Станок для магнитно-абразивной обработки сферических торцов мелких бочкообразных роликов
Номер патента: U 7303
Опубликовано: 30.06.2011
Авторы: Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Агейчик Валерий Александрович, Ермаков Николай Иванович

Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СТАНОК ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ТОРЦОВ МЕЛКИХ БОЧКООБРАЗНЫХ РОЛИКОВ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Акулович Леонид Михайлович Сергеев Леонид Ефимович Агейчик Валерий Александрович Ермаков Николай Иванович(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Станок для магнитно-абразивной обработки сферических торцов мелких бочкообразных роликов, содержащий С-образную станину и магнитную систему, состоящую из проходящего через станину ярма и электромагнитных катушек, установленных на нижнем ведущем и верхнем прижимном дисках, связанных с приводами вращения, отличающийся тем, что верхний прижимной диск выполнен в виде обращенной выпуклостью вверх в сторону магнитной системы расположенной симметрично оси вращения стенки полого шара толщиной 10-12 мм и внутренним радиусом стенки(1,2-1,4) ,где- радиус кривизны обрабатываемого торца ролика, - внутренний радиус стенки верхнего прижимного диска,73032011.06.30 причем наружная кромка верхнего прижимного диска выполнена цилиндрической диаметром н, равным внутреннему радиусу его стенки , а сам верхний прижимной диск связан с приводом вращения с угловой скоростью 800-1000 об/мин вокруг лежащей в плоскости симметрии ярма расположенной под углом 45 градусов к выходящей из центра кривизны стенки верхнего прижимного диска, начала радиуса , направленной в сторону ярма лежащей в плоскости его симметрии горизонтальной оси, являющейся осью вращения от собственного привода с угловой скоростью 63-125 об/мин нижнего ведущего диска, который выполнен в виде обращенной выпуклостью в сторону магнитной системы расположенной симметрично горизонтальной оси вращения стенки полого шара толщиной 10-12 мм и с наружным радиусом стенки н-(4-6) мм, причем центры кривизны стенок верхнего прижимного и нижнего ведущего дисков, начала радиусови н совпадают, при этом наружная кромка нижнего ведущего диска выполнена в виде боковой поверхности прямого кругового конуса с диаметром его основания ннс вершиной в центре кривизны стенок верхнего прижимного и нижнего ведущего дисков, а на периферии нижнего ведущего диска на расстоянии 1-2 мм от его наружной кромки симметрично оси вращения нижнего ведущего диска в выполненных в нем отверстиях, оси которых пересекаются в центре кривизны стенок верхнего прижимного и нижнего ведущего дисков, установлены обрабатываемыми сферическими торцами в сторону верхнего прижимного диска с зазором относительно его вогнутой поверхности 1-3 мм 6-8 штук бочкообразных роликов, а направление вращения верхнего прижимного и нижнего ведущего дисков является встречным.