Способ изготовления малотоксичных древесностружечных плит
Номер патента: 5512
Опубликовано: 30.09.2003
Авторы: Тишин Юрий Дмитриевич, Грошев Иван Михайлович, Соловьева Тамара Владимировна, Снопков Василий Борисович, Юхновец Анатолий Иванович, Хмызов Игорь Анатольевич, Кирикович Константин Васильевич, Нурсеитов Адам Нуржигитович, Ходынюк Алла Петровна
Текст
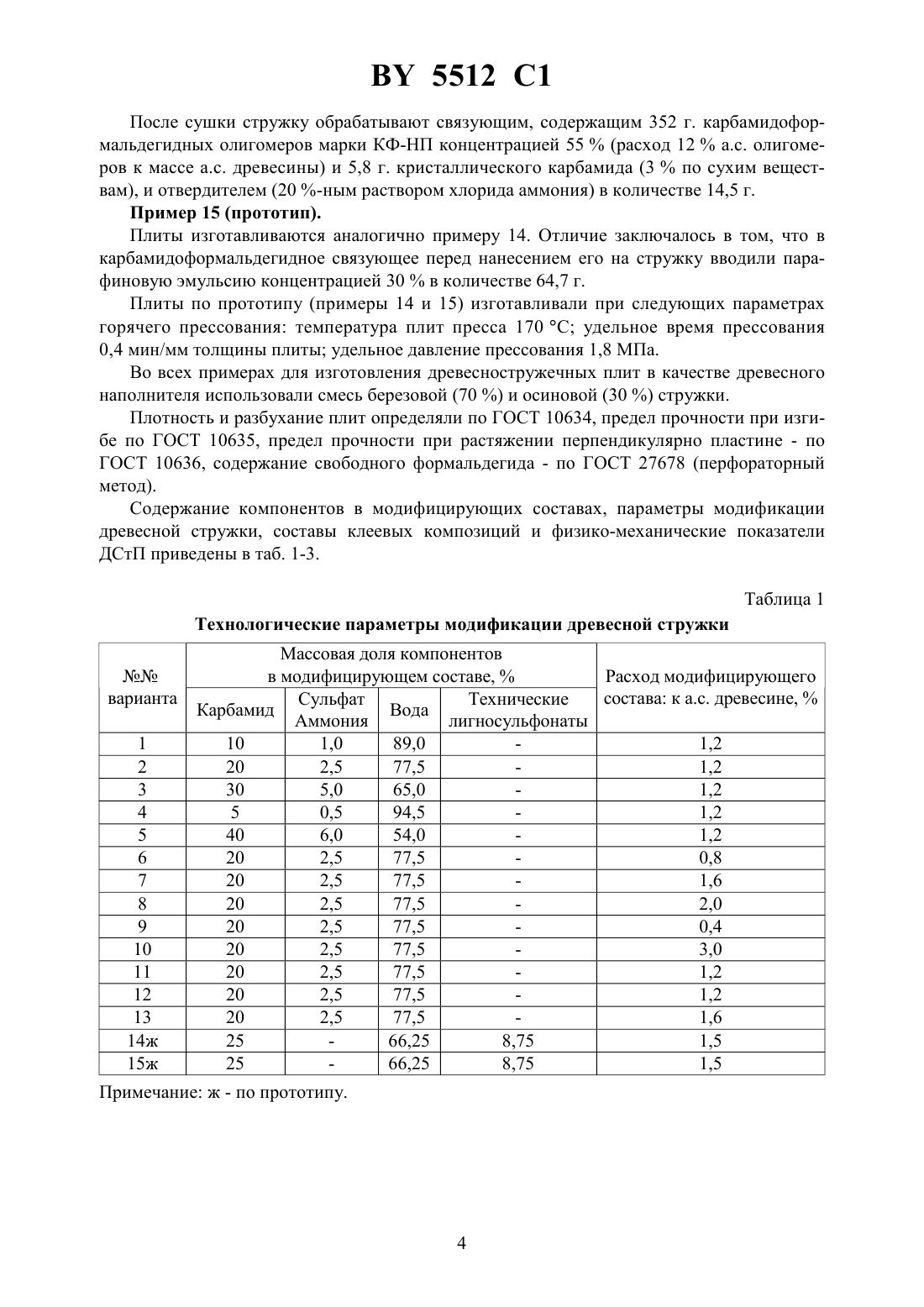
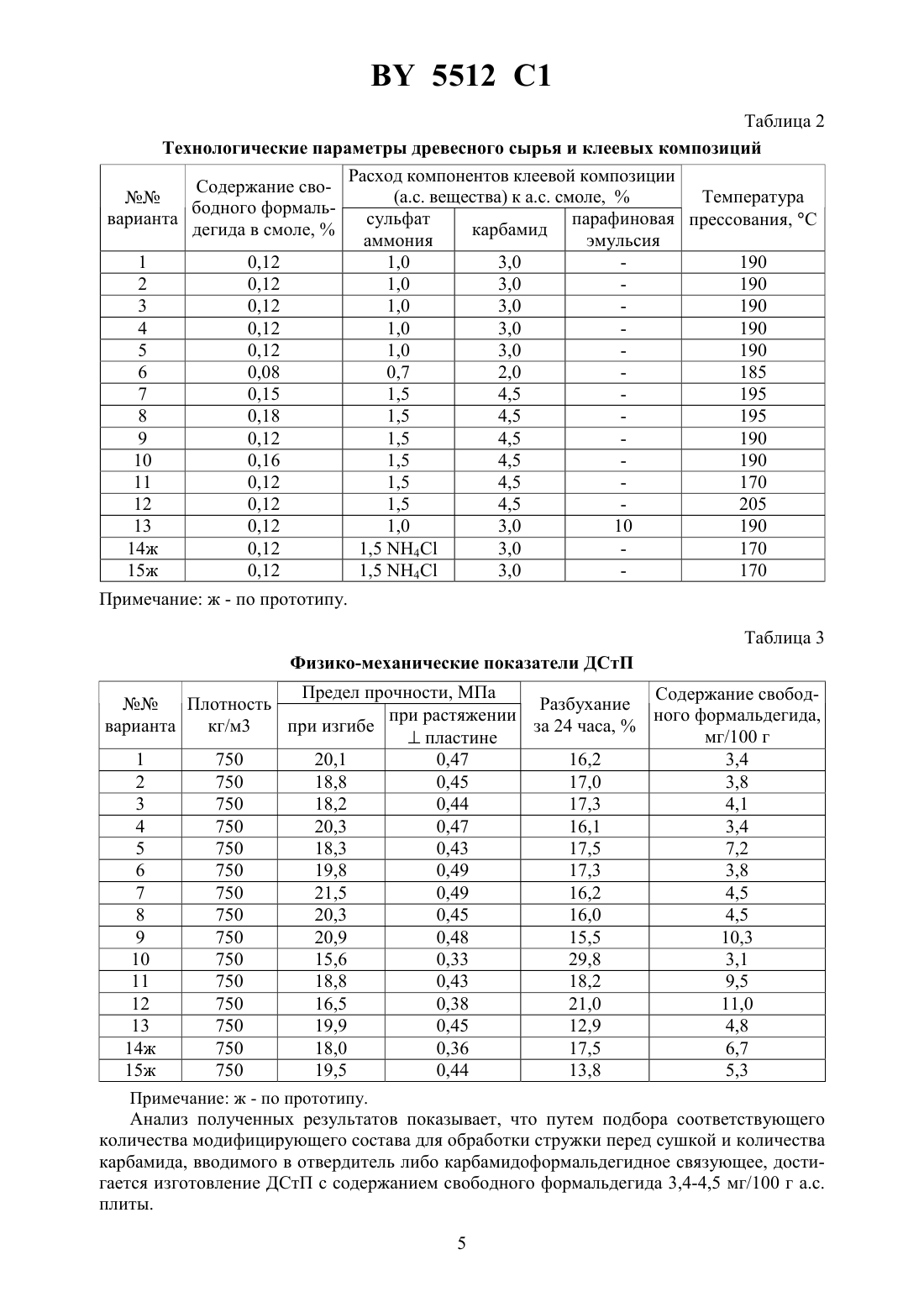
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОТОКСИЧНЫХ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ(72) Авторы Соловьева Тамара Владимировна Хмызов Игорь Анатольевич Снопков Василий Борисович Тишин Юрий Дмитриевич Нурсеитов Адам Нуржигитович Ходынюк Алла Петровна Грошев Иван Михайлович Кирикович Константин Васильевич Юхновец Анатолий Иванович(57) 1. Способ изготовления малотоксичных древесностружечных плит, включающий изготовление древесной стружки, обработку стружки модифицирующим составом, сушку древесной стружки, смешивание древесной стружки с карбамидоформальдегидным связующим, отвердителем и карбамидом, формирование пакетов и горячее прессование, отличающийся тем, что в качестве модифицирующего состава применяют водный раствор сульфата аммония и карбамида при следующем соотношении компонентов, мас.карбамид 10-30 сульфат аммония 1-5 вода остальное с расходом по сухим веществам 0,8-2,0 , а горячее прессование осуществляют при температуре плит пресса 185-195 С. 2. Способ изготовления малотоксичных древесностружечных плит по п. 1, отличающийся тем, что при смешивании стружки с карбамидоформальдегидным связующим, отвердителем и карбамидом последний вводят в составе отвердителя или связующего. 5512 1 Изобретение относится к деревообрабатывающей промышленности, а именно к способам получения древесностружечных плит (ДСтП). Известен способ получения ДСтП, включающий смешивание древесных частиц со связующим на основе карбамидоформальдегидной смолы, формирование стружечного пакета и прессование плит, причем предварительно карбамидоформальдегидную смолу смешивают с лигносульфонатом, подвергнутым щелочной обработке до рН 6-7 с последующим введением в него персульфата аммония 1. Однако известный способ не обеспечивает получение ДСтП с содержанием свободного формальдегида до 10 мг/100 г, а.с., т.е. не обеспечивает получение плит класса эмиссии формальдегида Е 1. Наиболее близким по технической сущности и достигаемому результату к заявляемому является способ изготовления малотоксичных древесностружечных плит, включающий изготовление древесной стружки, обработку стружки модифицирующим составом, сушку древесной стружки, смешивание древесной стружки с карбамидоформальдегидным связующим, отвердителем и карбамидом, формирование пакетов и горячее прессование 2. Здесь модифицирующий состав содержит карбамид и лигносульфонаты, взятые в соотношении 10,1-0,35 соответственно при расходе состава 0,3-1,5 по сухим веществам, а смесь карбамида (в количестве 3-6 от массы а.