Установка для лазерной резки хрупкого неметаллического материала
Номер патента: U 7590
Опубликовано: 30.10.2011
Авторы: Никитюк Юрий Валерьевич, Соколов Сергей Иванович, Шершнев Евгений Борисович
Текст
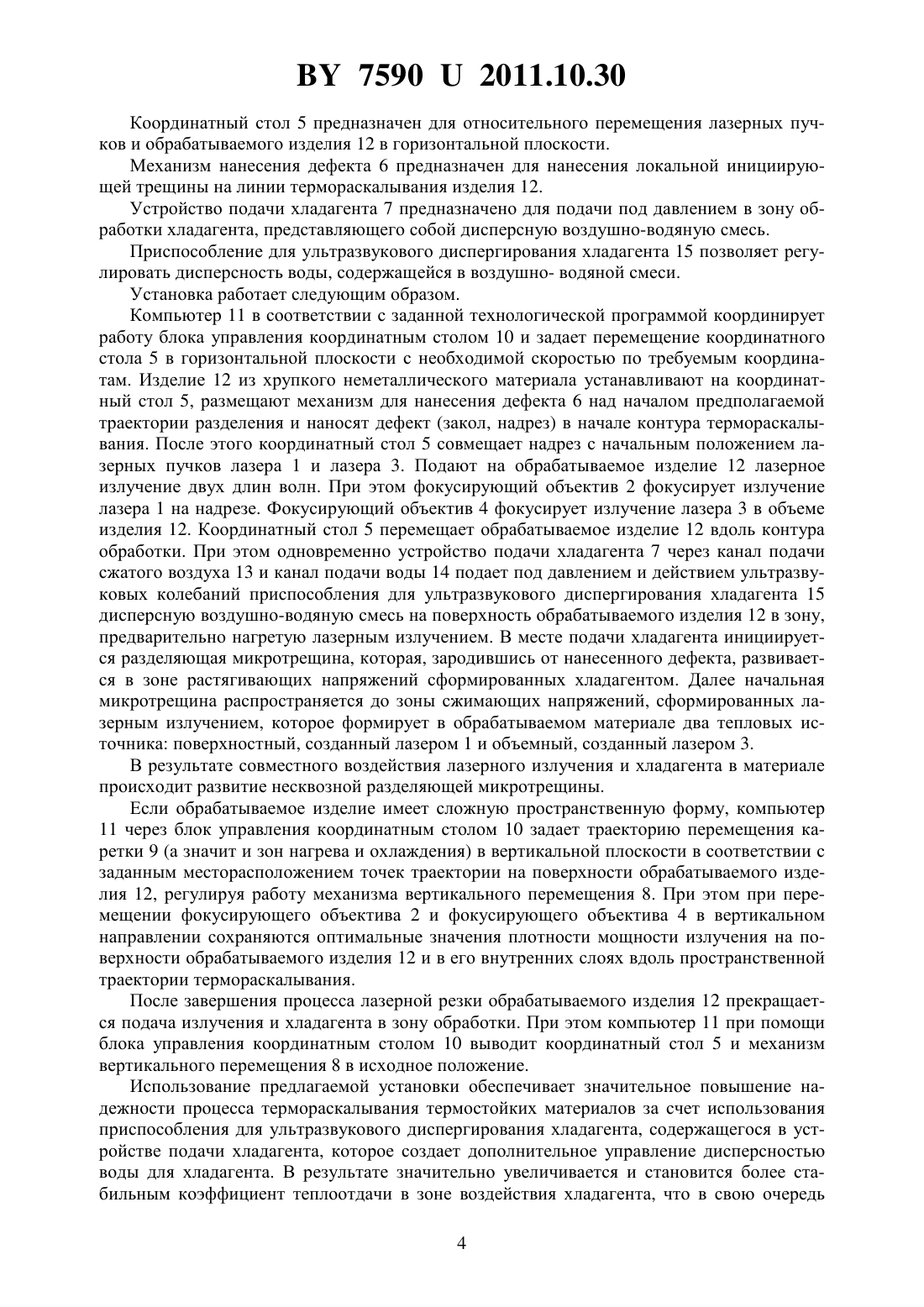
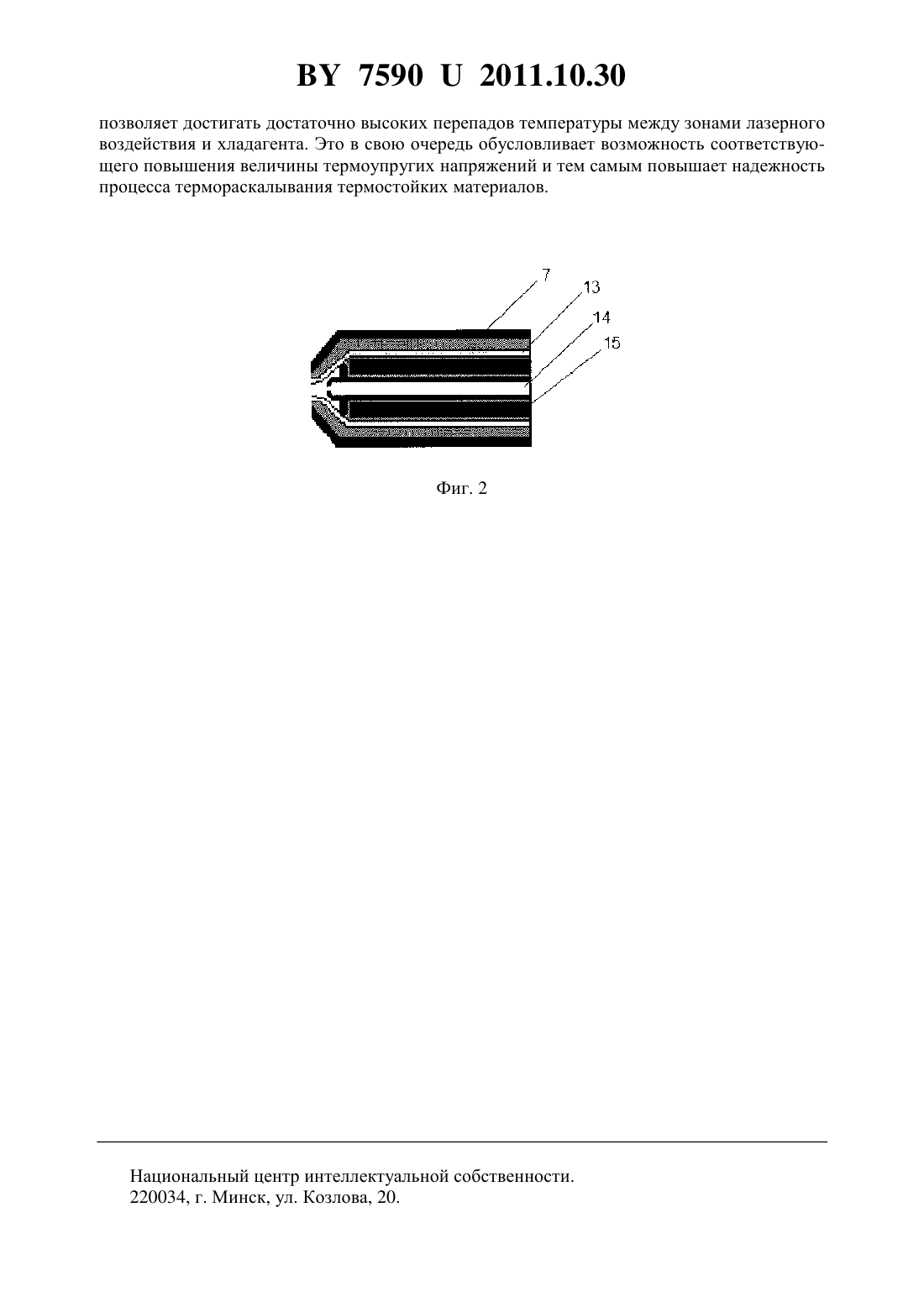
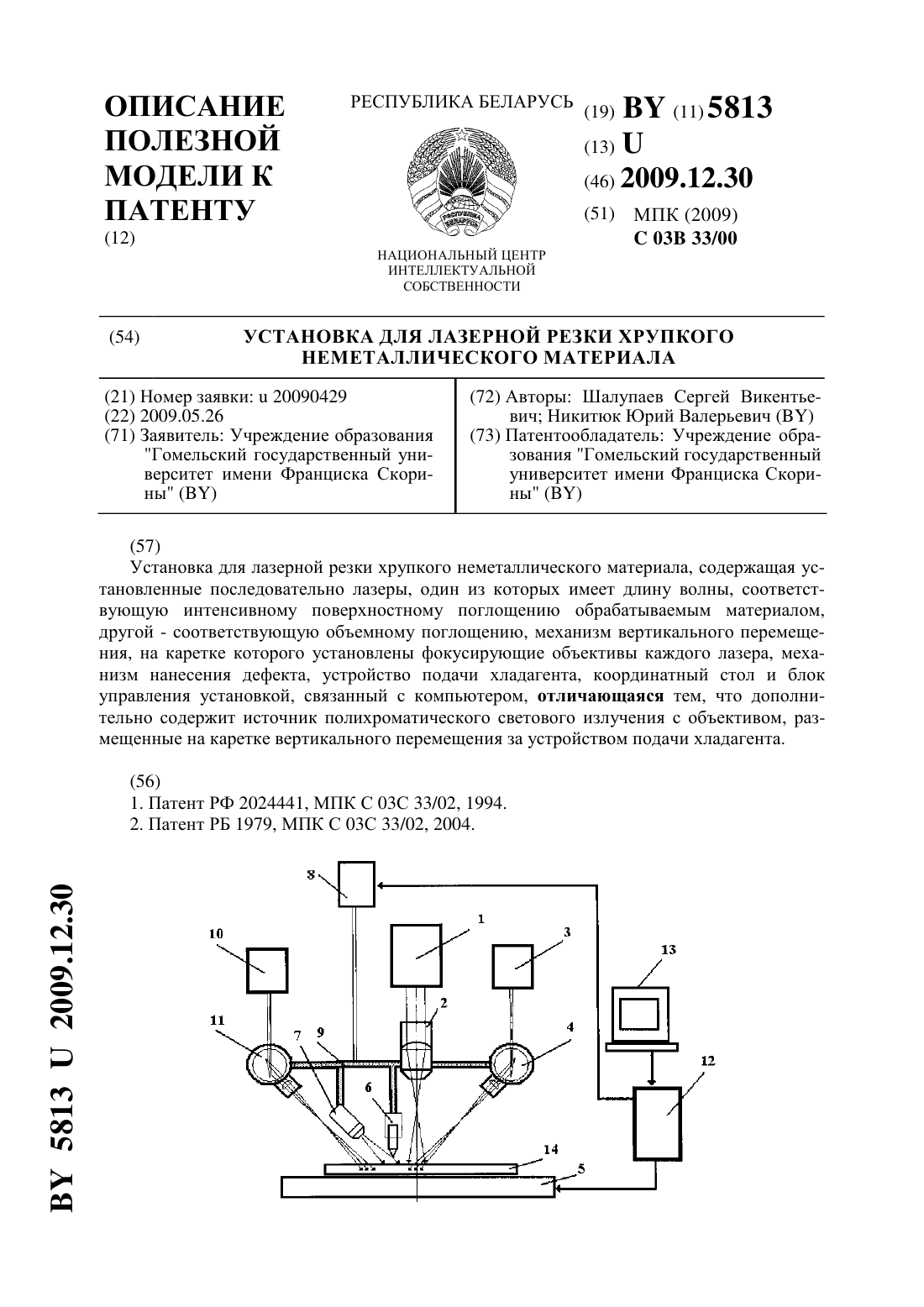
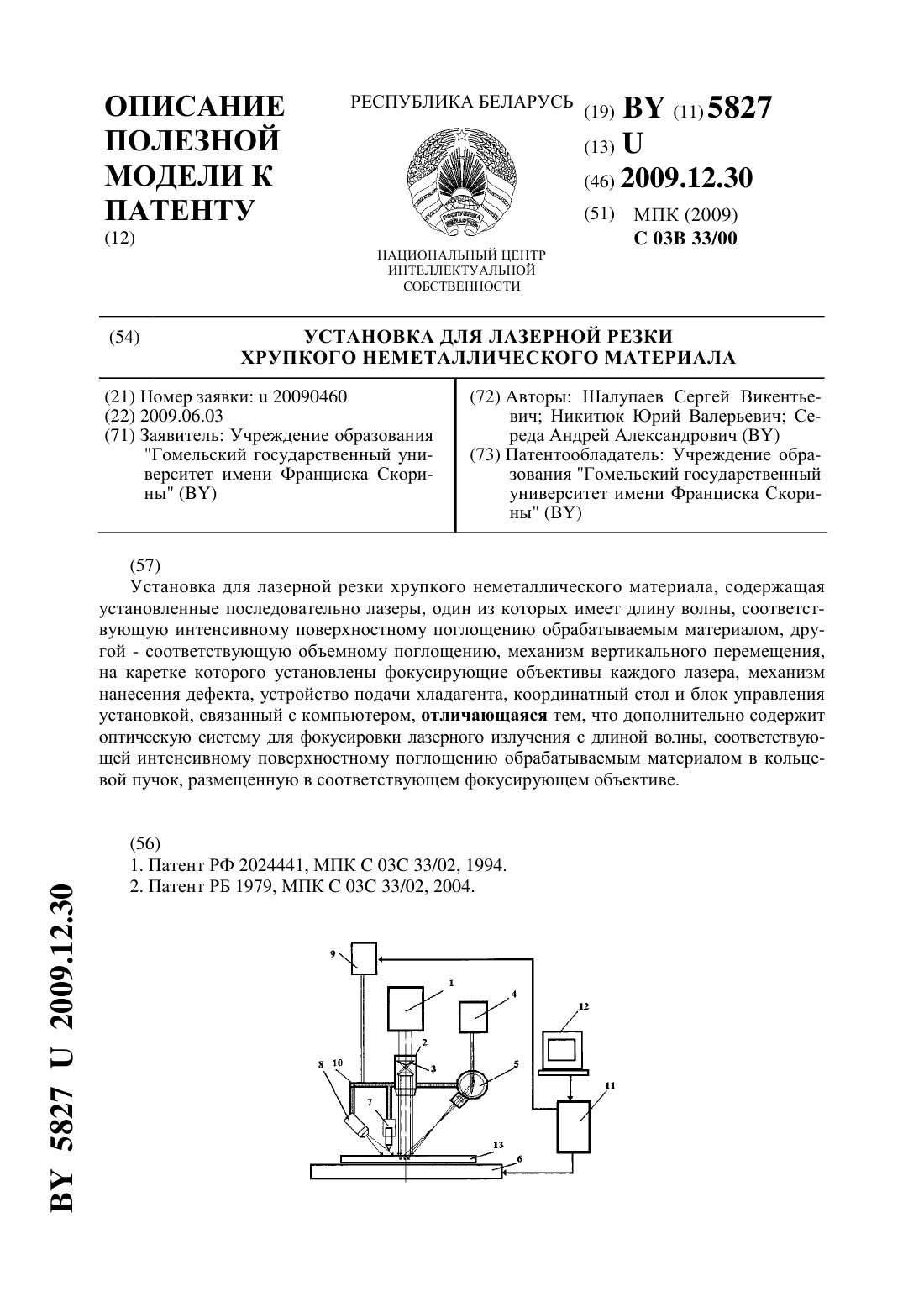
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ РЕЗКИ ХРУПКОГО НЕМЕТАЛЛИЧЕСКОГО МАТЕРИАЛА(71) Заявитель Учреждение образования Гомельский государственный университет имени Франциска Скорины(72) Авторы Шершнев Евгений Борисович Никитюк Юрий Валерьевич Соколов Сергей Иванович(73) Патентообладатель Учреждение образования Гомельский государственный университет имени Франциска Скорины(57) Установка для лазерной резки хрупкого неметаллического материала, содержащая установленные последовательно лазеры, один из которых имеет длину волны, соответствующую интенсивному поверхностному поглощению обрабатываемым материалом,другой - соответствующую объемному поглощению, механизм вертикального перемещения, на каретке которого установлены фокусирующие объективы каждого лазера, механизм нанесения дефекта, устройство подачи хладагента, координатный стол и блок управления установкой, связанный с компьютером, отличающаяся тем, что устройство подачи хладагента включает в себя приспособление для ультразвукового диспергирования хладагента. 75902011.10.30 Полезная модель относится к оборудованию для лазерной резки хрупких неметаллических материалов методом лазерного термораскалывания и может быть использована в электронной, стекольной и авиационной промышленности для прецизионного разделения преимущественно различных типов стекла. Известна установка для лазерной резки хрупких неметаллических материалов, содержащая лазер с длиной волны, соответствующей интенсивному поглощению поверхностными слоями обрабатываемого материала, фокусирующий объектив, координатный стол,механизм нанесения дефекта и устройство подачи хладагента 1. Известная установка обеспечивает возможность качественного и безотходного разделения хрупких неметаллических материалов методом лазерного термораскалывания. Однако применение известной установки обеспечивает хорошие результаты лишь при резке изделий небольшой толщины. В случае резки изделий с большой высотой торцевых поверхностей использование известной установки становится нецелесообразным из-за невозможности одновременного поддержания оптимальных значений плотности мощности излучения на поверхности и в объеме обрабатываемого изделия. Это обусловлено использованием в известной установке только лазерного пучка с длиной волны, соответствующей интенсивному поглощению поверхностными слоями обрабатываемого материала, что в свою очередь делает невозможным выполнения качественной резки. Кроме этого, использование известной установки не обеспечивает