(56) 1. А.с. СССР 1030147, МПК 24 31/00, 1983. 2. Нарышкин В.Н., Коросташевский Р.В. Подшипники качения. Справочник. - . Машиностроение, 1984. - . 60-61. 3. ГОСТ 520-2002. Подшипники качения. Общие технические условия. Межгосударственный стандарт. По заказу Госстандарта РФ. - Минск. - . 126. 4. ГОСТ 9942-90. Подшипники упорные радиальные роликовые сферические одинарные. Технические условия. - . ФГУП, Стандартинформ, 2007. - . 1-5. Полезная модель относится к чистовой обработке изделий ферроабразивным порошком (ФАП) в магнитном поле и может быть использована в различных отраслях машиностроения при обработке поверхностей роликов подшипников качения. Известен 1 станок для магнитно-абразивной обработки шариков, содержащий-образную станину и магнитную систему, состоящую из проходящего через станину ярма и электромагнитных катушек, установленных на ведущем и прижимном дисках, первый из которых связан с приводом вращения вокруг вертикальной оси, а второй - с приводом возвратно-поступательных перемещений вдоль той же оси, причем на обращенных друг к другу торцах дисков выполнены канавки полукруглого профиля, а в канавке каждого диска установлены вставки из диамагнитного материала, которые расположены поочередно по обе стороны от оси симметрии полукруглого профиля канавки. Такое устройство не позволяет производить качественную и производительную магнитно-абразивную обработку поверхностей сферических торцов бочкообразных роликов роликовых упорных сферических одинарных подшипников, например, номер 9039414 и 9039412 2, 3, 4. Задачей, которую решает полезная модель, является повышение качества и производительности магнитно-абразивной обработки поверхностей сферических торцов мелких бочкообразных роликов роликовых упорных сферических одинарных подшипников. 2 73032011.06.30 Поставленная задача решается с помощью станка для магнитно-абразивной обработки сферических торцов мелких бочкообразных роликов, содержащего -образную станину и магнитную систему, состоящую из проходящего через станину ярма и электромагнитных катушек, установленных на нижнем ведущем и верхнем прижимном дисках, связанных с приводами вращения, где верхний прижимной диск выполнен в виде обращенной выпуклостью вверх в сторону магнитной системы расположенной симметрично оси вращения стенки полого шара толщиной 10-12 мм и внутренним радиусом стенки(1,2-1,4) ,где- радиус кривизны обрабатываемого торца ролика, - внутренний радиус стенки верхнего прижимного