Установка для лазерной резки хрупкого неметаллического материала под действием термоупругих напряжений

Текст
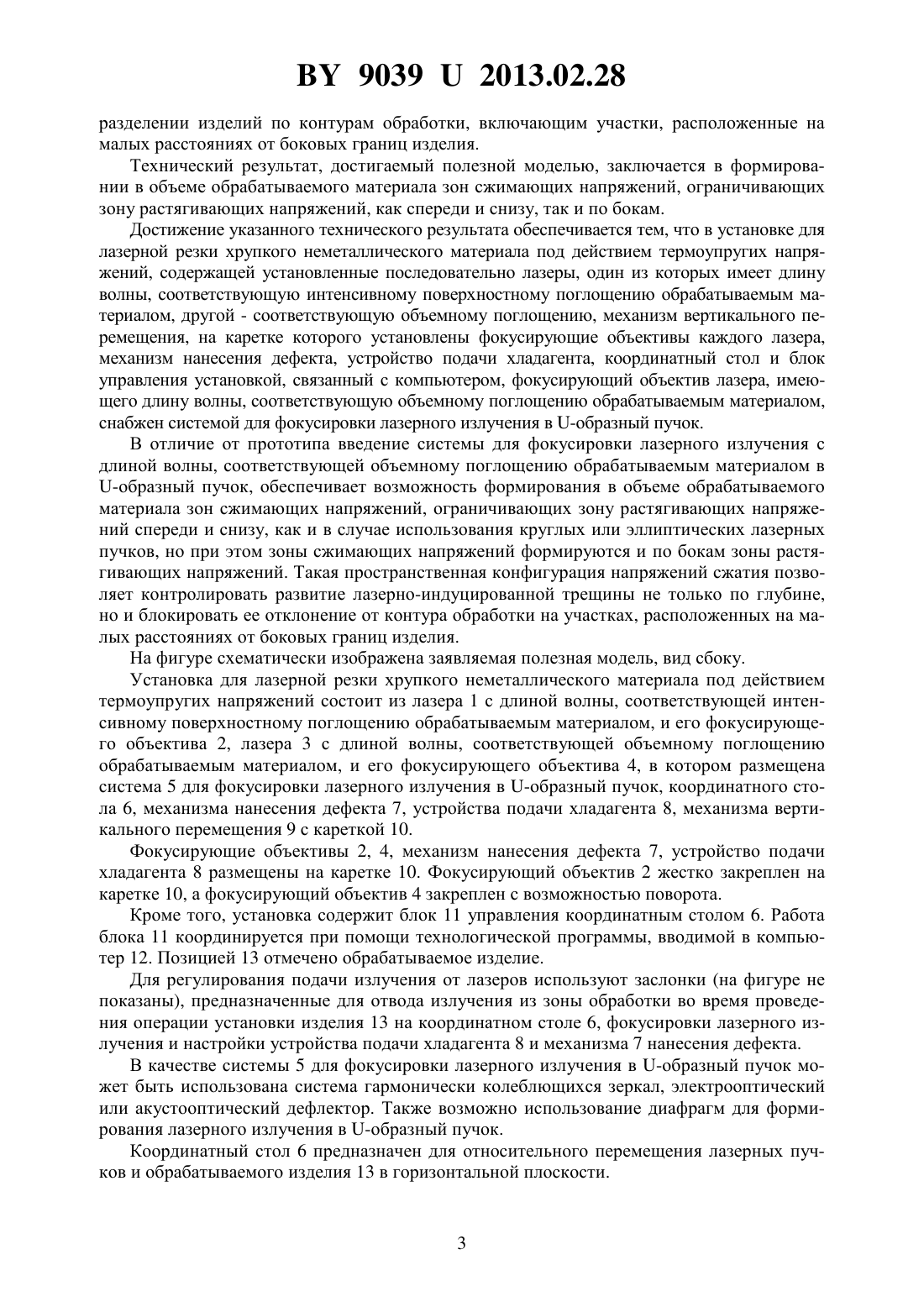
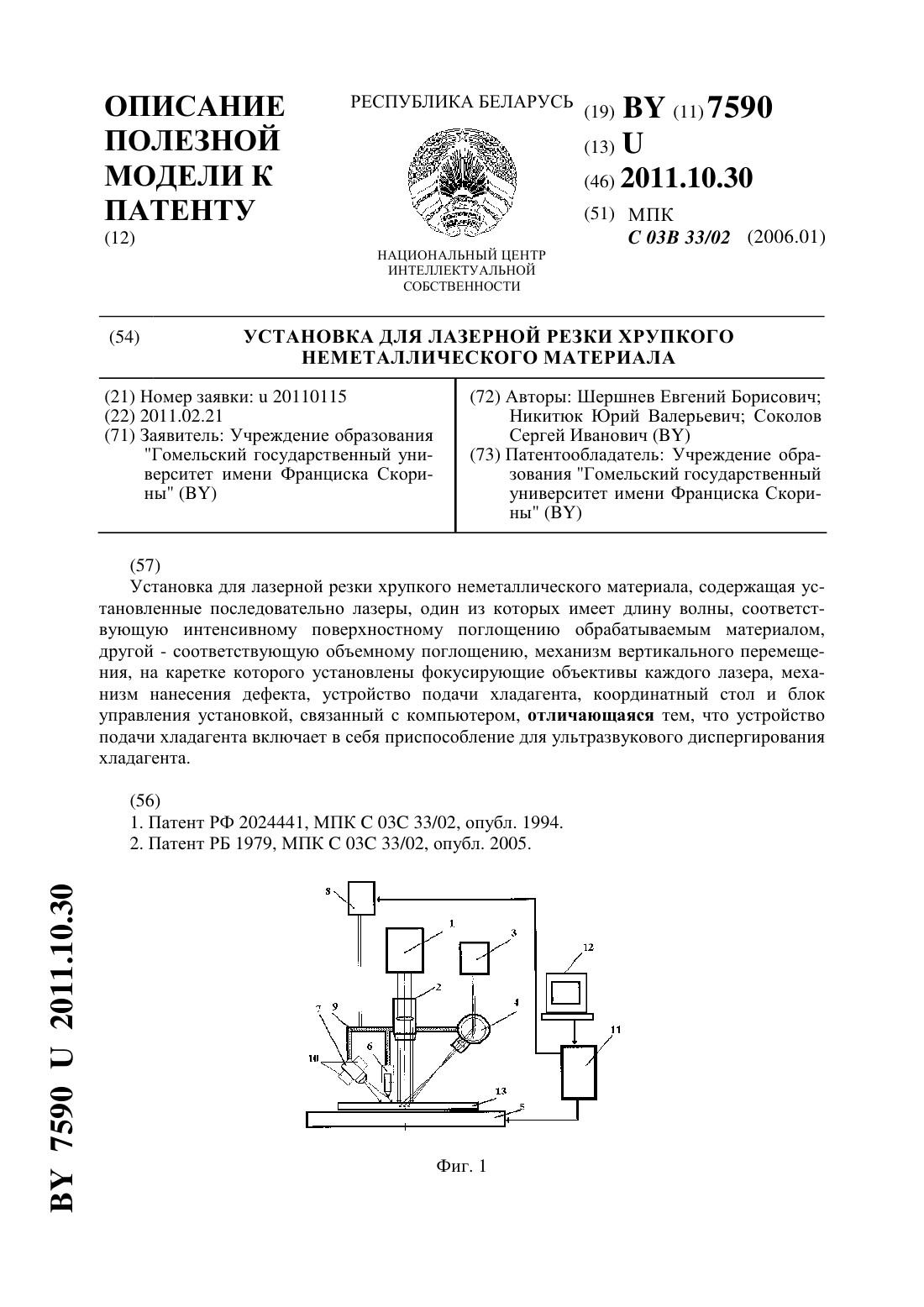
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ РЕЗКИ ХРУПКОГО НЕМЕТАЛЛИЧЕСКОГО МАТЕРИАЛА ПОД ДЕЙСТВИЕМ ТЕРМОУПРУГИХ НАПРЯЖЕНИЙ(71) Заявитель Учреждение образования Гомельский государственный университет имени Франциска Скорины(72) Автор Никитюк Юрий Валерьевич(73) Патентообладатель Учреждение образования Гомельский государственный университет имени Франциска Скорины(57) Установка для лазерной резки хрупкого неметаллического материала под действием термоупругих напряжений, содержащая установленные последовательно лазеры, один из которых имеет длину волны, соответствующую интенсивному поверхностному поглощению обрабатываемым материалом, другой - соответствующую объемному поглощению,механизм вертикального перемещения, на каретке которого установлены фокусирующие объективы каждого лазера, механизм нанесения дефекта, устройство подачи хладагента,координатный стол и блок управления установкой, связанный с компьютером, отличающаяся тем, что фокусирующий объектив лазера, имеющего длину волны, соответствующую объемному поглощению обрабатываемым материалом, снабжен системой для фокусировки лазерного излучения в -образный пучок. 90392013.02.28 Полезная модель относится к оборудованию для лазерной резки хрупких неметаллических материалов методом лазерного термораскалывания и может быть использована в электронной, стекольной и авиационной промышленности для прецизионного разделения таких хрупких неметаллических материалов, как стекло, керамика, кварц, сапфир, кремний и другие материалы. Известна установка для лазерной резки хрупких неметаллических материалов, содержащая лазер с длиной волны, соответствующей интенсивному поглощению поверхностными слоями обрабатываемого материала, фокусирующий объектив, координатный стол,механизм нанесения дефекта и устройство подачи хладагента 1. Известная установка обеспечивает возможность разделения хрупких неметаллических материалов методом лазерного термораскалывания. Однако применение известной установки обеспечивает хорошие результаты лишь при резке тонких изделий по контурам обработки, удаленным от боковых границ изделия. В случае, когда контур обработки располагается близко от боковой границы образца,происходит отклонение лазерно-индуцированной трещины от контура обработки, что понижает качество резки. По этой причине резку с использованием известной установки приходится осуществлять на удаленном расстоянии от боковых границ, что существенно снижает возможности известной установки и увеличивает количество отходов. В случае резки толстых изделий использование известной установки становится нецелесообразным из-за невозможности одновременного поддержания оптимальных значений плотности