надежную резку термостойких материалов. Это обусловлено недостаточно высокими значениями соответствующего коэффициента теплоотдачи и нестабильностью процесса теплоотдачи в зоне воздействия хладагента на нагретую лазерным излучением поверхность. Наиболее близкой по технической сущности и достигаемому результату к заявляемой полезной модели является установка для лазерной резки хрупкого неметаллического материала, содержащая, установленные последовательно, лазеры, один из которых имеет длину волны, соответствующую интенсивному поверхностному поглощению обрабатываемым материалом, другой - соответствующую объемному поглощению, механизм вертикального перемещения, на каретке которого установлены фокусирующие объективы каждого лазера, механизм нанесения дефекта, устройство подачи хладагента, координатный стол и блок управления установкой, связанный с компьютером 2. Известная установка за счет одновременного использования лазеров с различными длинами волн обеспечивает возможность получения более глубоких микротрещин, по сравнению с однолучевой обработкой. Использование известной установки не обеспечивает надежную резку термостойких материалов. Это обусловлено недостаточно высокими значениями соответствующего коэффициента теплоотдачи и нестабильностью процесса теплоотдачи в зоне воздействия хладагента на нагретую лазерным излучением поверхность. Дело в том, что при реализации процесса термораскалывания термостойких материалов существует необходимость создания максимально возможного перепада температуры между зонами лазерного нагрева и охлаждения. При этом в результате взаимодействия хладагента с обрабатываемой поверхностью становится возможным возникновение пленочного режима кипения жидкости, который характеризуется низкими коэффициентами теплоотдачи. Увеличение скорости подачи хладагента для предотвращения возникновения пленочного режима кипения жидкости приводит к попаданию вещества хладагента в зону лазерного воздействия и к срыву процесса формирования трещины. Указанный недостаток известной установки приводит к невозможности ее использования для промышленной реализации технологии лазерного термораскалывания изделий из термостойкого стекла. Техническая задача, решаемая заявляемой полезной моделью, заключается в повышении надежности процесса обработки термостойких материалов методом лазерного термораскалывания. 2 75902011.10.30 Технический результат, достигаемый полезной моделью, заключается в формировании зоны охлаждения, характеризующейся высокими и стабильными коэффициентами теплоотдачи. Достижение указанного технического результата обеспечивается тем, что в установке для лазерной резки хрупкого неметаллического материала, содержащей установленные последовательно лазеры, один из которых имеет длину волны, соответствующую интенсивному поверхностному поглощению обрабатываемым материалом, другой - соответствующую