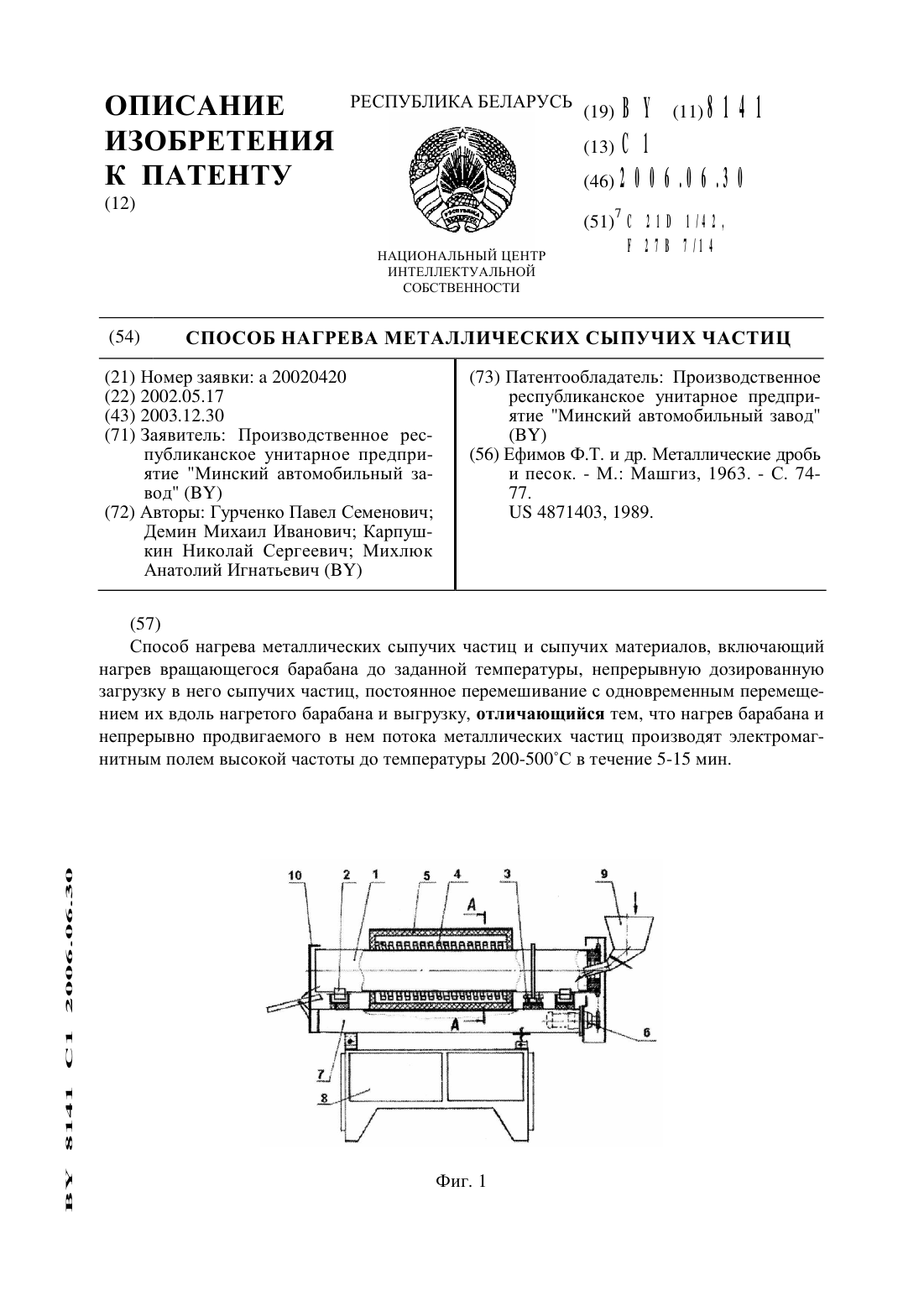
Способ нагрева металлических сыпучих частиц
Номер патента: 8141
Опубликовано: 30.06.2006
Авторы: Демин Михаил Иванович, Михлюк Анатолий Игнатьевич, Гурченко Павел Семенович, Карпушкин Николай Сергеевич
Текст
Изобретение относится К металлургии, в частности К способам нагрева под термическую обработку, И может быть использовано для улучшения эксплуатационных свойств металлических сыпучих частиц и деталей, в частности стальной и чугунной литой дроби.Известен способ нагрева металлических деталей и заготовок в электромагнитном поле высокой частоты, заключающийся в том, что металлические детали поштучно помещают в индуктор и производят нагрев при неподвижном положении детали в индукторе или их поштучном перемещении вдоль индуктора, за счет возбуждения в теле деталей индуктированнь 1 х электрических токов высокой частоты от воздействия высокочастотного электромагнитного поля, создаваемого индуктором 1. Способ отличается высокими скоростями и отсутствием окалины и окисления в процессе нагрева.Недостатком этого способа является невозможность нагрева металлических частиц малых размеров, например металлической дроби диаметром 0,4-3 мм. Проталкивание их через индуктор методами, известными для нагрева заготовок под кузнечную обработку,неизбежно приводит к их заклиниванию в индукторе и выходу из строя индукционной установки. Поштучная их подача в индуктор и фиксация в зоне нагрева также не представляются осуществимыми на практике. Такие частицы, размеры которых имеют величину,меньшую глубины проникновения тока в металл, являются полупрозрачными для токов высокой частоты, применяемых в промышленности для индукционного нагрева стальных изделий. Например, глубина проникновения в сталь тока частотой 2400 Гц при температуре менее точки Кюри (768 С) составляет 10 мм. В связи с частичной прозрачностью частиц малого размера КПД их индукционного нагрева снижается до 20 - 30 .Известен способ нагрева сыпучих материалов в барабанных печах непрерывного действия, при котором в предварительно нагретый до заданной температуры барабан осуществляют непрерывную загрузку сыпучего материала или металлических частиц. Сыпучий материал, находящийся в печи, при вращении барабана продвигается вдоль его оси в сторону выгрузки при постоянном перемешивании и одновременном нагреве барабана электрическими нагревательными элементами 2. Нагрев до требуемой температуры термической обработки по данному способу происходит за счет контакта нагреваемых частиц с разогретой поверхностью барабана, теплового излучения этого барабана и теплообмена с разогретой печной атмосферой. Распространение тепла от поверхностных и контактных гранул к частицам, находящимся в середине потока, а также выравнивание температуры по сечению отдельных гранул происходит за счет теплообменных процессов и теплопроводности.Известный способ позволяет производить нагрев мелких деталей и металлических частиц. Недостатком данного способа нагрева являются низкие скорости процессов контактного теплообмена и теплопроводности, что при необходимости прогрева всего объема нагреваемых изделий и частиц материала до одинаковой температуры приводит к большой длительности (от 0,5 до 1 ч) нахождения их в печах. Длительный нагрев при этом приводит к изменению химического состава поверхностных слоев материала за счет контакта разогретых частиц с печной атмосферой, также разогретой до высоких температур.Технической задачей, которую решает изобретение, является повышение качества обрабатываемых изделий путем устранения условий, приводящих к образованию окалины и обезуглероженного слоя на поверхности обрабатываемых частиц, снижение затрат на обработку путем повышения скорости нагрева, сокращения длительности обработки и снижения энергозатрат.Техническим результатом использования предлагаемого изобретения являются повь 1 шение производительности нагрева, улучшение качества обрабатываемых частиц за счет предотвращения окалины и образования защитной оксидной пленки, которая одновременно с защитой от коррозии является цветным декоративным покрытием, улучшающим товарный вид продукции.Поставленная задача достигается тем, что в способе нагрева металлических сыпучих частиц и сыпучих материалов, включающем нагрев вращающегося барабана до заданнойтемпературы, непрерывную дозированную загрузку в него сыпучих частиц, постоянное перемешивание с одновременным перемещением их вдоль нагретого барабана И выгрузку,нагрев барабана И непрерывно продвигаемого в нем потока металлических частиц производят электромагнитным полем высокой Частоты до температуры 200-500 С в течение 5-15 мин.Вращение барабана позволяет осуществлять движение металлических частиц, например стальной или чугунной дроби, в виде сплошного потока, который, перемещаясь вдоль оси барабана и одновременно перемешиваясь, распределяется равномерным слоем по всей длине барабана.