мощности лазерного излучения на поверхности и в объеме обрабатываемого материала. Причиной этого является использование в известной установке только лазерного пучка с длиной волны, соответствующей интенсивному поглощению поверхностными слоями обрабатываемого материала, что делает невозможным выполнение качественной резки таких изделий. Наиболее близкой по технической сущности и достигаемому результату к заявляемой полезной модели является установка для лазерной резки хрупкого неметаллического материала под действием термоупругих напряжений, содержащая установленные последовательно лазеры, один из которых имеет длину волны, соответствующую интенсивному поверхностному поглощению обрабатываемым материалом, другой - соответствующую объемному поглощению, механизм вертикального перемещения, на каретке которого установлены фокусирующие объективы каждого лазера, механизм нанесения дефекта, устройство подачи хладагента,координатный стол, блок управления установкой, связанный с компьютером 2. Известная установка за счет одновременного использования лазеров с различными длинами волн обеспечивает возможность получения более глубоких микротрещин, по сравнению с однолучевой обработкой, что в свою очередь позволяет использовать известную установку для обработки более толстых образцов при резке по контурам обработки,удаленным от боковых границ изделия. Недостатком известной установки является то, что при резке изделий по контурам обработки, включающим участки, расположенные на малых расстояниях от боковых границ изделия, использование известной установки становится нецелесообразным из-за низкого качества резки. Использование известной установки не возможно для качественного разделения изделий по контурам обработки, включающим участки, расположенные на малых расстояниях от боковых границ изделия, из-за асимметричности распределения полей напряжений на краю изделия. Это в свою очередь приводит к отклонению лазерно-индуцированной трещины от контура обработки. В результате этого практически не возможно точное нанесение лазерно-индуцированных трещин вдоль контуров с участками, расположенными на малых расстояниях от боковых границ изделия. Техническая задача, решаемая заявляемой полезной моделью, - создание установки,обеспечивающей повышение качества резки хрупких неметаллических материалов при 2 90392013.02.28 разделении изделий по контурам обработки, включающим участки, расположенные на малых расстояниях от боковых границ изделия. Технический результат, достигаемый полезной моделью, заключается в формировании в объеме обрабатываемого материала зон сжимающих напряжений, ограничивающих зону растягивающих напряжений, как спереди и снизу, так и по бокам. Достижение указанного технического результата обеспечивается тем, что в установке для лазерной резки хрупкого неметаллического материала под действием термоупругих