Устройство для управления процессом дуговой приварки шпилек
Номер патента: U 2123
Опубликовано: 30.09.2005
Авторы: Радченко Александр Адамович, Селицкий Вячеслав Станиславович, Торпачев Сергей Петрович

Текст
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ ПРИВАРКИ ШПИЛЕК(72) Авторы Радченко Александр Адамович Селицкий Вячеслав Станиславович Торпачев Сергей Петрович(57) Устройство для управления процессом дуговой приварки шпилек, содержащее силовой и коммутирующий тиристоры, катоды которых объединены и подключены к первому выводу источника питания, тиристор вспомогательной дуги и резистор, соединенные последовательно и подключенные параллельно силовому тиристору, коммутирующий конденсатор, одним выводом соединений с анодом коммутирующего тиристора, причем управляющие электроды всех тиристоров соединены с блоком выдержки времени через блок управления тиристорами, дополнительный тиристор, токоограничительный резистор и два ключа, при этом параллельно резистору подключены последовательно соединенные первый ключ и дополнительный тиристор, катод дополнительного тиристора через коммутирующий конденсатор, второй ключ и токоограничительный резистор соединен со вторым выводом источника питания, а управляющий электрод дополнительного тиристора соединен с блоком управления тиристорами, отличающееся тем, что дополнительно введены транзистор и защитный диод, соответственно эмиттер и катод которых соединены со вторым выводом источника питания, разделительный конденсатор, первый вывод которого 21232005.09.30 соединен с базой транзистора и анодом защитного диода, нагрузочный и зарядный резисторы, первые выводы которых соединены с первым выводом источника питания, второй вывод зарядного резистора с разделительным конденсатором и анодом силового тиристора, ключ запуска, включенный