Использование для нагрева вращающегося гладкостенного барабана нагревательного элемента в виде многовиткового цилиндрического индуктора позволяет наводить внутри гладкостенного барабана высокочастотное электромагнитное поле, которое обеспечивает дополнительный нагрев частиц, находящихся внутри барабана, и вызывает одновременно высокочастотную вибрацию частиц в звуковом и ультразвуковом диапазоне, способствует интенсивному перемешиванию гранул дроби. Одновременно вибрация гранул дроби в движущемся потоке способствует их очистке от загрязнений литейного происхождения(окалина, частицы шлака и др.) и повышает чистоту поверхности частиц.Таким образом, нагрев сыпучих металлических частиц, непрерывно поступающих в нагреваемую часть барабана, происходит за счет теплопроводности, конвективного и лучистого теплообмена, как в электропечах сопротивления, и дополнительно за счет вь 1 деляемого в самом материале тепла, вызванного высокочастотными токами под действием электромагнитного поля, наведенного индуктором. При этом вибрация частиц под воздействием электромагнитного поля при одновременном непрерывном перемешивании частиц за счет непрерывного вращения барабана способствует очистке частиц от загрязнений и снижению шероховатости их поверхности.При непрерывном вращении барабана под действием силы трения о стенки сыпучий материал принимает вид смещенного на некоторый угол в сторону вращения сегмента,интенсивно перемешивается под действием гравитационных сил и воздействия вибраций,благодаря чему температура нагрева частиц в потоке материала по глубине сегмента вь 1 равнивается.Под комбинированным воздействием всех источников тепла и непрерывного, интенсивного перемешивания время нагрева как отдельных частиц, так и их потока резко сокращается, что и обеспечивает более высокую производительность заявляемого устройства.На фиг. 1 изображен общий вид устройства для осуществления способа нагрева металлических сыпучих частиц. На фиг. 2 - сечение А-А фиг. 1. На фиг. 3 - фрагмент продольного сечения индуктора с барабаном с изображением силовых линий электромагнитного поля, наведенного индуктором, в барабане и потоке металлических частиц. На фиг. 4 - зависимость твердости обрабатываемой стальной литой дроби от температуры и времени обработки по предлагаемому способу обработки.Нагрев металлических сыпучих частиц осуществляют в устройстве, которое состоит из следующих основных узлов гладкостенный барабан 1 установлен на две пары опорных роликов 2, преимущественно под углом от 1 до 10 в сторону выгрузки. Осевое смещение барабана предотвращается упорными роликами 3, взаимодействующими с фланцем барабана 1. Барабан 1 соосно расположен внутри многовиткового цилиндрического индуктора 4. Со всех сторон индуктор 4 защищен теплоизоляционным кожухом 5. Привод вращения 6 барабана 1 закреплен на раме 7 корпуса 8 устройства. Рама 7 имеет возможность изменять угол наклона в вертикальной плоскости путем вращения опорного винта. Звездочка 9 цепной передачи крепится к торцу барабана 1 и служит для передачи крутящего момента от привода вращения 6 на гладкостенный барабан 1. Опорные 2 и упорные 3 ролики установлены на раму 7 устройства. Устройство имеет загрузочный 9 и разгрузочный 10 механизмы.Способ для нагрева металлических сыпучих частиц осуществляют следующим образом вращающийся гладкостенный барабан 1 нагревают до заданной температуры обработки стальной литой дроби электромагнитным полем высокой частоты. В воронку загрузочного устройства 13 загружают металлические Частицы 11, которые через открытую Шиберную заслонку равномерным потоком поступают во вращающийся гладкостенный барабан 1. При этом внутри гладкостенного барабана 1 также наводится высокочастотное электромагнитное поле. По мере движения частицы проходят через активную часть гладкостенного барабана 1, нагретую индуктированными в ней токами высокой частоты, где и производится комплексный нагрев движущегося потока частиц.При вращении гладкостенного барабана 1 под действием силы трения о стенки металлические частицы 11 принимают вид смещенного на некоторый угол ос в сторону вращения сегмента, описывающего относительно гладкостенного барабана 1 винтовую линию,щаг которой зависит от частоты вращения и угла наклона гладкостенного барабана 1(фиг. 2). При этом частицы верхнего слоя сегмента металлических частиц 11 под действием гравитационных сил и вибраций в звуковом и ультразвуковом диапазоне частот скатываются вниз на стенку гладкостенного барабана 1, под действием сил трения подхватываются стенкой и оказываются внутри сегмента. Так происходит интенсивное перемещивание металлических частиц 11, которые остаются сплошным потоком во время продвижения по всей длине гладкостенного барабана 1.В нагретой части гладкостенного барабана 1 металлические частицы 11 получают тепло не только за счет теплопроводности, конвективного и лучистого теплообмена. Таким образом, равномерный нагрев металлических сыпучих частиц достигается при наличии трех факторов сквозного нагрева (фиг 2)за счет теплопроводности при контакте металлических сыпучих частиц 12 с нагретой поверхностью трубыза счет конвективного и лучистого теплообмена (как в электропечах сопротивления) между нагретой поверхностью трубы и частицами 13, расположенными на поверхности движущегося потоказа счет выделяемого в самом сыпучем потоке металлических частиц 14 тепла, вь 1 званного высокочастотными токами под действием электромагнитного поля, наведенного индуктором.