диска,причем наружная кромка верхнего прижимного диска выполнена цилиндрической диаметром н, равным внутреннему радиусу его стенки , а сам верхний прижимной диск связан с приводом вращения с угловой скоростью р 800-1000 об/мин вокруг лежащей в плоскости симметрии ярма расположенной под углом 45 градусов к выходящей из центра кривизны стенки верхнего прижимного диска, начала радиуса , направленной в сторону ярма лежащей в плоскости его симметрии горизонтальной оси, являющейся осью вращения от собственного привода с угловой скоростью 63-125 об/мин нижнего ведущего диска, который выполнен в виде обращенной выпуклостью в сторону магнитной системы расположенной симметрично горизонтальной оси вращения стенки полого шара толщиной 10-12 мм и с наружным радиусом стенки н-(4-6) мм, причем центры кривизны стенок верхнего прижимного и нижнего ведущего дисков, начала радиусови н совпадают, при этом наружная кромка нижнего ведущего диска выполнена в виде боковой поверхности прямого кругового конуса с диаметром его основания ннс вершиной в центре кривизны стенок верхнего прижимного и нижнего ведущего дисков, а на периферии нижнего ведущего диска на расстоянии 1-2 мм от его наружной кромки симметрично оси вращения нижнего ведущего диска в выполненных в нем отверстиях, оси которых пересекаются в центре кривизны стенок верхнего прижимного и нижнего ведущего дисков, установлены обрабатываемыми сферическими торцами в сторону верхнего прижимного диска с зазором относительно его вогнутой поверхности 1-3 мм 6-8 штук бочкообразных роликов, а направление вращения верхнего прижимного и нижнего ведущего дисков является встречным. На фигуре изображен общий вид станка. Станок для магнитно-абразивной обработки сферических торцов мелких бочкообразных роликов содержит С-образную станину 1 и магнитную систему, состоящую из проходящего через станину 1 ярма 2 и электромагнитных катушек 3 и 4, установленных соответственно на нижнем ведущем 5 и верхнем прижимном 6 дисках, изготовленных из магнитопроводящего ферромагнетика, например стали Ст. 3, и связанных с приводами вращения. Верхний прижимной диск 6 выполнен в виде обращенной выпуклостью вверх в сторону магнитной системы расположенной симметрично оси вращения стенки полого шара толщиной 10-12 мм и внутренним радиусом стенки(1,2-1,4) ,где- радиус кривизны обрабатываемого торца ролика, - внутренний радиус стенки верхнего прижимного диска,Наружная кромка верхнего прижимного диска 6 выполнена цилиндрической диаметром н, равным внутреннему радиусу его стенки , а сам верхний прижимной диск 6 связан с приводом вращения от электродвигателя 7 с угловой скоростью 8001000 об/мин вокруг лежащей в плоскости