Способ получения композиционного керамического материала
Номер патента: 16498
Опубликовано: 30.10.2012
Авторы: Девойно Олег Георгиевич, Оковитый Вячеслав Александрович, Оковитый Василий Вячеславович, Пантелеенко Алексей Федорович, Пантелеенко Федор Иванович
Текст
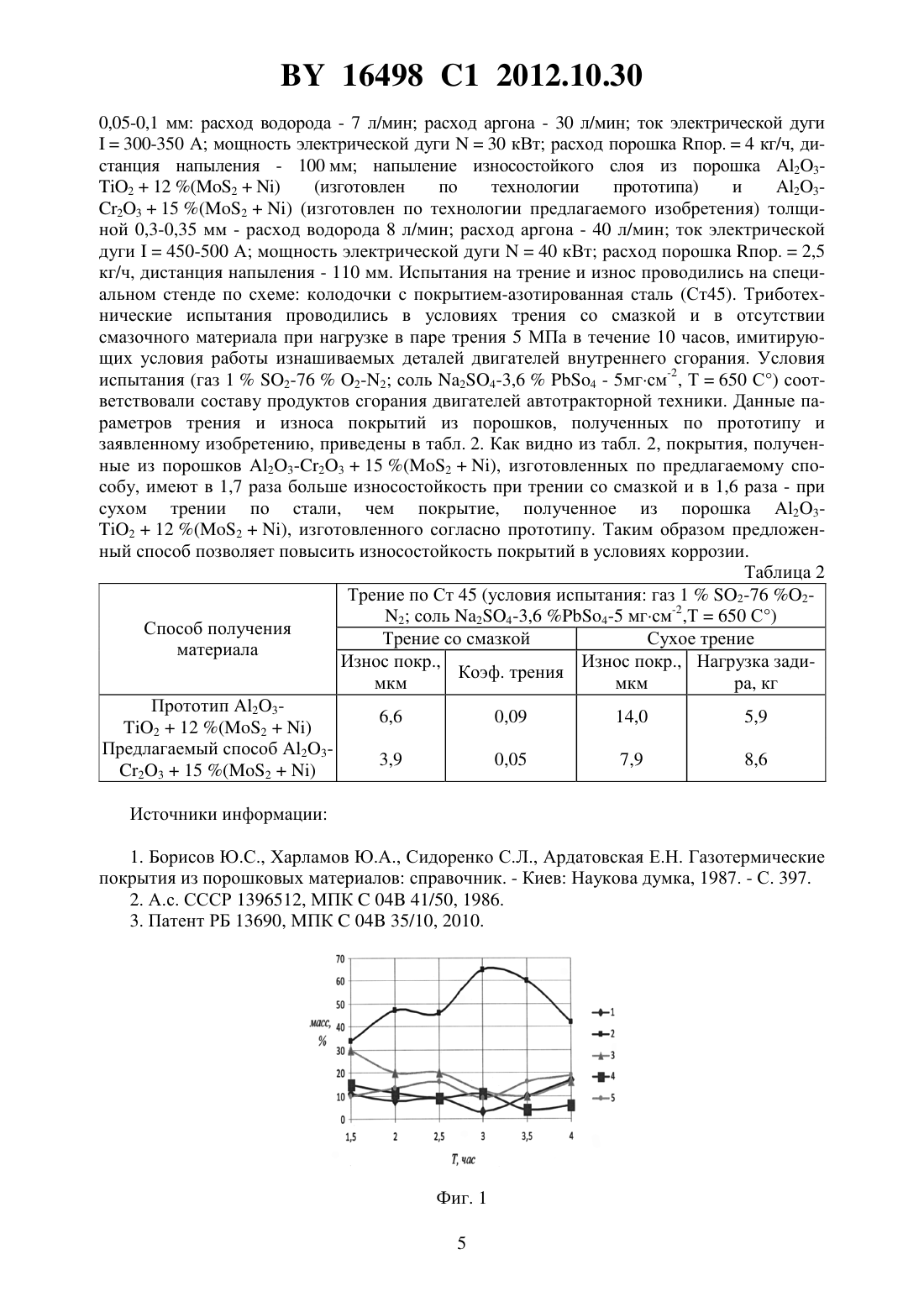
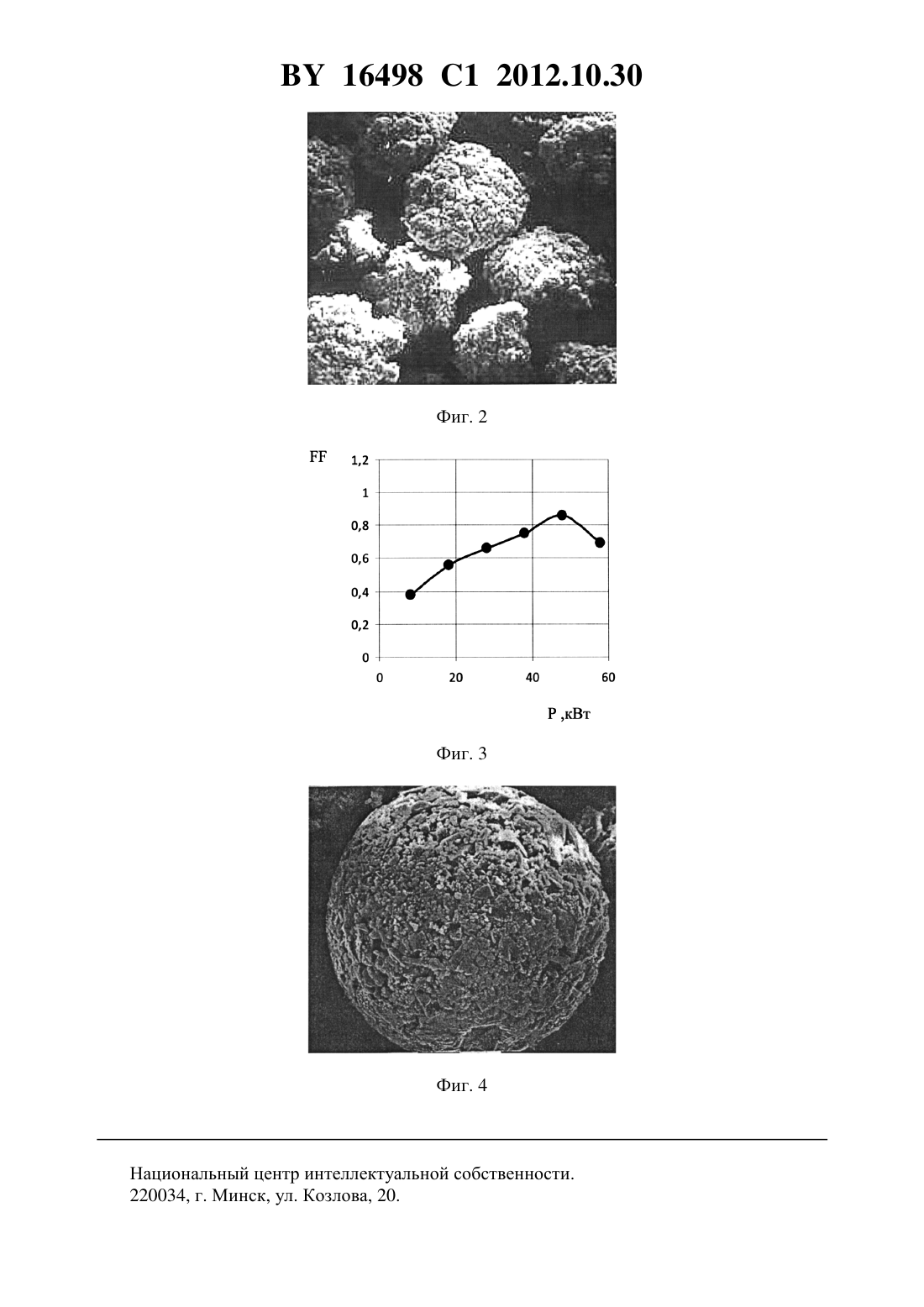
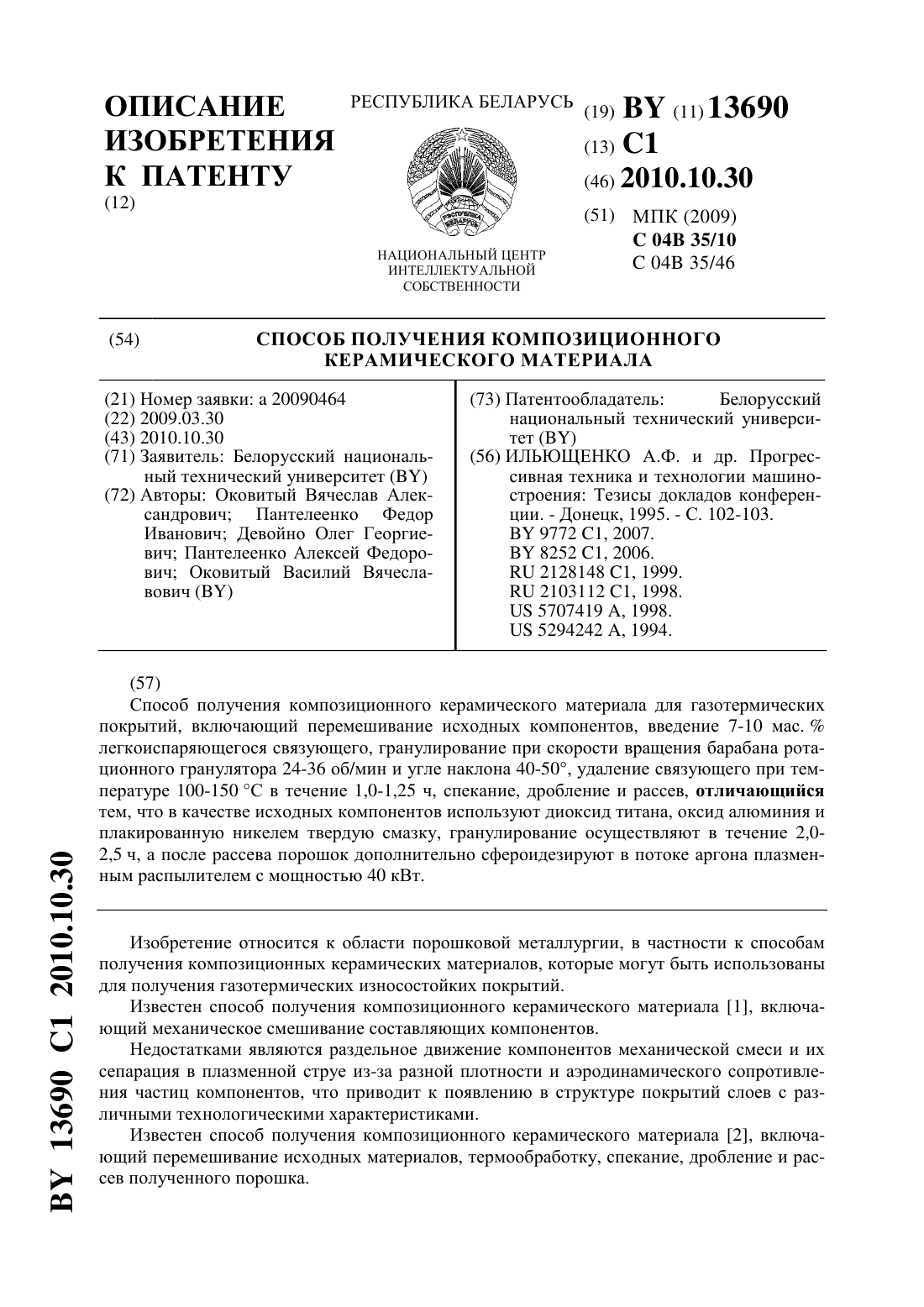
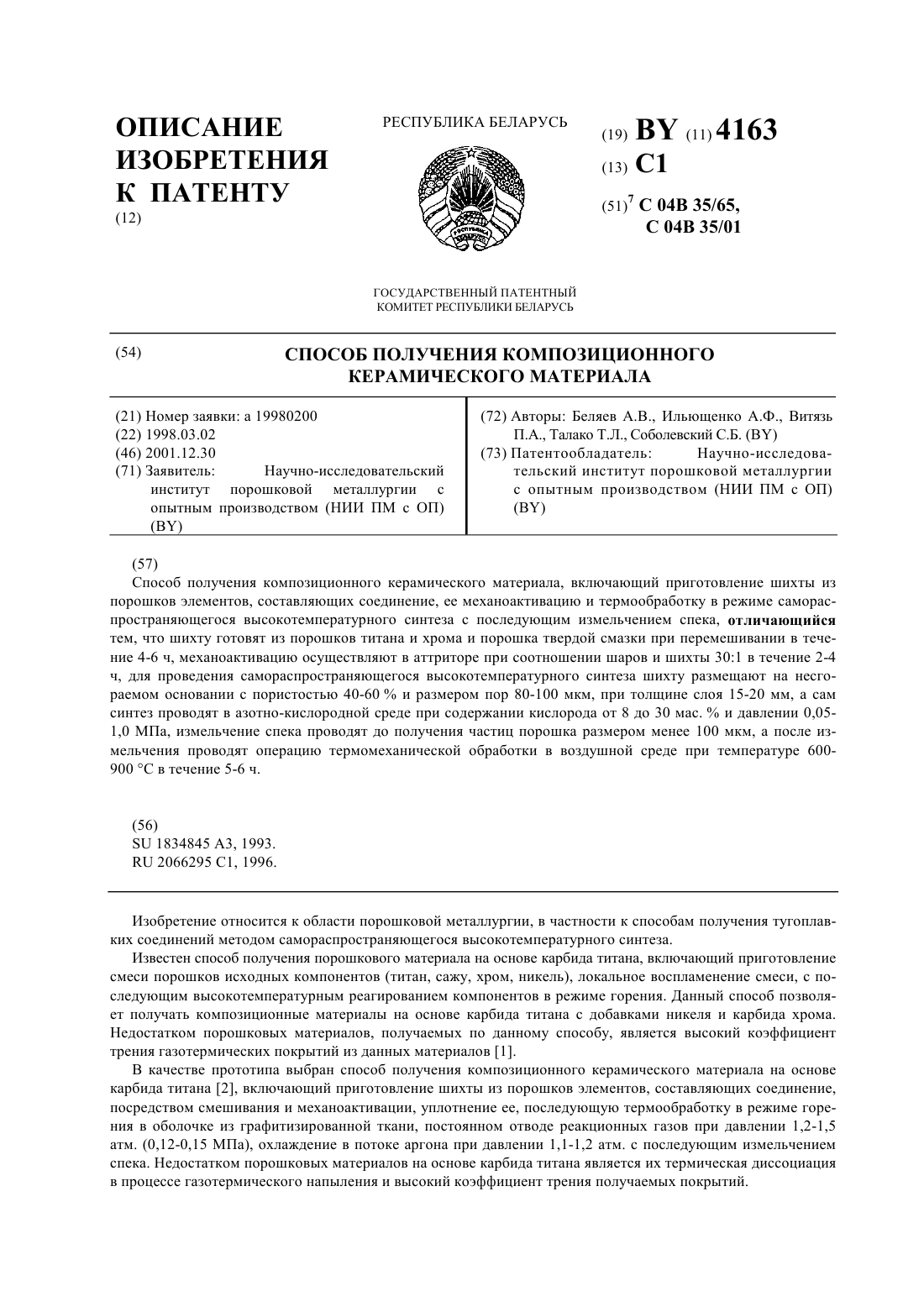
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(54) СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО КЕРАМИЧЕСКОГО(71) Заявитель Белорусский национальный технический университет(72) Авторы Оковитый Вячеслав Александрович Пантелеенко Федор Иванович Девойно Олег Георгиевич Пантелеенко Алексей Федорович Оковитый Василий Вячеславович(73) Патентообладатель Белорусский национальный технический университет(57) Способ получения композиционного керамического материала для газотермических покрытий, включающий перемешивание оксида алюминия, плакированной никелем твердой смазки и дополнительного оксида, введение 7-10 мас.легкоиспаряющегося связующего, гранулирование при скорости вращения барабана ротационного гранулятора 24-36 об/мин и угле наклона 40-50, удаление связующего при температуре 100-150 С в течение 1,0-1,25 ч, спекание, дробление, рассев и сфероидезацию в потоке аргона плазменным распылителем, отличающийся тем, что в качестве дополнительного оксида используют оксид хрома, гранулирование осуществляют в течение 3,0-3,5 ч, а мощность плазменного распылителя составляет 40 кВт. Изобретение относится к области порошковой металлургии, в частности к способам получения композиционных керамических материалов, которые могут быть использованы для получения газотермических износостойких покрытий. Известен способ получения композиционного керамического материала 1, включающий механическое смешивание составляющих компонентов оксид алюминия-оксид хрома. Недостатком данного способа является раздельное движением компонентов механической смеси и их сепарация в плазменной струе из-за разной плотности и аэродинамического сопротивления частиц компонентов, что приводит к появлению в структуре покрытий слоев с различными технологическими характеристиками. Известен способ получения композиционного керамического материала 2, включающий перемешивание исходных материалов, термообработку, спекание, дробление и рассев полученного порошка. Недостатком порошковых материалов, получаемых по данному способу, является их высокая гигроскопичность, сложная форма и рельеф, что приводит к образованию комков,16498 1 2012.10.30 снижает текучесть и тем самым ухудшает технологические характеристики порошковых материалов. В качестве прототипа выбран способ получения композиционного керамического материала для газотермических покрытий 3, включающий перемешивание исходных компонентов, введение 7-10 мас.