Являясь сплощным потоком, металлические частицы 11 пересекаются силовыми линиями высокочастотного электромагнитного поля (фиг. 3), которое индуктирует в нем вь 1 сокочастотный ток и дополнительно нагревает его. Силовые линии электромагнитного поля многовиткового цилиндрического индуктора направлены параллельно оси индуктора и, следовательно, параллельно оси гладкостенного барабана. По мере движения в активной зоне барабана 1 частицы нагреваются до необходимой температуры и самотеком вь 1 сыпаются через разгрузочное устройство 10.Таким образом, движущийся поток сыпучих металлических частиц внутри гладкостенного барабана нагревается не только за счет теплопроводности, конвективного и лучистого теплообмена от стенок гладкостенного барабана, но и дополнительно за счет выделяемого в самом потоке частиц тепла, вызванного высокочастотным током под действием электромагнитного поля, наведенного индуктором. При этом повыщается скорость нагрева, исключается окалинообразование и угар, что повышает качество поверхности частиц.Способ подтверждается следующими примерами. Испытания способа нагрева металлических сыпучих частиц проводились на Минском автомобильном заводе на опь 1 тнопромышленной установке при термообработке стальной литой дроби. При отнимаемой на нагрев мощности 50-90 кВт тока высокой частоты она обеспечивает нагрев 600-800 кг/ч дроби до температуры 380-420 С. Угол наклона гладкостенного барабана составлял 2.Длина нагреваемой зоны составляла 1200 мм, число оборотов вращения 10-100 в минуту. Электромагнитное поле в многовитковом индукторе возбуждалось токами высокой частоты (ТВЧ) при использовании машинного преобразователя Частоты ВПЧ-100/8000 Мощностью 100 кВт и частотой 8000 Гц.Оптимальная длина нагреваемой зоны барабана находится в пределах 1000-2500 мм,ЧТО связано с конструкцией индуктора и временем нахождения дроби в нагреваемой зоне. При времени нагрева менее 5 минут крупные дробинки (более 3 мм) не успевают прогреваться равномерно по сечению до требуемой температуры. Длительность нагрева более 15 минут при этом приводит к образованию заметного слоя окалины и обезуглероживанию на поверхности стальных частиц.Изменение твердости в процессе отпуска при заявляемом способе нагрева проиллюстрировано на фиг. 4. Быстрое изменение структуры и твердости в первые минуты является особенностью протекания процессов термообработки при заявляемом способе нагрева,что обусловлено быстрым прогреванием всей массы дроби под одновременным воздействием радиационного и контактного теплообмена с нагретым гладкостенным барабаном,воздействием электромагнитного поля высокой частоты и быстрого непрерывного перемешивания дроби в процессе нагрева.Термообработка дроби на установке МА 3 по заявляемому способу нагрева позволяет в 3-5 раз по сравнению с литым состоянием повысить стойкость дроби при очистке заготовок. По сравнению с известными способами термообработки в электропечи заявляемый способ позволяет резко сократить время упрочнения (5-15 мин вместо 30-60 минут). После термообработки при заявляемом способе нагрева при температуре 320-360 С в течение 5-10 мин по своим параметрам (твердости и структуре) она близка к дроби французской фирмы 7711 ее 1 аЬгаог А 11 еуагб. Прочность выплавляемой стальной дроби после термообработки, определенная статистической нагрузкой до разрушения дробины на универсальной разрывной машине при сдавливании между твердосплавными пластинами в специально разработанном приспособлении, превышает показатели французской дроби,что при других равных параметрах является следствием более правильной сферической формы и более гладкой поверхности.Производственные испытания дроби производили в чугунолитейном цехе и СЛЦ-1 Минского автомобильного завода при очистке отливок деталей автомобиля в очистной дробеметной камере ДК-8. По предварительным результатам стойкость термообработанной на твердость 450-540 НУ дроби по сравнению с литой увеличилась в 3-5 раз.Нагрев при термообработке дроби производят со свободным доступом в зону нагрева окружающего атмосферного воздуха, который при температуре термической обработки обладает значительными окислительными свойствами. Благодаря малому времени нагрева образование окалины на поверхности не успевает происходить, а образовывается тонкая оксидная пленка, которая в дальнейшем предохраняет дробь от коррозии. Термообработанная при заявляемом способе нагрева дробь имеет приятный серо-синий или фиолетовый цвет и в последующих защитных покрытиях не нуждается, в то время как все известные производители дроби для предохранения от коррозии производят ее дополнительную обработку в специальных пассивирующих растворах.Таким образом, производимая на Минском автомобильном заводе с использованием предлагаемого решения стальная литая дробь по своему качеству не уступает импортным образцам. Заявляемый способ, на базе которого создана технология регулируемой термообработки, позволяет отказаться от необходимости выплавки стали специального состава и использовать для производства дроби плавки стали, как соответствующих, так и несоответствующих требованиям по химическому составу.