симметрии ярма расположенной под углом 45 к выходящей из центра кривизны О стенки верхнего прижимного диска 6, начала радиуса, направленной в сторону ярма 2 лежащей в плоскости его симметрии горизонтальной оси. Эта горизонтальная ось является осью вращения от электродвигателя 8 с угловой скоростью 63-125 об/мин нижнего ведущего диска 5, который выполнен в виде обращенной выпуклостью в сторону магнитной системы расположенной симметрично горизонтальной оси вращения стенки полого шара толщиной 10-12 мм и с наружным радиусом 3 73032011.06.30 стенки н-(4-6) мм, причем центры О кривизны стенок верхнего прижимного 6 и нижнего ведущего 5 дисков, начала радиусови н совпадают. Наружная кромка нижнего ведущего диска 5 выполнена в виде боковой поверхности усеченного прямого кругового конуса с диаметром его основания ннс вершиной в центре О кривизны стенок верхнего прижимного 6 и нижнего ведущего 5 дисков. На периферии нижнего ведущего диска 5 на расстоянии 1-2 мм от его наружной кромки симметрично оси вращения нижнего ведущего диска 5 в выполненных в нем отверстиях, оси которых пересекаются в центре О кривизны стенок верхнего прижимного и нижнего ведущего дисков, установлены обрабатываемыми сферическими торцами в сторону верхнего прижимного диска с зазором относительно его вогнутой поверхности 1-3 мм 6-8 штук бочкообразных роликов 9. Для фиксирования роликов 9 в отверстиях нижнего ведущего диска 5 предназначены упругие резиновые кольца 10. Направление вращения верхнего прижимного 6 и нижнего ведущего 5 дисков является встречным. Так как оси вращения верхнего прижимного 6 и нижнего ведущего 5 дисков расположены под углом 45 друг к другу, а их диаметры нн, то углы между конусными поверхностями с вершинами в центре кривизны О, охватывающими контуры верхнего прижимного 6 и нижнего ведущего 5 дисков, и их осями равны 0,5-30, таким образом угол перекрытия верхнего прижимного 6 и нижнего ведущего 5 дисков будет равен 230-4515. Так как для рассматриваемых бочкообразных роликов 80-95 мм и их находящиеся у обрабатываемых сферических торцов максимальные диаметры равны 20,5-22,7 мм, то указанное перекрытие верхнего прижимного 6 и нижнего ведущего 5 дисков обеспечивает обработку всей поверхности сферических торцов роликов 9. Станок работает следующим образом. Перед началом работы после установки обрабатываемых мелких бочкообразных роликов 9 в отверстия нижнего ведущего диска 5 между сферической торцевой поверхностью ролика 9 и поверхностью верхнего прижимного диска 6 помещается ФАП (на фигуре не показано). Нижний ведущий диск 5 приводится с помощью электродвигателя 8 во вращение вокруг горизонтальной оси, а верхний прижимной диск 6 приводится с