Агрегат для управления процессом выплавки стали
Номер патента: U 2182
Опубликовано: 30.09.2005
Авторы: Маточкин Виктор Аркадьевич, Андрианов Николай Викторович, Оленченко Александр Васильевич, Гуненков Валентин Юрьевич, Пивцаев Виталий Васильевич, Андрианов Дмитрий Николаевич
Текст
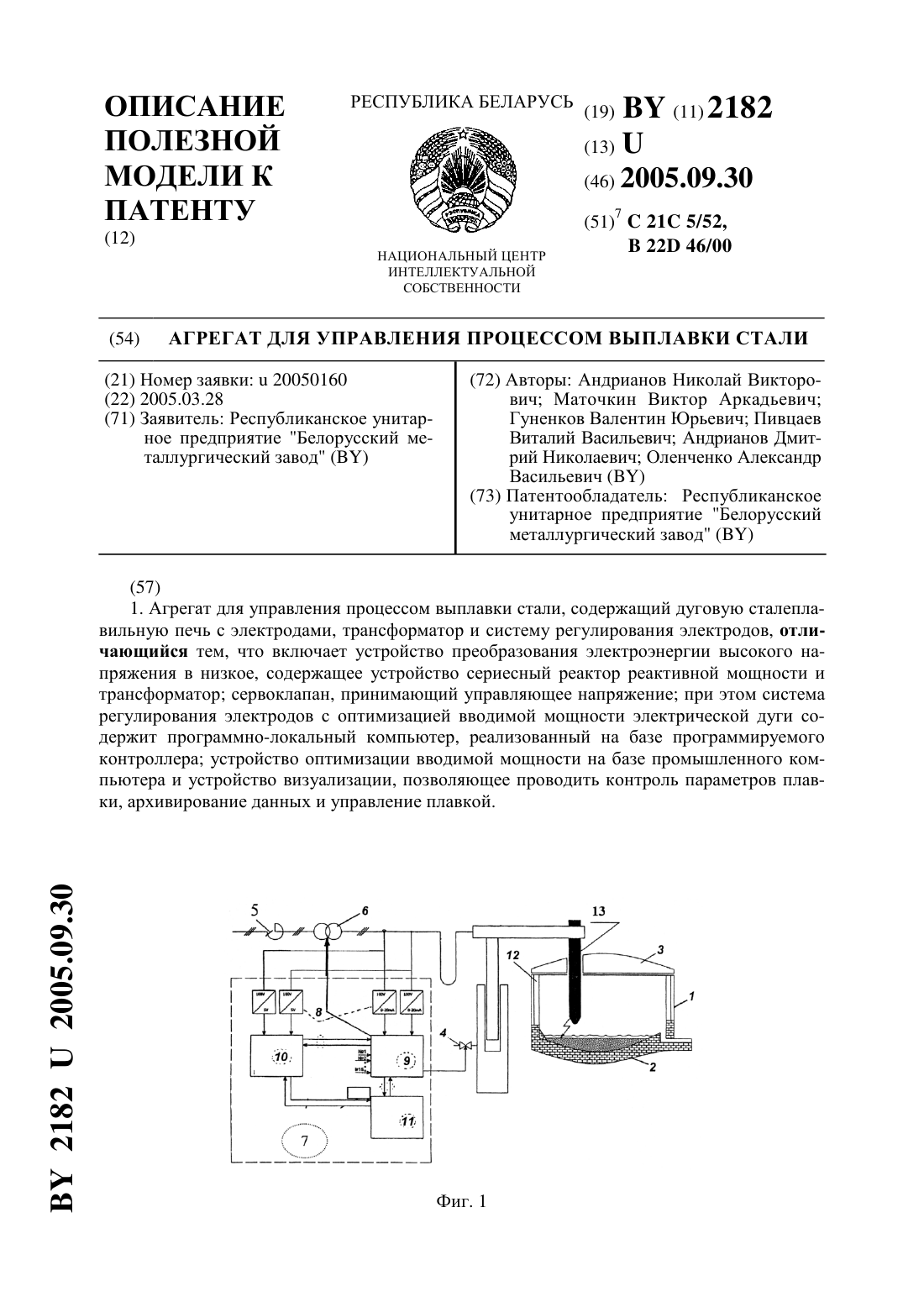
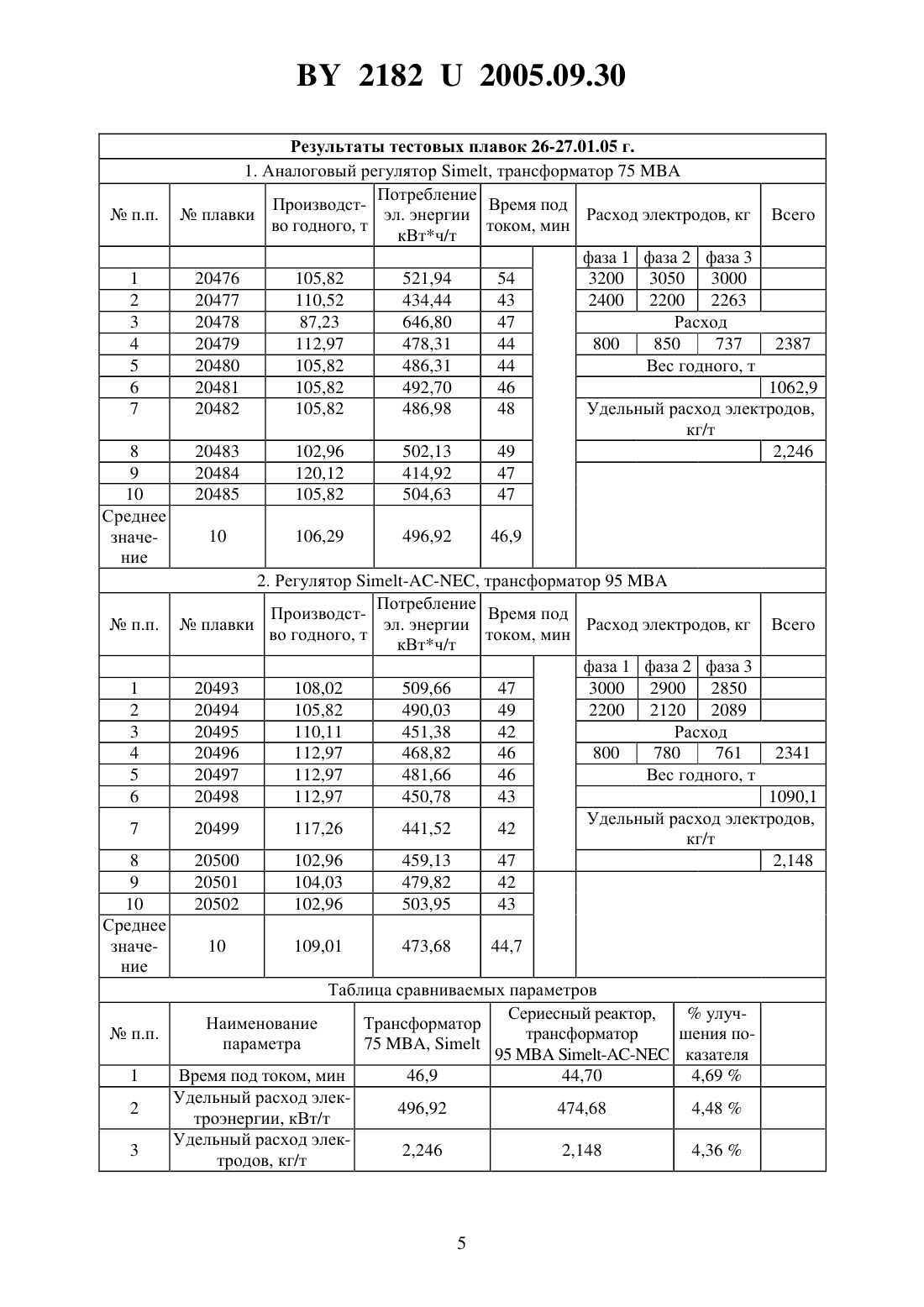
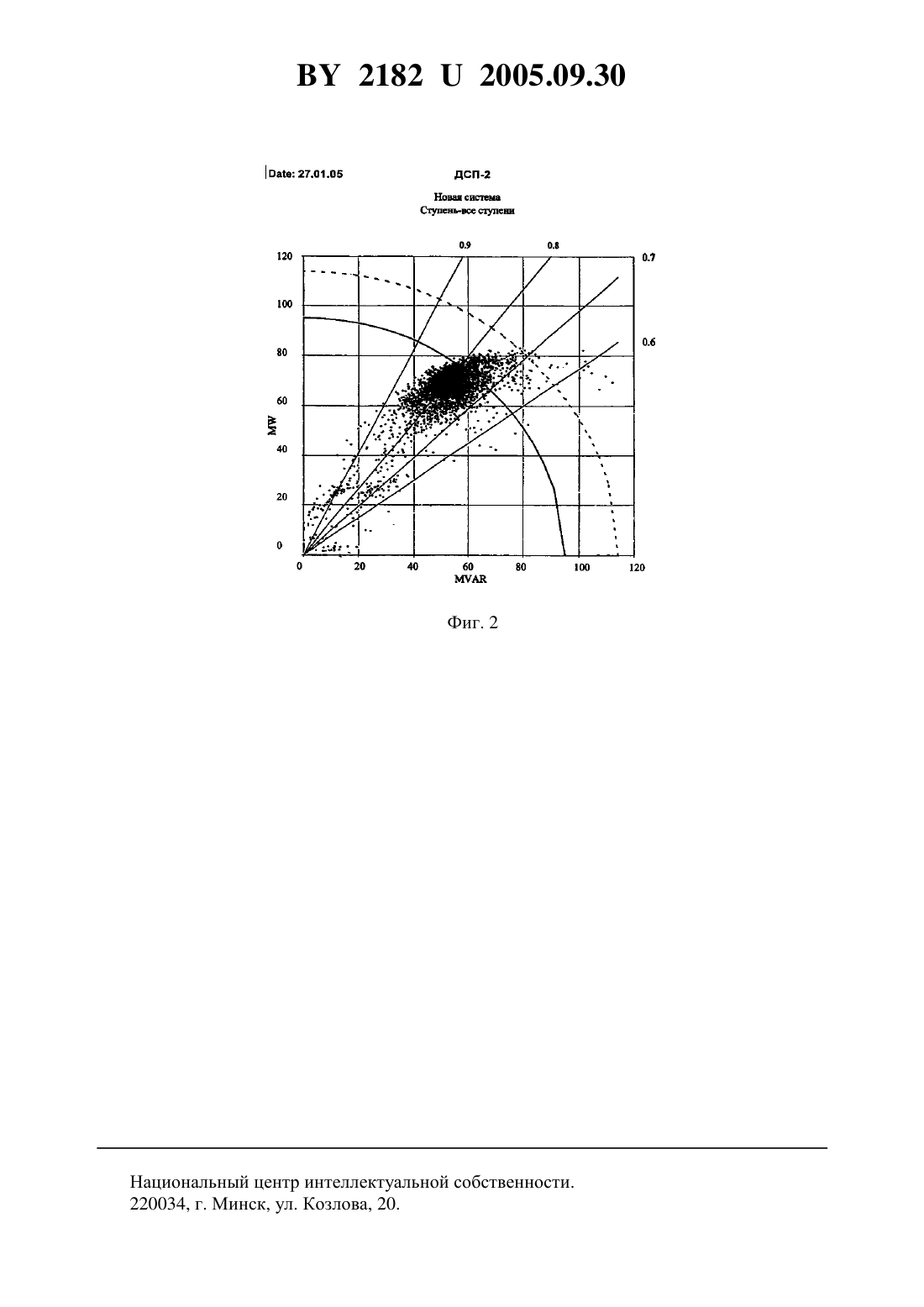
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ АГРЕГАТ ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ВЫПЛАВКИ СТАЛИ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(72) Авторы Андрианов Николай Викторович Маточкин Виктор Аркадьевич Гуненков Валентин Юрьевич Пивцаев Виталий Васильевич Андрианов Дмитрий Николаевич Оленченко Александр Васильевич(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(57) 1. Агрегат для управления процессом выплавки стали, содержащий дуговую сталеплавильную печь с электродами, трансформатор и систему регулирования электродов, отличающийся тем, что включает устройство преобразования электроэнергии высокого напряжения в низкое, содержащее устройство сериесный реактор реактивной мощности и трансформатор сервоклапан, принимающий управляющее напряжение при этом система регулирования электродов с оптимизацией вводимой мощности электрической дуги содержит программно-локальный компьютер, реализованный на базе программируемого контроллера устройство оптимизации вводимой мощности на базе промышленного компьютера и устройство визуализации, позволяющее проводить контроль параметров плавки, архивирование данных и управление плавкой. 21822005.09.30 2. Агрегат по п. 1, отличающийся тем, что включает трехфазный сериесный реактор с максимальной реактивной мощностью 21,5 , трехфазный трансформатор 95 МВА,систему регулирования электродовАС , с оптимизацией вводимой мощности, состоящей из 3-х устройств-систем устройства- программно-локального компьютера-контроллера 7-400, состоящего из корзины Симатика, в которой размещены ячейки процессора аналоговых и цифровых входов и выходов с программами регулирования электродами устройства -компьютер, с установленной в нем программой, осуществляющей оптимизацию ввода мощности путем корректировки задаваемого -контроллером управляющего напряжения на сервоклапан устройства - компьютерсервером для отображения настроек и протекающих процессов вконтроллре 7-400 и компьютере . Полезная модель относится к черной металлургии, к производству стали преимущественно в сталеплавильных печах переменного тока, а точнее к устройствам для производства стали и управления процессом ее выплавки. В