объемному поглощению, механизм вертикального перемещения, на каретке которого установлены фокусирующие объективы каждого лазера, механизм нанесения дефекта, устройство подачи хладагента, координатный стол и блок управления установкой, связанный с компьютером, устройство подачи хладагента дополнительно включает в себя приспособление для ультразвукового диспергирования хладагента. В отличие от прототипа использование приспособления для ультразвукового диспергирования хладагента приводит к тому, что под воздействием ультразвукового поля капли хладагента становятся существенно меньшего размера, в результате в зоне воздействия хладагента значительно увеличивается коэффициент теплоотдачи. Это в свою очередь позволяет достигать достаточно высоких перепадов температуры между зонами лазерного воздействия и хладагента, которые обеспечивают надежную реализацию процесса лазерного термораскалывания термостойких материалов. На фиг. 1 схематически изображена заявляемая полезная модель, вид сбоку. На фиг. 2 - приспособление для ультразвукового диспергирования хладагента. Установка для лазерной резки хрупкого неметаллического материала состоит (см. фиг. 1) из лазера 1, с длиной волны, соответствующей интенсивному поверхностному поглощению обрабатываемым материалом и его фокусирующего объектива 2, лазера 3, с длиной волны, соответствующей объемному поглощению обрабатываемым материалом и его фокусирующего объектива 4, координатного стола 5, механизма нанесения дефекта 6,устройства подачи хладагента 7, механизма вертикального перемещения 8 с кареткой 9. Фокусирующие объективы 2, 4, механизм нанесения дефекта 6, устройство подачи хладагента 7 размещены на каретке 9. Кроме того, установка содержит блок управления координатным столом 10. Работа блока управления координатным столом 10 координируется при помощи технологической программы, вводимой в компьютер 11. На координатном столе 5 размещают обрабатываемое изделие 12. Устройство подачи хладагента 7, содержащее канал подачи сжатого воздуха 13 и канал подачи воды 14, дополнительно содержит приспособление для ультразвукового диспергирования хладагента 15 (см. фиг. 2). Лазер 1 имеет длину волны излучения, соответствующую интенсивному поглощению поверхностными слоями обрабатываемого материала. Лазер 3 имеет длину волны излучения, соответствующую интенсивному объемному поглощению обрабатываемым материалом. Так, например, в случае обработки силикатных стекол целесообразно использовать в качестве лазера 1 - 2 лазер с длиной волны излучения 10,6 мкм, а в качестве лазера 3 -лазер с длиной волны излучения 5,5 мкм. В некоторых случаях возможно использование в качестве лазера 3 - -лазера с длиной волны излучения 1,06 мкм(например, при обработке толстых не оптических силикатных стекол, для которых на этой длине волны наблюдаются заметные потери энергии). Для регулирования подачи излучения от лазеров используют заслонки (на фигуре не показаны), предназначенные для отвода излучения из зоны обработки во время проведения операции установки изделия 12 на координатном столе 5, фокусировке лазерного излучения и настройке устройства подачи хладагента 7 и механизма нанесения дефекта 6. Фокусирующий объектив 2 жестко закреплен на каретке 9, а фокусирующий объектив 4 закреплен с возможностью поворота. 