментальным шпинделем 1. Так как в процессе зубошлифования между абразивным червяком и обрабатываемым колесом воспроизводится червячное зацепление, то уравнение электромеханической кинематической цепи, связывающей шпиндели 1 и 3, имеет вид/1 2 н,где- число зубьев у обрабатываемого колеса- число заходов абразивного червяка 2 - передаточное отношение ненастраиваемых передач между шпинделями 1 и 3 н - передаточное отношение гитары сменных зубчатых колес 14. Поэтому значение н настраивается по формуле н/2. При шлифовании зубчатого колеса станок работает следующим образом. Инструментальный шпиндель 1 получает вращательное движение В 1 от синхронного электродвигателя 12 с частотой 1, значение которой таково, что окружная скорость абразивного червяка равна заданной скорости резания. Одновременно шпиндель 3 со столом 4 получает от синхронного электродвигателя 13 вращательное движение В 2, согласованное электромеханической кинематической цепью с вращением инструментального шпинделя. За счет согласованных вращательных движений абразивного червяка и обрабатываемого зубчатого колеса обеспечивается формирование профиля его зубьев. С помощью линейного двигателя 7 шлифовальный суппорт 6 совершает возвратно-поступательное перемещение, в результате чего осуществляется формирование обрабатываемых зубьев по длине. Периодически за каждый ход шлифовального суппорта с помощью механизма 11 и тягового устройства 9 осуществляется движение врезания - уменьшение расстояния между осями шпинделей 1 и 3. Двигатели 12 и 13 имеют равные частоты вращения, так как они подключены к общему преобразователю частоты тока 15. Благодаря этому независимо от абсолютных значений частот вращения электродвигателей соотношение между частотами вращательных движений В 1 и В 2 сохраняется постоянным и таким же, как между частотами вращательных движений червяка и червячного колеса у соответствующей червячной передачи. Это позволяет регулировать частоту вращения абразивного червяка при изменении его диаметра для обеспечения заданной скорости резания. Применение в приводах вращения инструмента и заготовки для питания синхронных электродвигателей общего для них