качестве прототипа принята дуговая сталеплавильная печь емкостью 100 т переменного тока с системой подачи напряжения на электроды ДСП через консоль с короткой сетью, от трансформатора мощностью 751. Недостатком прототипа является высокий удельный расход электроэнергии и электродов, нестабильная устойчивость электрической дуги, что приводит к высокой длительности плавки под током, повышенному расходу огнеупорных изделий и низкой стойкости водоохлаждаемых элементов печи. Задача, решаемая полезной моделью, состоит в увеличении производительности печных агрегатов, снижении общей продолжительности плавки и времени работы электродов под током, расхода электроэнергии и электродов. Технический результат, достигаемый при использовании полезной модели, заключается в стабилизации горения электрической дуги, снижении тепловой нагрузки на элементы печи и увеличении срока службы стеновой футеровки и водоохлаждаемых элементов печи. Решение поставленной задачи обеспечивается тем, что агрегат для управления процессом выплавки стали содержит дуговую сталеплавильную печь с электродами, трансформатор и систему регулирования электродов. Агрегат включает устройство преобразования электроэнергии высокого напряжения в низкое, содержащее устройство сериесный реактор реактивной мощности и трансформатор сервоклапан, принимающий управляющее напряжение. При этом система регулирования электродов с оптимизацией вводимой мощности электрической дуги содержит программно-локальный компьютер, реализованный на базе программируемого контроллера устройство оптимизации вводимой мощности на базе промышленного компьютера и устройство визуализации, позволяющее проводить контроль параметров плавки, архивирование данных и управление плавкой. Отличие заявленного решения от прототипа в том, что агрегат включает устройство преобразования электроэнергии высокого напряжения в низкое, содержащее трехфазный сериесный реактор с максимальной реактивной мощностью 21,5 и трехфазный трансформатор 95 . Система регулирования электродовАСс оптимизацией вводимой мощности состоит из трех устройств-систем устройства 2 21822005.09.30 программно-локального компьютера-контроллера 7-400, состоящего из корзины Симатика, в которой размещены ячейки процессора аналоговых и цифровых входов и выходов, с программами регулирования электродами устройства -компьютер, с установленной в нем программой, осуществляющей оптимизацию ввода мощности путем корректировки задаваемого -контроллером управляющего напряжения на сервоклапан устройства - компьютерсервером для отображения настроек и протекающих процессов вконтроллре 7-400 