легкоиспаряющегося связующего, гранулирование при скорости вращения барабана ротационного гранулятора 24-36 об/мин и угле наклона 40-50, удаление связующего при температуре 100-150 С в течение 1-1,25 ч, спекание,дробление, рассев, в котором в качестве исходных компонентов используют композицию диоксид титана-оксид алюминия-плакированная никелем твердая смазка, гранулирование осуществляют в течение 2-2,5 ч, а после рассева порошок дополнительно сфероидезируют в потоке аргона плазменным распылителем с мощностью 40 кВт. Недостатком покрытий, получаемых из диоксида титана-оксида алюминия, изготавливаемых по данному способу, является невысокая износостойкость в условиях коррозии. Техническая задача, которую решает предлагаемое изобретение, заключается в создании композиционного керамического материала на основе оксид алюминия-плакированная никелем твердая смазка-оксид хрома, обладающего хорошими технологическими характеристиками, устойчивого к поддержанию химического состава в процессе газотермического напыления и способного формировать плазменные покрытия с высокой износостойкостью в условиях коррозии. Поставленная техническая задача достигается тем, что способ получения композиционного керамического материала для газотермических покрытий, включающий перемешивание оксида алюминия, плакированной никелем твердой смазки и дополнительного оксида, введение 7-10 мас.легкоиспаряющегося связующего, гранулирование при скорости вращения барабана ротационного гранулятора 24-36 об/мин и угле наклона 40-50,удаление связующего при температуре 100-150 С в течение 1-1,25 ч, спекание, дробление, рассев и сфероидезацию в потоке аргона плазменным распылителем, в качестве дополнительного оксида используют оксид хрома, гранулирование осуществляют в течение 3-3,5 ч, а мощность плазменного распылителя составляет 50 кВт. Сущность изобретения заключается в следующем. Для повышения антифрикционных характеристик керамических износостойких плазменных покрытий в условиях коррозии необходимо введение в состав исходных порошков оксида хрома. Покрытия на основе оксид аллюминия-оксид хрома характеризуются повышенной пластичностью, коррозионной стойкостью и стойкостью по отношению к ударным нагрузкам, а также обладают меньшими значениями пористости, равномерностью структуры и изотропностью свойств по сравнению с композицией оксид аллюминия-оксида титана. Скорость нагрева частиц оксидных материалов в плазменной