Устройство для прессования изделий из порошка
Номер патента: 5069
Опубликовано: 30.03.2003
Авторы: Богинский Леонид Стефанович, Реут Олег Павлович, Петюшик Евгений Евгеньевич
Текст
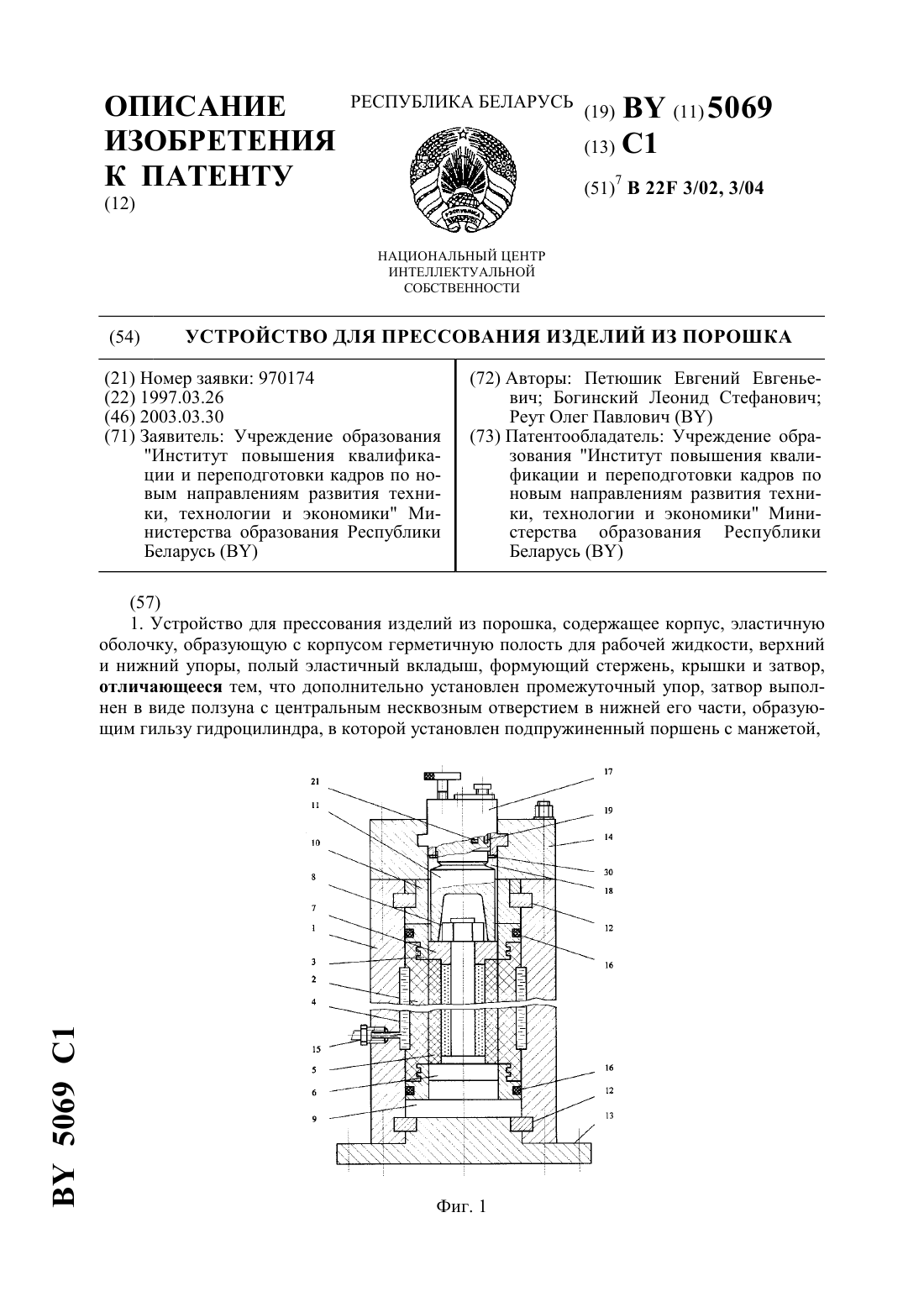
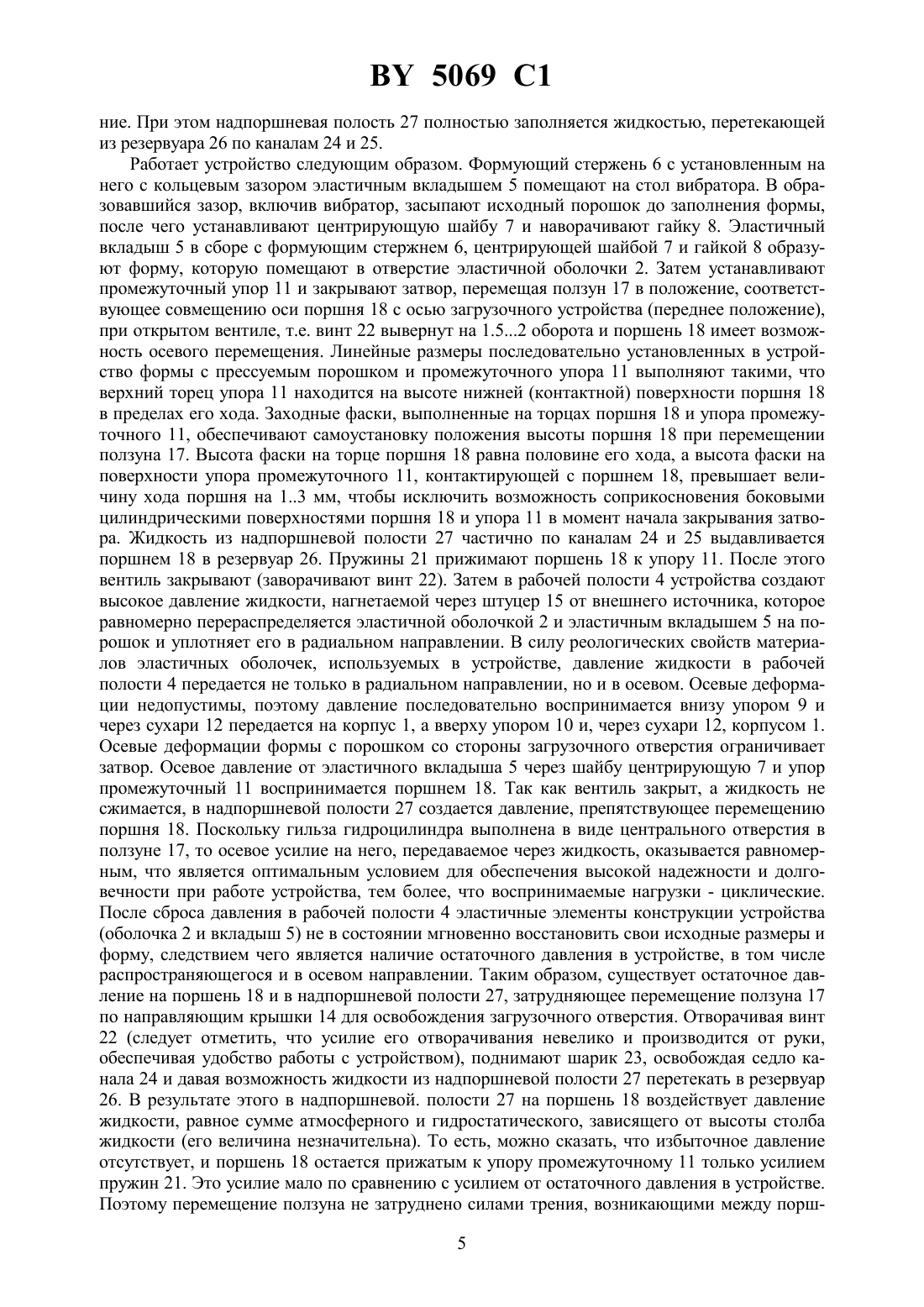
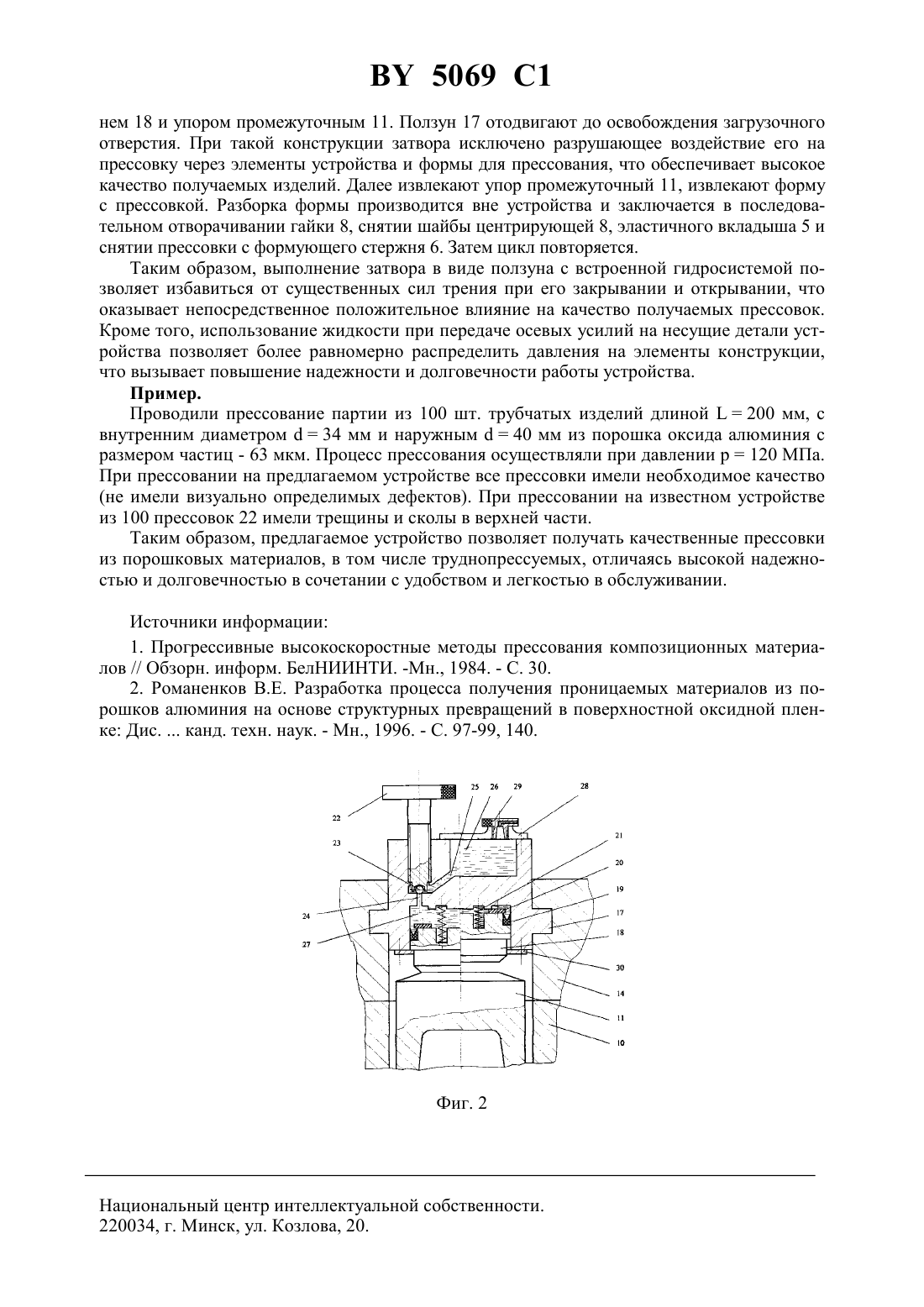
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА(71) Заявитель Учреждение образования Институт повышения квалификации и переподготовки кадров по новым направлениям развития техники, технологии и экономики Министерства образования Республики Беларусь(72) Авторы Петюшик Евгений Евгеньевич Богинский Леонид Стефанович Реут Олег Павлович(73) Патентообладатель Учреждение образования Институт повышения квалификации и переподготовки кадров по новым направлениям развития техники, технологии и экономики Министерства образования Республики Беларусь(57) 1. Устройство для прессования изделий из порошка, содержащее корпус, эластичную оболочку, образующую с корпусом герметичную полость для рабочей жидкости, верхний и нижний упоры, полый эластичный вкладыш, формующий стержень, крышки и затвор,отличающееся тем, что дополнительно установлен промежуточный упор, затвор выполнен в виде ползуна с центральным несквозным отверстием в нижней его части, образующим гильзу гидроцилиндра, в которой установлен подпружиненный поршень с манжетой, Фиг. 1 5069 1 и сообщающимся через каналы с отверстием в верхней части ползуна, причем между отверстиями остается перегородка, сообщающиеся каналы перекрываются вентилем, верхнее отверстие снабжено герметичной крышкой с заливным отверстием, а заливное отверстие закрыто резьбовой пробкой с сапуном, причем верхний торец промежуточного упора установлен на высоте нижней поверхности подпружиненного поршня в пределах его хода. 2. Устройство по п. 1, отличающееся тем, что подпружиненный поршень выполнен ступенчатым, в верхнем его торце имеются несквозные отверстия для установки пружин,а нижняя поверхность имеет фаску, высота которой равна половине хода поршня. 3. Устройство по п. 1 или 2, отличающееся тем, что один из сообщающихся каналов в перегородке имеет седловидное окончание, поверхность которого сопрягается без зазоров с поверхностью шарика, нежестко завальцованного в торцевой поверхности вентиля с возможностью самоцентрирования. 4. Устройство по любому из пп. 1-3, отличающееся тем, что объем отверстия в верхней части ползуна не меньше объема полости в гильзе гидроцилиндра над подпружиненным поршнем при нижнем его положении, а объем залитой жидкости равен сумме объема полости в надпоршневом пространстве при нижнем положении подпружиненного поршня и объема сообщающихся каналов. 5. Устройство по любому из пп. 1-4, отличающееся тем, что поверхность промежуточного упора, контактирующая с подпружиненным поршнем затвора, выполнена с фаской, высота которой превышает половину хода поршня затвора на 1-3 мм, причем оставшаяся плоская поверхность промежуточного упора совпадает по площади и по форме с контактной поверхностью поршня.(56) Романенков В.Е. Разработка процесса получения проницаемых материалов из порошков алюминия на основе структурных превращений в поверхностной оксидной пленке Дис.