и компьютере . Полезная модель поясняется чертежом, где на фиг. 1 схематично представлена конструкция агрегата для управления процессом выплавки стали. Агрегат состоит из дуговой сталеплавильной печи с корпусом (1), подиной (2), сводом(3), стеновыми панелями (12) и электродами (13) сервоклапана (4) для передачи на него управляющего напряжения датчиков напряженияи тока(8) нового устройства преобразования электроэнергии высокого напряженияв низкое и новой системы регулирования электродов(7) с оптимизацией вводимой мощности. Новое устройство преобразования электроэнергии высокого напряженияв низкое состоит из сериесного реактора (5) с максимальной реактивной мощностью 21,5 и трансформатора (6) мощностью 95 . Новая система регулирования электродов(7) состоит из устройств устройства(программно-локальный компьютер), реализованного на базе программируемого контроллера 7-400 (9) устройства оптимизации вводимой мощности на базе промышленного компьютера-класса 4 (10) устройства визуализации на основе - компьютер, позволяющего проводить контроль параметров плавки, архивирование данных и управление плавкой (11). В электропечных установках с использованием мощного трансформатора для стабилизации дуги увеличивают продуктивность цепи включением реактора. В энергетический период печь потребляет наибольшую мощность, необходимую для прогрева шихты и для покрытия скрытой теплоты ее плавления. Расход электроэнергии в этот период равен 6080 энергии, потребляемой на всю плавку. Для стабилизации горения дуги в этот момент и оптимального распределения тепловых потоков в пространстве печи установлен сериесный реактор и трансформатор, имеющие следующие технические характеристики. Сериесный реактор (5) Количество фаз 3 Проходная мощность 95 МВА Максимальная реактивная мощность 21,5 Номинальное напряжение 33000 В Номинальная сила тока 1662 А Реактивность 0-0,65-1,274-1,664-2,106-2,6 Ом Частота 50 Гц Трансформатор 95 МВА (6) Номинальная мощность 95 МВА Напряжение первичной обмотки 33000 В Напряжение вторичной обмотки 420-960 В Сила тока первичной обмотки 923-1662 А Максимальная сила тока вторичной обмотки 72500 А Частота 50 Гц. 21822005.09.30 Система регулирования электродов(7) с оптимизацией вводимой мощности имеет ряд функций, определяющих оптимальную работу регулятора с трансформатором, печью, электродами, и обеспечивает стабилизацию и точность регулирования рабочих точек электрической дуги при плавлении металлошихты. Устройство (9) -(программно-локальный компьютер) контроллера 7-400 состоит из корзины Симатика, в которой размещены ячейки процессора аналоговых и цифровых