струе лимитируется их низкой теплопроводностью. Методы агломерирования и применяемые при этом связующие позволяют получать из мелкодисперсных компонентов шихты размером 1-3 мкм агломераты, характеризующиеся большими значениями пористости и удельной поверхности. Это приводит к интенсификации процессов теплообмена между струей и частицами, а также и к увеличению скорости частиц. Для изготовления агломерированных композиционных керамических порошков системы оксид алюминия-оксид хрома-плакированная никелем твердая смазка (графит,дисульфид молибдена, фтористый кальций) была разработана технология, включающая следующие стадии. На первой стадии проводится взвешивание (дозировка) компонентов шихты и связующего. На второй стадии изготавливается шихта и связующее вещество. Затем связующее вводится в шихту и осуществляется гранулирование шихты. После операции гранулирования проводится удаление легкоиспаряемого компонента связующего вещества и спекание - для повышения прочности агломератов. Спеченный материал поступает на размол с последующим просеиванием. Порошок размером 40-63 мкм представляет собой готовый продукт, остальной порошок поступает на повторную обработку. Эта фракция наиболее часто используется для напыления износостойких покрытий, узкий 2 16498 1 2012.10.30 фракционный состав позволяет легко транспортировать порошок в струе к подложке,кроме этого, фракция 40-63 мкм позволяет получать плотные и неокисленные покрытия. Полученные после агломерирования порошки характеризуются сложной геометрической формой и развитым поверхностным рельефом частиц. Размеры частиц при свободной насыпке и диспергировании ультразвуком соответственно находятся в пределах композиция 23-2315 (2) - 10-220 мкм, 0-63 мкм композиция 23-215 (2) - 10-280 мкм, 0-63 мкм композиция 23-215 (графит) - 10-250 мкм, 0-63 мкм. Заметное отличие размеров композиционных частиц при свободной насыпке и диспергировании ультразвуком свидетельствует о склонности порошков к образованию комков. Это связано с гигроскопичностью порошков, их сложной формой и рельефом. Склонность к образованию комков снижает текучесть порошковых материалов и их технологичность при газотермическом напылении покрытий. Поэтому для улучшения технологических параметров порошков была осуществлена их сфероидизация посредством введения частиц порошка в струю плазменного распылителя и распылением в среде аргона. На фиг. 1 приведено влияние времени процесса гранулирования на содержание различных фракций в продуктах обработки 1 - фракция 0-40 мкм 2 - фракция 40-63 мкм 3 фракция 63-80 мкм 4 - фракция 80-100 мкм 5 - фракция более 100 мкм. На фиг. 2 показана морфология