напряжений, содержащей установленные последовательно лазеры, один из которых имеет длину волны, соответствующую интенсивному поверхностному поглощению обрабатываемым материалом, другой - соответствующую объемному поглощению, механизм вертикального перемещения, на каретке которого установлены фокусирующие объективы каждого лазера,механизм нанесения дефекта, устройство подачи хладагента, координатный стол и блок управления установкой, связанный с компьютером, фокусирующий объектив лазера, имеющего длину волны, соответствующую объемному поглощению обрабатываемым материалом,снабжен системой для фокусировки лазерного излучения в -образный пучок. В отличие от прототипа введение системы для фокусировки лазерного излучения с длиной волны, соответствующей объемному поглощению обрабатываемым материалом в-образный пучок, обеспечивает возможность формирования в объеме обрабатываемого материала зон сжимающих напряжений, ограничивающих зону растягивающих напряжений спереди и снизу, как и в случае использования круглых или эллиптических лазерных пучков, но при этом зоны сжимающих напряжений формируются и по бокам зоны растягивающих напряжений. Такая пространственная конфигурация напряжений сжатия позволяет контролировать развитие лазерно-индуцированной трещины не только по глубине,но и блокировать ее отклонение от контура обработки на участках, расположенных на малых расстояниях от боковых границ изделия. На фигуре схематически изображена заявляемая полезная модель, вид сбоку. Установка для лазерной резки хрупкого неметаллического материала под действием термоупругих напряжений состоит из лазера 1 с длиной волны, соответствующей интенсивному поверхностному поглощению обрабатываемым материалом, и его фокусирующего объектива 2, лазера 3 с длиной волны, соответствующей объемному поглощению обрабатываемым материалом, и его фокусирующего объектива 4, в котором размещена система 5 для фокусировки лазерного излучения в -образный пучок, координатного стола 6, механизма нанесения дефекта 7, устройства подачи хладагента 8, механизма вертикального перемещения 9 с кареткой 10. Фокусирующие объективы 2, 4, механизм нанесения дефекта 7, устройство подачи хладагента 8 размещены на каретке 10. Фокусирующий объектив 2 жестко закреплен на каретке 10, а фокусирующий объектив 4 закреплен с возможностью поворота. Кроме того, установка содержит блок 11 управления координатным столом 6. Работа блока 11 координируется при помощи технологической программы, вводимой в компьютер 12. Позицией 13 отмечено обрабатываемое изделие. Для регулирования подачи излучения от лазеров используют заслонки (на фигуре не показаны), предназначенные для отвода излучения из зоны обработки во время проведения операции установки изделия 13 на координатном столе 6, фокусировки лазерного излучения и настройки устройства подачи хладагента 8 и механизма 7 нанесения дефекта. В качестве системы 5 для фокусировки лазерного излучения в -образный пучок может быть использована система гармонически колеблющихся зеркал, электрооптический или акустооптический дефлектор. Также возможно использование диафрагм для формирования лазерного излучения в -образный пучок. Координатный стол 6 предназначен для относительного перемещения лазерных пучков и обрабатываемого изделия 13 в горизонтальной плоскости. 