входов и выходов. В памяти ячейки процессора находится программа регулирования электродами. -контроллер осуществляет регулирование движения электродов. Устройство (10) - -компьютер, с установленной в ней программой, осуществляет оптимизацию ввода мощности путем корректировки задаваемого -контроллером управляющего напряжения на сервоклапан (4). Устройство (11) - компьютерс сервером осуществляет отображение настроек и протекающих процессов вконтроллре 7-400 и компьютере .нем также хранятся архивы прошедших событий. Начальное проплавление корзины с токами, по величине отличающимися от рабочих,обеспечивает возможность эффективно разбивать металлическую шихту и снижает вероятность поломок электродов в начале плавления металлошихты. В системе оптимизациидля снижения теплового воздействия на стеновую футеровку используется возможность перераспределения излучения фаз, а при достижении температурой стеновых панелей (12) определенного значения (70 С) происходит автоматическое снижение рабочей ступени трансформатора для предупреждения перегревания панелей. Пример конкретного использования агрегата. Агрегат для управления процессом выплавки стали, включающий ДСП 100 с применением установок сериесный реактор мощностью 21,5 , трансформатора мощностью 95 МВА и систему регулирования электродов, прошел испытания на РУП Белорусский металлургический завод в ЭСПЦ-1 в январе 2005 г. Результаты серии тестовых плавок с использованием трансформатора мощностью 75 МВА и мощностью 95 МВА с новой системой регулирования электродов показали снижение удельного расхода электроэнергии, электродов, снижение времени под током(таблица). Круговые диаграммы режима работы трансформатора и устойчивость электрической дуги показывают, что произошел рост кучности рабочих точек, их более плотное группирование подтверждает способность новой системы на более высоком уровне поддерживать стабильность тока (фиг. 2). Устойчивые режимы работы снизили тепловое воздействие на стеновую футеровку и температуру водоохлаждаемых панелей. Полезная модель позволила снизить удельный расход электроэнергии на 4,48 , снизить общую продолжительности плавки на 5,1 , время работы электродов под током на 4,69 , снизить удельный расход электродов на 4,36 , а также снизить тепловую нагрузку на стеновую футеровку и водоохлаждаемые панели. Использование полезной модели позволяет увеличить производительности печных агрегатов, снизить время работы под током, расход электроэнергии и электродов, стабилизировать горение электрической дуги, увеличить срок службы стеновой футеровки и водоохлаждаемых элементов