75902011.10.30 Координатный стол 5 предназначен для относительного перемещения лазерных пучков и обрабатываемого изделия 12 в горизонтальной плоскости. Механизм нанесения дефекта 6 предназначен для нанесения локальной инициирующей трещины на линии термораскалывания изделия 12. Устройство подачи хладагента 7 предназначено для подачи под давлением в зону обработки хладагента, представляющего собой дисперсную воздушно-водяную смесь. Приспособление для ультразвукового диспергирования хладагента 15 позволяет регулировать дисперсность воды, содержащейся в воздушно- водяной смеси. Установка работает следующим образом. Компьютер 11 в соответствии с заданной технологической программой координирует работу блока управления координатным столом 10 и задает перемещение координатного стола 5 в горизонтальной плоскости с необходимой скоростью по требуемым координатам. Изделие 12 из хрупкого неметаллического материала устанавливают на координатный стол 5, размещают механизм для нанесения дефекта 6 над началом предполагаемой траектории разделения и наносят дефект (закол, надрез) в начале контура термораскалывания. После этого координатный стол 5 совмещает надрез с начальным положением лазерных пучков лазера 1 и лазера 3. Подают на обрабатываемое изделие 12 лазерное излучение двух длин волн. При этом фокусирующий объектив 2 фокусирует излучение лазера 1 на надрезе. Фокусирующий объектив 4 фокусирует излучение лазера 3 в объеме изделия 12. Координатный стол 5 перемещает обрабатываемое изделие 12 вдоль контура обработки. При этом одновременно устройство подачи хладагента 7 через канал подачи сжатого воздуха 13 и канал подачи воды 14 подает под давлением и действием ультразвуковых колебаний приспособления для ультразвукового диспергирования хладагента 15 дисперсную воздушно-водяную смесь на поверхность обрабатываемого изделия 12 в зону,предварительно нагретую лазерным излучением. В месте подачи хладагента инициируется разделяющая микротрещина, которая, зародившись от нанесенного дефекта, развивается в зоне растягивающих напряжений сформированных хладагентом. Далее начальная микротрещина распространяется до зоны сжимающих напряжений, сформированных лазерным излучением, которое формирует в обрабатываемом материале два тепловых источника поверхностный, созданный лазером 1 и объемный, созданный лазером 3. В результате совместного воздействия лазерного излучения и хладагента в материале происходит развитие несквозной разделяющей