Способ магнитного контроля толщины поверхностно-упрочненного слоя ферромагнитного изделия
Текст
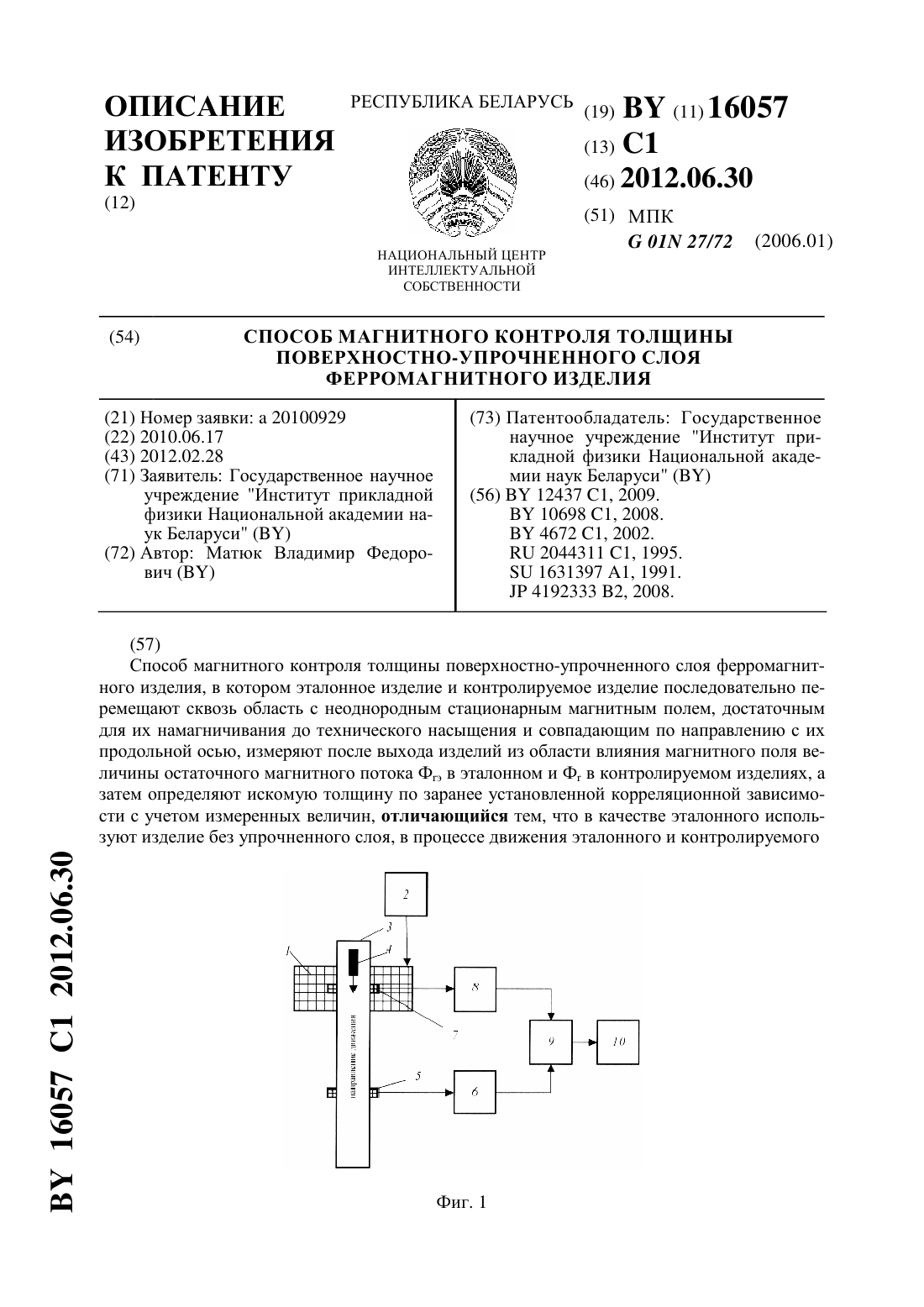
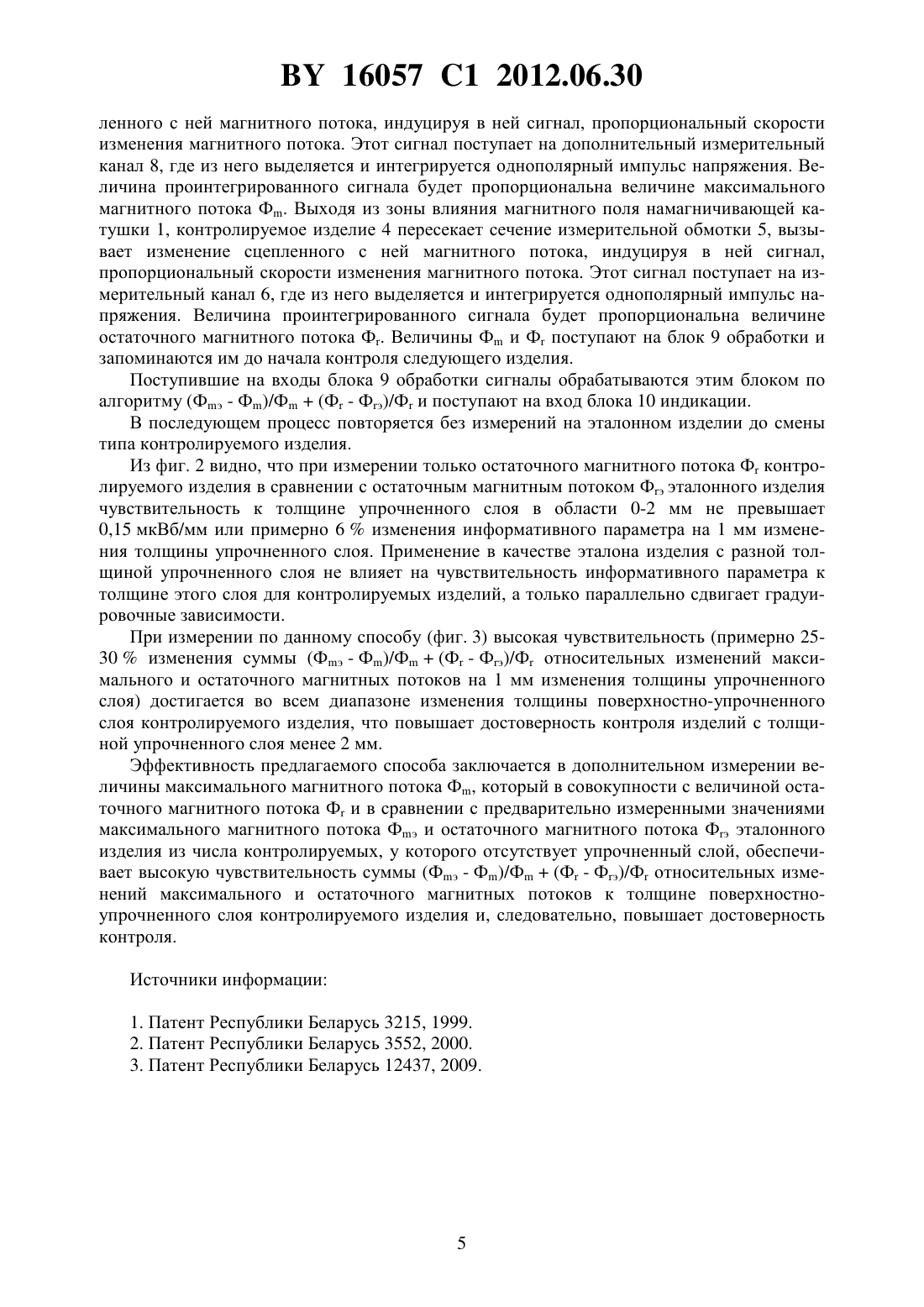
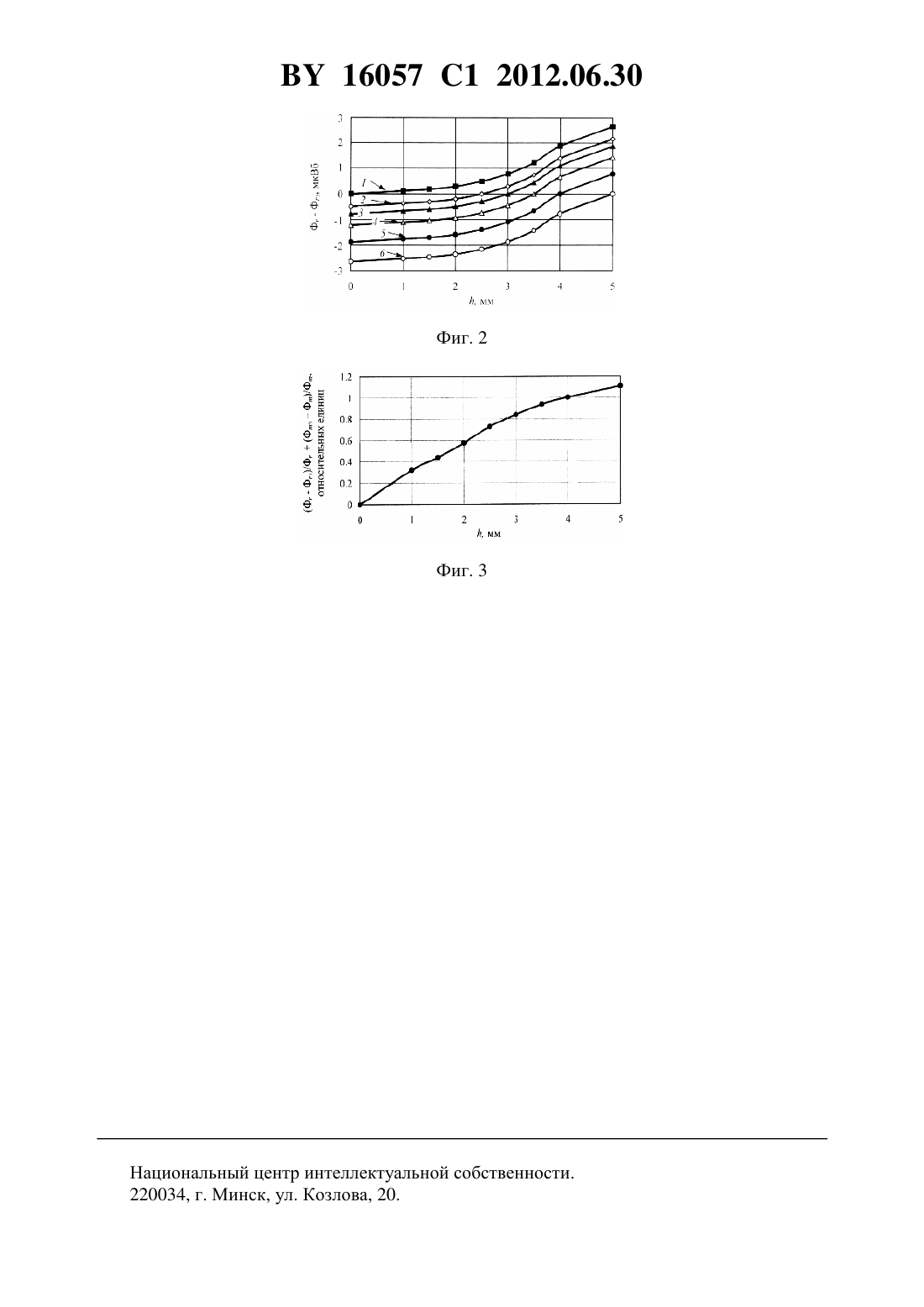
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ МАГНИТНОГО КОНТРОЛЯ ТОЛЩИНЫ ПОВЕРХНОСТНО-УПРОЧНЕННОГО СЛОЯ ФЕРРОМАГНИТНОГО ИЗДЕЛИЯ(71) Заявитель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(72) Автор Матюк Владимир Федорович(73) Патентообладатель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(57) Способ магнитного контроля толщины поверхностно-упрочненного слоя ферромагнитного изделия, в котором эталонное изделие и контролируемое изделие последовательно перемещают сквозь область с неоднородным стационарным магнитным полем, достаточным для их намагничивания до технического насыщения и совпадающим по направлению с их продольной осью, измеряют после выхода изделий из области влияния магнитного поля величины остаточного магнитного потока Фэ в эталонном и Ф в контролируемом изделиях, а затем определяют искомую толщину по заранее установленной корреляционной зависимости с учетом измеренных величин, отличающийся тем, что в качестве эталонного используют изделие без упрочненного слоя, в процессе движения эталонного и контролируемого 16057 1 2012.06.30 изделий сквозь область с неоднородным стационарным магнитным полем измеряют величины максимального магнитного потока Фэ в эталонном и Ф в контролируемом изделии, а в качестве указанной корреляционной зависимости используют зависимость,связывающую искомую толщину с вычисленной суммой (Ф эФ) / Ф(ФФ э ) / Фотносительных изменений максимального и остаточного магнитных потоков. Изобретение относится к области исследований физических свойств материалов и сплавов с использованием электрических и магнитных измерений и может быть использовано для неразрушающего контроля толщины упрочненного слоя ферромагнитного изделия на машиностроительных предприятиях, осуществляющих поверхностное упрочнение изделий из ферромагнитных материалов. Известен способ контроля толщины поверхностно-упрочненных слоев ферромагнитных изделий 1, при котором контролируемое изделие перемагничивают изменяющимся магнитным полем, измеряют величины намагниченностей на восходящем и нисходящем участках петли гистерезиса при заданном магнитном поле, определяют из разность, среднее значение и по отношению разности к среднему значению судят о толщине поверхностно-упрочненного слоя. Недостатком данного способа является невысокая достоверность контроля толщины поверхностно-упрочненного слоя ферромагнитного изделия, движущегося в технологическом потоке, связанная с сильным влиянием нестабильности положения контролируемого изделия в измерительной катушке преобразователя на погрешность определения моментов времени достижения перемагничивающим полем заданного значения на восходящей и нисходящей ветвях петли магнитного гистерезиса и на точность определения отношения разности двух