частиц порошка 23-215 (2) после гранулирования (200). На фиг. 3 показана зависимость изменения форм-фактора агломератов от мощности плазмотрона. На фиг. 4 показана морфология частиц 23-215 (2) после сфероидизации (500). Пример. Получали порошки оксидной керамики с введением плакированной никелем твердой смазки следующих составов композиция 23-2315 (2) композиция 23-215 (2) композиция 23-2315 (графит). Смешивание мелкодисперсных компонентов шихты проводили в баночном смесителе модели 022. Затем навески шихты помещали в барабаны ротационного гранулятора марки 03-03-01. Вводили связующее и проводили операцию гранулирования. Гранулирование шихты проводили на оптимальных режимах работы ротационного гранулятора, обеспечивающих наибольший выход мелкодисперсных фракций- скорость вращения барабана - 36 об/мин- угол наклона барабана - 40. Для исследования влияния времени гранулирования на кинетику формирования агломератов через 1,5 2,0 2,5 3,0 3,5 4,0 часа после начала операции гранулирования отбирались пробы материала, которые после удаления связующего, спекания, дробления и рассева подвергались исследованиям. Режимы удаления связующего, спекания, дробления и рассева во всех опытах поддерживались постоянными. Установлено влияние времени процесса гранулирования на содержание различных фракций в порошке. Влияние времени процесса гранулирования на содержание различных фракций в порошке приведено на фиг. 1. Для напыления отбирали фракцию 40-63 мкм. Полученные результаты показывают, что наибольший выход фракции порошка размером 40-63 мкм достигается при времени гранулирования 3-3,5 часа. В табл. 1 приведены результаты измерения фракционного состава порошка 23-2315 (2) после гранулирования по технологии прототипа и предлагаемой технологии. Морфология частиц показана на фиг. 2. 3 16498 1 2012.10.30 Затем полученные конгломераты помещали в алундовые лодочки ПД-КВПТ, которые устанавливали в сушильном шкафу СНОЛ 3,5/300. Удаление легкоиспаряющегося компонента связующего проводили при температуре 150 С в течение 1,25 часа. Спекание материала проводили при температуре 1100 С в течение 4 часов в камерной печи СНОЛ 1,6.2,5.1/-И 2. Размол материала осуществляли на шаровой мельнице МБЛ-1 с использованием в качестве размольных тел стальных шаров диаметром 15 мм при скорости вращения барабана 40 об/мин и соотношении веса порошка и веса шаров 13. Операцию рассева проводили с использованием воздушного классификатора для выделения фракции от 40 до 63 мкм. После рассева порошок фракцией от 40 до 63 мкм вводили в струю плазменного распылителя (плазмотрон 4 фирмы Плазма-Техник, Швейцария) и производили их распыление