в разрыв цепи управляющего электрода тиристора вспомогательной дуги, причем вход ключа запуска подключен к выводу блока управления тиристорами, выход - к управляющему электроду тиристора вспомогательной дуги, а управляющий вывод соединен со вторым выводом нагрузочного резистора и коллектором транзистора.(56) 1. А.с. СССР 1606277, 1990 // Бюл.42. Полезная модель относится к сварочной технике и может быть применена для дуговой приварки шпилек. Наиболее близким по технической сущности является устройство для управления дуговой приварки шпилек 1, содержащее силовой и коммутирующий тиристоры, катоды которых объединены и подключены к первому выводу источника питания, тиристор вспомогательной дуги, резистор, соединенные последовательно и подключенные параллельно силовому тиристору, коммутирующий конденсатор, одним выводом соединенный с анодом коммутирующего тиристора, причем управляющие электроды всех тиристоров через блок управления тиристорами соединены с блоком выдержки времени, дополнительный тиристор, токоограничительный резистор и два ключа, при этом параллельно резистору подключены последовательно соединенные первый ключ и дополнительный тиристор, катод дополнительного тиристора через коммутирующий конденсатор, второй ключ и токоограничительный резистор соединен со вторым выводом, а управляющий электрод дополнительного тиристора соединен с блоком управления тиристорами. Недостатками устройства являются повышенные энергозатраты, вызванные необходимостью подачи сварочного тока до момента отрыва шпильки от изделия, а также протекание тока короткого замыкания при неисправности механизма перемещения шпильки. Техническая задача, на решение которой направлена полезная модель, - повышение надежности устройства и экономичности процесса дуговой приварки шпилек. Технический