канд. тех. наук. - Мн., 1996. - С. 97-100.1184606 , 1985.1260115 1, 1986.521999, 1976.04346601 , 1992.05339603 А, 1993. Изобретение относится к порошковой металлургии, в частности к устройствам прессования порошковых изделий давлением жидкости с применением эластичных передающих сред. Известно устройство для гидростатического прессования, содержащее контейнер высокого давления с внутренней полостью, заполненной рабочей жидкостью, герметичную оболочку с порошком, погружаемую в рабочую жидкость, кольцо с уплотнениями для герметизации полости контейнера, затвор в виде резьбовой пробки 1. Исходный порошок засыпают в герметичную оболочку, помещаемую в рабочую полость контейнера высокого давления, устанавливают кольцо с уплотнениями и заворачивают пробку (кольцо с уплотнениями может выполняться в сборе с пробкой). После этого в рабочей полости контейнера создают высокое давление жидкости до требуемой величины от внешнего источника, вследствие чего происходит всестороннее обжатие герметичной оболочки с порошком и, таким образом, уплотнение порошка. К недостаткам данного устройства относятся во-первых, низкая производительность вследствие длительности процесса заворачивания резьбовой пробки (23 мин) и неудобства обращения с ней из-за большой массы во-вторых, низкая культура производства в связи с наличием непосредственного контакта между герметичной оболочкой с порошком и рабочей жидкостью в-третьих, необходимость и сложность герметизации формы с порошком. 2 5069 1 Наиболее близким к изобретению по технической сущности и достигаемому эффекту является устройство для прессования изделий из порошков, содержащее корпус, эластичную оболочку, образующую с корпусом герметичную полость для рабочей жидкости, полый эластичный вкладыш, формующий стержень, крышки и затвор, выполненный в виде резьбовой пробки и ползуна 2. К недостаткам известного изобретения относится конструкция затвора, выполненная в виде резьбовой пробки и ползуна, по следующим причинам. Во-первых, при заворачивании пробки ползуна между контактным торцем пробки и промежуточным упором возникают существенные силы трения, благодаря которым крутящий момент может передаваться от пробки на упор и, далее, на крышку эластичной формы, вызывая их проворот и нарушение упаковки засыпанного в форму порошка, что приводит к появлению трещин в прессовке при прессовании. В наибольшей мере это относится к процессам прессования малопластичных порошковых материалов (керамических и т.п.). После завершения процесса прессования и снятия давления материалы эластичных передающих сред в силу своих реологических свойств не могут мгновенно восстановить исходные размеры и форму, что обусловливает наличие остаточного давления в устройстве. При этом все осевые зазоры уже выбраны при создании высокого давления. Поэтому пробка ползуна по окончании процесса прессования испытывает существенную осевую нагрузку. Для ее отворачивания необходимо прикладывать значительные усилия. Это вызывает опять-таки возможность проворачивания промежуточного упора и крышки эластичной формы, которая в этот момент плотно прижата к торцу прессовки и разрушит ее при относительных перемещениях. Кроме того,трудность отворачивания пробки (иногда до 500 Нм и более) обусловливает низкую культуру производства (если отворачивание производится вручную) или требует механизации,влекущей существенное усложнение конструкции. Во-вторых, при многозвенной структуре сопрягаемых деталей, какой является устройство для прессования, практически сложно обеспечить плотное прилегание торца пробки к промежуточному упору. То есть, при создании высокого давления в устройстве, резьбовое соединение пробки и ползуна оказывается нагруженным неравномерно. Неравномерность нагрузки приводит к преждевременному износу и возможному разрушению резьбового соединения и, таким образом, выходу устройства из строя. Ограниченные размеры пространства для расположения ползуна и пробки не позволяют создать