Способ получения металлокорда
Номер патента: 799
Опубликовано: 15.08.1995
Авторы: Феоктистов Ю. В., Бирюков Б. А., Веденеев А. В., Ненашев А. В., Фетисов В. П.
Текст
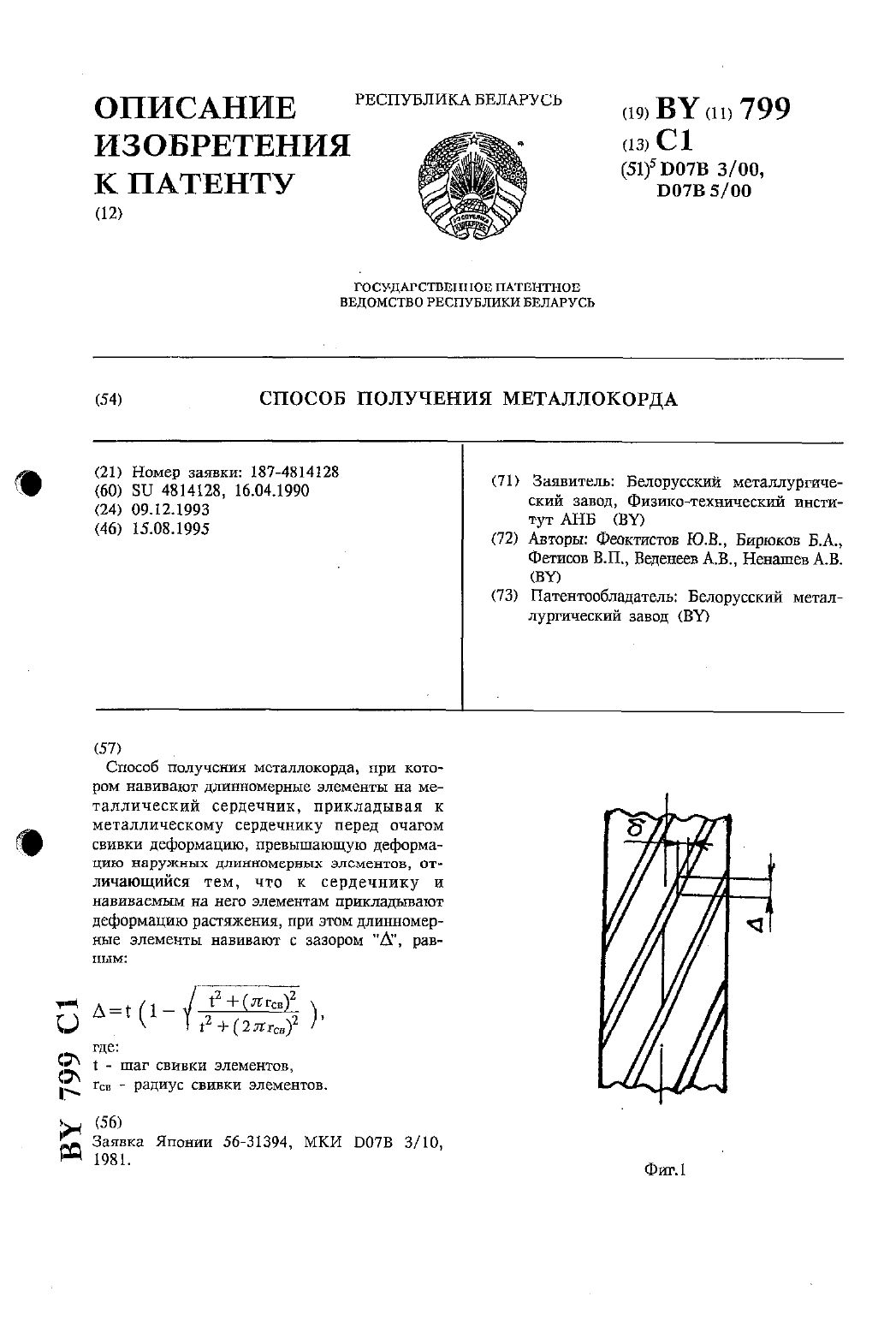
Наиболее близким по техническому решению и достигаемым результатам ЯВЛЯЕТСЯ ТЭХНИЧВСКОЭ решение ПО патенту ЯПОНИИ Т, в котором известны способы устранении различия в натяжении элеМЭНТОВ БИТЫХ изделий, которые заключаются В НЭВИВКВ ВНВШНИХ злеМЭНТОВ на серпечнии, В ОЧЗГЭ СВИВКИ которых ОН ПОЛЫЧЗЭТ пеформаоию кручения, большую, чем навинаемых на него элементов. Указанный способ малоэффеитивен, так как пефомации скручивания привопит к уменьшению длины серпечнииа и пефицит его длины возрастает.Задачей, не решение которой направлено данное изобретение. является ПОВЫШЗНИЭ качества металлокорпаза счет ИСКЛЮЧЕНИЯ петлеобразования, ПОЛУЧВННОГО МЭТОЦОУ ДВОЙНОГО кручения, путем устранения ЕЭЗНИЦЫ В ЦЛИНЕ Центрального И НЗВИВНЭМЫХ на НЕГО элементов е процессе свивки.Существенные признаки данного изобретения вилюпают способ ПОЛУЧЕНИЯ металлонорца при котором НЭВИВЗЮТ пдинномерные ЭЛЕМОНТП На металлический сердечник, прикладывая К металлическому сердечнику торец очагом свивки пефоривапию, превъппаюгхъую цеформа- . ПИЮ наруинэио ЦЛИННОМ 6 рНЫХ ЭЛЕМЕНТОВ, ОТЛИЧЗЮШИЙСЯ тем, ЧТО К сердечнику И НЗВИНЭЭМЫХ на НЭГО элементам прикладывают неформапию растяиения, при этом плинномерные элементы навивают сПОСТЗПЛЭННЗН ЗЭЦЭЦЗ решается тем, ЧТО К СВРЭЕЧНИНШ И Н 8 ВИ еаемым на НЕГО ЭЛЭМВНТЭМ, ПВИКЛЭДЫВЗЮТ ЦЭФОРМЭПИЮ РЭСТЯЖЭНИЯ, 2.а длинномерные элементы навивают с зазором г измеряемым вдоль оси витого изделия между каждым элементом. Этот зазор необходим для разгрузки от растяиения И сокращения центрального элемента на шаге свивки на величину.А. было возможно свободное перемещение наружных элементов вдоль оси витого изделия (эффект сжатия пружины) до момента ионтактирования их друг с другом.Сущность изобретения поясняется на фмг.Т фмг.2 фиг.З,подробно описанными в разделе Сведения, подтверждающие возможность осуществления изобретения.Реализация указанного способа осуиествима за счет увеличения радиуса.