результат выражается в отсутствии сварочного тока до момента отрыва шпильки от изделия в начале процесса приварки и невозможности запуска цикла приварки при нарушении нормальной работы сварочного пистолета. Указанный технический результат достигается тем, что в устройство, содержащее силовой и коммутирующий тиристоры, катоды которых объединены и подключены к первому выводу источника питания,тиристор вспомогательной дуги и резистор, соединенные последовательно и подключенные параллельно силовому тиристору, коммутирующий конденсатор, одним выводом соединений с анодом коммутирующего тиристора, причем управляющие электроды всех тиристоров соединены с блоком выдержки времени через блок управления тиристорами,дополнительный тиристор, токоограничительный резистор и два ключа, при этом параллельно резистору подключены последовательно соединенные первый ключ и дополнительный тиристор, катод дополнительного тиристора через коммутирующий конденсатор,второй ключ и токоограничительный резистор соединен со вторым выводом источника питания, а управляющий электрод дополнительного тиристора соединен с блоком управления тиристорами, дополнительно введены транзистор и защитный диод, соответственно эмиттер и катод которых соединены со вторым выводом источника питания, разделительный конденсатор, первый вывод которого соединен с базой транзистора и анодом защитного диода, нагрузочный и зарядный резисторы, первые выводы которых соединены с первым выводом источника питания, второй вывод зарядного резистора с разделительным конденсатором и анодом силового тиристора, ключ запуска, включенный в разрыв цепи управляющего электрода тиристора вспомогательной дуги, причем вход ключа запуска подключен к выводу блока управления тиристорами, выход - к управляющему электроду 2 21232005.09.30 тиристора