помощью электродвигателя 7 во вращение вокруг своей наклонной оси. Торцевая сферическая поверхность мелких бочкообразных роликов 9 плавно и равномерно обрабатывается ФАП, при этом силы трения, упругости резинового фиксирующего кольца 10 и магнитное поле катушек 3 и 4 удерживает мелкие бочкообразные ролики 9 в отверстиях нижнего ведущего диска 5. Установленные угловые скорости вращения верхнего прижимного 6 и нижнего ведущего 5 дисков являются оптимальными для процесса обработки, а их соотношение позволяет устранить неоднородность абразивного воздействия на торец ролика. При этом обеспечивается подвижность ферроабразивной щетки для нивелирования разницы окружных скоростей точек торца ролика, происходит процесс самозатачивания абразивных зерен,снижается степень температурного и абразивного воздействия на сферическую поверхность торца, обеспечивается стабильность качественных характеристик поверхностного слоя торца ролика путем оптимизации глубины резания и уменьшения интенсивности воздействия теплоты, выделяющейся при резании, от периферии к центру ролика, а перекрестное воздействие абразивных зерен обеспечивает высокую степень точности обработки сферической поверхности торца ролика. Выполнение верхнего прижимного и нижнего ведущего дисков в виде стенок полых шаров толщиной 10-12 мм с общим центром О кривизны и соответственно кромками цилиндрической и конусной формы позволяет уменьшить рассеяние магнитных сил в дисках 5 и 6 с одновременными интенсификацией технологического процесса обработки сферических торцов роликов и снижением его энергоемкости. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24B 31/00
Метки: станок, мелких, магнитно-абразивной, роликов, обработки, бочкообразных, сферических, торцов
Код ссылки
<a href="https://by.patents.su/4-u7303-stanok-dlya-magnitno-abrazivnojj-obrabotki-sfericheskih-torcov-melkih-bochkoobraznyh-rolikov.html" rel="bookmark" title="База патентов Беларуси">Станок для магнитно-абразивной обработки сферических торцов мелких бочкообразных роликов</a>
Станок для магнитно-абразивной обработки сферических торцов мелких бочкообразных роликов

Номер патента: U 7160
Опубликовано: 30.04.2011
Авторы: Акулович Леонид Михайлович, Агейчик Валерий Александрович, Сергеев Леонид Ефимович, Ермаков Николай Иванович
МПК: B24B 31/00
Метки: магнитно-абразивной, обработки, торцов, бочкообразных, мелких, сферических, роликов, станок
Текст:
...с цилиндрическими роликами с приводом вращения от электродвигателя вокруг лежащей в плоскости симметрии ярма горизонтальной оси с угловой скоростью р, при этом в нижнем положении в проходящем через плоскость симметрии ярма сечении ось симметрии и вращения патрона с роликом проходит через середину кромки цилиндрического стакана нижнего ведущего диска перпендикулярно ей, а направления вращения дисков направлены так, что их окружные скорости со...