МПК / Метки
Метки: частиц, способ, металлических, нагрева, сыпучих
Код ссылки
<a href="https://by.patents.su/6-8141-sposob-nagreva-metallicheskih-sypuchih-chastic.html" rel="bookmark" title="База патентов Беларуси">Способ нагрева металлических сыпучих частиц</a>
Устройство для нагрева металлических сыпучих частиц
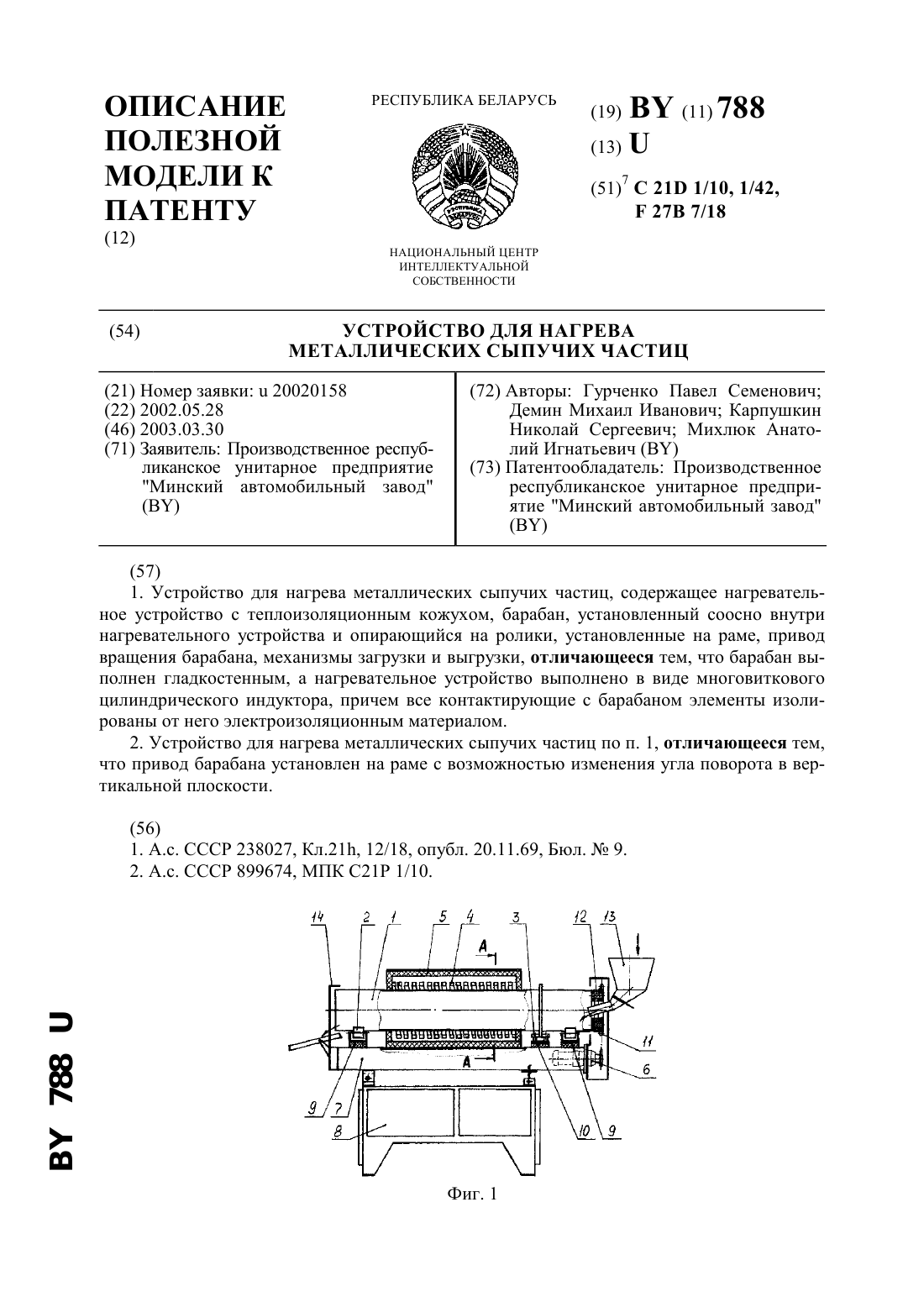
Номер патента: U 788
Опубликовано: 30.03.2003
Авторы: Гурченко Павел Семенович, Демин Михаил Иванович, Михлюк Анатолий Игнатьевич, Карпушкин Николай Сергеевич
МПК: F27B 7/18, C21D 1/10, C21D 1/42...