вспомогательной дуги, а управляющий вывод соединен со вторым выводом нагрузочного резистора и коллектором транзистора. На фигуре приведена электрическая схема устройства для управления процессом дуговой приварки шпилек. Устройство для управления дуговой приварки шпилек содержит блок выдержки времени 1, блок управления тиристорами 2, силовой тиристор 3, включающий основной сварочный ток, резистор 4 и тиристор вспомогательной дуги 5, соединенные последовательно, коммутирующий конденсатор 6, коммутирующий тиристор 7, первый ключ 8,дополнительный тиристор 9, второй ключ 10, и токоограничительный резистор 11, транзистор 12, защитный диод 13, нагрузочный резистор 14, подающий питание на транзистор,зарядный резистор 15, разделительный конденсатор 16. Устройство работает следующим образом. Привариваемая шпилька, закрепленная в размещенном на поверхности изделия сварочном пистолете с кнопкой и электромагнитом (на фигуре не показаны), имеет с изделием контакт, обеспечивающий электрическое соединение линий - между собой (фигура). Нажатием кнопки на сварочном пистолете обеспечивается электрическое соединение линий -, в результате чего блок выдержки времени 1 включается и выдает управляющий сигнал на замыкание ключей 8 и 10. Одновременно с выхода блока выдержки времени 1(линии е, ) подается напряжение на электромагнит сварочного пистолета, который втягивает шпильку и разрывает электрический контакт между шпилькой и изделием (электрическое разъединение линий -).этого момента начинается заряд разделительного конденсатора 16 от источника питания (линии а-) по цепи первый вывод разделительного конденсатора 16, переход база-эмиттер транзистора 12, источник питания (линии а-), зарядный резистор 15, второй вывод разделительного конденсатора 16. Ток заряда разделительного конденсатора 