с. связующего) вместе со связующим выдерживают в течение 3-5 суток при нормальных условиях, при этом горячее прессование ведут при температуре плит пресса 1705 С. Этот известный способ принят за прототип. Недостатком этого способа является то, что плиты, изготовленные по этому способу,имеют еще достаточно высокое содержание свободного формальдегида. Кроме того, требуемая выдержка смеси карбамида с карбамидоформальдегидным связующим перед использованием не менее 3-х суток усложняет технологический процесс и в реальных условиях не всегда возможна. Задачей, на решение которой направлен заявляемый способ, является дальнейшее снижение содержания свободного формальдегида в древесностружечных плитах при исключении необходимости предварительной выдержки смеси карбамида со связующим в течение длительного времени. Эта задача решается благодаря тому, что в известном способе изготовления малотоксичных древесностружечных плит, включающем изготовление древесной стружки, обработку стружки модифицирующим составом, сушку древесной стружки, смешивание древесной стружки с карбамидоформальдегидным связующим, отвердителем и карбамидом,формирование пакетов и горячее прессование, - в качестве модифицирующего состава применяют водный раствор сульфата аммония и карбамида при следующем соотношении компонентов, мас.карбамид 10-30 сульфат аммония 1-5 вода остальное с расходом по сухим веществам 0,8-2,0 , а горячее прессование осуществляют при температуре плит пресса 185-195 С. Кроме того, при смешивании стружки с карбамидоформальдегидным связующим, отвердителем и карбамидом последний может быть введен в составе отвердителя или связующего. Использование сульфата аммония в качестве кислотного реагента в составе модифицирующего состава для обработки древесной стружки интенсифицирует взаимодействие аминогрупп карбамида с гидроксильными группами компонентов древесины-лигнина,2 5512 1 целлюлозы и гемицеллюлоз. Присутствие сульфата аммония катализирует взаимодействие аминогрупп карбамида с интенсивно выделяющимся на стадии сушки из древесины формальдегидом, а также свободным формальдегидом, содержащимся в карбамидоформальдегидном связующем. Использование аммониевой соли серной кислоты целесообразно с точки зрения взаимодействия аммиака с формальдегидом с образованием гексаметилентетрамина. Использование температуры прессования ДСтП 185-195 С интенсифицирует взаимодействие формальдегида с наносимым на древесную стружку и вводимым вместе с отвердителем (или связующим) карбамидом. В результате реализации предлагаемого способа изготовления малотоксичных древесностружечных плит достигается значительное снижение содержания формальдегида в ДСтП и существенно упрощается технологический процесс. Сущность способа изготовления малотоксичных древесностружечных плит поясняется примерами. Пример 1. Измельченную стружку влажностью 70 в количестве 5373 г. обрабатывают модифицирующим составом - водным раствором, содержащим 10 карбамида и 1 сульфата аммония, в количестве 193 г. (1,2 сухих веществ модифицирующего состава к массе а.