микротрещины. Если обрабатываемое изделие имеет сложную пространственную форму, компьютер 11 через блок управления координатным столом 10 задает траекторию перемещения каретки 9 (а значит и зон нагрева и охлаждения) в вертикальной плоскости в соответствии с заданным месторасположением точек траектории на поверхности обрабатываемого изделия 12, регулируя работу механизма вертикального перемещения 8. При этом при перемещении фокусирующего объектива 2 и фокусирующего объектива 4 в вертикальном направлении сохраняются оптимальные значения плотности мощности излучения на поверхности обрабатываемого изделия 12 и в его внутренних слоях вдоль пространственной траектории термораскалывания. После завершения процесса лазерной резки обрабатываемого изделия 12 прекращается подача излучения и хладагента в зону обработки. При этом компьютер 11 при помощи блока управления координатным столом 10 выводит координатный стол 5 и механизм вертикального перемещения 8 в исходное положение. Использование предлагаемой установки обеспечивает значительное повышение надежности процесса термораскалывания термостойких материалов за счет использования приспособления для ультразвукового диспергирования хладагента, содержащегося в устройстве подачи хладагента, которое создает дополнительное управление дисперсностью воды для хладагента. В результате значительно увеличивается и становится более стабильным коэффициент теплоотдачи в зоне воздействия хладагента, что в свою очередь 4 75902011.10.30 позволяет достигать достаточно высоких перепадов температуры между зонами лазерного воздействия и хладагента. Это в свою очередь обусловливает возможность соответствующего повышения величины термоупругих напряжений и тем самым повышает надежность процесса термораскалывания термостойких материалов. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: C03B 33/02
Метки: неметаллического, установка, резки, лазерной, материала, хрупкого
Код ссылки
<a href="https://by.patents.su/5-u7590-ustanovka-dlya-lazernojj-rezki-hrupkogo-nemetallicheskogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Установка для лазерной резки хрупкого неметаллического материала</a>
Установка для лазерной резки хрупкого неметаллического материала
Номер патента: U 5813
Опубликовано: 30.12.2009
Авторы: Шалупаев Сергей Викентьевич, Никитюк Юрий Валерьевич
МПК: C03B 33/00
Метки: резки, установка, лазерной, хрупкого, неметаллического, материала
Текст:
...объемный нагрев поверхности, охлажденной в результате воздействия нанесенного хладагента, и возможность формирования распределения термоупругих полей. В результате происходит качественное сквозное термораскалывание обрабатываемого материала. На фигуре схематически изображена заявляемая полезная модель, вид сбоку. Установка для лазерной резки хрупких неметаллических материалов состоит из лазера 1 с длиной волны, соответствующей...