значительный запас прочности. Кроме того, неравномерно нагруженными могут оказаться затворная крышка и, далее через шпильки, корпус. Цикличность нагрузок усугубляет отрицательное воздействие их неравномерности на прочностные характеристики силовых деталей устройства и снижает их надежность и долговечность. Задача, на решение которой направлено изобретение, состояла в том, чтобы обеспечить получение качественных прессовок (без трещин), повысить надежность и долговечность устройства. Поставленная задача решена следующим образом. Предложенное устройство для прессования изделий из порошка содержит корпус,эластичную оболочку, образующую с корпусом герметичную полость для рабочей жидкости, верхний и нижний упоры, промежуточный упор, полый эластичный вкладыш, формующий стержень, крышки и затвор, выполненный в виде ползуна с центральным несквозным отверстием в нижней его части, образующим гильзу гидроцилиндра, в которой установлен подпружиненный поршень с манжетой, сообщающимся через каналы с отверстием в верхней части ползуна, причем между отверстиями остается перегородка, а сообщающиеся каналы перекрываются вентилем верхнее отверстие снабжено герметичной крышкой с заливным отверстием, а заливное отверстие закрыто резьбовой пробкой с сапуном, причем верхний торец промежуточного упора установлен на высоте нижней поверхности подпружиненного поршня в пределах его хода. В устройстве, согласно изобретению, поршень выполнен ступенчатым для обеспечения ограничения его хода и установки манжеты, в верхнем его торце имеются несквозные отверстия для установки пружин, а нижняя поверхность имеет фаску, высота которой равна половине хода поршня 3 5069 1 один из сообщающихся каналов в перегородке имеет седловидное окончание, поверхность которого сопрягается без зазоров с поверхностью шарика, нежестко завальцованного в торцевой поверхности вентиля с возможностью самоцентрирования объем отверстия в верхней части ползуна не меньше объема полости в гильзе гидроцилиндра над подпружиненным поршнем при нижнем его положении, а объем залитой жидкости равен сумме объема полости в надпоршневом пространстве при нижнем положении подпружиненного поршня и объема сообщающих каналов поверхность упора промежуточного, контактирующая с подпружиненным поршнем затвора, выполнена с фаской, высота которой равна превышает половину хода поршня затвора на 13 мм, причем оставшаяся плоская поверхность упора промежуточного совпадает по площади и по форме с контактной поверхностью поршня. В предложенном устройстве поршень имеет возможность перемещаться в осевом направлении. Осевое усилие, возникающее в устройстве для прессования, воспринимается поршнем и жидкостью, полностью заполняющей герметичный объем надпоршневой полости. Учитывая, что жидкость несжимаема, можно сказать, что система поршеньжидкость является жесткой, т.е. упругие ее деформации равны 0. После установки формы с прессуемым порошком в устройство для прессования затвор закрывают. Подпружиненный поршень при перемещении ползуна занимает каждый раз положение, соответствующее расположенным в устройстве форме с порошком и упору промежуточному,прижимаясь к нему. Поршень не совершает вращательных движений вокруг своей оси. Тем самым исключается возможность разрушающего воздействия затвора на прессуемый порошок или готовую прессовку, что гарантирует ее высокое качество. Передача усилия от поршня на ползун через жидкость, находящуюся под давлением,обеспечивает равномерное распределение нагрузки на все элементы конструкции и, таким образом, в совокупности с отсутствием