близких по величине значений намагниченности на восходящем и нисходящем участках этой петли к их среднему значению. Известен также способ контроля толщины поверхностно-упрочненных слоев ферромагнитных изделий 2, состоящий в перемагничивании контролируемого изделия изменяющимся магнитным полем, измерении величин намагниченностей на восходящем и нисходящем участках петли гистерезиса при заданном магнитном поле, определении их разности и среднего значения, измерении коэрцитивной силы контролируемого изделия и определении толщины поверхностно-упрочненного слоя по произведению коэрцитивной силы на отношение разностей намагниченностей на восходящем и нисходящем участках петли гистерезиса к их среднему значению. Недостатком данного способа является невысокая достоверность контроля толщины поверхностно-упрочненного слоя ферромагнитного изделия, движущегося в технологическом потоке, связанная с сильным влиянием нестабильности положения контролируемого изделия в измерительной катушке преобразователя на погрешность определения моментов времени достижения перемагничивающим полем заданного значения на восходящей и нисходящей ветвях петли магнитного гистерезиса, момента равенства нулю намагниченности в изделии при измерении коэрцитивной силы и на точность определения отношения разности двух близких по величине значений намагниченности на восходящем и нисходящем участках этой петли к их среднему значению. Наиболее близким по технической сущности к настоящему изобретению является способ магнитного контроля толщины поверхностно-упрочненного слоя протяженного ферромагнитного изделия 3, в котором контролируемое изделие и эталонное изделие с заданной толщиной поверхностно-упрочненного слоя последовательно перемещают сквозь область с неоднородным стационарным магнитным полем, достаточным для их намагничивания до технического насыщения и совпадающим по направлению с их продольной осью, извлекают изделия из области действия магнитного поля и поочередно помещают их в измеритель 2 16057 1 2012.06.30 ную обмотку с последующим удалением из нее, интегрируют два однополярных импульса электродвижущей силы (ЭДС) измерительной обмотки, соответствующие времени удаления из нее контролируемого и эталонного изделия, и определяют искомую толщину на основании заранее определенной корреляционной зависимости, связывающей ее с разностью результатов интегрирования для эталонного и контролируемого изделий. Недостатком данного способа является невысокая достоверность контроля ферромагнитных изделий с толщиной поверхностно-упрочненного слоя менее 2 мм, связанная с низкой чувствительностью остаточного магнитного потока к изменению толщины этого слоя в области малых ее значений. Технической задачей настоящего изобретения является повышение достоверности контроля ферромагнитных изделий с малой толщиной поверхностно-упрочненного слоя. Сущность изобретения заключается в том, что эталонное изделие без упрочненного слоя из числа контролируемых и контролируемое