в стальной цилиндр, длиной 1 м, заполненный аргоном. Мощность плазменной струи изменяли от 10 до 60 кВт (фиг. 3). Степень сфероидизации определяли по форм-фактору частиц (степень несферичности, значение 1 - соответствует сфере) методом оптической металлографии. Максимальная степень сфероидизации соответствует мощности плазменной струи 50 кВт (фиг. 3). Таблица 1 Процентное соотношение фракционного состава порошка Способ гранулирования по 23-2315 (2)после гранулирования, мкм рошка 0-40 40-63 63-80 80-100 более 100 Прототип гранулирование при скорости вращения барабана ротационного грану 8 48 20 10 14 лятора 24-36 об/мин и угле наклона 40-50 в течение 2-2,5 ч Заявка гранулирование при скорости вращения барабана ротационного гранулятора 24-36 об/мин и угле наклона 40-50 в течение 3-3,5 ч Максимальная степень сфероидизации (форм-фактор -0,9) частиц получается при мощности плазменной струи 50 кВт. При мощности плазменной струи менее 50 кВт частицы имеют форм-фактор 0,4-0,8. При повышении мощности плазменной струи свыше 50 кВт значения форм-фактора частиц уменьшаются. На фиг. 4 показана морфология частиц 23-2315 (2) после сфероидизации. Анализ размеров частиц, формы и рельефа поверхности композиционных порошков осуществляли с применением сканирующей электронной микроскопии (СЭМ). Препарирование порошков для исследований в СЭМ проводилось двумя способами свободной насыпкой на предметное стекло и диспергированием в ультразвуке с последующим нанесением порошка на предметное стекло. Изучение структуры частиц композиционных порошков осуществляли путем металлофизического анализа шлифов, их поперечного сечения. Для этого использовали микроскопы(Япония) и -3 (Австрия). Строение разработанных порошков создает предпосылки получения из них износостойких покрытий, которые эффективны при изнашивании в в условиях коррозии. Для процесса напыления покрытия используется следующее оборудование установка плазменного напыления фирмы Плазма-Техник(Швейцария), укомплектованная плазмотроном 4 порошковый питатель -10 установка дробеструйной обработки. Нанесение покрытия производили на следующих режимах работы оборудования напыление подслоя покрытия (порошок ПН 85 Ю 15) толщиной 4 16498 1 2012.10.30 0,05-0,1 мм расход водорода - 7 л/мин расход аргона - 30 л/мин ток электрической дуги 300-350 А мощность электрической дуги 30 кВт расход порошка п.4 кг/ч, дистанция напыления - 100 мм напыление износостойкого слоя из порошка 23212 (2)(изготовлен по технологии прототипа) и 232315 (2) (изготовлен по технологии предлагаемого изобретения) толщиной 0,3-0,35 мм - расход водорода 8 л/мин расход аргона - 40 л/мин ток