90392013.02.28 Механизм нанесения дефекта 7 предназначен для нанесения локальной инициирующей трещины на линии термораскалывания изделия 13. Устройство подачи хладагента 8 предназначено для подачи под давлением в зону обработки дисперсной воздушно-водяной смеси. Установка работает следующим образом. В случае обработки силикатных стекол целесообразно использовать в качестве лазера 1 2-лазер с длиной волны излучения 10,6 мкм, а в качестве лазера 3 - -лазер с 5,5 мкм. В некоторых случаях возможно использование в качестве лазера 3 лазера с 1,06 мкм (например, при обработке толстых неоптических силикатных стекол,для которых на этой длине волны наблюдаются заметные потери энергии). Компьютер 12 в соответствии с заданной технологической программой координирует работу блока 11 и задает перемещение координатного стола 6 в горизонтальной плоскости с необходимой скоростью по требуемым координатам. Изделие 13 из хрупкого неметаллического материала устанавливают на координатный стол 6, размещают механизм нанесения дефекта 7 над началом предполагаемого контура разделения и наносят дефект(закол, надрез) в начале контура термораскалывания. После этого координатный стол 6 совмещает надрез с начальным положением лазерных пучков лазеров 1 и 3. На обрабатываемое изделие 13 подают лазерное излучение двух длин волн. При этом объектив 2 фокусирует излучение лазера 1 на надрезе в пятно круглого или эллиптического сечения. Система 5 объектива 4 фокусирует излучение лазера 3 в пучок с -образным сечением. Координатный стол 6 перемещает изделие 13 вдоль контура обработки, и одновременно устройство подачи хладагента 8 подает под давлением дисперсную воздушно-водяную смесь в зону, предварительно нагретую лазерным излучением. В месте подачи хладагента инициируется разделяющая трещина, которая, зародившись от нанесенного дефекта, развивается в зоне растягивающих напряжений, сформированных хладагентом. Далее начальная микротрещина распространяется до зоны сжимающих напряжений, сформированных лазерным излучением, которое формирует в обрабатываемом материале два тепловых источника поверхностный, созданный лазером 1, и объемный, созданный лазером 3. При этом вследствие использования -образного источника тепла в объеме материала формируются зоны сжимающих напряжений, ограничивающие зону растягивающих напряжений, сформированную в результате воздействия хладагента, как спереди и снизу,так и по бокам. Такая пространственная конфигурация