регулируемого преобразователя частоты тока обеспечивает возможность настройки оптимальных режимов резания при обработке зубчатых колес из различных по обрабатываемости материалов инструментами разного диаметра и из различных материалов. Кроме повышения производительности и качества обработки,это позволяет также расширить технологические возможности станка за счет выполнения на соответствующих режимах резания как чернового, так и чистового шлифования, а также чистового зубофрезерования червячными фрезами или зубошевингования червячными шеверами. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23F 5/00
Метки: зубошлифовальный, станок
Код ссылки
<a href="https://by.patents.su/4-u4174-zuboshlifovalnyjj-stanok.html" rel="bookmark" title="База патентов Беларуси">Зубошлифовальный станок</a>
Зубодолбежный станок
Номер патента: U 3999
Опубликовано: 30.10.2007
Автор: Данилов Виктор Алексеевич
МПК: B23F 5/00
Метки: станок, зубодолбежный
Текст:
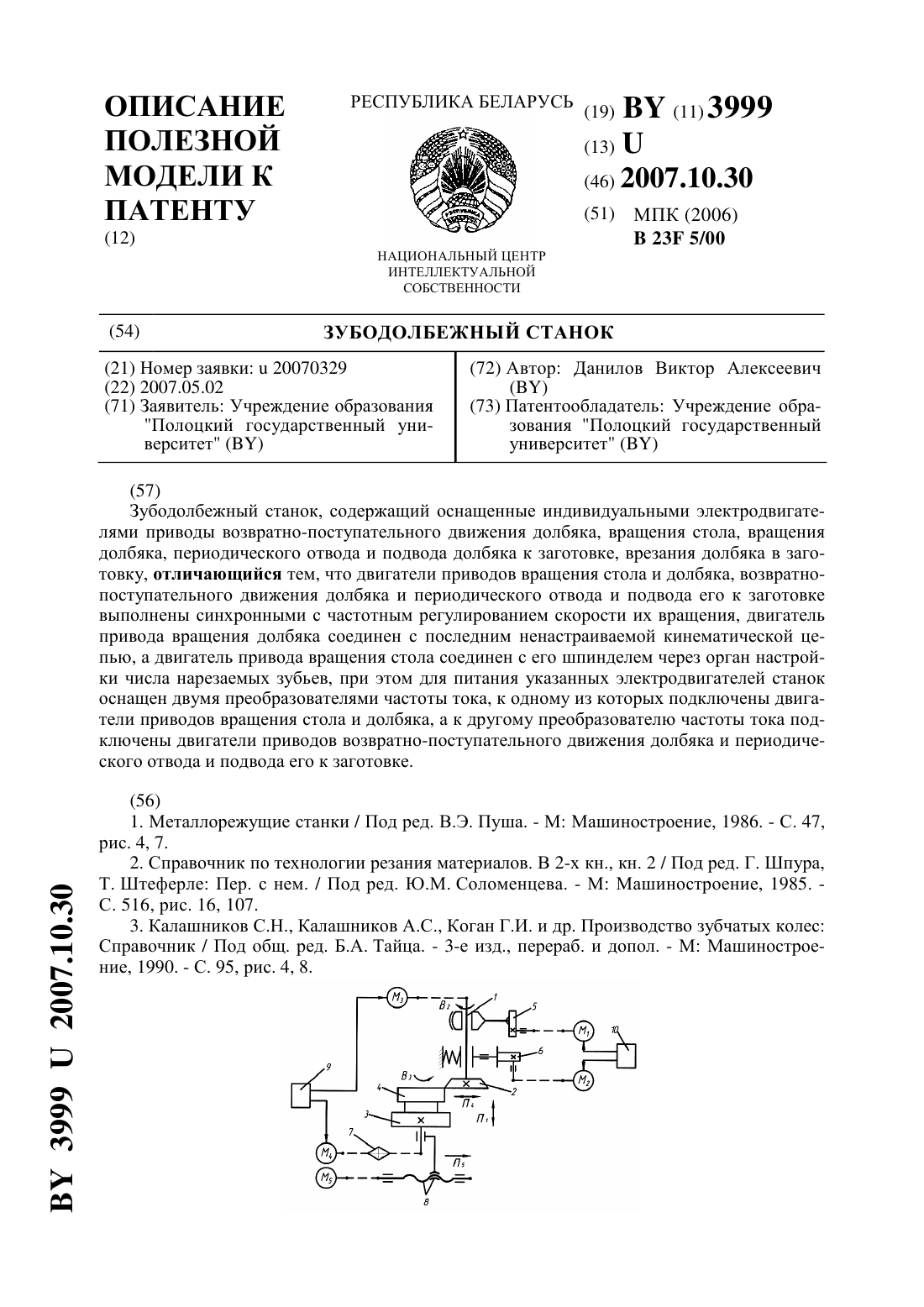
...выполнены синхронными с частотным регулированием скорости их вращения, двигатель привода вращения долбяка соединен с последним ненастраиваемой кинематической цепью, а двигатель привода вращения стола соединен с его шпинделем через орган настройки числа нарезаемых зубьев, при этом для питания указанных электродвигателей станок оснащен двумя преобразователями частоты тока, к одному из которых подключены двигатели приводов вращения стола и...
Способ нарезания цилиндрических зубчатых колёс и станок для его осуществления
Номер патента: 6134
Опубликовано: 30.06.2004
Автор: Голембиевский Анатолий Иосифович
МПК: B23F 5/22
Метки: цилиндрических, колёс, зубчатых, способ, осуществления, нарезания, станок
Текст:
...радиального и продольного перемещений инструментального шпинделя соединены между собой кинематической цепью, содержащей орган настройки. При описанном выполнении изобретений инструментальный шпиндель при воспроизведении линии зуба обрабатываемого колеса будет одновременно перемещаться в двух взаимоперпендикулярных направлениях - продольном и радиальном по отношению к делительному столу с заготовкой. При геометрическом сложении подач обоих...