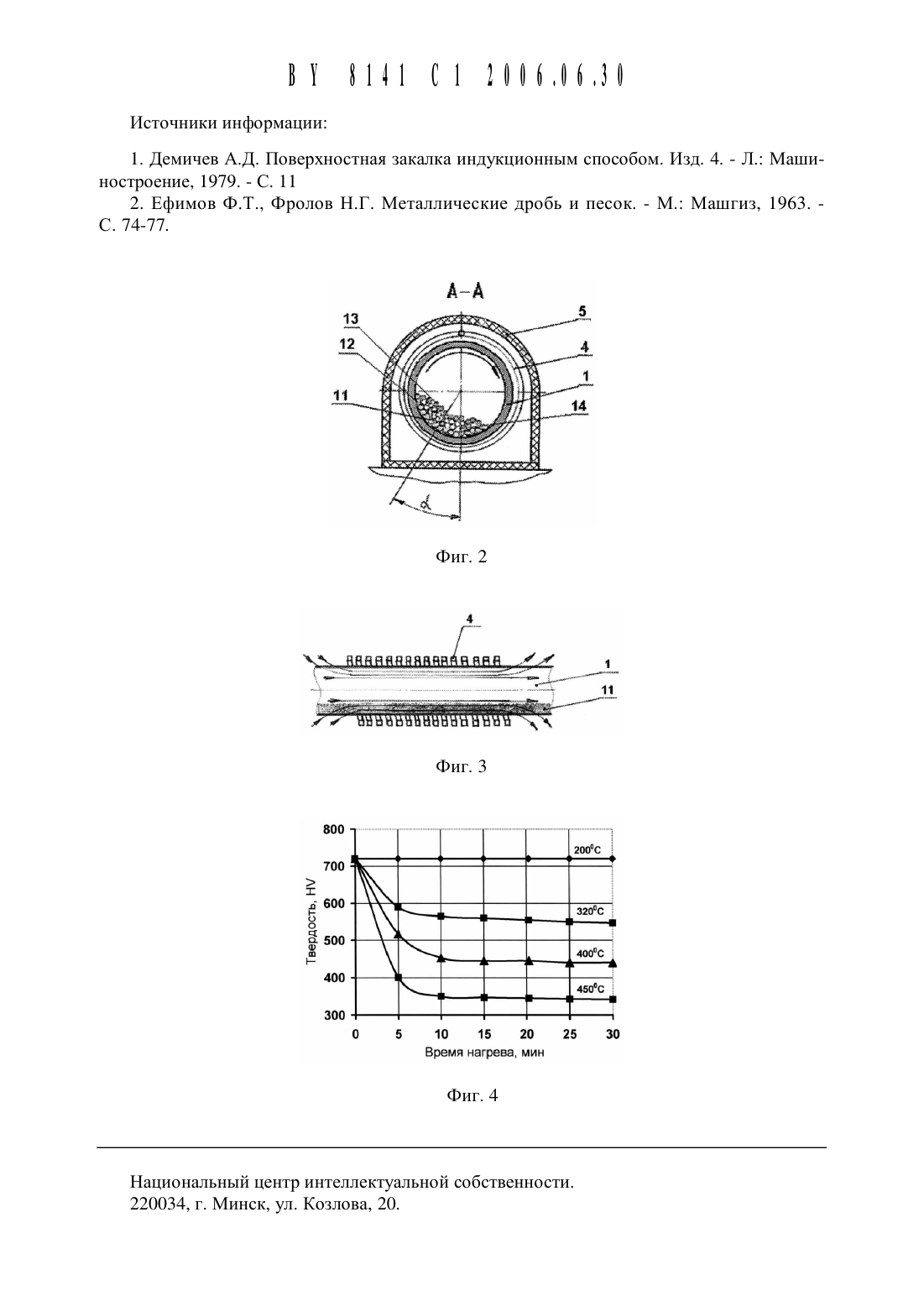
Метки: металлических, частиц, нагрева, устройство, сыпучих
Текст:
...барабана высокочастотное электромагнитное поле, которое обеспечивает дополнительный нагрев частиц, находящихся внутри барабана, и вызывает одновременно высокочастотную вибрацию частиц в звуковом и ультразвуковом диапазоне, способствует интенсивному перемешиванию гранул дроби и поддержанию их потока в плотном состоянии. Одновременно вибрация гранул дроби в движущемся потоке способствует их очистке от загрязнений литейного происхождения...
Топочная камера печи для нагрева металлических заготовок
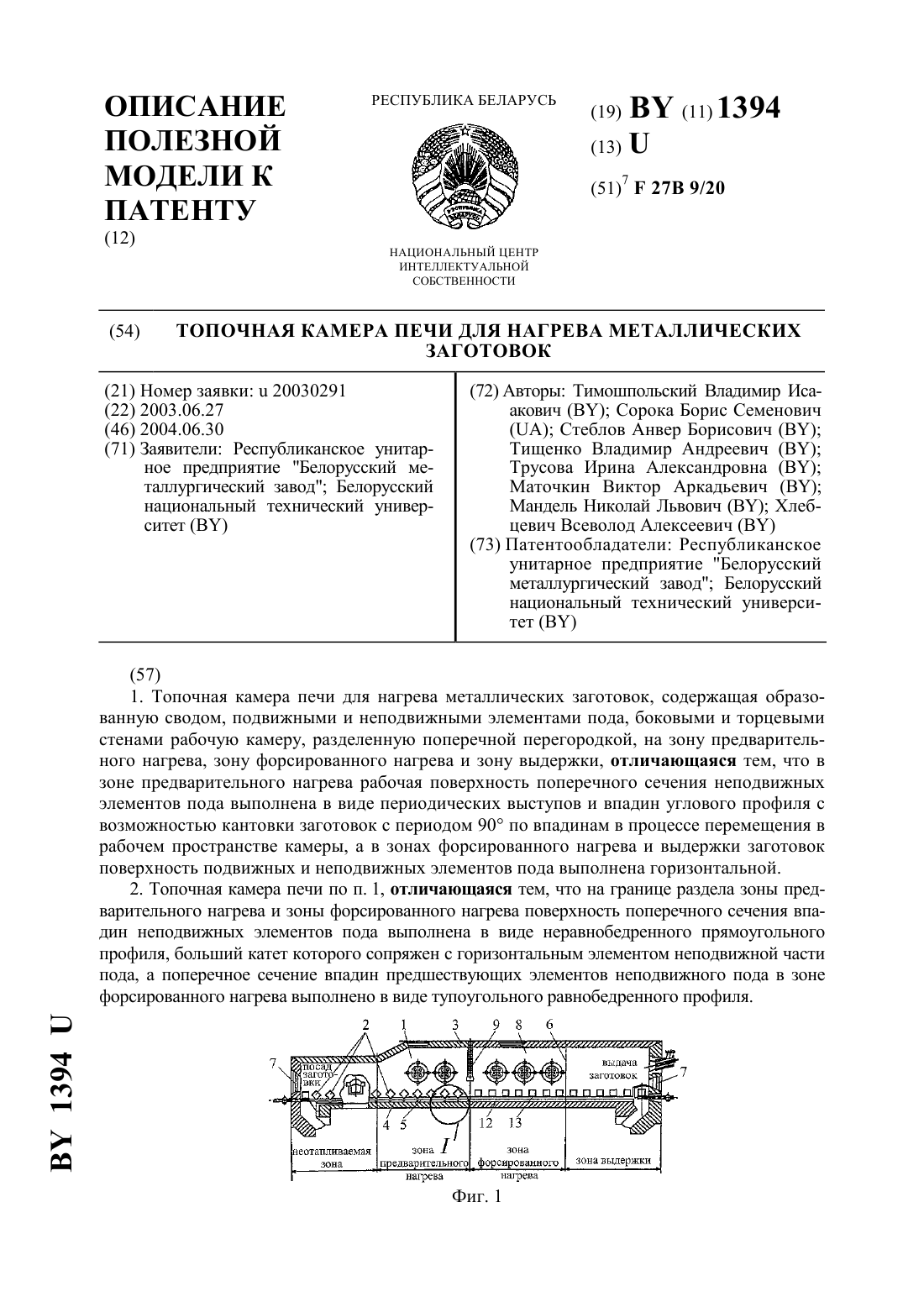
Номер патента: U 1394
Опубликовано: 30.06.2004
Авторы: Хлебцевич Всеволод Алексеевич, Тищенко Владимир Андреевич, Тимошпольский Владимир Исаакович, Трусова Ирина Александровна, Маточкин Виктор Аркадьевич, Мандель Николай Львович, Сорока Борис Семенович, Стеблов Анвер Борисович
МПК: F27B 9/20
Метки: камера, заготовок, печи, топочная, нагрева, металлических