резьбовых соединений, надежность и долговечность работы устройства. На фиг. 1 показана схема устройства для прессования порошков. На фиг. 2 изображен вид затвора в разрезе, причем слева поршень находится в крайнем нижнем положении, а справа - в крайнем верхнем. Устройство содержит корпус 1, имеющий кольцевую полость, образующую с наружной поверхностью эластичной оболочки 2, выполненной заодно с металлическими кольцами 3,рабочую полость 4, заполняемую рабочей жидкостью, эластичный вкладыш 5, в зазор между которым и формующим стержнем 6 засыпается исходный порошок, центрирующую шайбу 7, гайку 8, нижний 9, верхний 10 и промежуточный 11 упоры, сухари 12, крышки 13 и 14, штуцер 15, уплотнения 16, обеспечивающие герметичность рабочей полости устройства и исключающие контакт между формой с прессуемым порошком и рабочей жидкостью. Кроме того, устройство имеет затвор, выполненный в виде ползуна 17 с встроенной в него замкнутой гидросистемой, включающей центральное отверстие в нижней части ползуна 17, образующее гидроцилиндр, поршень 18 с уплотнительной манжетой 19, удерживаемой кольцом 20, подпружиненный пружинами сжатия 21, вентиль, выполненный в виде винта 22 с нежестко завальцованным в его нижний торец шариком 23, систему каналов 24 и 25, сообщающих между собой резервуар 26 с надпоршневой полостью 27, причем верхний выход канала 24 имеет седловидную поверхность, соответствующую поверхности шарика 23, крышку 28 с пробкой 29, имеющей каналы для сообщения резервуара 26 с атмосферой, а также ограничительное кольцо 30. Ползун 17 имеет возможность линейного перемещения по направляющим крышки 14. Затвор закрыт, когда ползун установлен в положение, при котором ось центрального отверстия в его нижней части совпадает с осью отверстия эластичной оболочки 2. Затвор открыт, когда ползун перемещен по направляющим крышки 14 в положение, соответствующее полностью открытому отверстию эластичной оболочки 2. Поршень 18 имеет возможность осевого перемещения, ограниченного сверху упором в торец гильзы гидроцилиндра и снизу ограничительным кольцом 30, прикрепленным винтами к ползуну 17. При открытом вентиле (шарик 23 поднят над седлом канала 24 посредством винта 22) поршень 18 под действием пружин 21 стремится занять крайнее нижнее положе 4 5069 1 ние. При этом надпоршневая полость 27 полностью заполняется жидкостью, перетекающей из резервуара 26 по каналам 24 и 25. Работает устройство следующим образом. Формующий стержень 6 с установленным на него с кольцевым зазором эластичным вкладышем 5 помещают на стол вибратора. В образовавшийся зазор, включив вибратор, засыпают исходный порошок до заполнения формы,после чего устанавливают центрирующую шайбу 7 и наворачивают гайку 8. Эластичный вкладыш 5 в сборе с формующим стержнем 6, центрирующей шайбой 7 и гайкой 8 образуют форму, которую помещают в отверстие эластичной оболочки 2. Затем устанавливают промежуточный упор 11 и закрывают затвор, перемещая ползун 17 в положение, соответствующее совмещению оси поршня 18 с осью загрузочного устройства (переднее положение),при открытом вентиле, т.