Станок для магнитно-абразивной обработки сферических торцов бочкообразных роликов
Номер патента: U 7352
Опубликовано: 30.06.2011
Авторы: Ермаков Николай Иванович, Акулович Леонид Михайлович, Сергеев Леонид Ефимович, Агейчик Валерий Александрович
МПК: B24B 31/00
Метки: сферических, магнитно-абразивной, торцов, станок, роликов, бочкообразных, обработки
Текст:
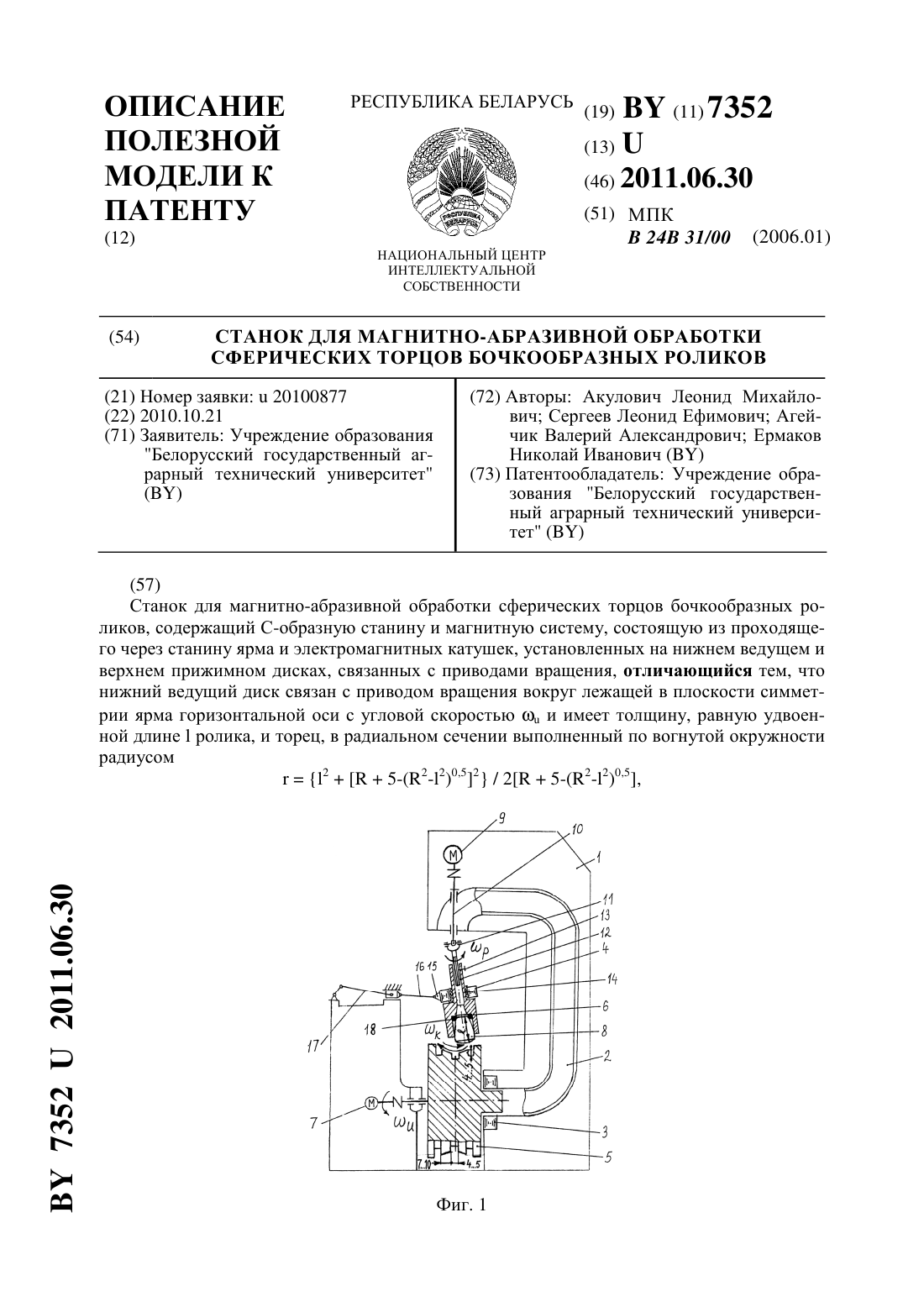
...7 приводом вращения вокруг лежащей в плоскости симметрии ярма 2 горизонтальной оси с угловой скоростью . Верхний прижимной диск 6 выполнен в виде магнитопроводящего патрона с нижним отверстием под установленный в него соосно меньшим основанием вверх и выступающим за его пределы большим сферическим основанием вниз бочкообразный ролик 8, фиксируемый в верхнем прижимном диске 6 силами трения и силами упругости от сжатия упругого резинового...
Станок для магнито-абразивной обработки сферических торцов бочкообразных роликов

Номер патента: U 7297
Опубликовано: 30.06.2011
Авторы: Агейчик Валерий Александрович, Сергеев Леонид Ефимович, Ермаков Николай Иванович, Акулович Леонид Михайлович
МПК: B24B 31/00
Метки: роликов, бочкообразных, станок, торцов, обработки, сферических, магнито-абразивной
Текст:
...в него соосно меньшим основанием вниз и выступающим за его пределы большим сферическим основанием вверх бочкообразный ролик и связан с приводом вращения вокруг лежащей в плоскости симметрии ярма наклоненной к горизонтали на угол 3739 градусов оси с угловой скоростью , при этом в проходящем через плоскость симметрии ярма сечении ось симметрии и вращения патрона с роликом проходит через середину кромки цилиндрического стакана верхнего...
Станок для магнитно-абразивной обработки сферических торцов конических роликов
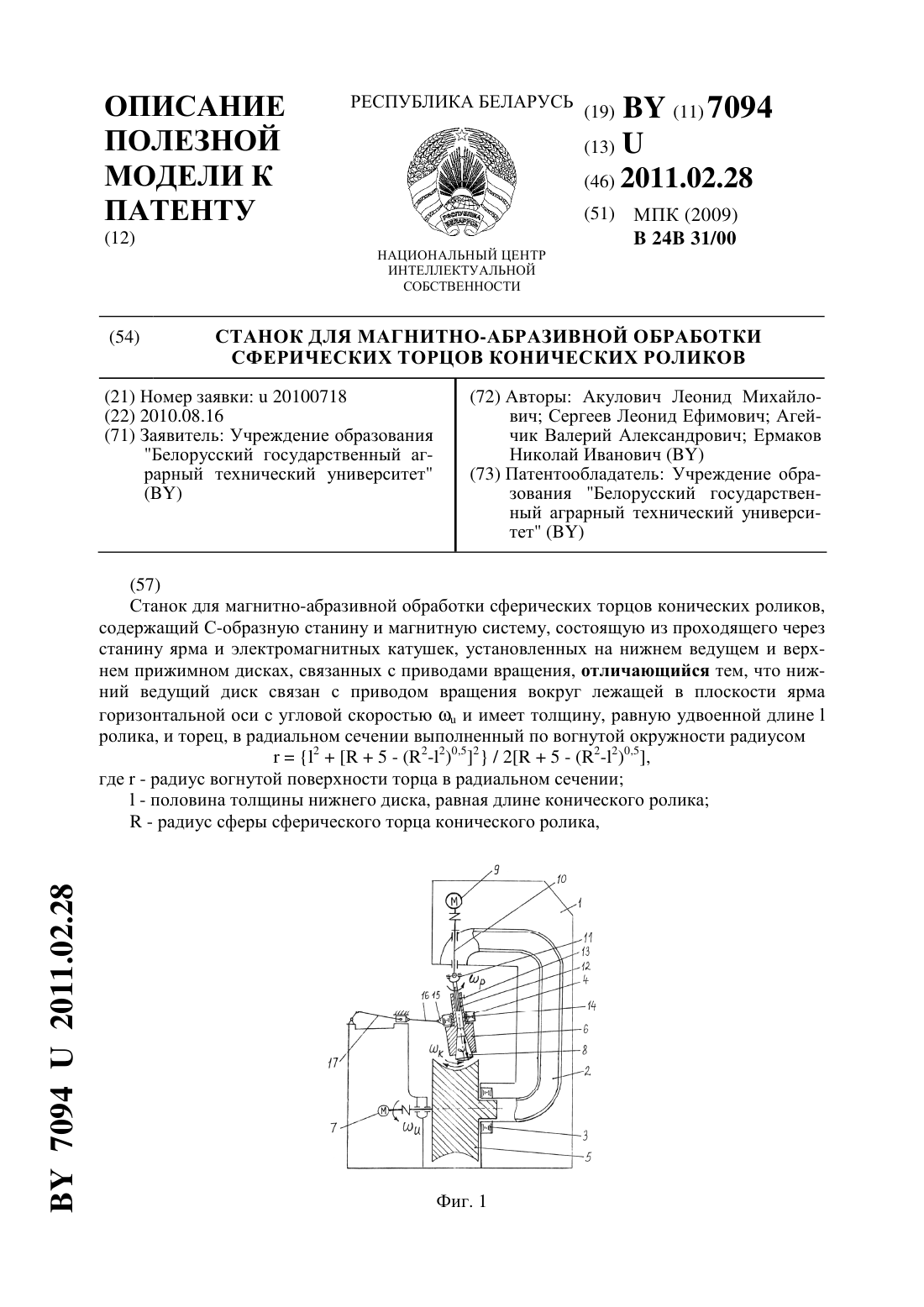
Номер патента: U 7094
Опубликовано: 28.02.2011
Авторы: Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Агейчик Валерий Александрович, Ермаков Николай Иванович
МПК: B24B 31/00
Метки: конических, магнитно-абразивной, станок, обработки, роликов, торцов, сферических
Текст:
...на нижнем ведущем 5 и верхнем прижимном 6 дисках, связанных с приводами вращения. Нижний ведущий диск 5 связан с включающим электродвигатель 7 приводом вращения вокруг лежащей в плоскости ярма 2 горизонтальной оси с угловой скоростью . Верхний прижимной диск 6 выполнен в виде патрона с нижним коническим отверстием под установленный в него соосно меньшим основанием вверх и выступающим за его пределы большим сферическим основанием вниз...