16 протекает через переход база-эмиттер транзистора 12 и открывает его, в результате чего с линиичерез открытый транзистор 12 подается сигнал на управляющий вывод ключа запуска 17, который открывается и пропускает сигнал с блока управления тиристорами 2 на управляющий электрод тиристора вспомогательной дуги 5. После открытия тиристора вспомогательной дуги 5 напряжение источника питания подается на шпильку, происходит электрический пробой образовавшегося промежутка между шпилькой и изделием и зажигание вспомогательной малоамперной сварочной дуги между шпилькой и изделием, величина тока которой пропорциональна сопротивлению резистора 4. Одновременно с открытием тиристора вспомогательной дуги 5 начинается заряд коммутирующего конденсатора 6 от источника питания (линии а-). По истечении времени,достаточного для заряда коммутирующего конденсатора 6, блок выдержки времени 1 размыкает ключи 8 и 10, а блок управления тиристорами 2 подает управляющий сигнал на открытие силового тиристора 3. После открытия силового тиристора 3 зажигается основная сварочная дуга. По истечении времени, заданного режимом сварки, блок выдержки времени 1 размыкает цепь питания электромагнита, а через время, достаточное для внедрения шпильки в изделие под действием пружины, размещенной в сварочном пистолете,подает через блок управления тиристорами 2 управляющий сигнал на открытие соответственно коммутирующего и дополнительного тиристоров 7 и 9 и снимает сигнал управления с силового тиристора 3. Открывшиеся соответственно коммутирующий и дополнительный тиристоры 7 и 9 подают с коммутирующего конденсатора 6 на силовой тиристор 3 напряжение, равное напряжению холостого хода источника питания с полярностью,противоположной полярности напряжения на силовом тиристоре 3. Когда ток, протекающий через