е. винт 22 вывернут на 1.52 оборота и поршень 18 имеет возможность осевого перемещения. Линейные размеры последовательно установленных в устройство формы с прессуемым порошком и промежуточного упора 11 выполняют такими, что верхний торец упора 11 находится на высоте нижней (контактной) поверхности поршня 18 в пределах его хода. Заходные фаски, выполненные на торцах поршня 18 и упора промежуточного 11, обеспечивают самоустановку положения высоты поршня 18 при перемещении ползуна 17. Высота фаски на торце поршня 18 равна половине его хода, а высота фаски на поверхности упора промежуточного 11, контактирующей с поршнем 18, превышает величину хода поршня на 13 мм, чтобы исключить возможность соприкосновения боковыми цилиндрическими поверхностями поршня 18 и упора 11 в момент начала закрывания затвора. Жидкость из надпоршневой полости 27 частично по каналам 24 и 25 выдавливается поршнем 18 в резервуар 26. Пружины 21 прижимают поршень 18 к упору 11. После этого вентиль закрывают (заворачивают винт 22). Затем в рабочей полости 4 устройства создают высокое давление жидкости, нагнетаемой через штуцер 15 от внешнего источника, которое равномерно перераспределяется эластичной оболочкой 2 и эластичным вкладышем 5 на порошок и уплотняет его в радиальном направлении. В силу реологических свойств материалов эластичных оболочек, используемых в устройстве, давление жидкости в рабочей полости 4 передается не только в радиальном направлении, но и в осевом. Осевые деформации недопустимы, поэтому давление последовательно воспринимается внизу упором 9 и через сухари 12 передается на корпус 1, а вверху упором 10 и, через сухари 12, корпусом 1. Осевые деформации формы с порошком со стороны загрузочного отверстия ограничивает затвор. Осевое давление от эластичного вкладыша 5 через шайбу центрирующую 7 и упор промежуточный 11 воспринимается поршнем 18. Так как вентиль закрыт, а жидкость не сжимается, в надпоршневой полости 27 создается давление, препятствующее перемещению поршня 18. Поскольку гильза гидроцилиндра выполнена в виде центрального отверстия в ползуне 17, то осевое усилие на него, передаваемое через жидкость, оказывается равномерным, что является оптимальным условием для обеспечения высокой надежности и долговечности при работе устройства, тем более, что воспринимаемые нагрузки - циклические. После сброса давления в рабочей полости 4 эластичные элементы конструкции устройства(оболочка 2 и вкладыш 5) не в состоянии мгновенно восстановить свои исходные размеры и форму, следствием чего является наличие остаточного давления в устройстве, в том числе распространяющегося и в осевом направлении. Таким образом, существует остаточное давление на поршень 18 и в надпоршневой полости 27, затрудняющее перемещение ползуна 17 по направляющим крышки 14 для освобождения загрузочного отверстия. Отворачивая винт 22 (следует отметить, что усилие его отворачивания невелико и производится от руки,обеспечивая удобство работы с устройством), поднимают шарик 23, освобождая седло канала 24 и давая возможность жидкости из надпоршневой полости 27 перетекать в резервуар 26. В результате этого в надпоршневой. полости 27 на поршень 18 воздействует давление жидкости, равное сумме атмосферного и гидростатического, зависящего от высоты столба жидкости (его величина незначительна). То есть, можно сказать, что избыточное давление отсутствует, и поршень 18 остается прижатым к упору промежуточному 11 только усилием пружин 21. Это усилие мало по сравнению с усилием от остаточного давления в устройстве. Поэтому перемещение ползуна не затруднено силами трения, возникающими между порш 5 5069 1 нем 18 и упором промежуточным 11. Ползун 17 отодвигают до освобождения загрузочного отверстия. При такой конструкции затвора исключено разрушающее воздействие его на прессовку через элементы устройства и формы для прессования, что обеспечивает высокое качество получаемых изделий. Далее извлекают упор промежуточный 11, извлекают форму с прессовкой. Разборка формы производится вне устройства и заключается в