Станок для магнитно-абразивной обработки плоских конических колес с круговыми зубьями
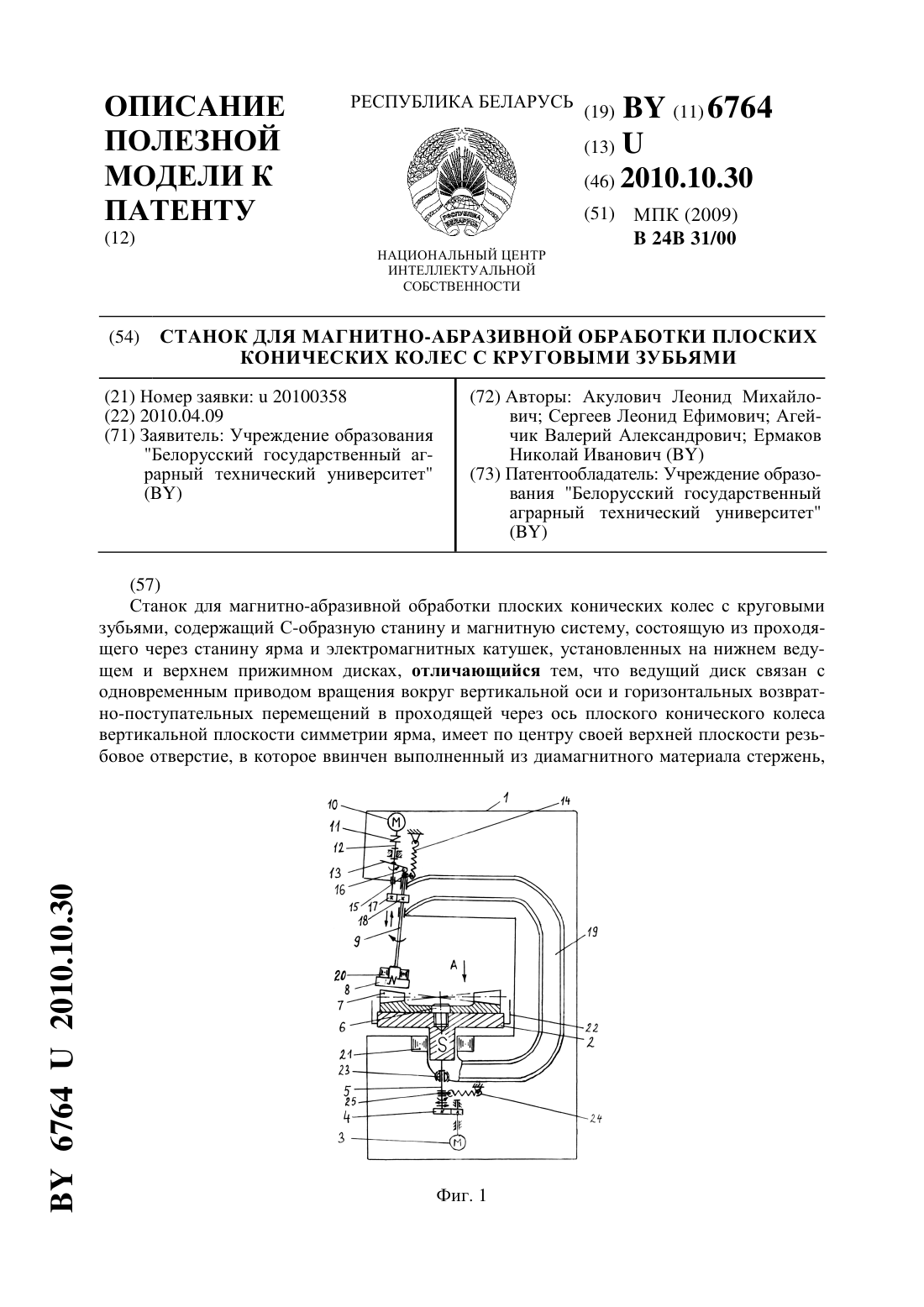
Номер патента: U 6764
Опубликовано: 30.10.2010
Авторы: Ермаков Николай Иванович, Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Агейчик Валерий Александрович
МПК: B24B 31/00
Метки: станок, круговыми, магнитно-абразивной, обработки, зубьями, плоских, конических, колес
Текст:
...перемещения на С-образной станине 1 ведущий диск-магнитопровод 2. Ведущий диск 2 имеет привод вращения вокруг вертикальной оси, для чего он кинематически связан с электродвигателем 3 с помощью фрикционной передачи, ведомый каток 4 которой выполнен эллипсной формы и установлен на нижнем конце вала 5. Ведущий диск 2 закреплен на верхнем конце вала 5 с возможностью демонтажа и замены на ведущий диск других размеров (на фигуре не...
Предыдущий патент: Вертикальный элеватор для кусковых грузов
Следующий патент: Дисковое почвообрабатывающее орудие
Случайный патент: Вычислительное устройство по модулю три