Текст:
...прямоугольного профиля, больший катет которого сопряжен с горизонтальным элементом неподвижной части пода, а поперечное сечение впадин предшествующих элементов неподвижного пода в зоне форсированного нагрева выполнено в виде тупоугольного равнобедренного профиля. Для лучшего понимания полезная модель поясняется чертежом, где на фиг. 1 представлен общий вид топочной камеры печи на фиг. 2 представлена конструкция рабочей поверхности...
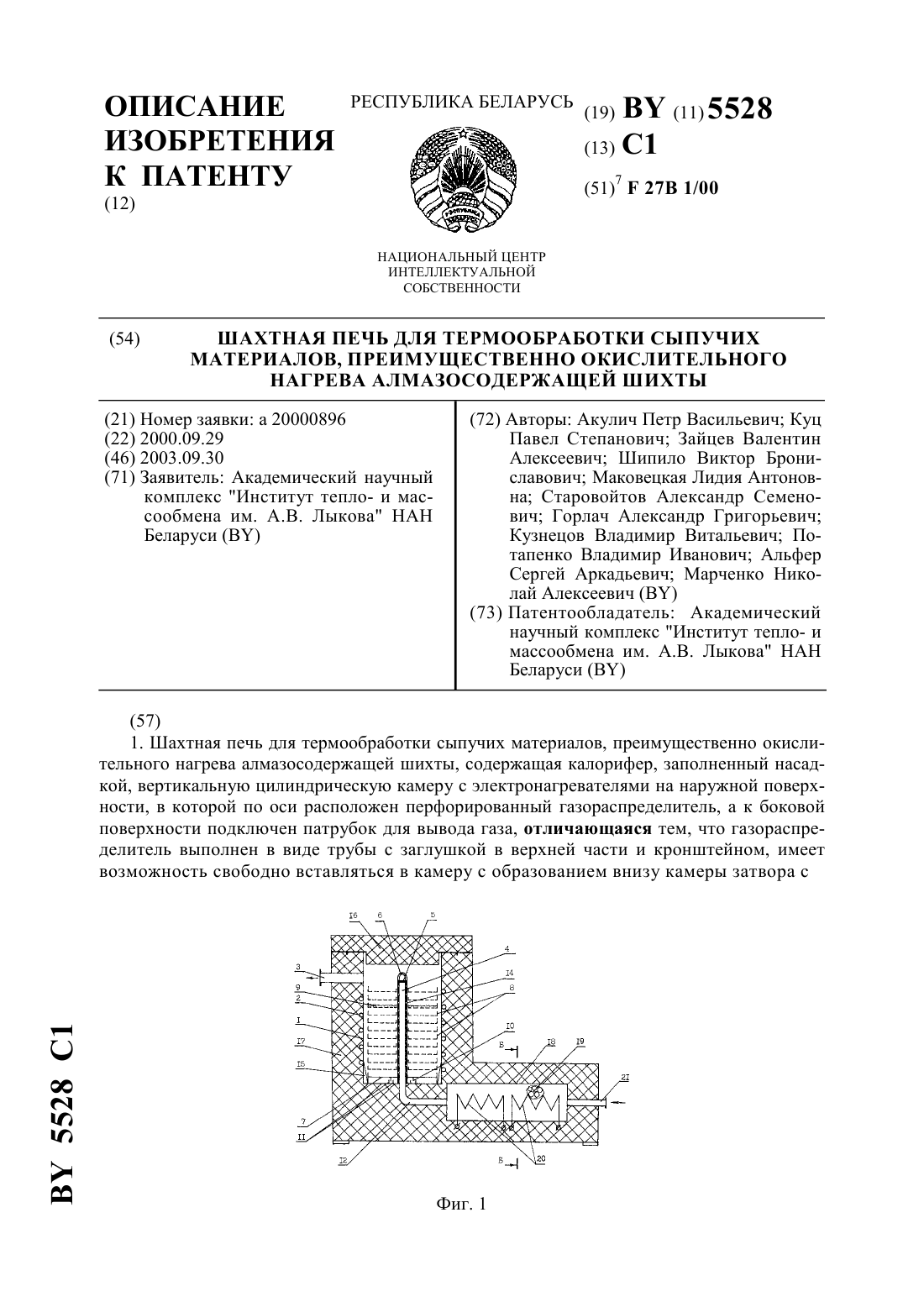
Шахтная печь для термообработки сыпучих материалов, преимущественно окислительного нагрева алмазосодержащей шихты
Номер патента: 5528
Опубликовано: 30.09.2003
Авторы: Потапенко Владимир Иванович, Куц Павел Степанович, Горлач Александр Григорьевич, Старовойтов Александр Семенович, Акулич Петр Васильевич, Зайцев Валентин Алексеевич, Шипило Виктор Брониславович, Маковецкая Лидия Антоновна, Марченко Николай Алексеевич, Кузнецов Владимир Витальевич, Альфер Сергей Аркадьевич