навивки проволок на центральной элемент1 Й 1 Коэффициент 2 эавиеит от требуемого продольного зазора ди определяется величиной необходимого опричного зазора д 7 м ПЕ), связанных соотношениемДля п наружных элементов увеличение длины окружности свивки составитили с учетом увеличения их сечения от наклона к оси витого изделия на угол свивки 04Коэффициент увеличения радиуса навивки пропорционален отношению длин и ЗЫТ свРеализацию способа покаием на примере изготовления металлокорда констршипии Зх 7 СТ 6) методом двойного кручения. Металлокорд включает три пряди 16 из проволоки диаметром О,20 мм.На чертеие. показано поперечное сечение пряди Т 6 в которой наручные олеметы-навитына центральный с радиусом свивкиНа начальной стадии свивки пряли двойным кручением наружный элемент длиной З (см.черт 3) образует спираль с углом свивки д( Г и с шагом 2 г .На второй стадии происходит уменьшение шага свивки по ,т.е. вдвое, при этом мина наружного элемента 2 идет на построение спирали с углом свивки ф и вьчсотой 2 7. - А . Непостаюшая длина А спирали или построения ее на высоту 2 составит (см.церт.3)тТогда избыточная длина центрального элемента составитПравь изготавливается на машинах двойного кручения и свивается снаиала с шагом 22 Оълм, а затем попкрхчивается по шага ТОмм в одном технологическом потоке.Ъдеталлоиорв ЗИМНЕЙ из пряной СТ 6)хО 2 О свиаают с шагом Комм в том не направлении, что и прядь, при этом шаг свивки пряди уменьшается по 41 мм согласно соотношению д-дт 72 ,где Д ж Д шаги свивки исходной пряли С д дот),металлокорпа б м 7,Омм) и пряди в готовом металлокорце, ко торый равенИибыточнан Длина Центральной проволоки составляетгде адов средний пиаметр свивки. И/со О 4 Омм. Разность нащптения навинаемьт элементов и сердечника Р. Р Ф - площадь сечения проволоки диаметром ОсОмм Р ОО 3 мм. 2 шаг свивки пряли на первой стапии изготовленияНРГГПЧЭНИЭ НВЦУЧНРК ПРОВОДОК на ПЩЭРТИНЕ принимается равнпмПродольный зазор, необходимой или компенсации избыточной плинн сердечникаА Б А бхО,ТЗ 4 0,304 мм Диаметр центрального элемента составляет с учетом плюсозого допуска на проволоку ООмм.Изготовлены пращи конструкции ТкО,ЭбхО 2 Омм, при свинке котооых установили натяжение сердечника 50 Н И свили моталлокорп ЭхТ 1 кО,256 хО 2 О) который не имол дефектов В вице петель, выхопяпих но поверхность металлокоопо что улучшило его качество.Последовательность операций по предполагаемому изобретению поет положительный эфйект, яоключаюдийся В повышении качества мотоллокорпа.