печи. Результаты тестовых плавок 26-27.01.05 г. 1. Аналоговый регулятор , трансформатор 75 Потребление ПроизводстВремя подплавки Расход электродов, кг Всего эл. энергии во годного, т током, мин кВтч/т фаза 1 фаза 2 фаза 3 20476 105,82 521,94 54 3200 3050 3000 20477 110,52 434,44 43 2400 2200 2263 20478 87,23 646,80 47 Расход 20479 112,97 478,31 44 800 850 737 2387 20480 105,82 486,31 44 Вес годного, т 20481 105,82 492,70 46 1062,9 20482 105,82 486,98 48 Удельный расход электродов,кг/т 20483 102,96 502,13 49 2,246 20484 120,12 414,92 47 20485 105,82 504,63 47 10 2. Регулятор , трансформатор 95 Потребление ПроизводстВремя подплавки Расход электродов, кг Всего эл. энергии во годного, т током, мин кВтч/т фаза 1 фаза 2 фаза 3 20493 108,02 509,66 47 3000 2900 2850 20494 105,82 490,03 49 2200 2120 2089 20495 110,11 451,38 42 Расход 20496 112,97 468,82 46 800 780 761 2341 20497 112,97 481,66 46 Вес годного, т 20498 112,97 450,78 43 1090,1 Удельный расход электродов,20499 117,26 441,52 42 кг/т 20500 102,96 459,13 47 2,148 20501 104,03 479,82 42 20502 102,96 503,95 43 10 Таблица сравниваемых параметров Сериесный реактор, улучНаименование Трансформаторп.п. трансформатор шения попараметра 75 ,95 казателя 1 Время под током, мин 46,9 44,70 4,69 Удельный расход элек 2 496,92 474,68 4,48 троэнергии, кВт/т Удельный расход элек 3 2,246 2,148 4,36 тродов, кг/т Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C21C 5/52, B22D 46/00
Метки: управления, процессом, выплавки, агрегат, стали
Код ссылки
<a href="https://by.patents.su/6-u2182-agregat-dlya-upravleniya-processom-vyplavki-stali.html" rel="bookmark" title="База патентов Беларуси">Агрегат для управления процессом выплавки стали</a>
Способ выплавки кордовой стали
Номер патента: 4286
Опубликовано: 30.03.2002
Авторы: Афанасиади Афанасий Григорьевич, Фоменко Александр Петрович, Якшук Дмитрий Станиславович, Дьяченко Юрий Владимирович, Эндерс Владимир Владимирович, Гуляев Михаил Павлович, Лейнвебер Евгений Иванович, Фетисов Василий Павлович, Кушнарев Николай Николаевич, Феоктистов Юрий Васильевич, Квашнин Сергей Анатольевич
МПК: C21C 5/52
Метки: способ, стали, кордовой, выплавки
Текст:
...окислительного периода и плавки в целом. Решение поставленной задачи обеспечивается тем, что в способе выплавки кордовой стали в дуговой электропечи, включающем завалку шихты, плавление и окислительный период, в шихте для выплавки кордовой стали используют металлический лом, передельный чугун в количестве 15-20 массы шихты и металлизованные окатыши, а в окислительный период присаживают твердые окислители в количестве 0,81,0 от массы...