напряжений сжатия позволяет не только контролировать развитие лазерно-индуцированной трещины по глубине, но и блокировать ее отклонение от контура обработки на участках, расположенных на малых расстояниях от боковых границ изделия. В результате совместного воздействия лазерного излучения и хладагента в материале происходит развитие несквозной разделяющей микротрещины. Если изделие имеет сложную пространственную форму, компьютер 12 через блок 11 задает траекторию перемещения каретки 10 (а значит, и зон нагрева и охлаждения) в вертикальной плоскости в соответствии с заданным месторасположением точек траектории на поверхности обрабатываемого изделия, регулируя работу механизма вертикального перемещения 9. При этом при перемещении фокусирующих объективов 2 и 4 в вертикальном направлении сохраняются оптимальные значения плотности мощности излучения на поверхности обрабатываемого изделия и в его внутренних слоях вдоль пространственной траектории термораскалывания. После завершения процесса обработки изделия 13 прекращается подача излучения и хладагента в зону обработки. При этом компьютер 12 при помощи блока 11 выводит координатный стол 6 и механизм вертикального перемещения 9 в исходное положение. 90392013.02.28 Использование предлагаемой установки обеспечивает повышение качества резки хрупких неметаллических материалов при разделении изделий по контурам обработки,включающим участки, расположенные на малых расстояниях от боковых границ изделия. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: C03B 33/00
Метки: резки, действием, неметаллического, напряжений, материала, термоупругих, лазерной, хрупкого, установка
Код ссылки
<a href="https://by.patents.su/5-u9039-ustanovka-dlya-lazernojj-rezki-hrupkogo-nemetallicheskogo-materiala-pod-dejjstviem-termouprugih-napryazhenijj.html" rel="bookmark" title="База патентов Беларуси">Установка для лазерной резки хрупкого неметаллического материала под действием термоупругих напряжений</a>
Установка для разделения хрупкого неметаллического материала под действием термоупругих напряжений по криволинейной траектории
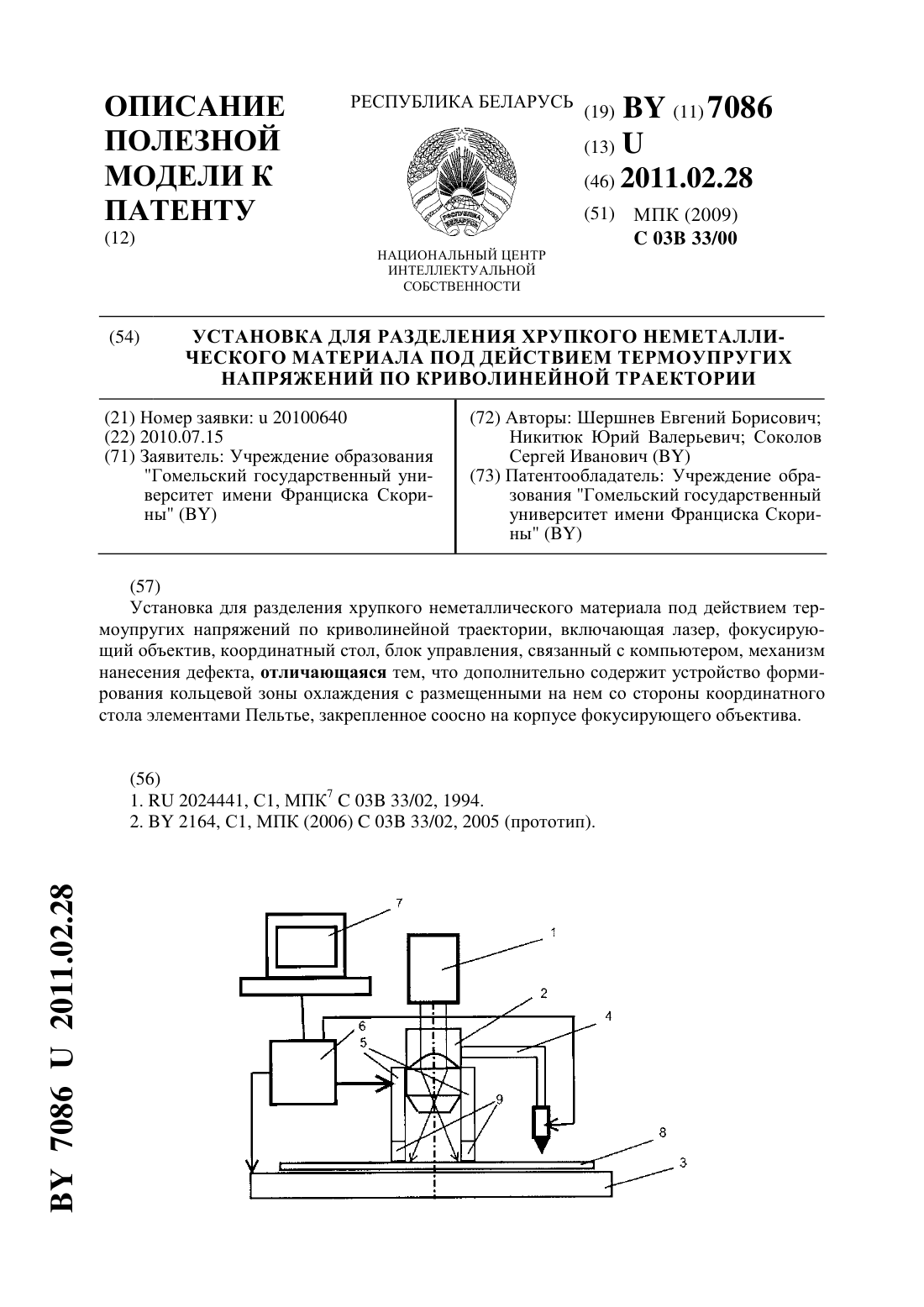
Номер патента: U 7086
Опубликовано: 28.02.2011
Авторы: Шершнев Евгений Борисович, Соколов Сергей Иванович, Никитюк Юрий Валерьевич
МПК: C03B 33/00
Метки: материала, траектории, неметаллического, действием, разделения, напряжений, установка, хрупкого, криволинейной, термоупругих
Текст:
...формирования кольцевой зоны охлаждения, закрепленного на корпусе фокусирующего объектива, позволяет создавать зону охлаждения, расположенную симметрично относительно центра зоны лазерного нагрева. Это, в свою очередь, гарантирует формирование симметричного распределения термоупругих полей относительно любой криволинейной траектории. При этом для обеспечения соответствующего перемещения материала достаточно двухкоординатного стола....