изделие последовательно перемещают сквозь область с неоднородным стационарным магнитным полем, достаточным для их намагничивания до технического насыщения и совпадающим по направлению с их продольной осью, в процессе движения эталонного и контролируемого изделий сквозь область с неоднородным стационарным магнитным полем измеряют величины максимального магнитного потока Фэ в эталонном и Ф в контролируемом изделиях, измеряют после выхода изделий из области влияния магнитного поля величины остаточного магнитного потока Фэ в эталонном и Ф в контролируемом изделиях, а затем определяют искомую толщину по заранее установленной корреляционной зависимости с учетом измеренных величин, причем в качестве указанной корреляционной зависимости используют зависимость, связывающую искомую толщину с вычисленной суммой (Фэ - Ф)/Ф(Ф - Фэ)/Ф относительных изменений максимального и остаточного магнитных потоков. В отличие от прототипа по данному способу в качестве эталонного используют изделие без упрочненного слоя, дополнительно измеряют в процессе движения изделия сквозь область с неоднородным стационарным магнитным полем величину максимального магнитного потока Фэ в эталонном и Ф в контролируемом изделиях, вычисляют сумму(Фэ - Ф)/Ф(Ф - Фэ)/Ф относительных изменений максимального и остаточного магнитных потоков, а искомую толщину поверхностно-упрочненного слоя определяют по заранее установленной корреляционной зависимости между ней и суммой относительных изменений максимального и остаточного магнитных потоков. Это позволяет повысить достоверность контроля ферромагнитных изделий с толщиной поверхностно-упрочненного слоя менее 2 мм за счет дополнительного измерения величины максимального магнитного потока Ф, который в совокупности с величиной остаточного магнитного потока Ф и в сравнении с предварительно измеренными значениями максимального магнитного потока Фэ и остаточного магнитного потока Фэ эталонного изделия из числа контролируемых, у которого отсутствует упрочненный слой,обеспечивает высокую чувствительность суммы (Фэ - Ф)/Ф(Ф - Фэ)/Ф относительных изменений максимального и остаточного магнитных потоков к толщине поверхностно-упрочненного слоя контролируемого изделия в широком диапазоне его изменения. На фиг. 1 представлена одна из возможных структурных схем устройства для реализации способа по заявке. На фиг. 2 представлены зависимости информативного параметра по прототипу (разницы остаточного магнитного потока контролируемого - Ф и эталонного - Фэ изделий) от толщиныповерхностно-упрочненного слоя стержня диаметром 10 мм из стали 45 при разной толщине поверхностно-упрочненного слоя эталонного изделия э (1 - э 0 мм,Фэ 0,25 мкВб 2 - э 2,5 мм, Фэ 0,74 мкВб 3 - э 3 мм, Фэ 1,03 мкВб 4 - э 3,5 мм, Фэ 1,47 мкВб 5 - э 4 мм, Фэ 2,12 мкВб 6 - э 5 мм, Фэ 2,89 мкВб. 16057 1 2012.06.30 На фиг. 3 представлены зависимости суммы (Фэ - Ф)/Ф(Ф - Фэ)/Ф относительных изменений максимального и остаточного магнитных потоков от