МПК: F27B 1/00
Метки: печь, окислительного, сыпучих, шахтная, преимущественно, материалов, нагрева, термообработки, алмазосодержащей, шихты
Текст:
...для подачи нагреваемого в калорифере газа и снабжение набором съемных сетчатых поддонов для сыпучего материала, установленных друг над другом с зазором, каждый из которых сообщен с рядом отверстий газораспределителя, расположенных равномерно по его окружности, позволяет обеспечить равномерное распределение нагретого в электрокалорифере воздуха в объеме камеры. 3 5528 1 При этом взаимодействие полидисперсного материала, находящегося на...
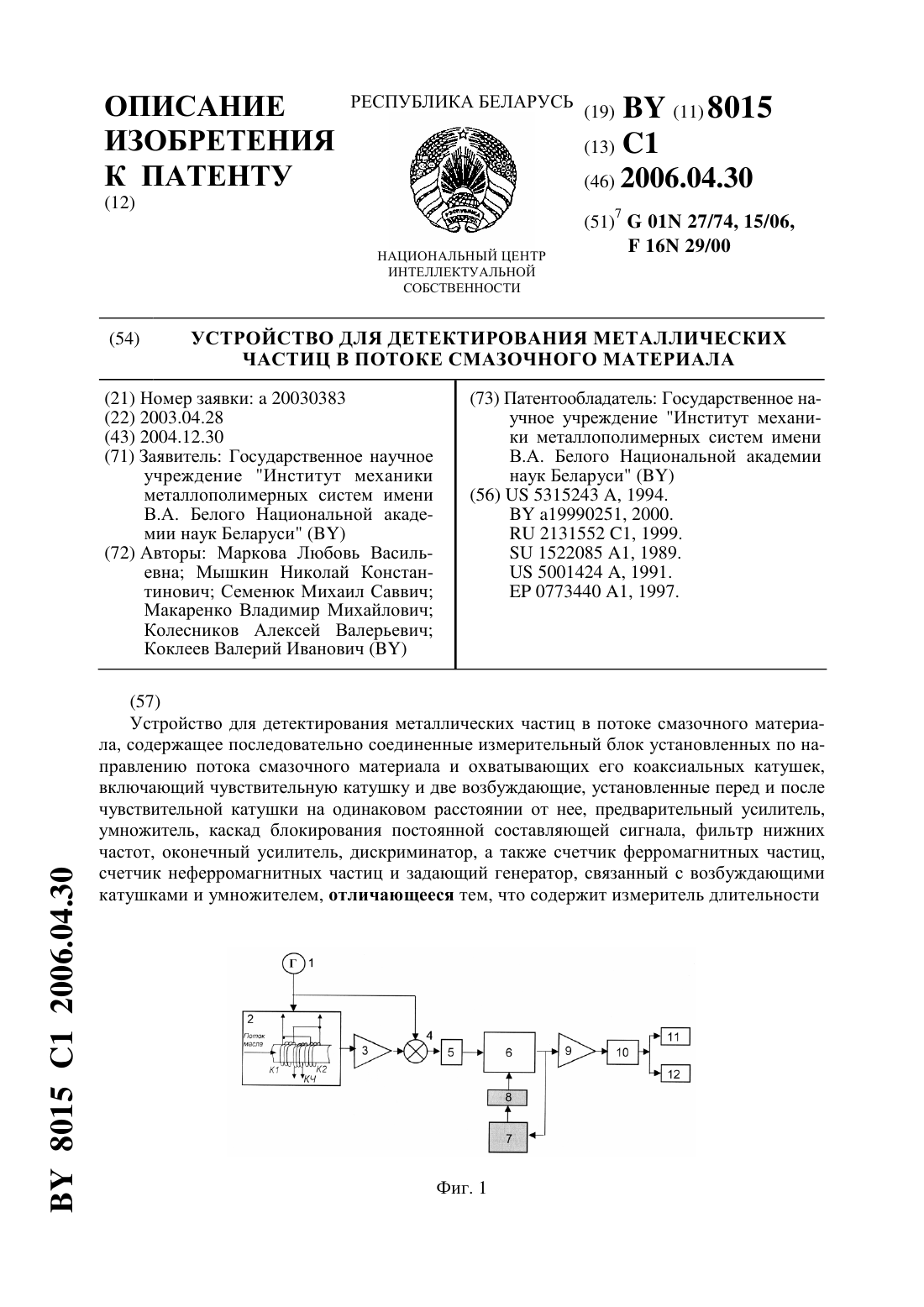
Устройство для детектирования металлических частиц в потоке смазочного материала
Номер патента: 8015
Опубликовано: 30.04.2006
Авторы: Макаренко Владимир Михайлович, Маркова Любовь Васильевна, Мышкин Николай Константинович, Коклеев Валерий Иванович, Колесников Алексей Валерьевич, Семенюк Михаил Саввич
МПК: G01N 15/06, F16N 29/00, G01N 27/74...