с. древесины). Затем стружку сушат. После сушки стружку обрабатывают связующим, содержащим 352 г. карбамидоформальдегидных олигомеров марки Кф-НП концентрацией 55(расход 12 а.с. олигомеров к массе а.с. древесины), отвердителем (15 -ным раствором сульфата аммония) в количестве 12,9 г. и карбамидом в количестве 5,8 г. Карбамид предварительно растворяют в отвердителе. Полученную древесно-клеевую композицию тщательно перемешивают, после чего формируют ковер размером 0,40,4 м и прессуют ДСтП. Толщина получаемых плит 16 мм. Параметры горячего прессования температура плит пресса 190 С время прессования 0,4 мин/мм толщины плиты удельное давление 1,8 П. Пример 13. Измельченную стружку влажностью 70 в количестве 5373 г. обрабатывают модифицирующим составом - водным раствором, содержащим 10 карбамида и 1 сульфата аммония, в количестве 193 г. (1,2 сухих веществ модифицирующего состава к массе а.с. древесины). Затем стружку сушат. После сушки стружку обрабатывают связующим, содержащим 352 г. карбамидоформальдегидных олигомеров марки КФ-НП концентрацией 55(расход 12 а.с. олигомеров к массе а.с. древесины), отвердителем (15 -ным раствором сульфата аммония) в количестве 12,9 г., парафиновой эмульсией (концентрация 30 ) в количестве 64,7 г. и карбамидом в количестве 5,8 г. Карбамид предварительно растворяют в отвердителе, парафиновую эмульсию смешивают с карбамидоформальдегидным связующим. Далее порядок изготовления - по примеру 1. Порядок изготовления плит в примерах 2-12 аналогичен примерам 1 и 13. Пример 14 (прототип). За 5 суток до изготовления ДСтП в карбамидоформальдегидное связующее вводят 5 кристаллического карбамида и полученную смесь выдерживают при нормальных условиях. Измельченную стружку влажностью 70 в количестве 5373 г. обрабатывают водным раствором, содержащим 18 г. карбамида, 12,6 г. лигносульфонатов на аммониевом основании концентрацией 50 и 47,7 г. воды. Соотношение карбамидлигносульфонаты по сухим веществам составляет 10,35, расход а.с. веществ модифицирующего состава 1,5 к а.с. древесине. Стружку сушат. 3 5512 1 После сушки стружку обрабатывают связующим, содержащим 352 г. карбамидоформальдегидных олигомеров марки КФ-НП концентрацией 55(расход 12 а.с. олигомеров к массе а.