последовательном отворачивании гайки 8, снятии шайбы центрирующей 8, эластичного вкладыша 5 и снятии прессовки с формующего стержня 6. Затем цикл повторяется. Таким образом, выполнение затвора в виде ползуна с встроенной гидросистемой позволяет избавиться от существенных сил трения при его закрывании и открывании, что оказывает непосредственное положительное влияние на качество получаемых прессовок. Кроме того, использование жидкости при передаче осевых усилий на несущие детали устройства позволяет более равномерно распределить давления на элементы конструкции,что вызывает повышение надежности и долговечности работы устройства. Пример. Проводили прессование партии из 100 шт. трубчатых изделий длиной 200 мм, с внутренним диаметром 34 мм и наружным 40 мм из порошка оксида алюминия с размером частиц - 63 мкм. Процесс прессования осуществляли при давлении 120 МПа. При прессовании на предлагаемом устройстве все прессовки имели необходимое качество(не имели визуально определимых дефектов). При прессовании на известном устройстве из 100 прессовок 22 имели трещины и сколы в верхней части. Таким образом, предлагаемое устройство позволяет получать качественные прессовки из порошковых материалов, в том числе труднопрессуемых, отличаясь высокой надежностью и долговечностью в сочетании с удобством и легкостью в обслуживании. Источники информации 1. Прогрессивные высокоскоростные методы прессования композиционных материалов // Обзорн. информ. БелНИИНТИ. -Мн., 1984. - С. 30. 2. Романенков В.Е. Разработка процесса получения проницаемых материалов из порошков алюминия на основе структурных превращений в поверхностной оксидной пленке Дис.канд. техн. наук. - Мн., 1996. - С. 97-99, 140. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
Метки: прессования, устройство, изделий, порошка
Код ссылки
<a href="https://by.patents.su/6-5069-ustrojjstvo-dlya-pressovaniya-izdelijj-iz-poroshka.html" rel="bookmark" title="База патентов Беларуси">Устройство для прессования изделий из порошка</a>
Устройство для прессования изделий из порошка
Номер патента: 3077
Опубликовано: 30.12.1999
Авторы: Петюшик Евгений Евгеньевич, Богинский Леонид Стефанович, Реут Олег Павлович, Загайгора Игорь Геннадьевич
Метки: прессования, изделий, порошка, устройство
Текст:
...часть 8 поверхности центрального стержня 4, образует уплотнительный манжет для самогерметизации пуансона. Вставку 3 помещают внутрь эластичной оболочки 2 на стадии изготовления последней, причем между эластичной оболочкой 2 и вставкой 3 отсутствует адгезия. Размеры и форму вставки 3 выполняют такими,чтобы толщина эластичной оболочки на участке контакта с порошковой заготовкой была равномерной (в случае необходимости получения...
Устройство для непрерывного прессования длинномерных изделий
Номер патента: 1935
Опубликовано: 30.12.1997
Авторы: Чумак Геннадий Андреевич, Вайцехович Алла Андреевна, Бовин Валерий Павлович, Исаевич Леонид Александрович, Чумак Александр Геннадьевич
МПК: B21C 33/00, B22F 3/20
Метки: непрерывного, изделий, устройство, длинномерных, прессования
Текст:
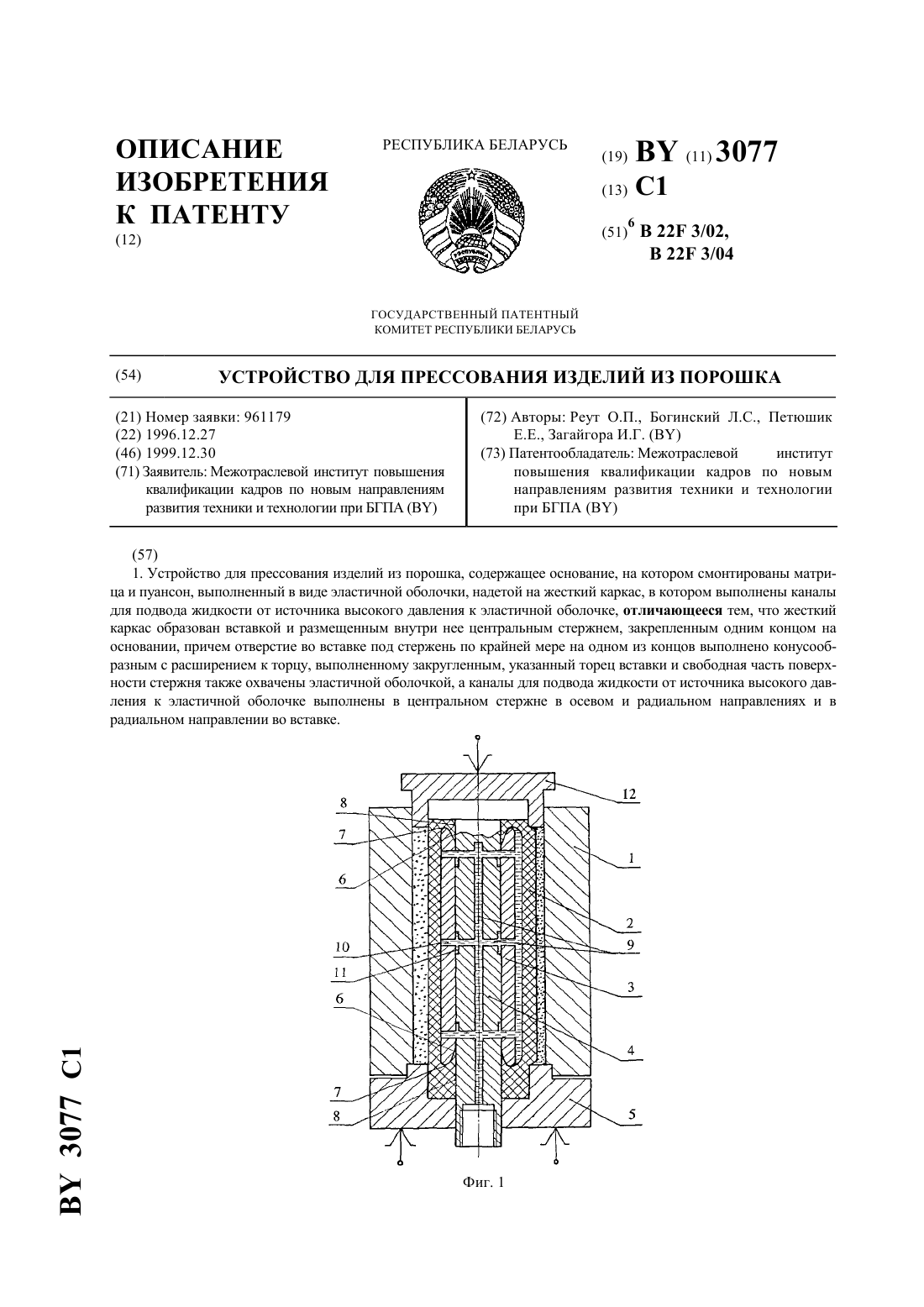
...1 вращается на валу 9. На поверхностях 7 и 10 башмака 5 нанесен антифрикционный фторопластовый слой. Для увеличения жесткости выступов 4, они армированы волокнами. Выполнение кольцевой проточки 3 колеса трения 1 во вкладыше 2 из упругоэластичного материала обеспечивает передачу усилия зажима равномерно по сечению заготовки и, соответственно, равномерные радиальную деформацию оболочки и уплотнение порошкового сердечника по сечению. Силы трения...