Установка для лазерной резки хрупкого неметаллического материала
Номер патента: U 5812
Опубликовано: 30.12.2009
Авторы: Шалупаев Сергей Викентьевич, Никитюк Юрий Валерьевич
МПК: C03B 33/00
Метки: неметаллического, лазерной, установка, резки, хрупкого, материала
Текст:
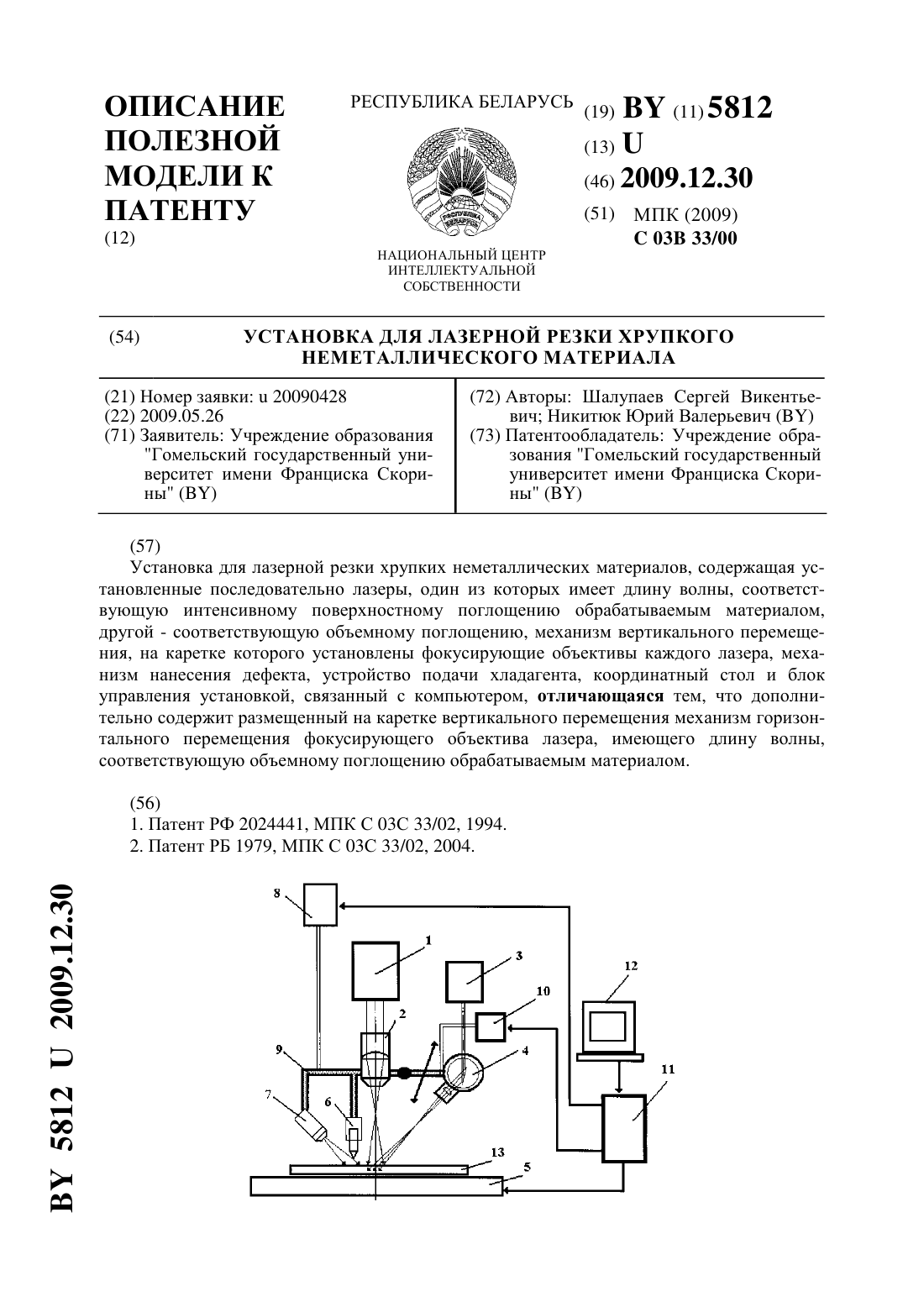
...стола 5, механизма нанесения дефекта 6, устройства подачи хладагента 7, механизма вертикального перемещения 8 с кареткой 9, механизма горизонтального перемещения 10 фокусирующего объектива 4. Фокусирующие объективы 2 и 4, механизм нанесения дефекта 6, устройство подачи хладагента 7 и механизм горизонтального перемещения 10 фокусирующего объектива 4 размещены на каретке 9. Кроме того, установка содержит блок 11 управления...