толщиныповерхностно-упрочненного слоя стержня диаметром 10 мм из стали 45. Способ осуществляют следующим образом. Эталонное изделие из числа контролируемых без упрочненного слоя перемещают сквозь область с неоднородным стационарным магнитным полем, достаточным для его намагничивания до технического насыщения и совпадающим по направлению с его продольной осью. В процессе движения эталонного изделия сквозь эту область измеряют величину максимального магнитного потока Фэ, а после выхода из области влияния магнитного поля- величину остаточного магнитного потока Фэ и запоминают измеренные величины до смены типа контролируемого изделия. После этого перемещают контролируемое изделие сквозь область с неоднородным стационарным магнитным полем, достаточным для его намагничивания до технического насыщения и совпадающим по направлению с его продольной осью, измеряют в процессе движения изделия сквозь эту область величину максимального магнитного потока Ф, а после выхода из области влияния магнитного поля- величину остаточного магнитного потока Ф, вычисляют сумму (Фэ - Ф)/Ф(Ф Фэ)/Ф относительных изменений максимального и остаточного магнитных потоков, а искомую толщину поверхностно-упрочненного слоя определяют по заранее установленной корреляционной зависимости между ней и суммой относительных изменений максимального и остаточного магнитных потоков. Способ может быть реализован, например, с помощью устройства, показанного на фиг. 1. Устройство содержит намагничивающую катушку 1, подсоединенную к источнику 2 постоянного тока и соосную с направляющей 3, через которую пропускается контролируемое (или эталонное) изделие 4, последовательно соединенные измерительную обмотку 5, расположенную соосно с направляющей 3 вне зоны влияния намагничивающей катушки 1, и измерительный канал 6, последовательно соединенные дополнительную измерительную обмотку 7, расположенную в центральном сечении намагничивающей катушки 1,и дополнительный измерительный канал 8, блок 9 обработки, входы которого соединены с выходами измерительных каналов 6 и 8, а выход - со входом блока 10 индикации. Способ реализуется следующим образом. Постоянный ток источника 2 постоянного тока, проходя через намагничивающую катушку 1, создает внутри нее постоянное магнитное поле. Эталонное изделие 4 в процессе движения по направляющей 3 сквозь намагничивающую катушку 1 намагничивается этим полем до состояния технического насыщения. В процессе движения сквозь область с намагничивающим полем эталонное изделие пересекает сечение дополнительной измерительной обмотки 7, вызывая изменение во времени сцепленного с ней магнитного потока, индуцируя в ней сигнал, пропорциональный скорости изменения магнитного потока. Этот сигнал поступает на дополнительный измерительный канал 8, где из него выделяется и интегрируется однополярный импульс напряжения. Величина проинтегрированного сигнала будет пропорциональна величине максимального магнитного потока Фэ. Выходя из зоны влияния магнитного поля