Устройство для прессования изделий из керамических масс
Номер патента: 3043
Опубликовано: 30.09.1999
Авторы: Гончарик Владимир Николаевич, Апранич Сергей Станиславович, Конев Владимир Афанасьевич, Чернышев Александр Николаевич
МПК: B28B 3/26
Метки: керамических, прессования, изделий, устройство, масс
Текст:
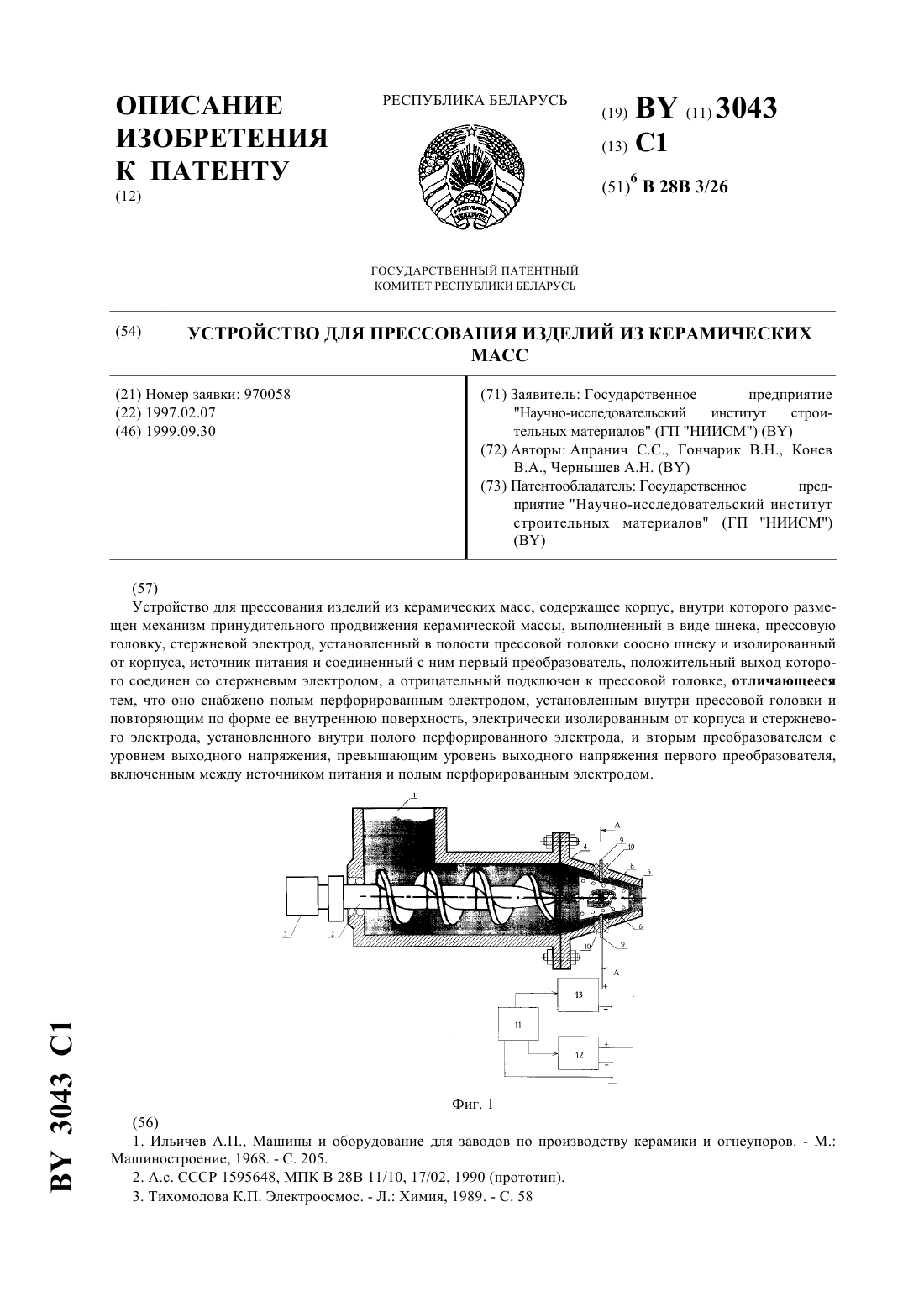
...сечению на выходе пресса. Устройство, решающее указанную задачу, содержит корпус, внутри которого размещен механизм принудительного продвижения керамической массы, выполненный в виде шнека, прессовую головку, стержневой электрод, установленный в полости прессовой головки соосно шнеку и изолированный от корпуса, источник питания и соединенный с ним первый преобразователь, положительный выход которого соединен со стержневым электродом, а...