Установка для лазерной резки хрупкого неметаллического материала
Номер патента: U 7557
Опубликовано: 30.08.2011
Авторы: Шершнев Евгений Борисович, Никитюк Юрий Валерьевич, Соколов Сергей Иванович
МПК: C03B 33/02
Метки: лазерной, установка, неметаллического, резки, хрупкого, материала
Текст:
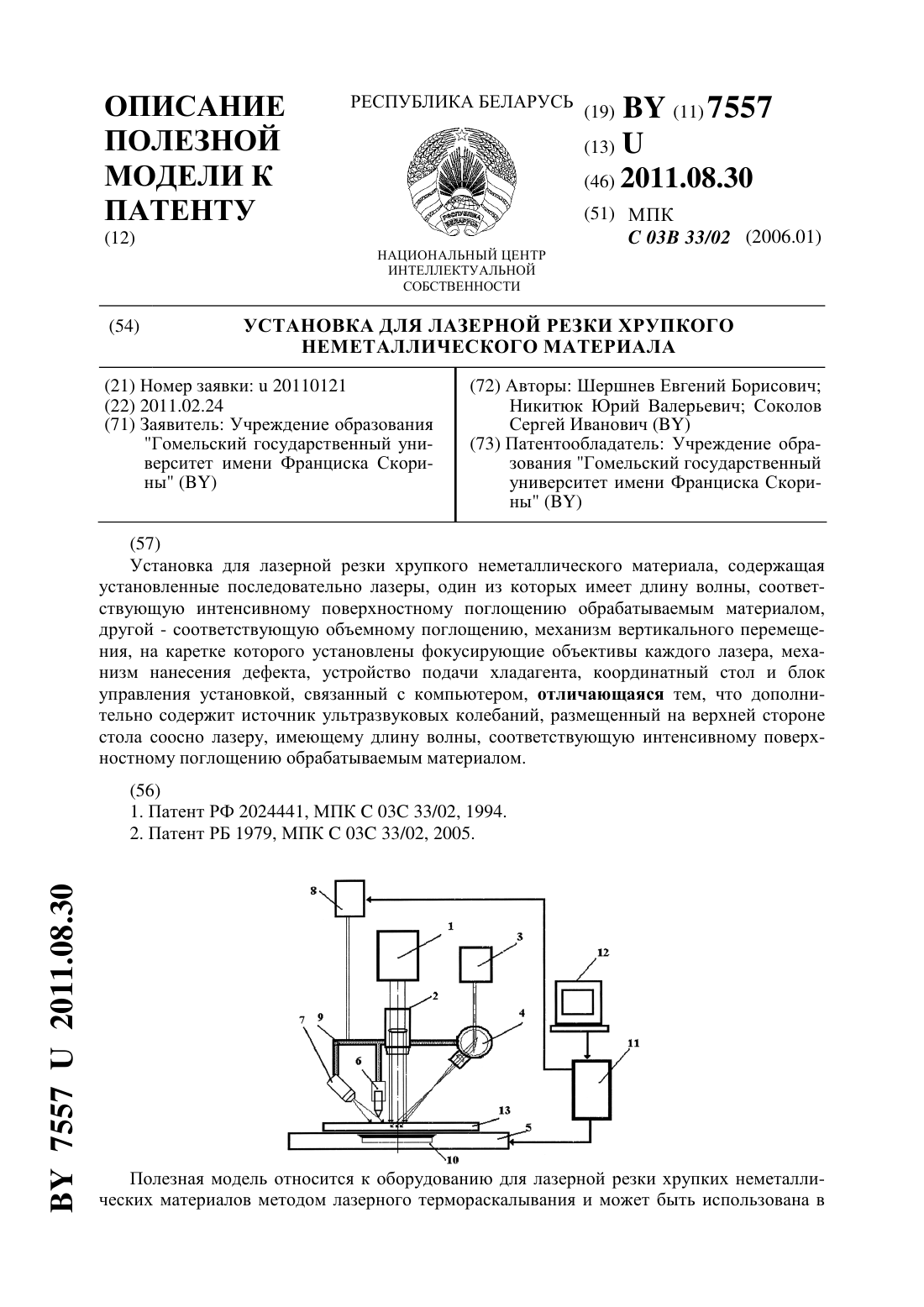
...и хладагента, которые обеспечивают надежную реализацию процесса лазерного термораскалывания термостойких материалов. На фигуре схематически изображена заявляемая полезная модель, вид сбоку. Установка для лазерной резки хрупких неметаллических материалов состоит из лазера 1 с длиной волны, соответствующей интенсивному поверхностному поглощению обрабатываемым материалом, и его фокусирующего объектива 2, лазера 3 с длиной волны, соответствующей...