Устройство автоматического управления процессом электролиза воды
Номер патента: U 1438
Опубликовано: 30.06.2004
Авторы: Писарев Владимир Александрович, Окунь Григорий Исакович, Буйкус Кястас Вито
МПК: C25B 15/02
Метки: управления, процессом, электролиза, воды, устройство, автоматического
Текст:
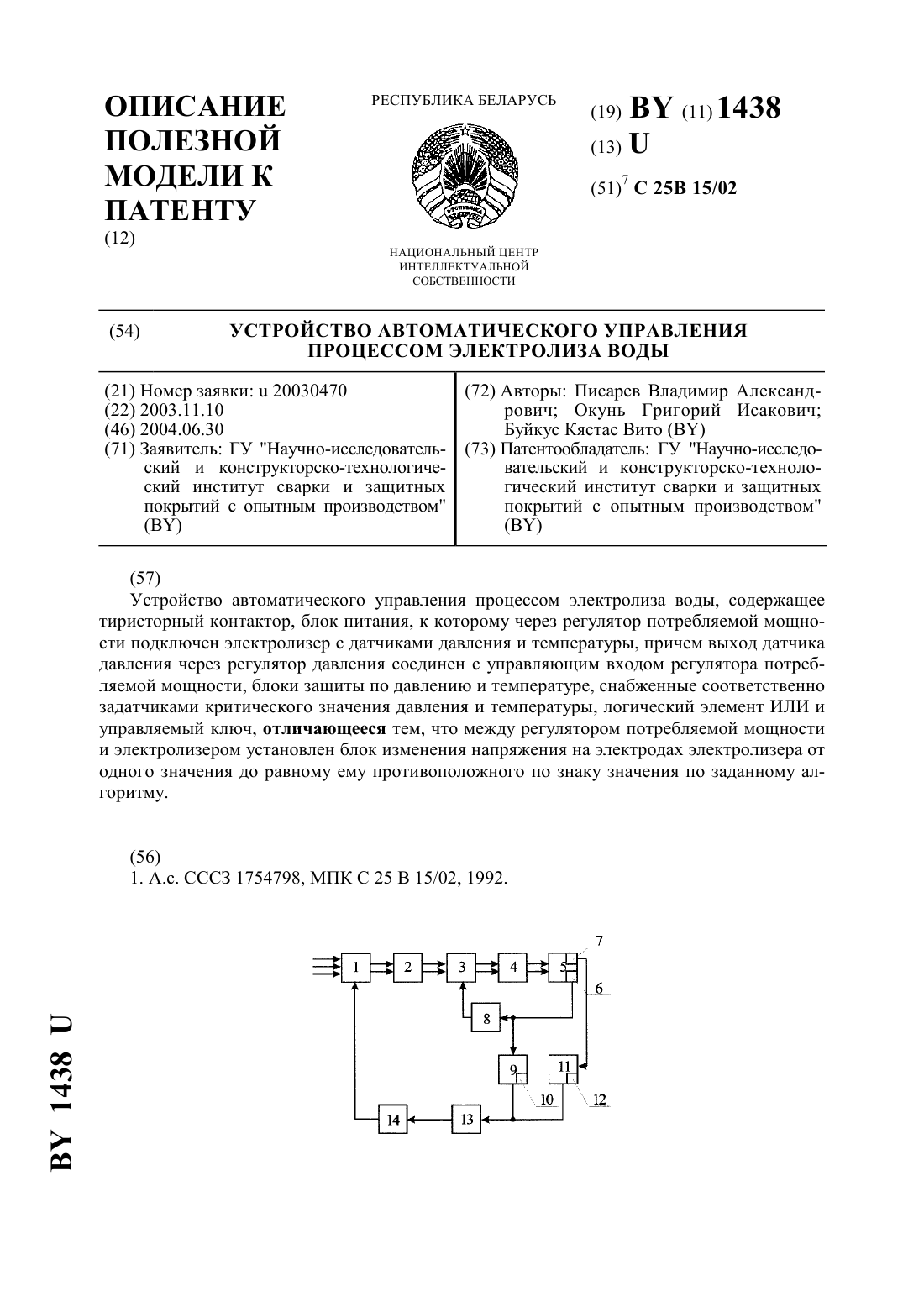
...управления процессом электролиза воды содержит установленный на входе и включенный в электросеть тиристорный контактор 1, к выходу которого подключен блок 2 питания, соединенный с регулятором 3 потребляемой мощности,подключенный через блок изменения напряжения на электродах электролизера 4 к электролизеру 5 с пластинами (на фигуре не показаны). В электролизере 5 установлен датчик 6 давления и датчик 7 температуры. Датчик 6 давления...