силовой тиристор 3, станет меньше тока удержания тиристора в открытом состоянии, силовой тиристор 3 закроется и протекание тока в сварочной цепи прекратится. На этом цикл приварки шпилек заканчивается. Преимущество предлагаемого устройства для управления процессом дуговой приварки шпилек перед прототипом заключается в его высокой надежности и экономичности. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23K 9/10
Метки: управления, дуговой, приварки, устройство, шпилек, процессом
Код ссылки
<a href="https://by.patents.su/3-u2123-ustrojjstvo-dlya-upravleniya-processom-dugovojj-privarki-shpilek.html" rel="bookmark" title="База патентов Беларуси">Устройство для управления процессом дуговой приварки шпилек</a>
Устройство для управления сварочной цепью
Номер патента: 3794
Опубликовано: 30.03.2001
Авторы: Стасевич Сергей Иванович, Окунь Григорий Исакович, Писарев Владимир Александрович
МПК: B23K 9/10
Метки: сварочной, цепью, управления, устройство
Текст:
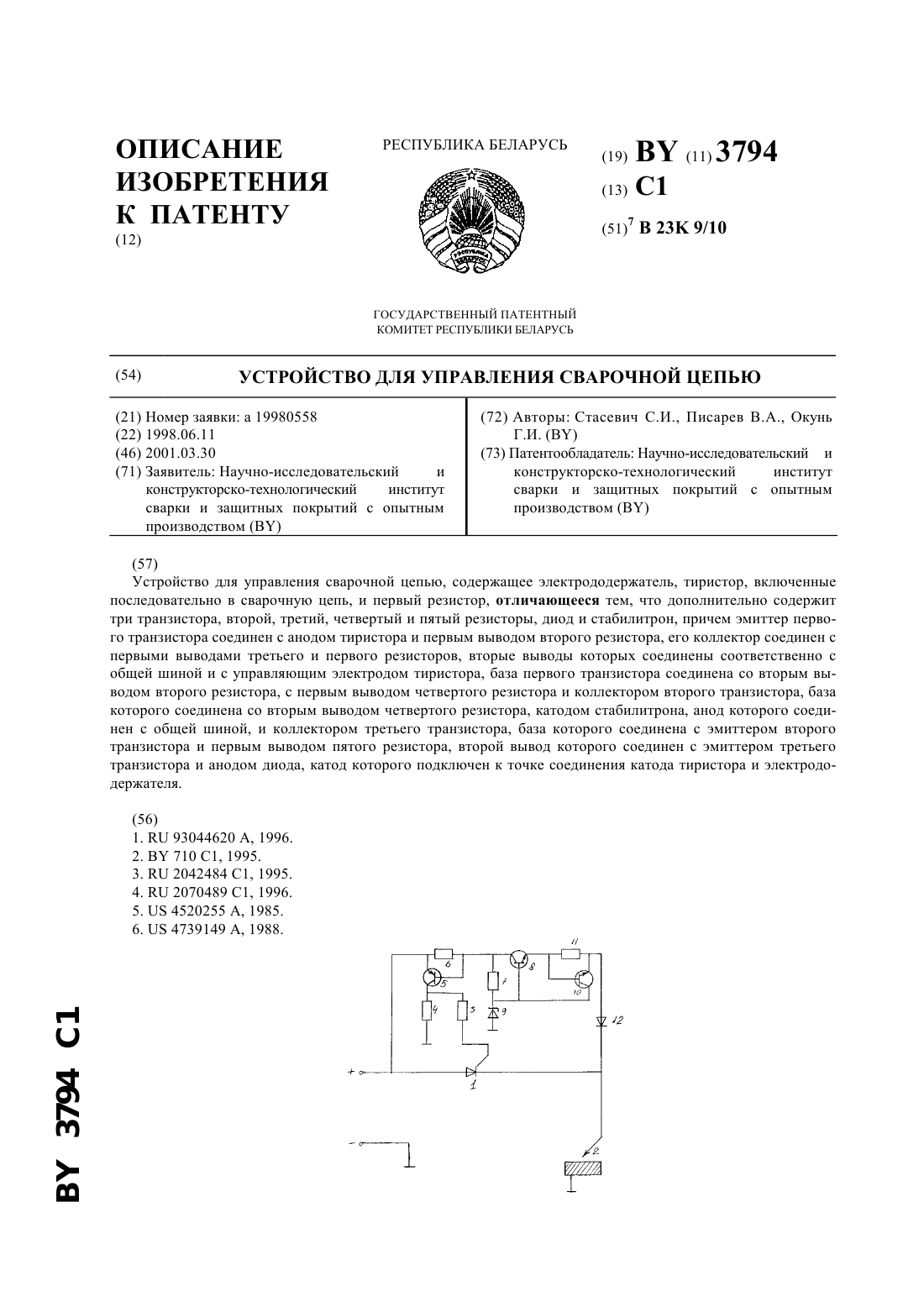
...достигается тем, что в устройство, содержащее электрододержатель, тиристор,включенные последовательно в сварочную цепь, и первый резистор, дополнительно введены три транзистора, второй, третий, четвертый и пятый резисторы, диод и стабилитрон. На фигуре представлена электрическая схема устройства для управления сварочной цепью. Устройство содержит тиристор 1, анод которого соединен с положительным выводом источника постоянного тока, а...
Устройство для управления сварочной цепью
Номер патента: 6715
Опубликовано: 30.12.2004
Авторы: Селицкий Вячеслав Станиславович, Рагунович Сергей Петрович
МПК: B23K 9/10
Метки: сварочной, устройство, управления, цепью
Текст:
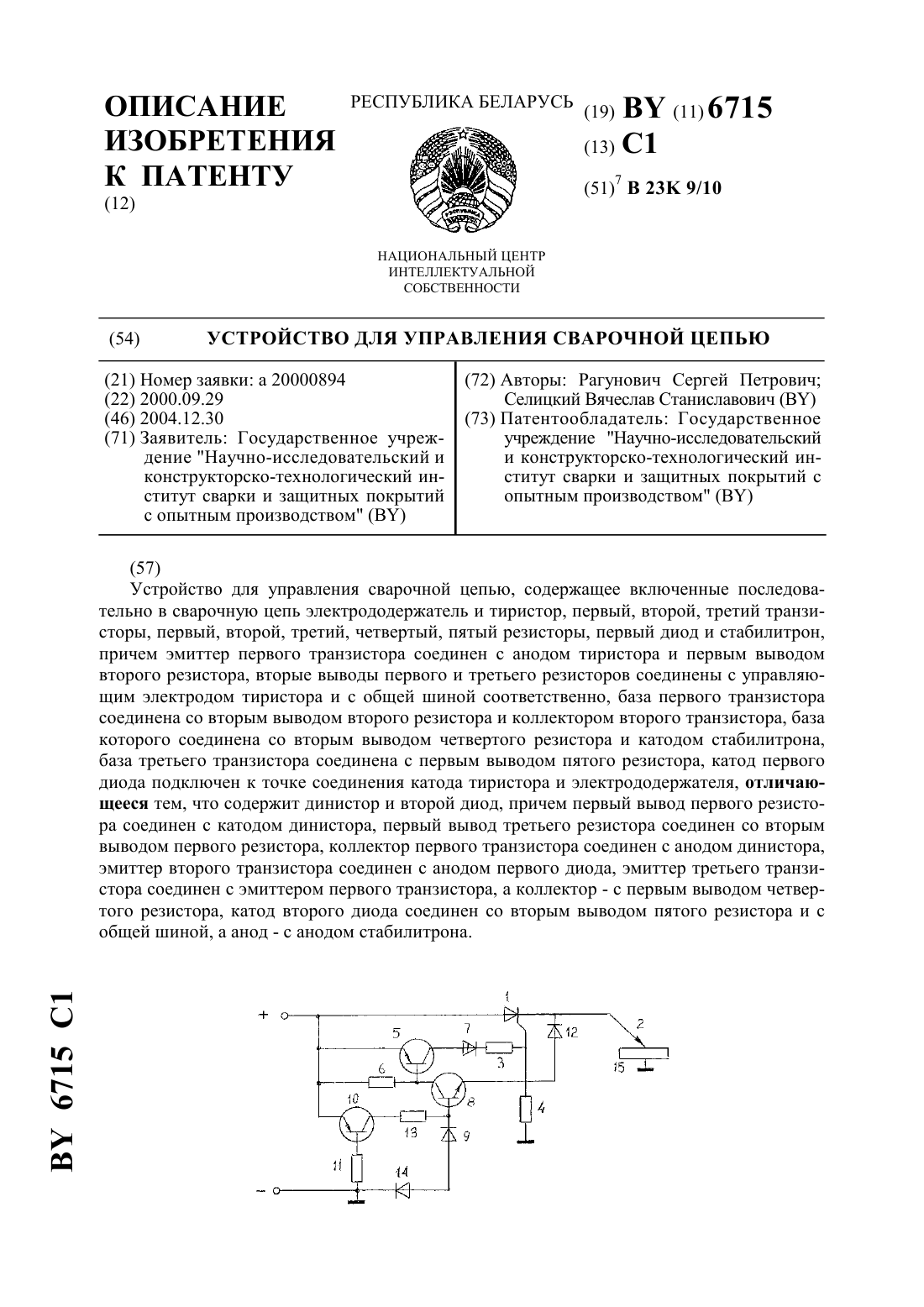