с. древесины) и 5,8 г. кристаллического карбамида (3 по сухим веществам), и отвердителем (20 -ным раствором хлорида аммония) в количестве 14,5 г. Пример 15 (прототип). Плиты изготавливаются аналогично примеру 14. Отличие заключалось в том, что в карбамидоформальдегидное связующее перед нанесением его на стружку вводили парафиновую эмульсию концентрацией 30 в количестве 64,7 г. Плиты по прототипу (примеры 14 и 15) изготавливали при следующих параметрах горячего прессования температура плит пресса 170 С удельное время прессования 0,4 мин/мм толщины плиты удельное давление прессования 1,8 МПа. Во всех примерах для изготовления древесностружечных плит в качестве древесного наполнителя использовали смесь березовой (70 ) и осиновой (30 ) стружки. Плотность и разбухание плит определяли по ГОСТ 10634, предел прочности при изгибе по ГОСТ 10635, предел прочности при растяжении перпендикулярно пластине - по ГОСТ 10636, содержание свободного формальдегида - по ГОСТ 27678 (перфораторный метод). Содержание компонентов в модифицирующих составах, параметры модификации древесной стружки, составы клеевых композиций и физико-механические показатели ДСтП приведены в таб. 1-3. Таблица 1 Технологические параметры модификации древесной стружки Массовая доля компонентов в модифицирующем составе,Расход модифицирующего состава к а.с. древесине,Сульфат Технические Карбамид Вода Аммония лигносульфонаты 10 1,0 89,0 1,2 20 2,5 77,5 1,2 30 5,0 65,0 1,2 5 0,5 94,5 1,2 40 6,0 54,0 1,2 20 2,5 77,5 0,8 20 2,5 77,5 1,6 20 2,5 77,5 2,0 20 2,5 77,5 0,4 20 2,5 77,5 3,0 20 2,5 77,5 1,2 20 2,5 77,5 1,2 20 2,5 77,5 1,6 25 66,25 8,75 1,5 25 66,25 8,75 1,5 5512 1 Таблица 2 Технологические параметры древесного сырья и клеевых композиций Расход компонентов клеевой композиции Содержание своТемпература бодного формальварианта сульфат парафиновая прессования, С дегида в смоле,карбамид аммония эмульсия 1 0,12 1,0 3,0 190 2 0,12 1,0 3,0 190 3 0,12 1,0 3,0 190 4 0,12 1,0 3,0 190 5 0,12 1,0 3,0 190 6 0,08 0,7 2,0 185 7 0,15 1,5 4,5 195 8 0,18 1,5 4,5 195 9 0,12 1,5 4,5 190 10 0,16 1,5 4,5 190 11 0,12 1,5 4,5 170 12 0,12 1,5 4,5 205 13 0,12 1,0 3,0 10 190 14 ж 0,12 1,5 4 3,0 170 15 ж 0,12 1,5 4 3,0 170 Примечание ж - по прототипу. Таблица 3 Физико-механические показатели ДСтП Предел прочности, МПа Содержание свобод Плотность Разбухание при растяжении ного формальдегида,варианта кг/м 3 за 24 часа,при изгибе мг/100 гпластине 1 750 20,1 0,47 16,2 3,4 2 750 18,8 0,45 17,0 3,8 3 750 18,2 0,44 17,3 4,1 4 750 20,3 0,47 16,1 3,4 5 750 18,3 0,43 17,5 7,2 6 750 19,8 0,49 17,3 3,8 7 750 21,5 0,49 16,2 4,5 8 750 20,3 0,45 16,0 4,5 9 750 20,9 0,48 15,5 10,3 10 750 15,6 0,33 29,8 3,1 11 750 18,8 0,43 18,2 9,5 12 750 16,5 0,38 21,0 11,0 13 750 19,9 0,45 12,9 4,8 14 ж 750 18,0 0,36 17,5 6,7 15 ж 750 19,5 0,44 13,8 5,3 Примечание ж - по прототипу. Анализ полученных результатов показывает, что путем подбора соответствующего количества модифицирующего состава для обработки стружки перед сушкой и количества карбамида, вводимого в отвердитель либо карбамидоформальдегидное связующее, достигается изготовление ДСтП с содержанием свободного формальдегида 3,4-4,5 мг/100 г а.