Зубофрезерный станок с радиальной подачей и прямолинейной траекторией реза
Номер патента: 3922
Опубликовано: 30.06.2001
Авторы: Рык Станислав Петрович, Мисевич Валентин Станиславович
МПК: B23F 5/22
Метки: зубофрезерный, радиальной, прямолинейной, траекторией, реза, станок, подачей
Текст:
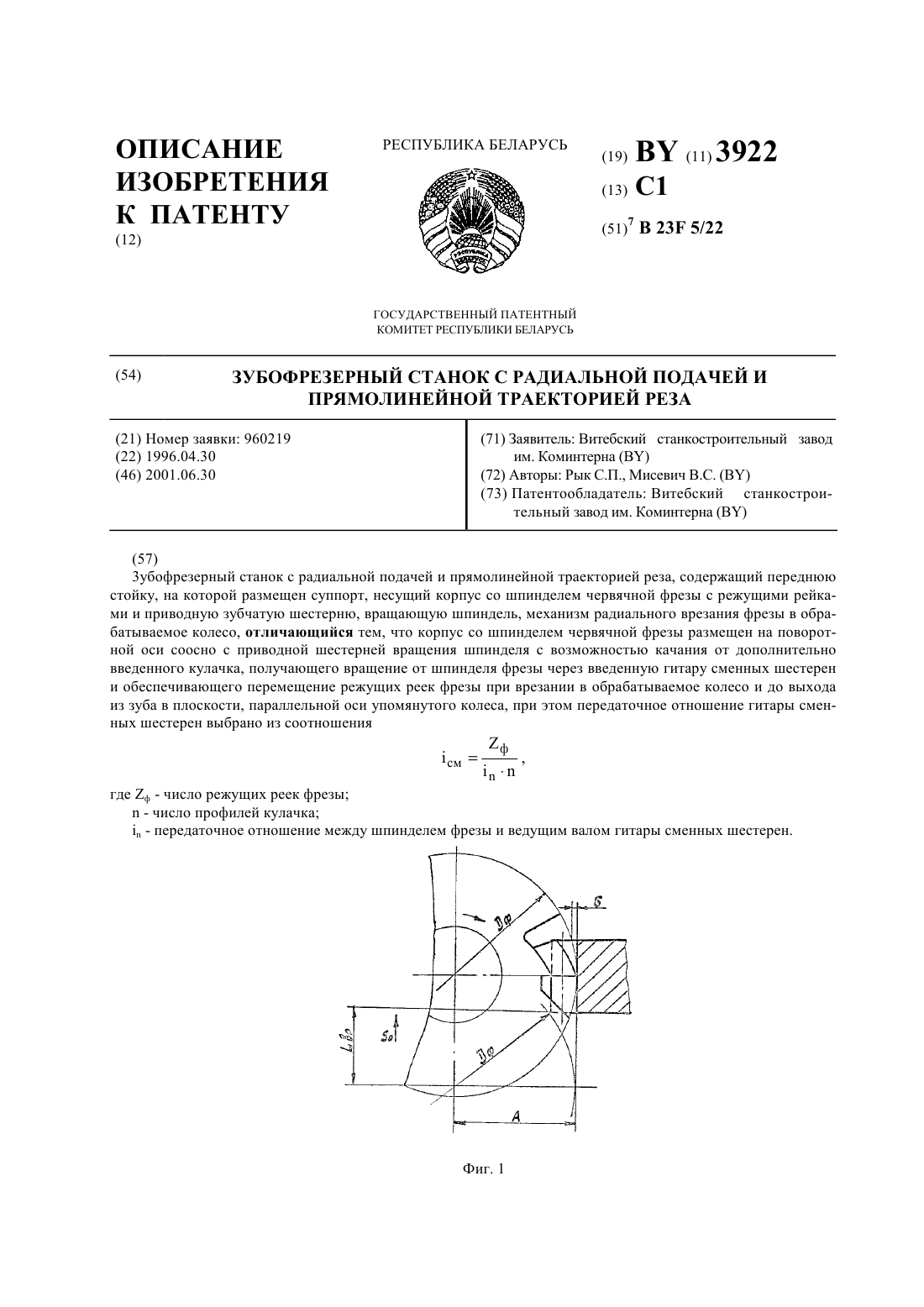
...шестерней вращения шпинделя с возможностью качания от дополнительно введенного кулачка, получающего вращение от шпинделя фрезы через введенную гитару сменных шестерен и обеспечивающего перемещение режущих реек фрезы при врезании в обрабатываемое колесо и до выхода из зуба в плоскости, параллельной оси упомянутого колеса, при этом передаточное отношение гитары сменных шестерен выбрано из соотношения, где ф - число режущих реек фрезы- число...