Способ разделения резкой хрупкого неметаллического материала под действием термоупругих напряжений
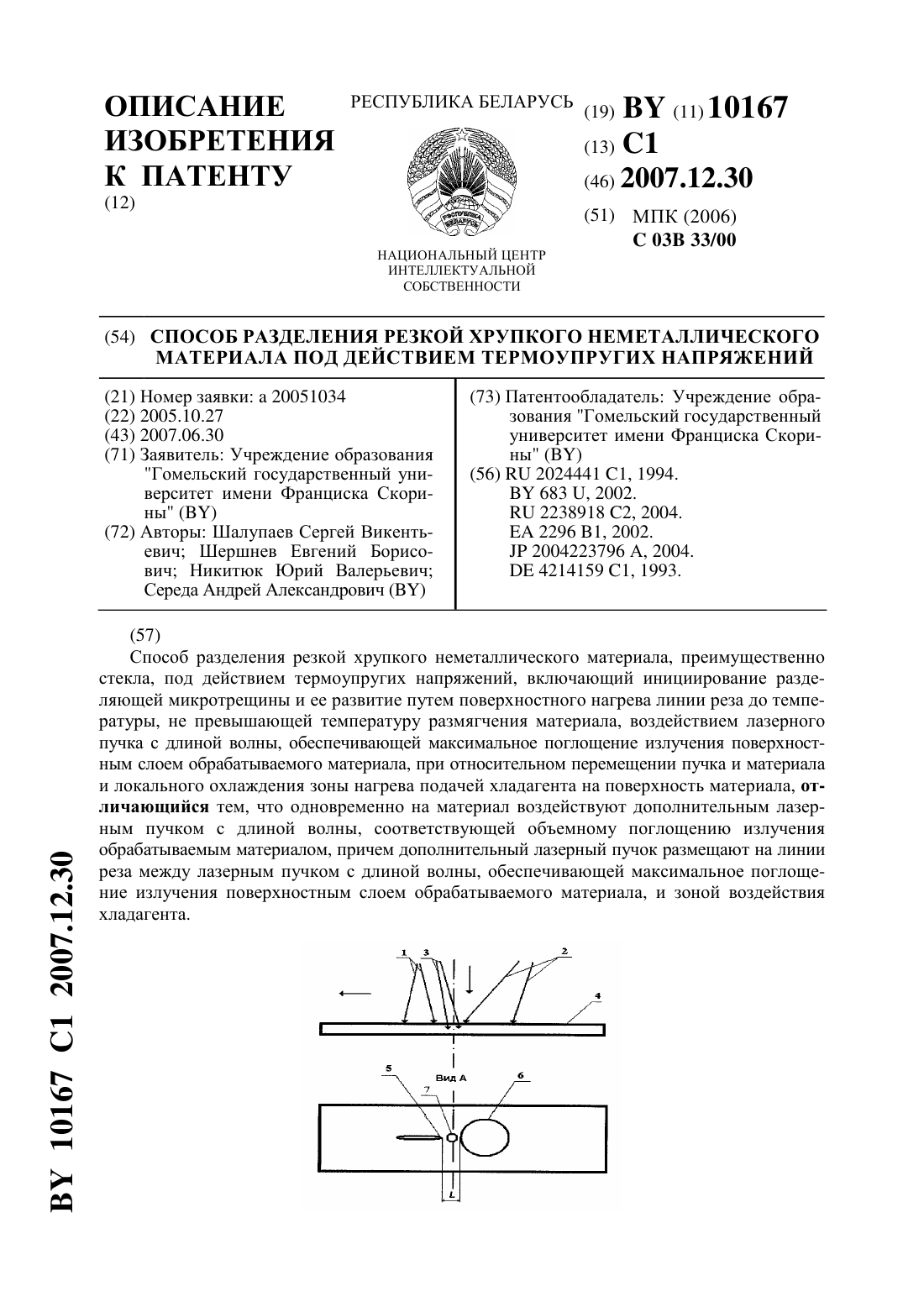
Номер патента: 10167
Опубликовано: 30.12.2007
Авторы: Середа Андрей Александрович, Шалупаев Сергей Викентьевич, Шершнев Евгений Борисович, Никитюк Юрий Валерьевич
МПК: C03B 33/00
Метки: способ, материала, разделения, термоупругих, резкой, неметаллического, хрупкого, действием, напряжений
Текст:
...между лазерным пучком с длиной волны, обеспечивающей максимальное поглощение излучения поверхностным слоем обрабатываемого материала, и зоной воздействия хладагента. Сущность заявляемого способа заключается в том, что распределение сжимающих напряжений, сформированных в объеме материала, в результате совместного воздействия лазерного пучка с длиной волны, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем...