Установка для лазерной резки хрупкого неметаллического материала
Номер патента: U 5827
Опубликовано: 30.12.2009
Авторы: Середа Андрей Александрович, Шалупаев Сергей Викентьевич, Никитюк Юрий Валерьевич
МПК: C03B 33/00
Метки: материала, резки, неметаллического, хрупкого, установка, лазерной
Текст:
...дополнительно содержит оптическую систему для фокусировки лазерного излучения с длиной волны, соответствующей интенсивному поверхностному поглощению обрабатываемым материалом в кольцевой пучок, размещенную в соответствующем фокусирующем объективе. В отличие от прототипа введение оптической системы для фокусировки лазерного излучения с длиной волны, соответствующей интенсивному поверхностному поглощению обрабатываемым материалом в...
Установка для лазерной резки хрупкого неметаллического материала
Номер патента: U 5902
Опубликовано: 28.02.2010
Авторы: Никитюк Юрий Валерьевич, Побияха Александр Сергеевич, Шалупаев Сергей Викентьевич
МПК: C03B 33/00
Метки: установка, материала, лазерной, хрупкого, резки, неметаллического
Текст:
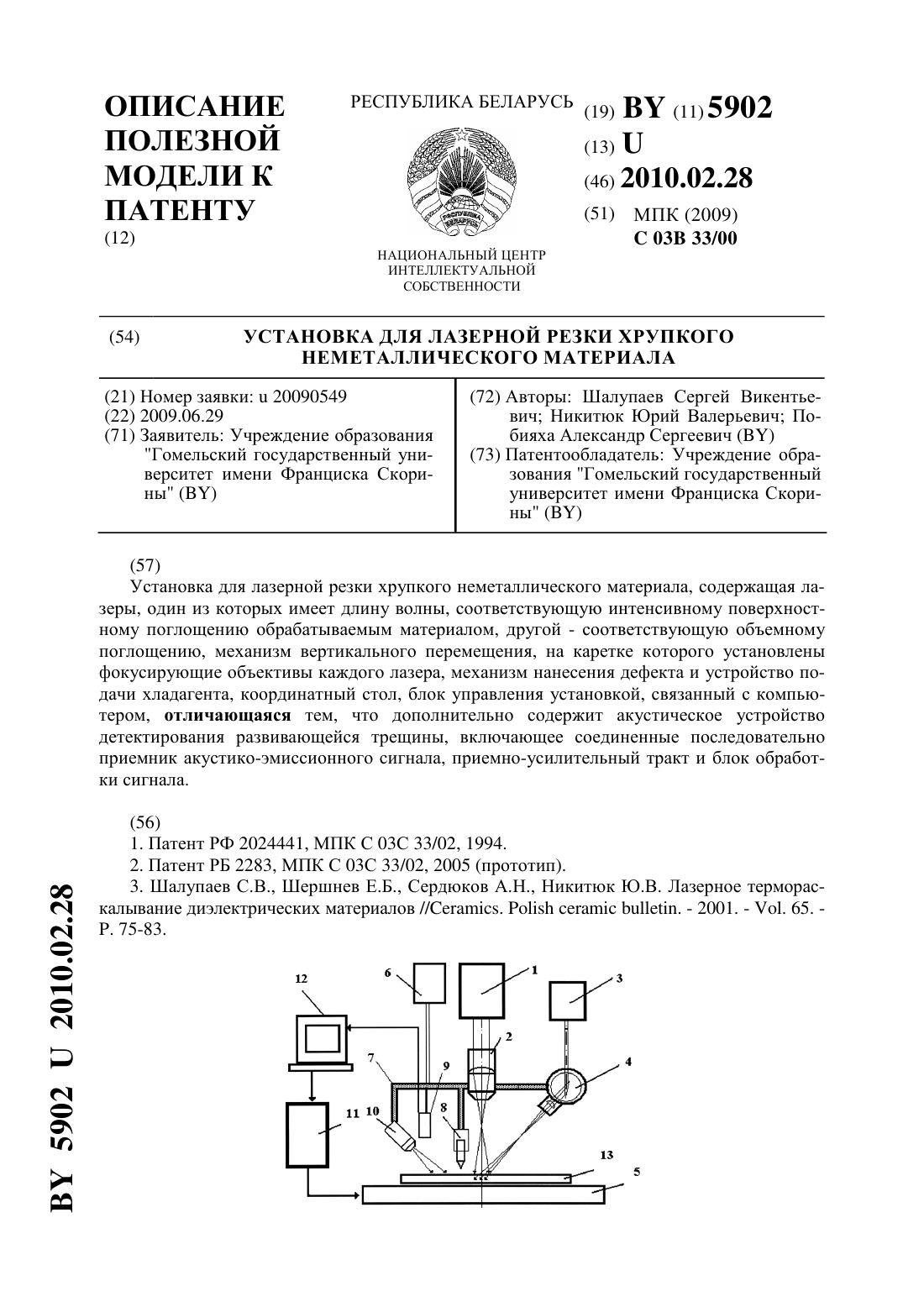
...поворота фокусирующий объектив 4, механизм нанесения дефекта 8, акустическое устройство детектирования развивающейся трещины 9 и устройство подачи хладагента 10. Кроме того, установка содержит блок управления 11 координатным столом 5 и механизмом вертикального перемещения 6. Работу блока управления 11 координирует технологическая программа, вводимая в компьютер 12. Кроме этого, информацию о наличии микротрещины фиксирует акустическое...
Предыдущий патент: Мебельный крепёжный узел
Следующий патент: Печь для хранения и выдачи расплава
Случайный патент: Система автоматизации рабочего процесса скрепера