Станок для обработки винтовых поверхностей
Номер патента: U 4118
Опубликовано: 30.12.2007
Авторы: Данилов Виктор Алексеевич, Чепурной Александр Александрович
Метки: винтовых, обработки, поверхностей, станок
Текст:
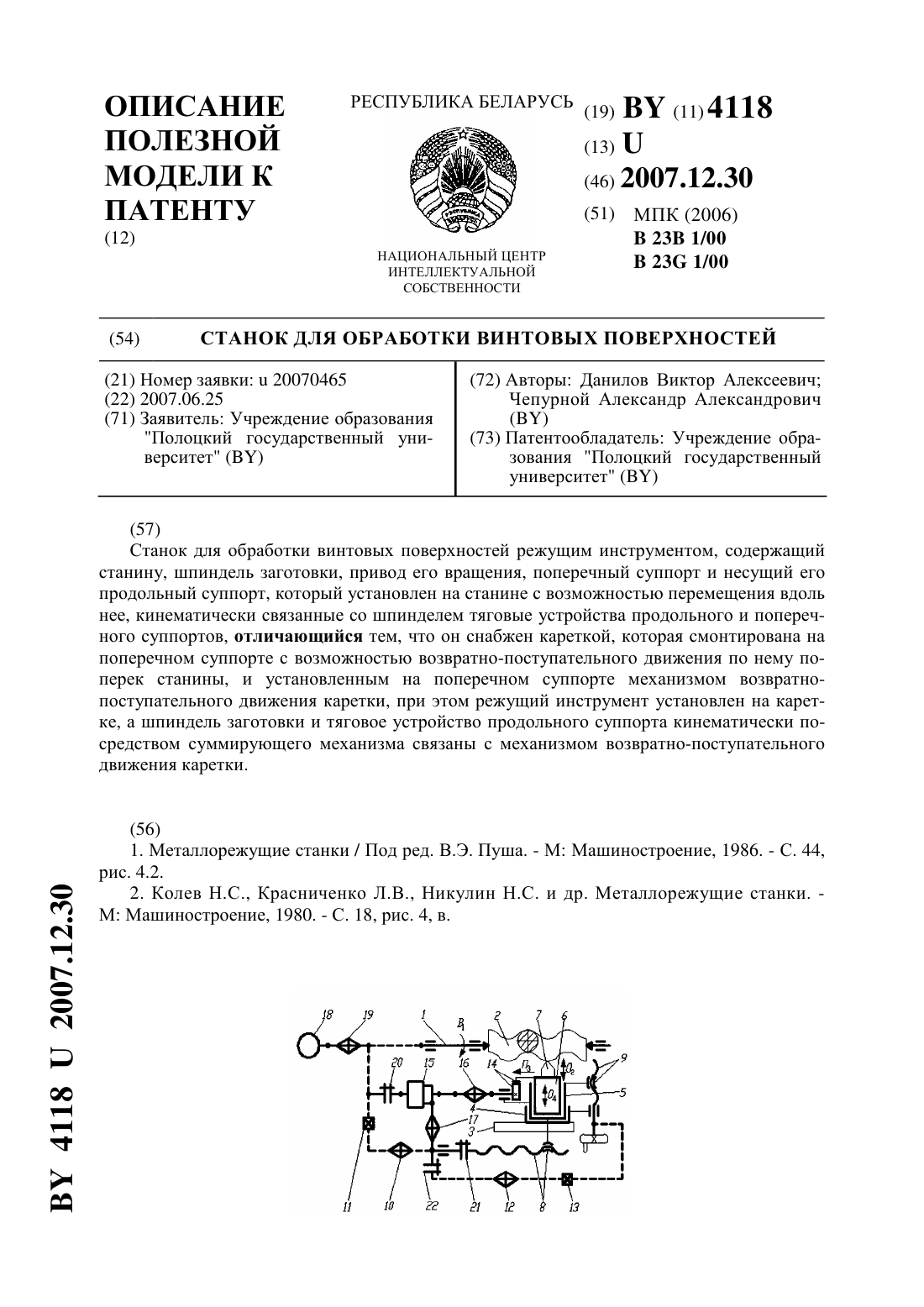
...схема станка. Предлагаемый станоксодержит шпиндель 1, несущий обрабатываемую заготовку 2, станину 3, на которой с возможностью перемещения вдоль нее установлен продольный суппорт 4, несущий поперечный суппорт 5 и установленную на нем с возмож 2 41182007.12.30 ностью перемещения поперек станины каретку 6 с закрепленным на ней режущим инструментом. В качестве режущего инструмента, кроме показанного на чертеже резца 7,могут применяться также...