Установка для лазерной резки хрупкого неметаллического материала
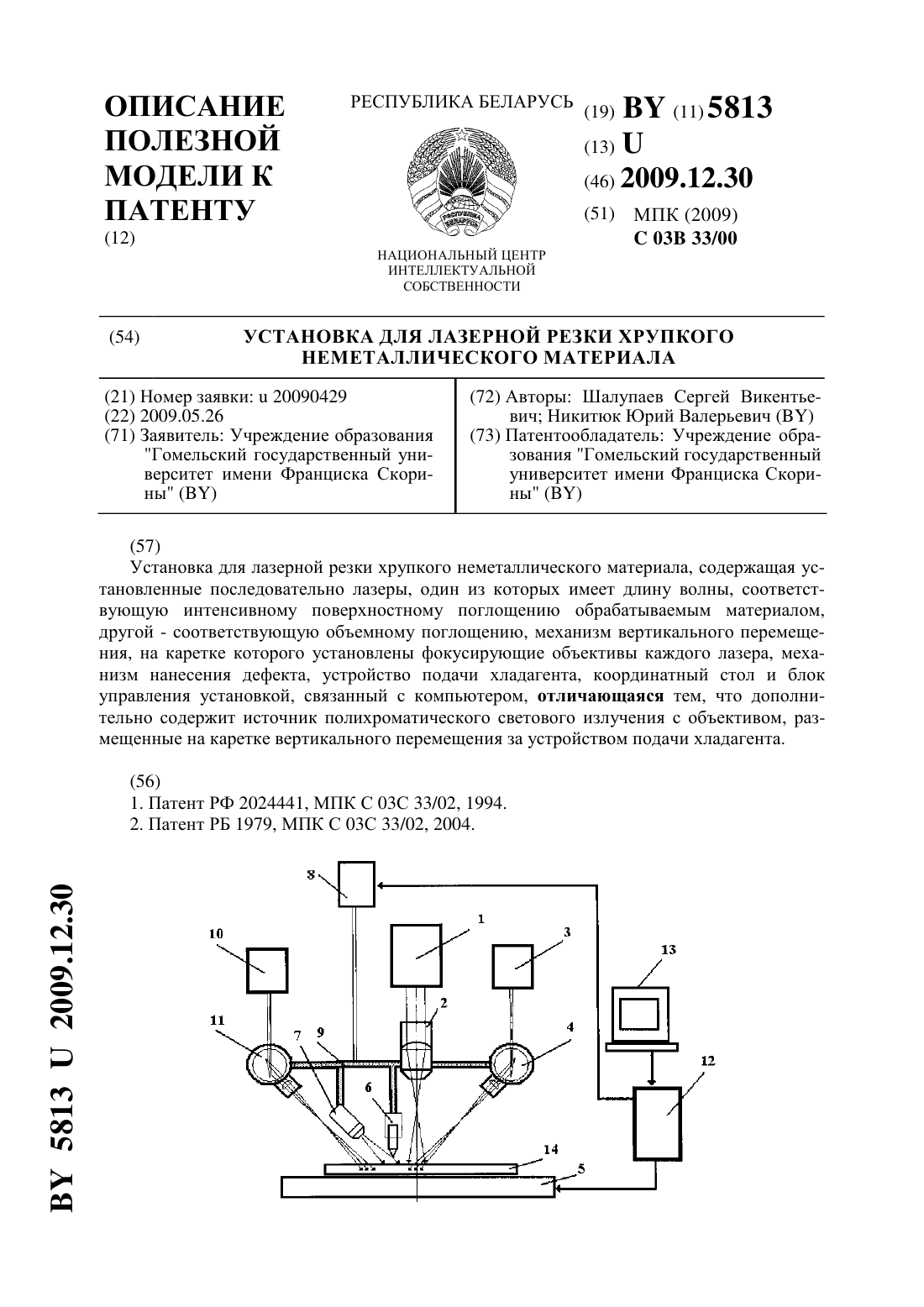
Номер патента: U 5813
Опубликовано: 30.12.2009
Авторы: Шалупаев Сергей Викентьевич, Никитюк Юрий Валерьевич
МПК: C03B 33/00
Метки: резки, хрупкого, неметаллического, лазерной, установка, материала
Текст:
...объемный нагрев поверхности, охлажденной в результате воздействия нанесенного хладагента, и возможность формирования распределения термоупругих полей. В результате происходит качественное сквозное термораскалывание обрабатываемого материала. На фигуре схематически изображена заявляемая полезная модель, вид сбоку. Установка для лазерной резки хрупких неметаллических материалов состоит из лазера 1 с длиной волны, соответствующей...