...выводом второго резистора, с первым выводом четвертого резистора и коллектором второго транзистора, база которого соединена со вторым выводом четвертого резистора, катодом стабилитрона, анод которого соединен с общей шиной, и коллектором третьего транзистора, база которого соединена с эмиттером второго транзистора и первым выводом пятого резистора, второй вывод которого соединен с эмиттером третьего транзистора и анодом диода, катод...
Устройство управления процессом обработки электропроводящих сред
Номер патента: 7021
Опубликовано: 30.06.2005
Авторы: Баран Александр Николаевич, Селюк Юрий Николаевич
Метки: обработки, управления, электропроводящих, сред, устройство, процессом
Текст:
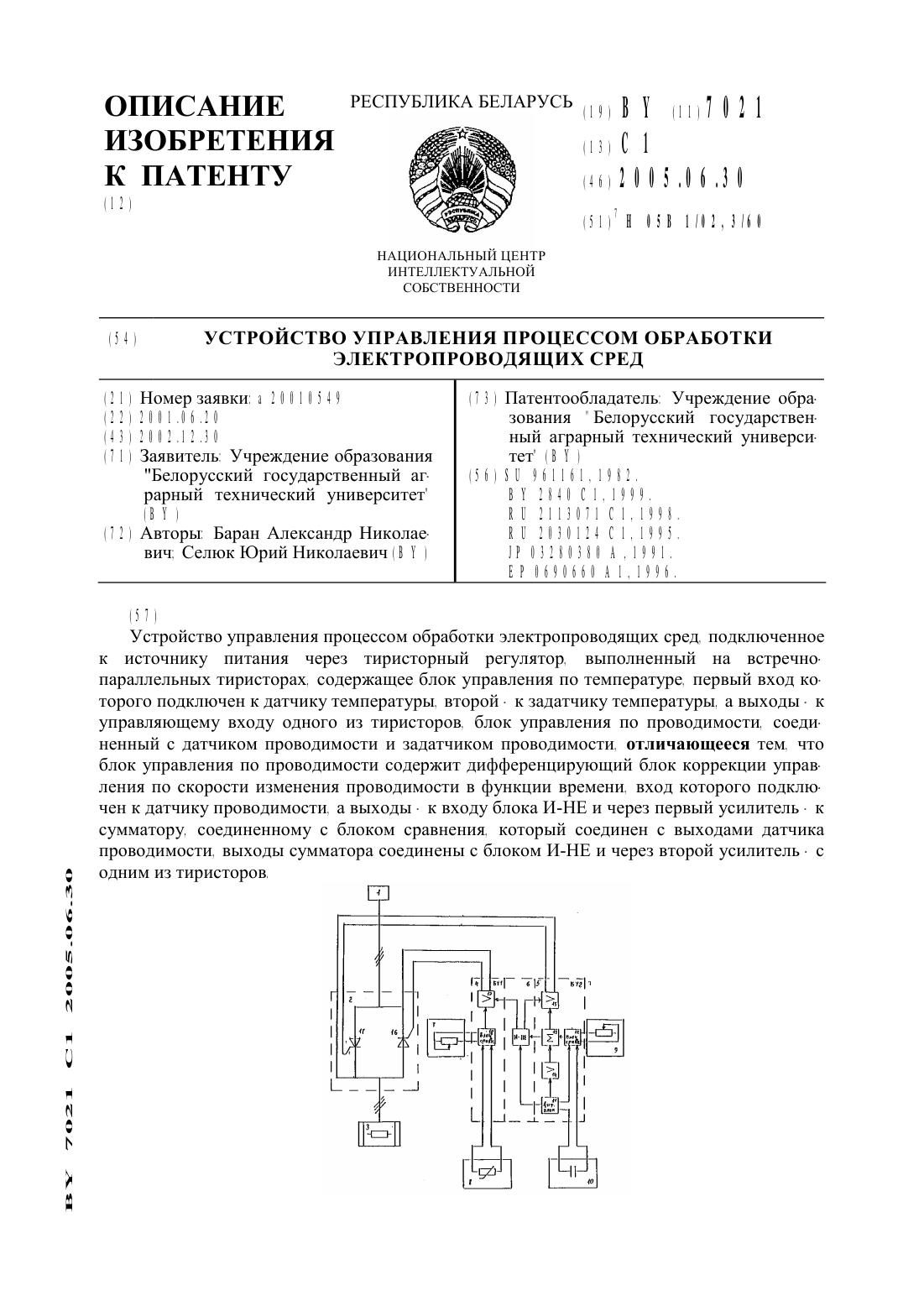
...к нерациональному использованию электрической энергии. перегреву продукта. его порче и пригоранию. забиванию нагревателя и снижению надежности его работы.Задача которую рещает данное изобретение. заключается в повыщении надежности устройства и качества обрабатываемого материалаПоставленная задача рещается тем. что устройство управления процессом обработки электропроводящих сред. подключенное к источнику питания через тиристорный регулятор....
Магазин к пистолету для приварки шпилек
Номер патента: 5005
Опубликовано: 30.03.2003
Авторы: Шелег Валерий Константинович, Романенков Владимир Андреевич
Метки: шпилек, пистолету, магазин, приварки
Текст:
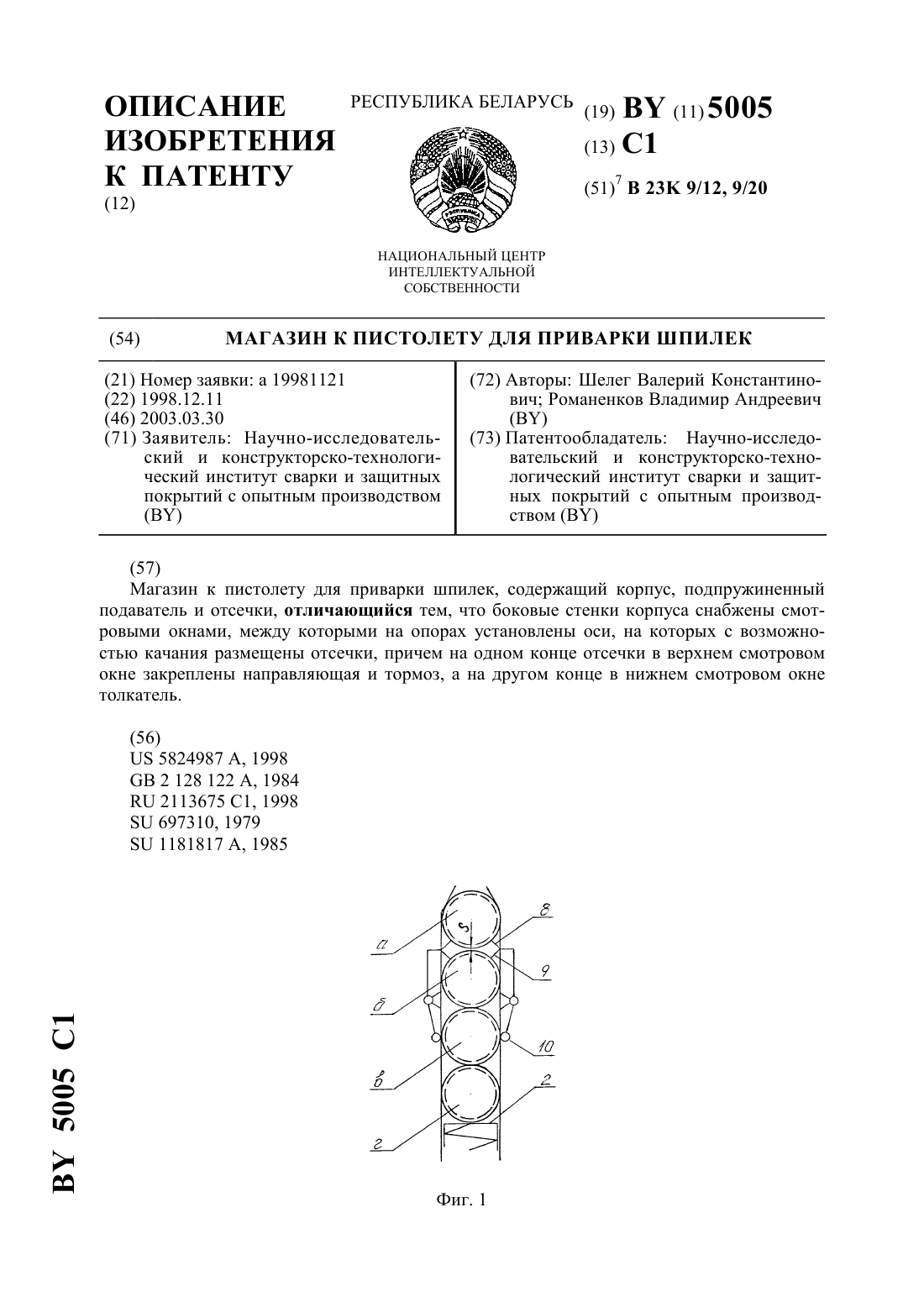
...со смотровыми окнами 4, на боковых стенках между окнами установлены опоры 5, через которые проходят оси 6, на осях 6 установлены с возможностью качания отсечки 7. Отсечки на верхнем конце снабжены направляющими 8 (фиг. 5) и тормозами 9,на нижнем - толкателями 10. Устройство работает следующим образом на фиг 1 - схема магазина в исходном положении, т.е. шпилька а готова к подаче в пистолет, между шпильками а и б существует зазор , который...