Способ выплавки стали в основной дуговой электропечи
Номер патента: 6036
Опубликовано: 30.03.2004
Авторы: Филиппов Вадим Владимирович, Лейнвебер Евгений Иванович, Можаровский Олег Викторович, Якшук Дмитрий Станиславович, Фоменко Александр Петрович, Дьяченко Юрий Владимирович
Метки: электропечи, основной, стали, способ, дуговой, выплавки
Текст:
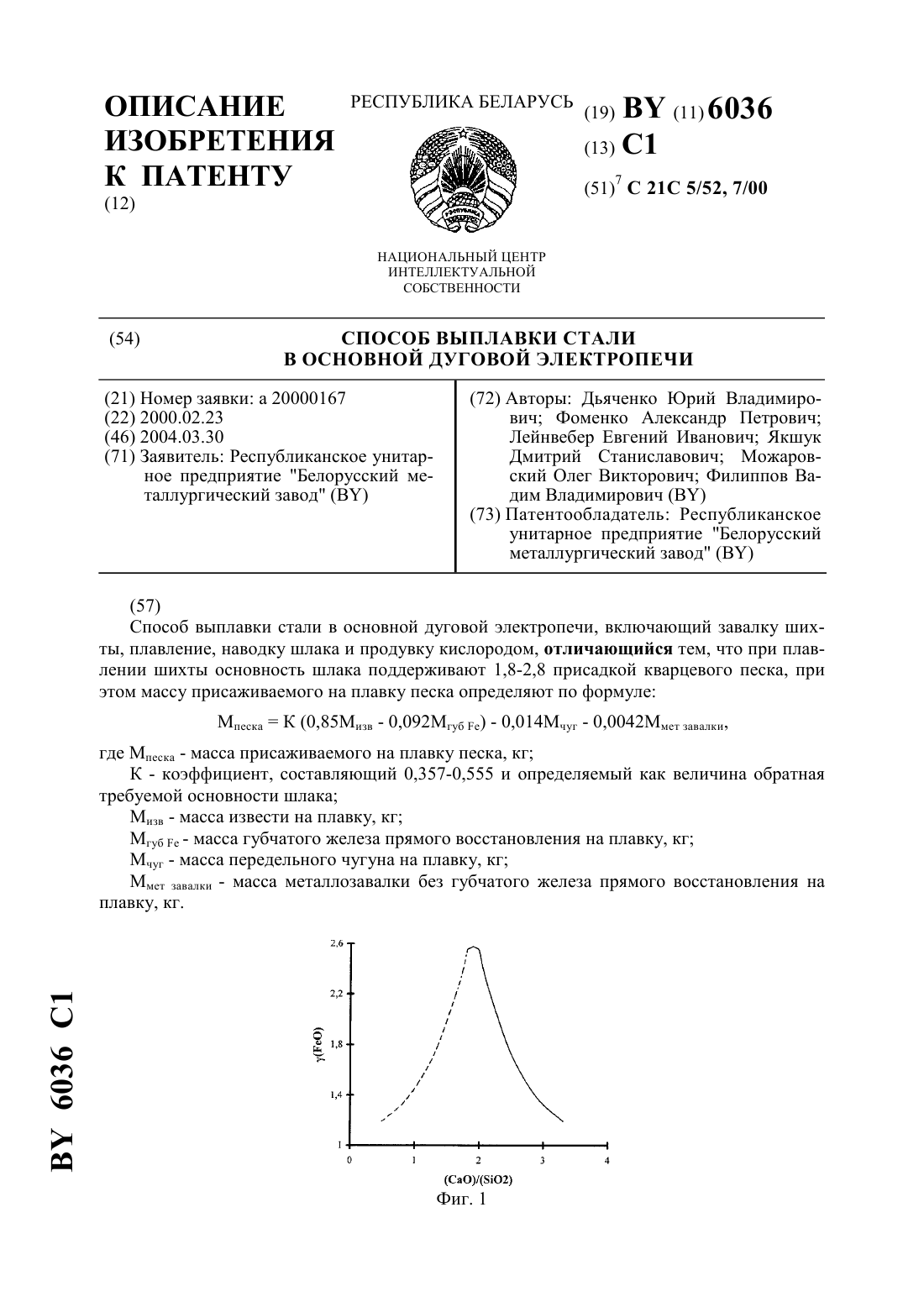
...состояния СаО-2. Активность и высота пенистого шлака повышается за счет получения и поддержания основности шлака в пределах 1,8-2,8, при которой увеличивается активность закиси железа в шлаке (фиг. 1), что в свою очередь увеличивает окислительную способность шлака,скорость окисления углерода и выделения пузырьков СО и в конечном итоге увеличивает высоту пенистого шлака (фиг. 2) и степень экранирования электрических дуг шлаком,приводящие к...
Устройство для управления процессом дуговой приварки шпилек

Номер патента: U 2123
Опубликовано: 30.09.2005
Авторы: Селицкий Вячеслав Станиславович, Радченко Александр Адамович, Торпачев Сергей Петрович
МПК: B23K 9/10
Метки: устройство, приварки, управления, процессом, шпилек, дуговой
Текст:
...резистор соединен со вторым выводом источника питания, а управляющий электрод дополнительного тиристора соединен с блоком управления тиристорами, дополнительно введены транзистор и защитный диод, соответственно эмиттер и катод которых соединены со вторым выводом источника питания, разделительный конденсатор, первый вывод которого соединен с базой транзистора и анодом защитного диода, нагрузочный и зарядный резисторы, первые выводы...