Широкоуниверсальный зубообрабатывающий станок
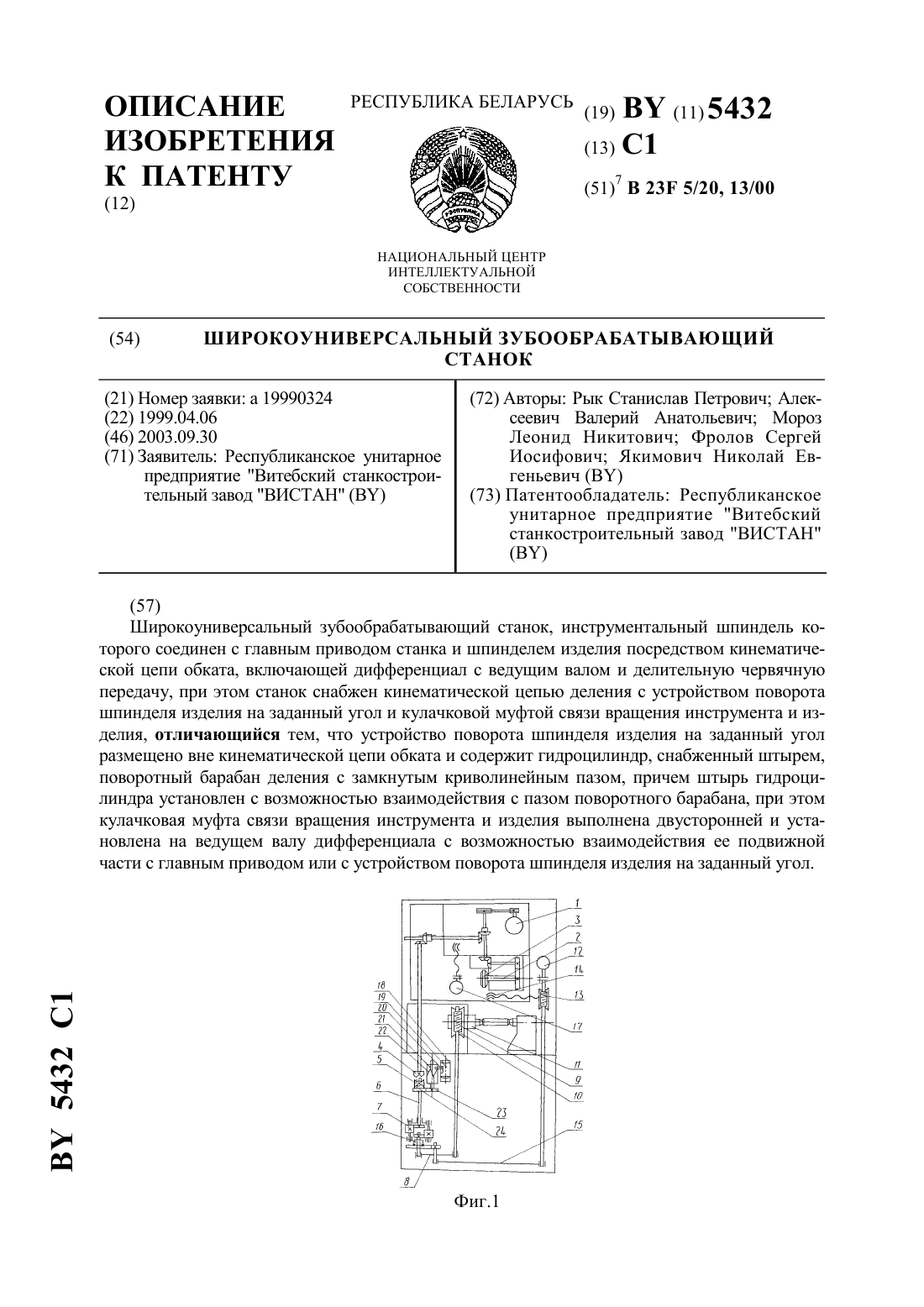
Номер патента: 5432
Опубликовано: 30.09.2003
Авторы: Алексеевич Валерий Анатольевич, Фролов Сергей Иосифович, Рык Станислав Петрович, Мороз Леонид Никитович, Якимович Николай Евгеньевич
МПК: B23F 5/20, B23F 13/00
Метки: зубообрабатывающий, широкоуниверсальный, станок
Текст:
...взаимодействия с пазом поворотного барабана, при этом кулачковая муфта связи вращения инструмента и изделия выполнена двусторонней и установлена на ведущем валу дифференциала с возможностью взаимодействия ее подвижной части с главным приводом или с устройством поворота шпинделя изделия на заданный угол. Выполнение устройства поворота шпинделя изделия на заданный угол в виде гидроцилиндра со штырем, взаимодействующим с замкнутым...
Предыдущий патент: Трансмиттер кодовый
Следующий патент: Электропневмоклапан
Случайный патент: Устройство бортового диагностирования зубчатого колеса трансмиссии транспортно-технологических средств