Метки: устройство, частиц, смазочного, детектирования, потоке, металлических, материала
Текст:
...две возбуждающие, установленные перед и после чувствительной катушки на одинаковом расстоянии от нее, предварительный усилитель, умножитель, каскад блокирования постоянной составляющей сигнала, фильтр нижних частот, оконечный усилитель, дискриминатор, а также счетчик ферромагнитных частиц, счетчик неферромагнитных частиц и задающий генератор, связанный с возбуждающими катушками и умножителем. При этом предлагаемое устройство содержит...
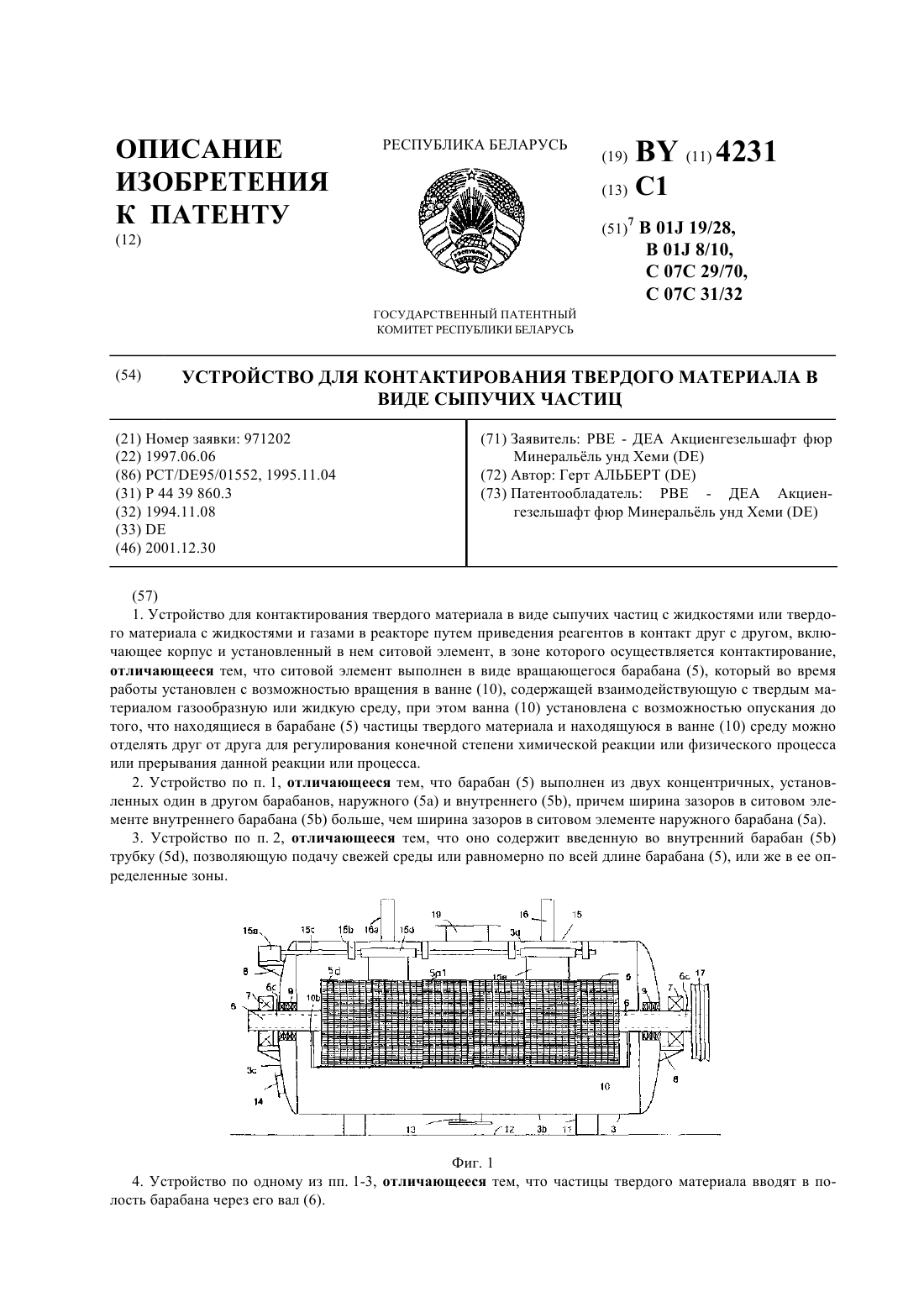
Устройство для контактирования твердого материала в виде сыпучих частиц
Номер патента: 4231
Опубликовано: 30.12.2001
Автор: Герт АЛЬБЕРТ
МПК: C07C 29/70, B01J 8/10, B01J 19/28...
Метки: контактирования, материала, устройство, твердого, частиц, сыпучих, виде
Текст:
...шариков, кубиков или цилиндров из материала, который средой не разрушается. При механическом направлении и распределении твердого материала, размещенного в полости барабана, при вращении барабана частицы твердого материала подвергаются определенному измельчению. Данному измельчению и скорости растворения содействуют упомянутые мелющие тела, так как они способствуют активации поверхности и, таким образом, повышают скорость реакции во...
Предыдущий патент: Гербицидное средство на основе N-арилтриазолин(ти)онов, способ борьбы с нежелательными растениями
Следующий патент: Способ изготовления многослойных безосколочных стекол
Случайный патент: Способ изготовления поршневых колец