Устройство для управления оборудованием трансформаторной подстанции
Номер патента: U 882
Опубликовано: 30.06.2003
Авторы: Счастный Валерий Петрович, Жуковский Александр Иванович, Зеленькевич Евгений Иосифович, Зеленькевич Александр Иосифович
МПК: H02J 3/18, G05B 13/02, H01F 21/00...
Метки: подстанции, оборудованием, управления, трансформаторной, устройство
Текст:
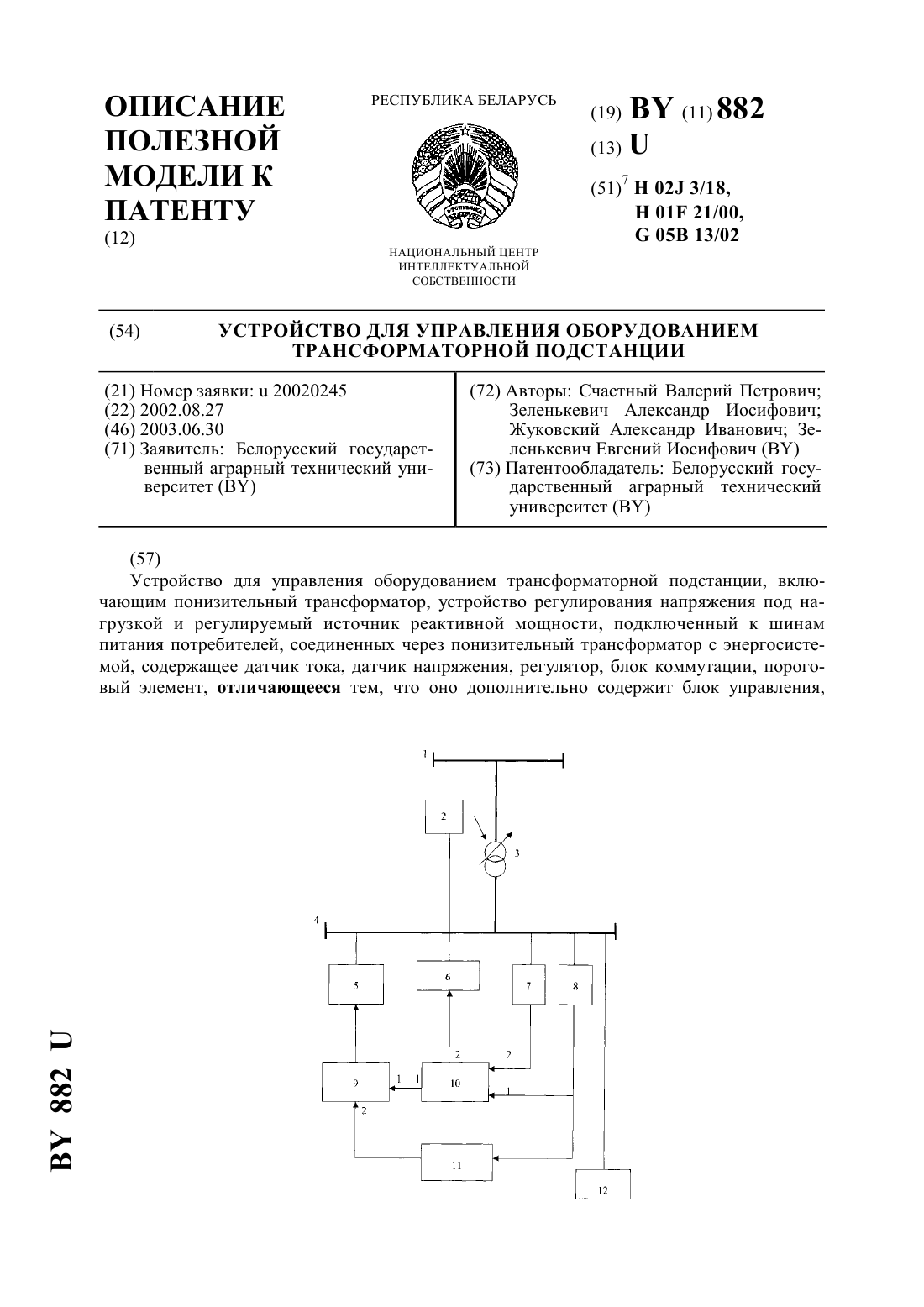
...регулятор, первый вход которого подключен к датчику напряжения, а второй вход - к датчику тока, первым выходом подключен к первому входу блока коммутации, выход которого подключен к регулируемому источнику реактивной мощности, а второй вход через пороговый элемент подключен к датчику напряжения, вторым выходом подключен к блоку управления, выход которого подключен к устройству регулирования напряжения под нагрузкой, воздействующему на...
Предыдущий патент: Барабанный тормоз с устройством измерения тормозного момента
Следующий патент: Устройство для внутритрубной очистки газо- и нефтепроводов
Случайный патент: Полевая доска плуга