Установка для лазерной резки хрупкого неметаллического материала
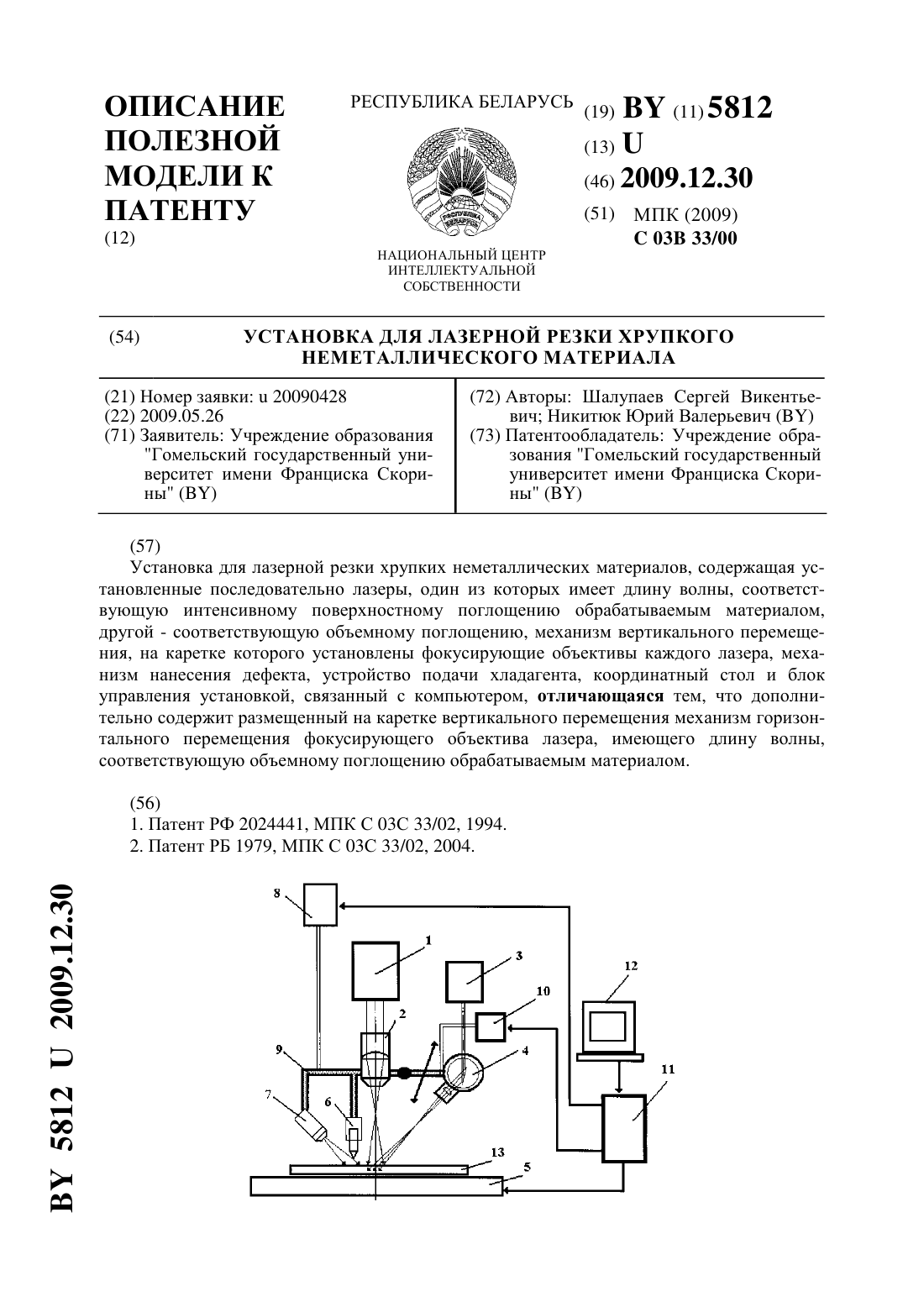
Номер патента: U 5812
Опубликовано: 30.12.2009
Авторы: Никитюк Юрий Валерьевич, Шалупаев Сергей Викентьевич
МПК: C03B 33/00
Метки: хрупкого, установка, материала, неметаллического, лазерной, резки
Текст:
...стола 5, механизма нанесения дефекта 6, устройства подачи хладагента 7, механизма вертикального перемещения 8 с кареткой 9, механизма горизонтального перемещения 10 фокусирующего объектива 4. Фокусирующие объективы 2 и 4, механизм нанесения дефекта 6, устройство подачи хладагента 7 и механизм горизонтального перемещения 10 фокусирующего объектива 4 размещены на каретке 9. Кроме того, установка содержит блок 11 управления...
Установка для лазерной резки хрупкого неметаллического материала
Номер патента: U 7590
Опубликовано: 30.10.2011
Авторы: Соколов Сергей Иванович, Шершнев Евгений Борисович, Никитюк Юрий Валерьевич
МПК: C03B 33/02
Метки: установка, материала, резки, неметаллического, лазерной, хрупкого
Текст:
...термораскалывания термостойких материалов. На фиг. 1 схематически изображена заявляемая полезная модель, вид сбоку. На фиг. 2 - приспособление для ультразвукового диспергирования хладагента. Установка для лазерной резки хрупкого неметаллического материала состоит (см. фиг. 1) из лазера 1, с длиной волны, соответствующей интенсивному поверхностному поглощению обрабатываемым материалом и его фокусирующего объектива 2, лазера 3, с длиной волны,...
Предыдущий патент: Медогонка с ножным приводом
Следующий патент: Сборная плашка
Случайный патент: Устройство для подогрева воздуха при запуске двигателя внутреннего сгорания