МПК / Метки
Метки: металлокорда, способ, получения
Код ссылки
<a href="https://by.patents.su/6-799-sposob-polucheniya-metallokorda.html" rel="bookmark" title="База патентов Беларуси">Способ получения металлокорда</a>
Способ изготовления витых изделий
Номер патента: 114
Опубликовано: 30.09.1994
Авторы: Фетисов В. П., Феоктистов Ю. В., Веденеев А. В., Ненашев А. В., Бирюков Б. А.
Метки: способ, изделий, витых, изготовления
Текст:
...на чальному согласно (1) составляетпроизводства витого изделия отличается от СУЩеСТВующих тем. что исходные пряди на ВИВЗЮТ С ШЗГОМ 0. а ЗЗТВМ подкручивают ДО шага Тк В процессе СВИВКИ ГОТОВОГО ВИТОГО ИЗДЕЛИЯ. ПРИ ЭТОМ ИСХОДННЙ шаг пряди Вг М 1 а) раз больше шага пряди в готовомизделии. . Увеличение исходного шага то согласно соотношению (2) способствует росту производительности при свивке прядей. а их подкрутка в процессе свивки готового...
Способ получения декорированных зеркал
Номер патента: 702
Опубликовано: 30.06.1995
Автор: Хаблученко Виктор Васильевич
МПК: C03C 17/34
Метки: получения, декорированных, способ, зеркал
Текст:
...слоев и рисунка пескоструйной обработки, нанесение рисунка осуществляют перед нанесением зеркального и защитного слоев перед нанесением зеркального и защитного слоев на рисунок нанести краску на периферийные участки рисунка воздействуют струей песка с интенсивностью на З 0-40 ниже, чем на центральные участки.Сущность изобретения поясняется чертежами, где на фиг. 1 показана операция нанесения рисунка на подложку через трафарет...
Способ получения гидроперекиси циклогексила в смеси с циклогексаноном и циклогексанолом
Номер патента: 251
Опубликовано: 30.12.1994
Авторы: Петер Магнуссен, Роланд Крокошински, Эрвин Бруннер, Гюнтер Херрманн, Отто-Альфред Гросскински
МПК: C07C 179/03, C07C 178/00
Метки: получения, циклогексила, циклогексанолом, способ, гидроперекиси, циклогексаноном, смеси
Текст:
...в количестве 372 г/ч в выпол.ненную из нержавеющей стали трубкувнутренним диаметром 1 см и длиной Т 25 м. Первые две трети длины реакционной трубки нагревают до-190 С,последнюю треть общей длины трубки до 180 цС. Для предотвращения образования газов в реакционной трубке поддерш кивают давление около 60 бар. Времн пребывании, определяемое расходом циклогексана,составляет 10 мин. Это соответствует 0,8 доли времени, необ да В образующейся...
Способ получения высокообъемной пряжи
Номер патента: 159
Опубликовано: 30.09.1994
Авторы: Трояшкин В. Я., Бочаров В. М.
Метки: пряжи, получения, высокообъемной, способ
Текст:
...натянутые волокнанадсекаю ЩИМИ В БЭЛВМИ. ВОЛОКНЭ ПЭЗРЫВЭЮТ нащей от величины разводки междунадсе кающими 8 и вытяжными 7 валами и вы- Цтяжки в зоне разрыва, Затем из жгута формируют ленту и подают еев гофри рующее устройство 9 д где ленту уплот няют и придают ей извитость для обес.печения лучшей сцепляемости волокон при переработке ленты на последующем ПЭРЗХОДЕ. ГОФРИРОВЭННУЮ ЛЕНТУ уклады 50вают в тазы 10. Далее аапаривают лент...
Способ получения защитно-декоративных покрытий в вакууме из нитрида титана на изделиях из металла, стекла, керамики
Номер патента: 215
Опубликовано: 30.12.1994
Автор: Кремко Е. В.
МПК: C23C 14/34
Метки: способ, получения, керамики, вакууме, стекла, металла, нитрида, защитно-декоративных, покрытий, титана, изделиях
Текст:
...потребления. Изделия из металла - это ложки, вилки. ножи. турки и др. посуда. Изделия из стекла - это линзы. вазы. витражные стекла стаканы. фужеры. сервизы и др. посуда. Изделия из керамики это облицовочная плитка. серви зы из керамики и фарфора. вазы и др. посу-потребления, особенно важен фактор проч ности сцепления покрытия с основой. а затем цвет изделий как декоративная характеристика. данное изобретение решает эту проблему....
Предыдущий патент: Способ изготовления проката
Следующий патент: Ремень для часов
Случайный патент: Способ получения материала на основе никелида титана