Устройство автоматического управления процессом электролиза воды
Номер патента: U 1438
Опубликовано: 30.06.2004
Авторы: Писарев Владимир Александрович, Окунь Григорий Исакович, Буйкус Кястас Вито
МПК: C25B 15/02
Метки: автоматического, воды, процессом, электролиза, управления, устройство
Текст:
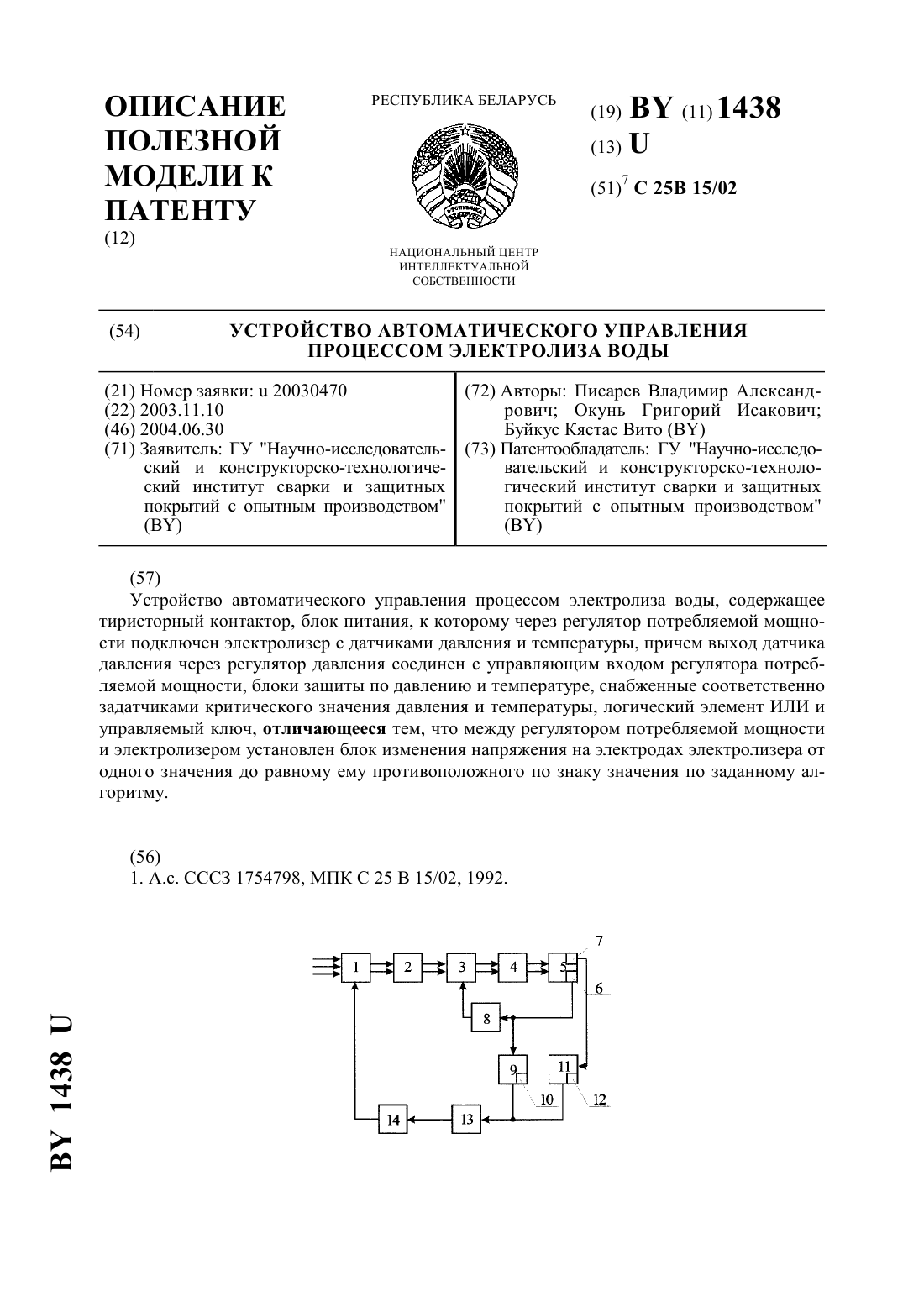
...управления процессом электролиза воды содержит установленный на входе и включенный в электросеть тиристорный контактор 1, к выходу которого подключен блок 2 питания, соединенный с регулятором 3 потребляемой мощности,подключенный через блок изменения напряжения на электродах электролизера 4 к электролизеру 5 с пластинами (на фигуре не показаны). В электролизере 5 установлен датчик 6 давления и датчик 7 температуры. Датчик 6 давления...
Предыдущий патент: Наконечник для газопламенной наплавочной горелки
Следующий патент: Устройство для импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов
Случайный патент: Крышка для бутылки