электрической дуги 450-500 А мощность электрической дуги 40 кВт расход порошка п.2,5 кг/ч, дистанция напыления - 110 мм. Испытания на трение и износ проводились на специальном стенде по схеме колодочки с покрытием-азотированная сталь (Ст 45). Триботехнические испытания проводились в условиях трения со смазкой и в отсутствии смазочного материала при нагрузке в паре трения 5 МПа в течение 10 часов, имитирующих условия работы изнашиваемых деталей двигателей внутреннего сгорания. Условия испытания (газ 12-762-2 соль 24-3,64 - 5 мгсм-2, Т 650 С) соответствовали составу продуктов сгорания двигателей автотракторной техники. Данные параметров трения и износа покрытий из порошков, полученных по прототипу и заявленному изобретению, приведены в табл. 2. Как видно из табл. 2, покрытия, полученные из порошков 23-2315 (2), изготовленных по предлагаемому способу, имеют в 1,7 раза больше износостойкость при трении со смазкой и в 1,6 раза - при сухом трении по стали, чем покрытие, полученное из порошка 23212 (2), изготовленного согласно прототипу. Таким образом предложенный способ позволяет повысить износостойкость покрытий в условиях коррозии. Таблица 2 Трение по Ст 45 (условия испытания газ 12-76 22 соль 24-3,6 4-5 мгсм-2,Т 650 С) Способ получения Трение со смазкой Сухое трение материала Износ покр.,Износ покр., Нагрузка задиКоэф. трения мкм мкм ра, кг Прототип 236,6 0,09 14,0 5,9 212 (2) Предлагаемый способ 233,9 0,05 7,9 8,6 2315 (2) Источники информации 1. Борисов Ю.С., Харламов Ю.А., Сидоренко С.Л., Ардатовская Е.Н. Газотермические покрытия из порошковых материалов справочник. - Киев Наукова думка, 1987. - С. 397. 2. А.с. СССР 1396512, МПК 04 41/50, 1986. 3. Патент РБ 13690, МПК 04 35/10, 2010. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: C04B 35/626, C04B 35/10
Метки: композиционного, получения, керамического, способ, материала
Код ссылки
<a href="https://by.patents.su/6-16498-sposob-polucheniya-kompozicionnogo-keramicheskogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Способ получения композиционного керамического материала</a>
Способ получения композиционного керамического материала
Номер патента: 13690
Опубликовано: 30.10.2010
Авторы: Оковитый Василий Вячеславович, Пантелеенко Алексей Федорович, Девойно Олег Георгиевич, Пантелеенко Федор Иванович, Оковитый Вячеслав Александрович
МПК: C04B 35/46, C04B 35/10
Метки: способ, керамического, получения, композиционного, материала
Текст:
...осуществляется гранулирование шихты. После операции гранулирования проводятся удаление легкоиспаряемого компонента связующего вещества и спекание для повышения прочности агломератов. Спеченный материал поступает на размол с последующим просеиванием. Порошок размером 40-63 мкм представляет собой готовый продукт, остальной порошок поступает на повторную обработку. Эта фракция наиболее часто используется для напыления износостойких покрытий 4,...
Способ получения композиционного керамического материала
Номер патента: 4163
Опубликовано: 30.12.2001
Авторы: Ильющенко Александр Федорович, Беляев Андрей Васильевич, Талако Татьяна Леонидовна, Витязь Петр Александрович, Соболевский Сергей Борисович
МПК: C04B 35/65, C04B 35/01
Метки: получения, керамического, материала, способ, композиционного
Текст:
...4 ч. Смешивание порошков титана, хрома, твердой смазки в течение 4 ч, механоактивация в аттриторе,при соотношении шаров и шихты 301 в течение 2 ч, размещение шихты на пористом несгораемом основании с пористостью 40 и размером пор 80 мкм, при толщине слоя 15 мм, содержание кислорода - 8 мас. , давление - 0,05 МПа, измельчение спека до частиц порошка размером меньше 100 мкм, термохимическая обработка в воздушной среде при температуре 600...
Способ получения композиционного керамического материала
Номер патента: 15565
Опубликовано: 28.02.2012
Авторы: Девойно Олег Георгиевич, Оковитый Вячеслав Александрович, Пантелеенко Алексей Федорович, Оковитый Василий Вячеславович
МПК: C04B 35/46, B22F 3/23, C04B 35/10...
Метки: материала, керамического, способ, композиционного, получения
Текст:
...среды при содержании кислорода от 10 до 25 мас.необходимо для проведения реакции окисления порошка титана. При содержании кислорода менее 10 мас.и давлении менее 0,1 МПа не происходит полное окисление порошка и достаточное проникновение газа-реагента в слой шихты. При содержании кислорода более 25 мас.и давлении более 0,9 МПа температура горения поднимается настолько, что происходит плавление частиц с образованием барьерного слоя,...
Способ получения керамического композиционного материала сегнетоэлектрик-феррит
Номер патента: 10176
Опубликовано: 30.12.2007
Авторы: Олехнович Николай Михайлович, Мороз Иван Иванович, Пушкарев Анатолий Васильевич, Радюш Юрий Владимирович
МПК: C04B 35/26, C04B 35/645
Метки: получения, материала, сегнетоэлектрик-феррит, способ, керамического, композиционного
Текст:
...исходной смеси порошков, и не содержит дополнительных фаз. Керамический композиционный материал сегнетоэлектрик-феррит, получаемый по заявляемому способу, проявляет соответствующие диэлектрические и магнитные свойства. Заявляемое техническое решение иллюстрируется на примере получения следующих керамических композиционных материалов титанат бария-магний-никель-цинковый феррит (3-0,270,310,4224), магний ниобат-цирконат...