намагничивающей катушки 1, эталонное изделие 4 пересекает сечение измерительной обмотки 5, вызывает изменение сцепленного с ней магнитного потока, индуцируя в ней сигнал, пропорциональный скорости изменения магнитного потока. Этот сигнал поступает на измерительный канал 6, где из него выделяется и интегрируется однополярный импульс напряжения. Величина проинтегрированного сигнала будет пропорциональна величине остаточного магнитного потока Фэ. Величины Фэ и Фэ поступают на блок 9 обработки и запоминаются им до смены типа контролируемого изделия. Затем сквозь направляющую 3 пропускается контролируемое изделие 4. В процессе движения сквозь область с намагничивающим полем контролируемое изделие пересекает сечение дополнительной измерительной обмотки 7, вызывая изменение во времени сцеп 4 16057 1 2012.06.30 ленного с ней магнитного потока, индуцируя в ней сигнал, пропорциональный скорости изменения магнитного потока. Этот сигнал поступает на дополнительный измерительный канал 8, где из него выделяется и интегрируется однополярный импульс напряжения. Величина проинтегрированного сигнала будет пропорциональна величине максимального магнитного потока Ф. Выходя из зоны влияния магнитного поля намагничивающей катушки 1, контролируемое изделие 4 пересекает сечение измерительной обмотки 5, вызывает изменение сцепленного с ней магнитного потока, индуцируя в ней сигнал,пропорциональный скорости изменения магнитного потока. Этот сигнал поступает на измерительный канал 6, где из него выделяется и интегрируется однополярный импульс напряжения. Величина проинтегрированного сигнала будет пропорциональна величине остаточного магнитного потока Ф. Величины Ф и Ф поступают на блок 9 обработки и запоминаются им до начала контроля следующего изделия. Поступившие на входы блока 9 обработки сигналы обрабатываются этим блоком по алгоритму (Фэ - Ф)/Ф(Ф - Фэ)/Ф и поступают на вход блока 10 индикации. В последующем процесс повторяется без измерений на эталонном изделии до смены типа контролируемого изделия. Из фиг. 2 видно, что при измерении только остаточного магнитного потока Ф контролируемого изделия в сравнении с остаточным магнитным потоком Фэ эталонного изделия чувствительность к толщине упрочненного слоя в области 0-2 мм не превышает 0,15 мкВб/мм или примерно 6 изменения информативного параметра на 1 мм изменения толщины упрочненного слоя. Применение в качестве эталона изделия с разной толщиной упрочненного слоя не влияет на чувствительность информативного параметра к толщине этого слоя для контролируемых изделий, а только параллельно сдвигает градуировочные зависимости. При измерении по данному способу (фиг. 3) высокая чувствительность (примерно 2530 изменения суммы (Фэ - Ф)/Ф(Ф - Фэ)/Ф относительных изменений максимального и остаточного магнитных потоков на 1 мм изменения толщины упрочненного слоя) достигается во всем диапазоне изменения толщины поверхностно-упрочненного слоя контролируемого изделия, что повышает достоверность