с. плиты. 5 5512 1 Целесообразным является применение модифицирующего состава с содержанием карбамида 10-30(примеры 1-3). Увеличение концентрации приводит к ухудшению распределения модифицирующего состава по поверхности древесной стружки (пример 5) и,соответственно, меньшей эффективности связывания формальдегида модифицирующим составом. Снижение же концентрации вызывает необходимость удлинения процесса сушки стружки, что приводит к неоправданным энергозатратам на удаление влаги (пример 4). Повышение содержания свободного формальдегида в смоле сопровождается интенсификацией выделения свободного формальдегида и требует как увеличения расхода модифицирующего состава, так и повышения температуры прессования (примеры 6-8). Даже при наиболее высоком содержании свободного формальдегида в смоле (пример 8) содержание свободного формальдегида в ДСтП составляет 4,5 мг/100 г а.с. плиты. Снижение расхода модифицирующего состава ниже 0,8(пример 9) не обеспечивает достаточного связывания формальдегида. Избыточное количество модификатора свыше 2,0 приводит к резкому снижению физико-механических показателей ДСтП (пример 10). Температура прессования ниже 185 С (пример 11) не обеспечивает требуемых условий для взаимодействия карбамида и формальдегида. Повышение температуры свыше 195 С (пример 12) приводит к термодеструкции карбамидоформальдегидных олигомеров,следствием чего является резкое снижение физико-механических показателей ДСтП. Физико-механические показатели древесностружечных плит не ниже соответствующих показателей по прототипу и соответствуют требованиям ГОСТ 10632-89. Таким образом, предлагаемый способ изготовления малотоксичных древесностружечных плит позволяет значительно снизить содержание свободного формальдегида в древесностружечных плитах и существенно упростить технологический процесс их изготовления. Источники информации 1.А.с. СССР 1047938, МПК С 08 97/02, 1983. 2. Патент Республики Беларусь 63, МПК В 27 3/02, 1990 (А.с. СССР 1780522, МПК В 27 3/02, 1990) (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B27N 3/02
Метки: изготовления, способ, древесностружечных, плит, малотоксичных
Код ссылки
<a href="https://by.patents.su/6-5512-sposob-izgotovleniya-malotoksichnyh-drevesnostruzhechnyh-plit.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления малотоксичных древесностружечных плит</a>
Способ изготовления малотоксичных древесностружечных плит
Номер патента: 63
Опубликовано: 30.09.1994
Авторы: Богуш В. Д., Верига С. В., Соловьева Т. В., Снопков В. Б., Хмызов И. А., Максименко В. В., Гловацкий Г. Г., Янушко Е. В., Хоровьева Л. И.