Способ получения композиционного керамического материала для нанесения износостойких покрытий
Номер патента: 12435
Опубликовано: 30.10.2009
Авторы: Шевцов Александр Иванович, Ильющенко Александр Федорович, Оковитый Вячеслав Александрович, Соболевский Сергей Борисович
МПК: B22F 3/00, C04B 35/56
Метки: керамического, способ, износостойких, композиционного, нанесения, покрытий, получения, материала
Текст:
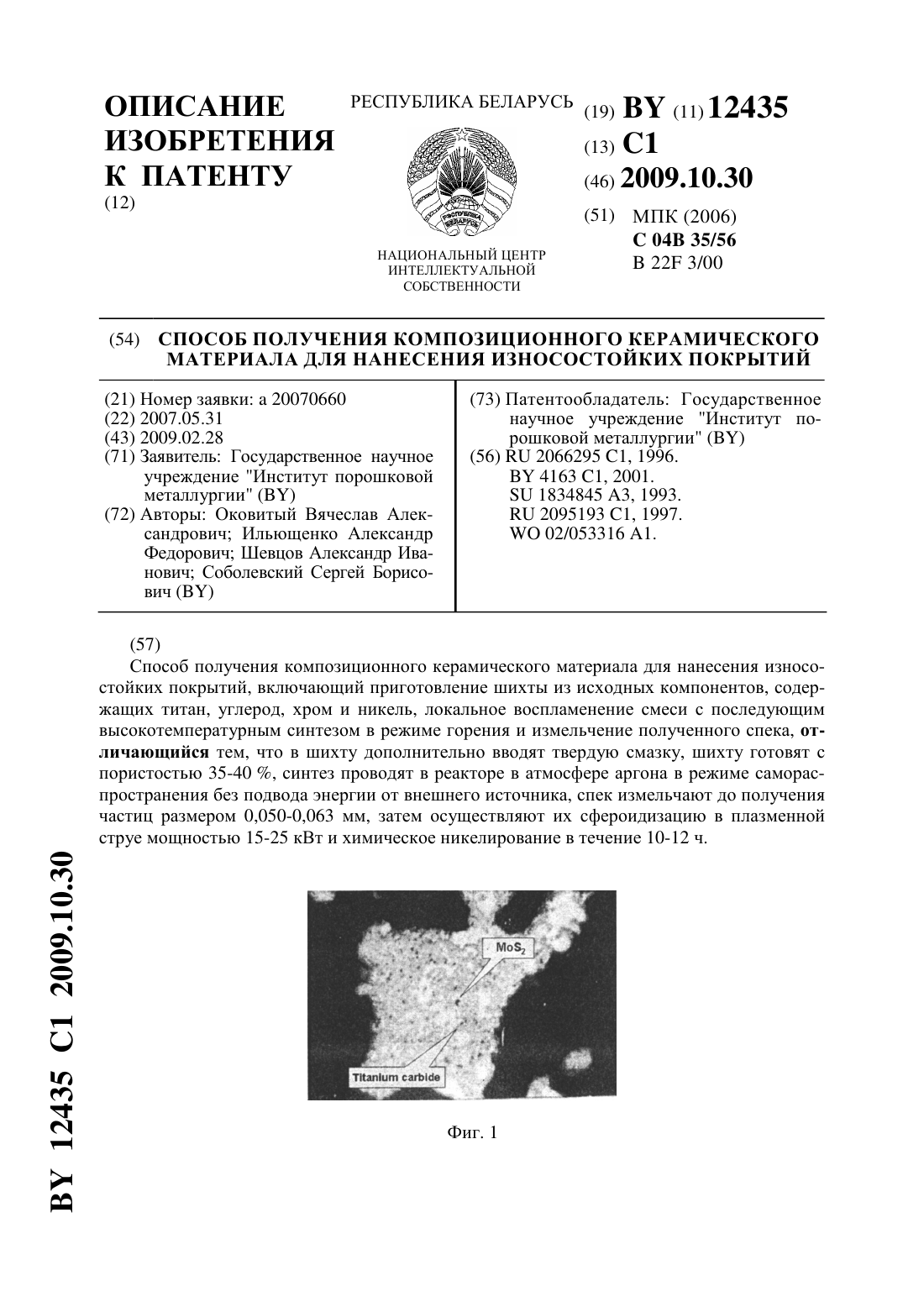
...трения и износа покрытий из порошков, полученных по прототипу и заявленному изобретению, приведены в табл. 3. Результаты металлографического анализа также учитывали при изучении размеров и формы частиц. Исследования дополнены результатами изучения рентгенограмм порошков 12435 1 2009.10.30 На фиг. 1 приведена микроструктура композиционных порошков, полученных методом СВС- 802012,5255 б - 802012,5255,в - 301070. На фиг. 2 приведена...
Предыдущий патент: Способ определения начальной магнитной проницаемости материала стального изделия
Следующий патент: Способ получения экстракта лекарственных трав
Случайный патент: Гидравлический амортизатор