контроля изделий с толщиной упрочненного слоя менее 2 мм. Эффективность предлагаемого способа заключается в дополнительном измерении величины максимального магнитного потока Ф, который в совокупности с величиной остаточного магнитного потока Ф и в сравнении с предварительно измеренными значениями максимального магнитного потока Фэ и остаточного магнитного потока Фэ эталонного изделия из числа контролируемых, у которого отсутствует упрочненный слой, обеспечивает высокую чувствительность суммы (Фэ - Ф)/Ф(Ф - Фэ)/Ф относительных изменений максимального и остаточного магнитных потоков к толщине поверхностноупрочненного слоя контролируемого изделия и, следовательно, повышает достоверность контроля. Источники информации 1. Патент Республики Беларусь 3215, 1999. 2. Патент Республики Беларусь 3552, 2000. 3. Патент Республики Беларусь 12437, 2009. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: G01N 27/72
Метки: изделия, толщины, контроля, способ, ферромагнитного, магнитного, поверхностно-упрочненного, слоя
Код ссылки
<a href="https://by.patents.su/6-16057-sposob-magnitnogo-kontrolya-tolshhiny-poverhnostno-uprochnennogo-sloya-ferromagnitnogo-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Способ магнитного контроля толщины поверхностно-упрочненного слоя ферромагнитного изделия</a>
Способ магнитного контроля толщины поверхностно-упрочненного слоя протяженного ферромагнитного изделия
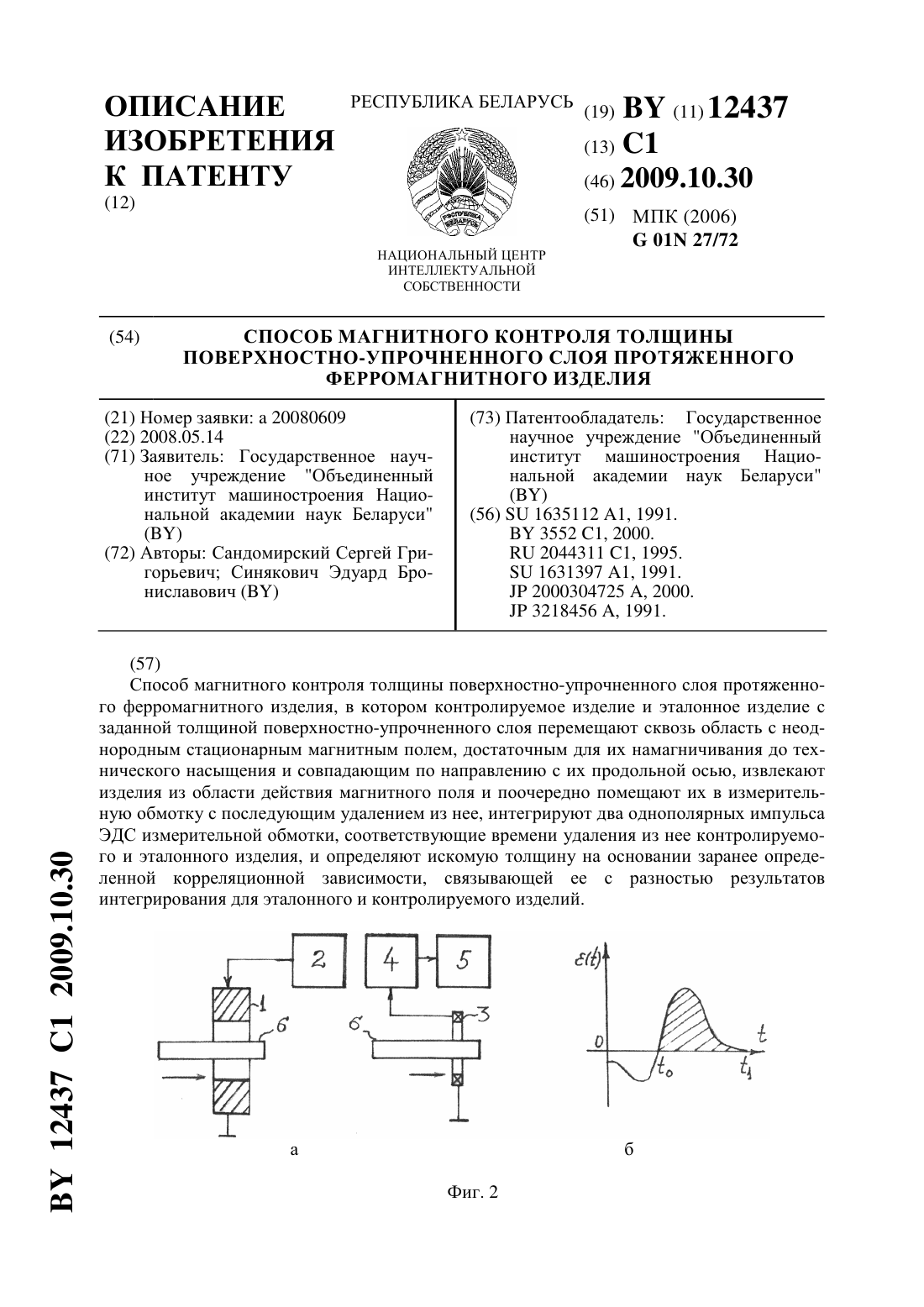
Номер патента: 12437
Опубликовано: 30.10.2009
Авторы: Сандомирский Сергей Григорьевич, Синякович Эдуард Брониславович
МПК: G01N 27/72
Метки: слоя, магнитного, способ, изделия, контроля, толщины, ферромагнитного, протяженного, поверхностно-упрочненного
Текст:
...от толщиныповерхностного слоя в форме полого цилиндра из материала с Н - 590 А/м (кривые 1/ и 2/) и с Н 1700 А/м (кривые 1 и 2) представлены на фиг. 1. Образцы изготовлены из стали ШХ 15 с различной микроструктурой. Кривыми 1 Р и 2 Р обозначены разности соответственно между зависимостями 1 и 1/ и зависимостями 2 и 2/. 12437 1 2009.10.30 Как показали эксперименты, при постоянстве длины изделий увеличение их диаметра при постоянстве магнитных...
Устройство для магнитного контроля толщины поверхностно-упрочненного слоя ферромагнитного изделия
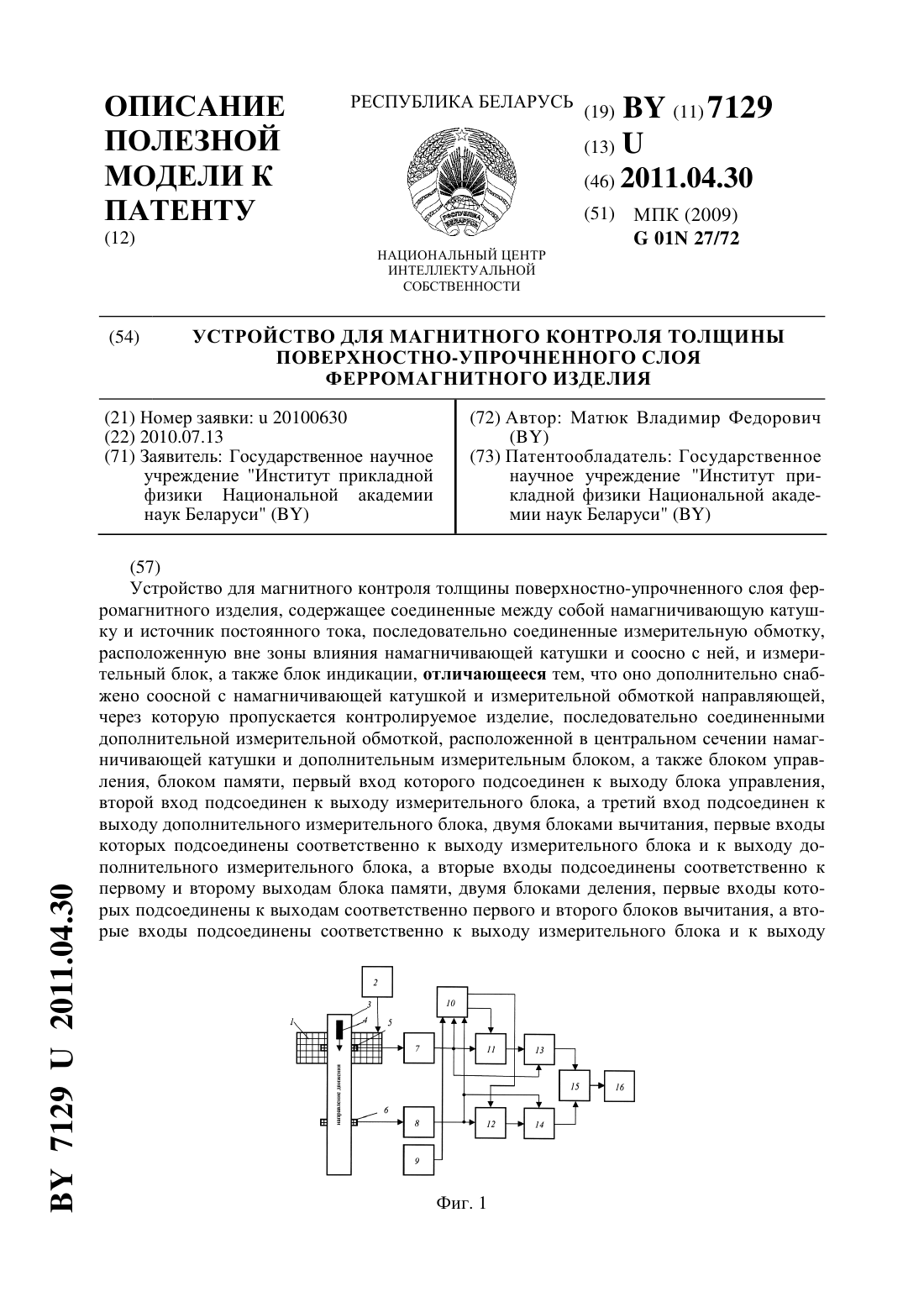
Номер патента: U 7129
Опубликовано: 30.04.2011
Автор: Матюк Владимир Федорович
МПК: G01N 27/72
Метки: устройство, контроля, магнитного, поверхностно-упрочненного, ферромагнитного, слоя, изделия, толщины
Текст:
...магнитного потока Ф 0 эталонного изделия из числа контролируемых, у которого отсутствует упрочненный слой, обеспечивает высокую чувствительность информационного параметра, определяемого по алгоритму (Ф - Ф 0)/Ф(Ф 0 - Ф)/Ф, к толщине поверхностно-упрочненного слоя контролируемого изделия в широком диапазоне его изменения. На фиг. 1 представлена функциональная схема полезной модели по заявке. На фиг. 2 представлены зависимости измеряемого...