МПК: B27N 3/02
Метки: плит, малотоксичных, древесностружечных, способ, изготовления
Текст:
...полученного смешиванием 16.5 г водного раствора хлористогоаммония концентрацией 20 33 г парафи новой эмульсии. 329 г карбамидоформальдегидной смолы концентрацией 65 и 21.4древесно-клеевую композицию тщательно перемешивают. Далее формируют ковер ипрессуют ДСП по режимшуказанному в примере 1Физике-механические показатели дре весностружечных плит определялись по ГОСТ 10634-78. 10635-78. содержание сво бодно формальдегида пооГОСТ-276 Т...
Способ изготовления древесностружечных плит
Номер патента: 2712
Опубликовано: 30.03.1999
Авторы: Жарская Тамара Александровна, САЦУРА Андрей Валентинович, Сацура Валентин Михайлович, МАНДРИКОВА Александра Ивановна
Метки: изготовления, плит, древесностружечных, способ
Текст:
...ковра и его горячего прессования, при следующем соотношении ингредиентов, мас.ч. измельченная древесина-10-40. Сущностью заявляемого способа изготовления древесностружечных плит является введение новых отличительных признаков в новой совокупности для достижения поставленной цели, в частности использование нового многокомпонентного связующего. Отличительной особенностью способа является использование в составе связующего в качестве...
Способ изготовления древесностружечных плит
Номер патента: 2708
Опубликовано: 30.03.1999
Авторы: Жарская Тамара Александровна, МАНДРИКОВА Александра Ивановна, Марцуль Владимир Николаевич, ЦЫБУЛЬКО Надежда Николаевна, Сацура Валентин Михайлович
Метки: древесностружечных, способ, изготовления, плит
Текст:
...изготовления древесностружечных плит является введение новых отличительных признаков в новой совокупности для достижения поставленной цели, в частности использование нового многокомпонентного связующего. Отличительной особенностью способа является использование в составе связующего в качестве катализатора отверждения - 4-хлор-5-бромсалициланилида, а также смеси простых полиэфиров - оксипропилированного триола-лапрола 503 М и...
Способ изготовления древесностружечных плит
Номер патента: 2711
Опубликовано: 30.03.1999
Авторы: МАНДРИКОВА Александра Ивановна, САЦУРА Андрей Валентинович, Сацура Валентин Михайлович, Жарская Тамара Александровна
Метки: способ, изготовления, древесностружечных, плит
Текст:
...пенополиуретановое связующее 10-40. Сущностью заявляемого способа изготовления древесностружечных плит является введение новых отличительных признаков в новой совокупности для достижения поставленной цели, в частности использование нового многокомпонентного связующего. Отличительной особенностью способа является использование в составе связующего в качестве катализатора отверждения о-аминокапроновой кислоты, а также смеси простых полиэфиров -...
Способ изготовления древесностружечных плит
Номер патента: 2709
Опубликовано: 30.03.1999
Авторы: САЦУРА Андрей Валентинович, ЦЫБУЛЬКО Надежда Николаевна, Сацура Валентин Михайлович, МАРЦУЛЬ Ввладимир Николаевич, Жарская Тамара Александровна
Метки: изготовления, древесностружечных, способ, плит
Текст:
...отличительных признаков в новой совокупности для достижения поставленной цели, в частности использование нового многокомпонентного связующего. Отличительной особенностью способа является использование в составе связующего в качестве катализатора отверждения смеси трихлорэтилфосфата и дифенилкарбазида, а также смеси простых полиэфиров оксипропилированного триола-лапрола 503 М и -тетраоксипропилендиамина, стабилизатора пены КЭП-1 сополимера...
Предыдущий патент: Белково-минеральная кормовая добавка для бычков
Следующий патент: Способ управления манипулятором промышленного робота
Случайный патент: Машина рубильная с приводом от вала отбора мощности трактора