Устройство для центробежного формования изделий из порошка
Номер патента: 3453
Опубликовано: 30.09.2000
Авторы: Степашко Михаил Васильевич, Исаевич Леонид Александрович, Чумак Геннадий Андреевич
МПК: B22F 3/06
Метки: устройство, центробежного, изделий, порошка, формования
Текст:
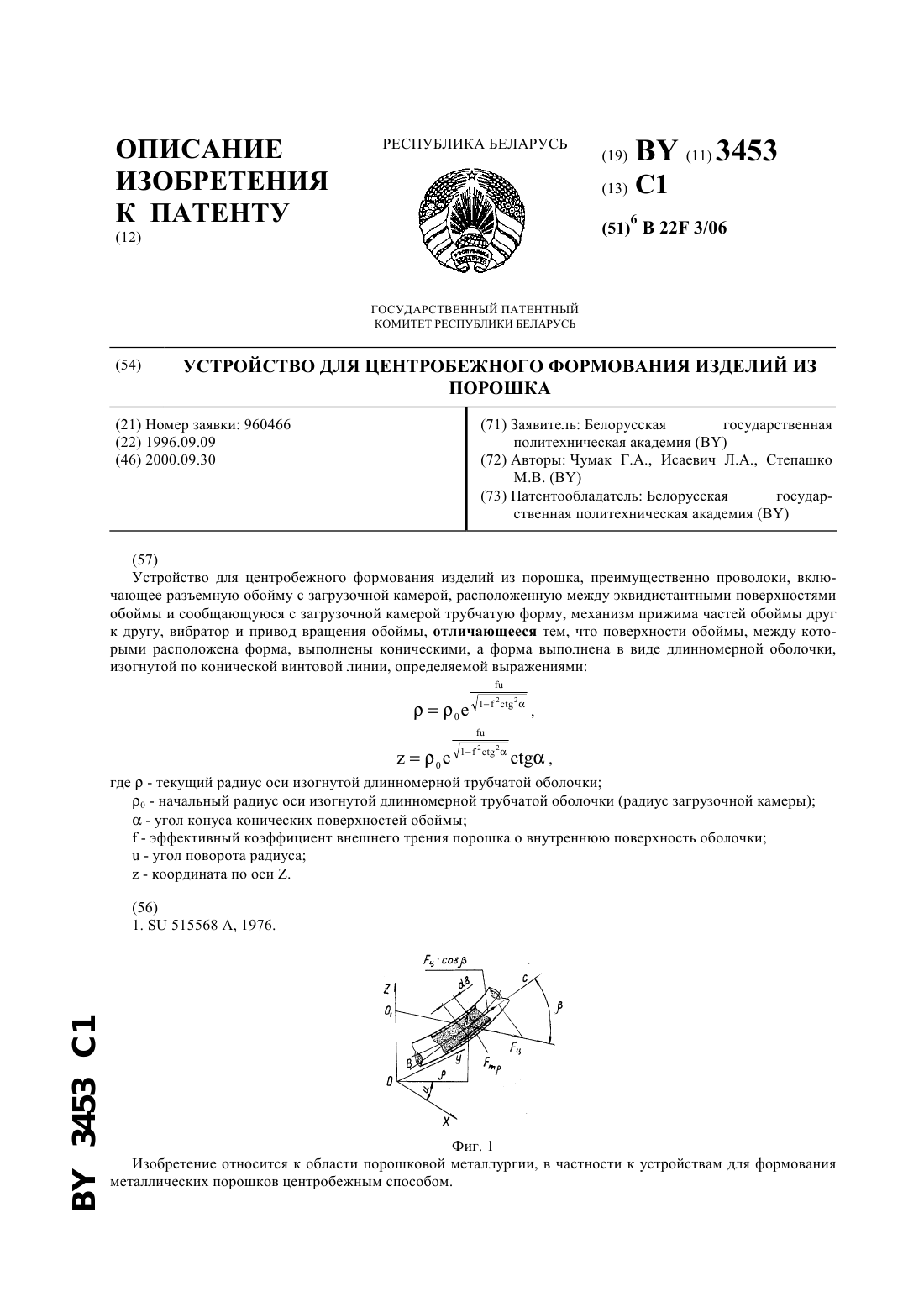
...в том числе, являются постоянными величинами, не зависящими от угла . Используя уравнения (3), (7) и (1), получим или в цилиндрической системе координат с учетом того, что 0 , получим. (18) Уравнения (17) и (18) позволяют определить профиль шаблона - коническую винтовую линию по заданному эффективному коэффициенту внешнего трения порошка по внутренней поверхности трубчатой оболочки. При расположении трубчатой оболочки по конической...
Способ прессования изделий из порошков
Номер патента: 3568
Опубликовано: 30.09.2000
Авторы: Ахтанин Олег Николаевич, Пятов Владислав Владимирович, Клименков Степан Степанович, Голубев Алексей Николаевич, Матвеев Константин Сергеевич
МПК: B22F 3/02
Метки: прессования, изделий, порошков, способ
Текст:
...состоянии утряски. Способ осуществляют следующим образом. Среду, передающую давление, засыпают в матрицу и уплотняют прессующим пуансоном при давлении 50 МПа. В качестве среды, передающей давление, используют пластифицированный легирующий порошок,при этом пластификатор, в качестве которого используют парафин, заполняет все межчастичное пространство. В уплотненной среде, передающей давление, формующим пуансоном выдавливают полость, форма...
Предыдущий патент: Фунгицидная композиция и способ борьбы с фитопатогенными грибками
Следующий патент: Двухкомпонентная фунгицидная композиция и способ борьбы и предотвращения поражения растений оомицетами
Случайный патент: Способ контроля технического состояния вентилятора