Устройство для магнитного контроля толщины поверхностно-упрочненного слоя ферромагнитного изделия с большим размагничивающим фактором

Номер патента: U 7855
Опубликовано: 30.12.2011
Автор: Матюк Владимир Федорович
МПК: G01N 27/72
Метки: фактором, контроля, изделия, толщины, слоя, магнитного, ферромагнитного, размагничивающим, устройство, поверхностно-упрочненного, большим
Текст:
...контроля толщины поверхностно-упрочненного слоя ферромагнитного изделия с большим размагничивающим фактором за счет того, что значительная часть силовых линий магнитного поля намагничивающей катушки вне ее рабочей области замыкается через окружающий ее экран, а внешние электромагнитные поля ослабляются обоими экранами, что уменьшает влияние намагничивающей катушки на величину остаточного магнитного потока контролируемого изделия и...
Способ контроля толщины и твердости поверхностно-упрочненного слоя изделия из ферромагнитного материала
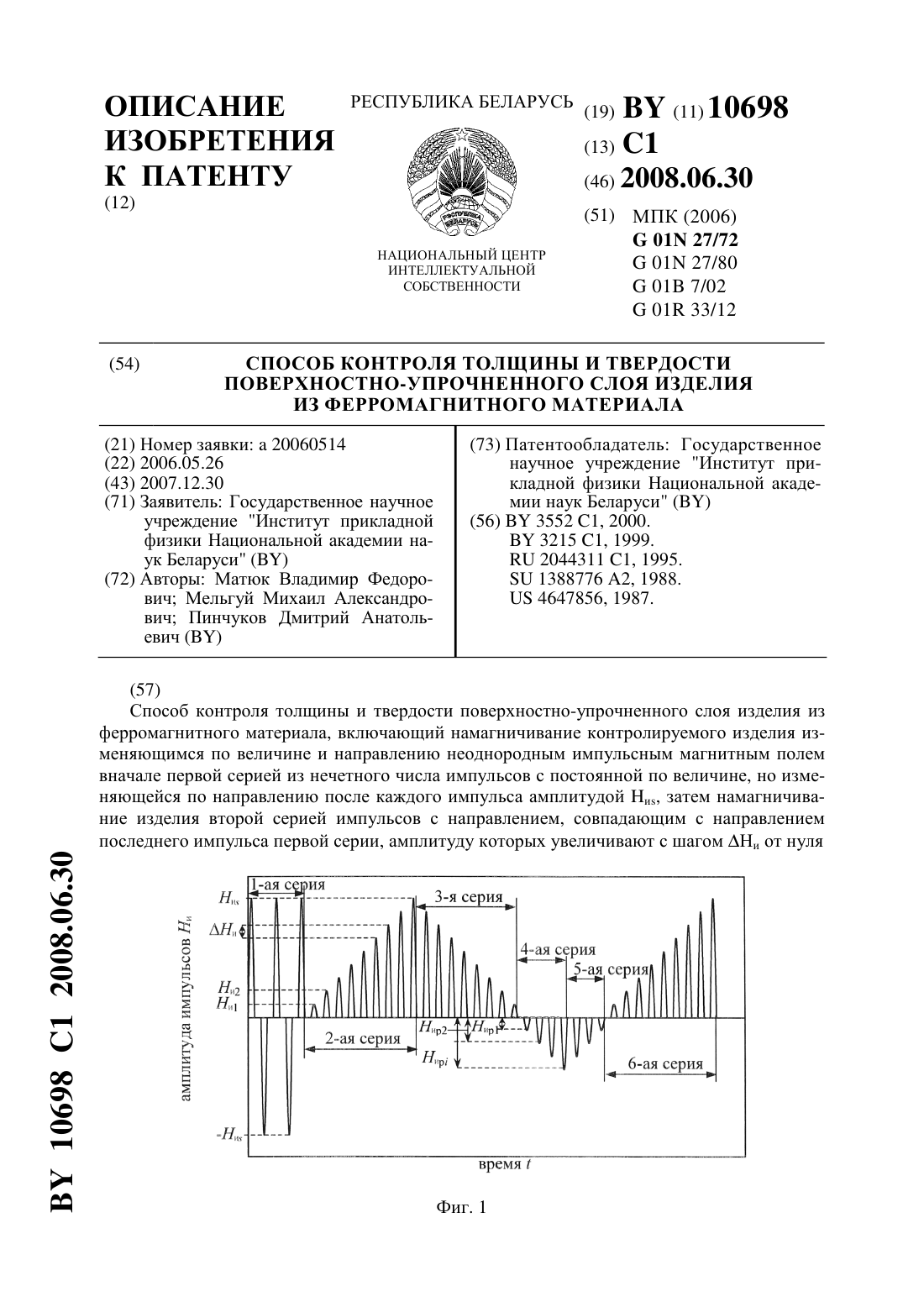
Номер патента: 10698
Опубликовано: 30.06.2008
Авторы: Мельгуй Михаил Александрович, Матюк Владимир Федорович, Пинчуков Дмитрий Анатольевич
МПК: G01N 27/72, G01B 7/02, G01N 27/80...
Метки: толщины, изделия, контроля, слоя, поверхностно-упрочненного, твердости, материала, ферромагнитного, способ
Текст:
...серией, а толщинуупрочненного слоя и твердостьего поверхности определяют по уравнениям множественной корреляции типа(2)01230456 ,где числоимпульсов в четвертой серии и коэффициенты а 0, а 1, а 2, а 3, а 4, 5, 6 и 0, 1, 2,3, 4, 5, 6 установлены предварительно из условия получения минимальных среднеквадратических отклоненийи максимальных коэффициентов корреляции . На фиг. 1 показана последовательность изменения амплитуды импульсов...
Способ контроля толщины поверхностно-упрочненных слоев ферромагнитных изделий
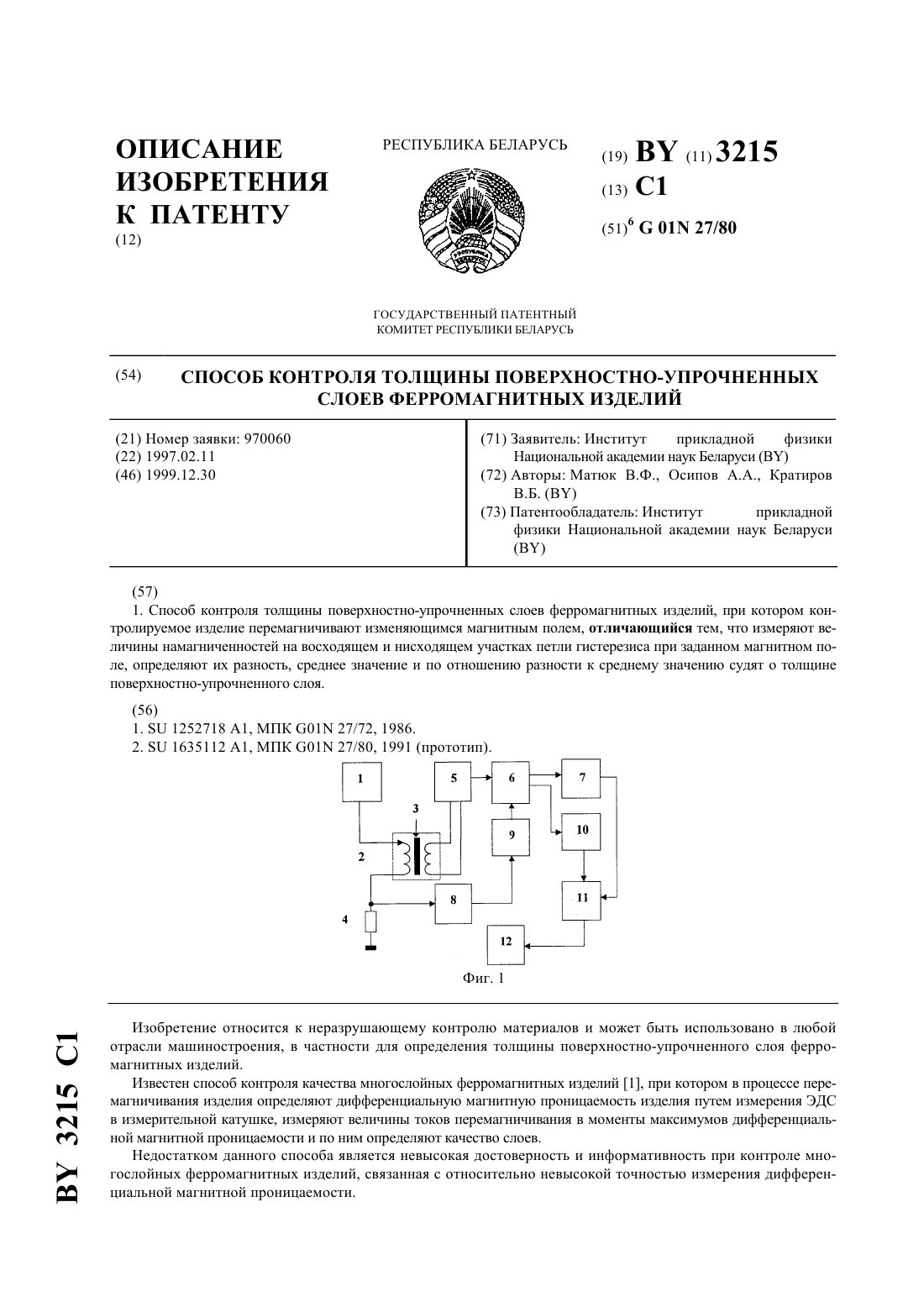
Номер патента: 3215
Опубликовано: 30.12.1999
Авторы: Кратиров Валерий Борисович, Осипов Александр Александрович, Матюк Владимир Федорович
МПК: G01N 27/80
Метки: ферромагнитных, слоев, способ, контроля, поверхностно-упрочненных, толщины, изделий
Текст:
...в том, что для решения задачи о повышении достоверности контролируемое изделие перемагничивают изменяющимся полем Н, измеряют величины намагниченности контролируемого изделия на восходящеми нисходящем - участках петли гистерезиса при заданном поле Нзад., определяют их разностьи среднее значение ср и по отношению разности к среднему значению /ср. определяют толщину упрочненного слоя отн. Способ включает в себя следующую...
Предыдущий патент: Способ получения активированного угля из растительного сырья
Следующий патент: Способ рафинирования меди
Случайный патент: Мойка корнеклубнеплодов