Станок для магнитно-абразивной обработки сферических торцов бочкообразных роликов
Номер патента: U 7352
Опубликовано: 30.06.2011
Авторы: Акулович Леонид Михайлович, Агейчик Валерий Александрович, Ермаков Николай Иванович, Сергеев Леонид Ефимович
Текст
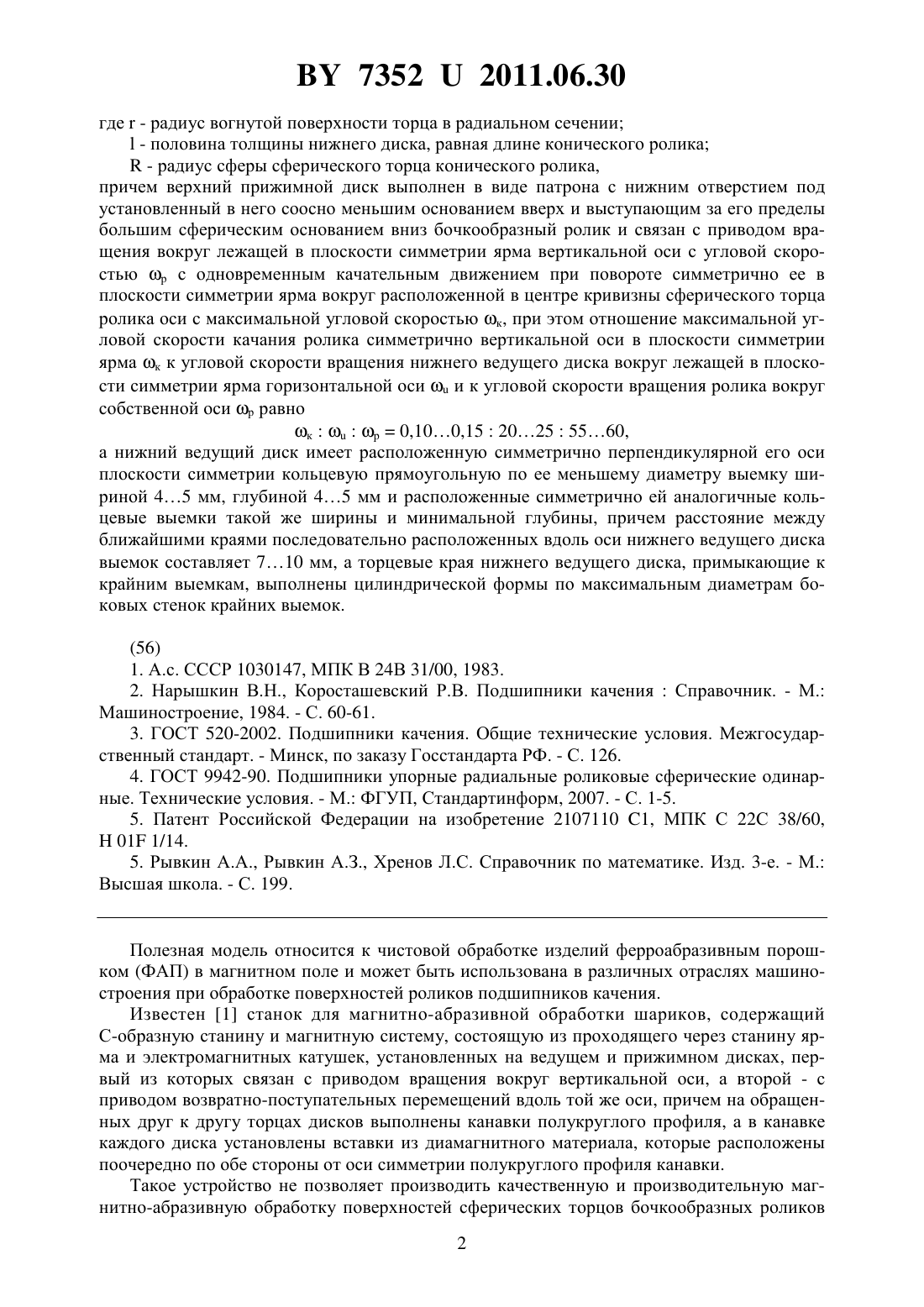
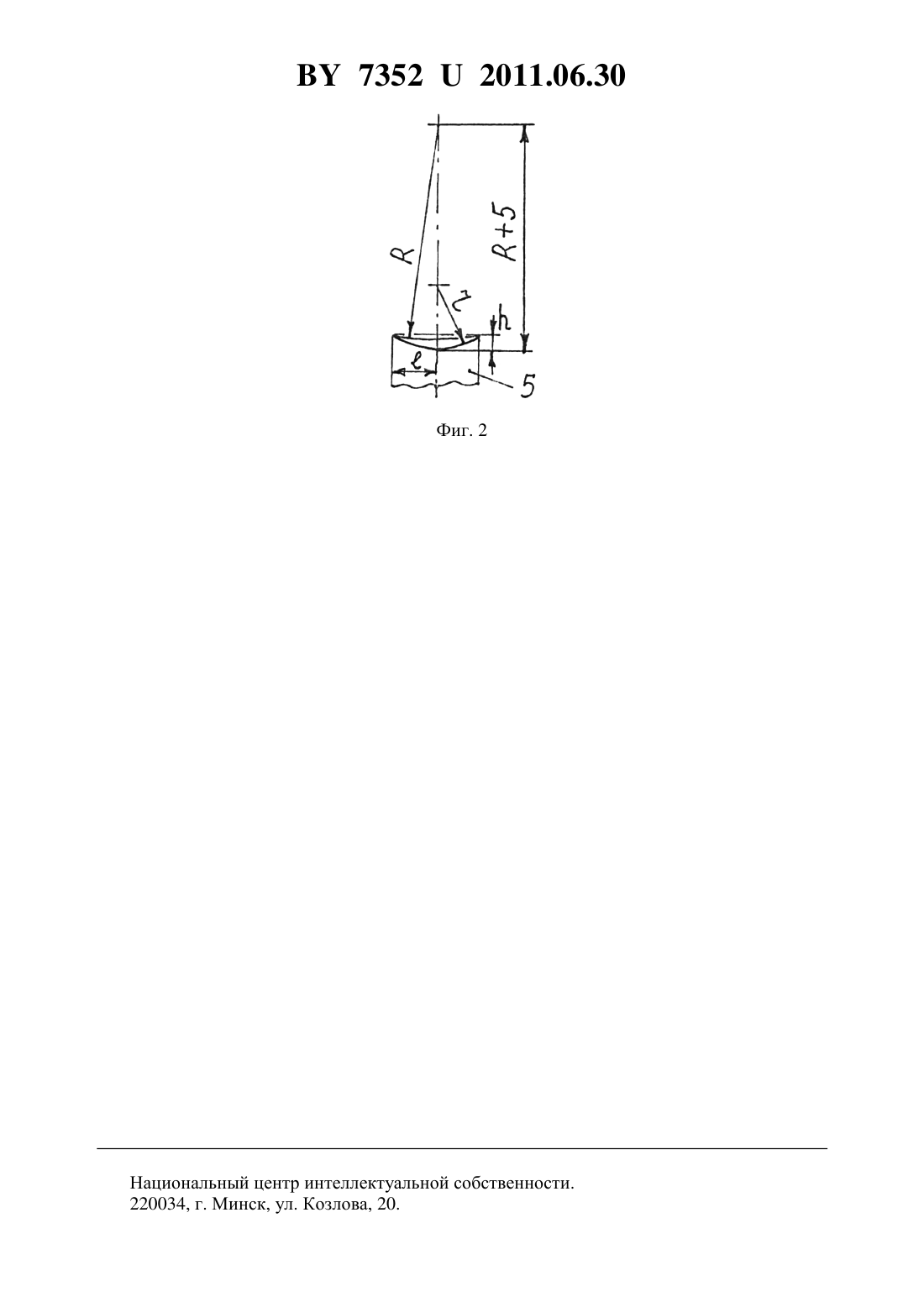
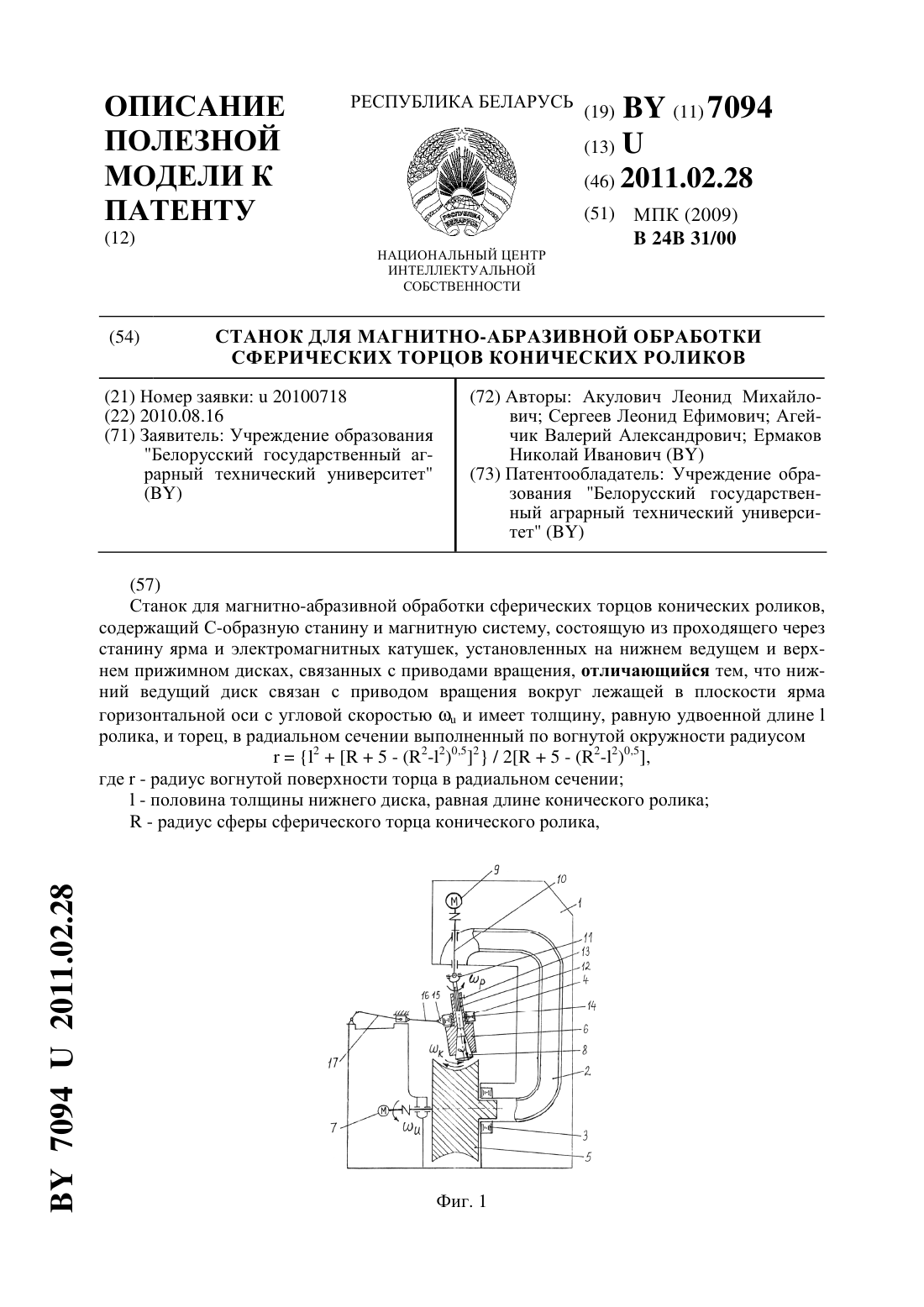
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СТАНОК ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ТОРЦОВ БОЧКООБРАЗНЫХ РОЛИКОВ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Акулович Леонид Михайлович Сергеев Леонид Ефимович Агейчик Валерий Александрович Ермаков Николай Иванович(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Станок для магнитно-абразивной обработки сферических торцов бочкообразных роликов, содержащий С-образную станину и магнитную систему, состоящую из проходящего через станину ярма и электромагнитных катушек, установленных на нижнем ведущем и верхнем прижимном дисках, связанных с приводами вращения, отличающийся тем, что нижний ведущий диск связан с приводом вращения вокруг лежащей в плоскости симметрии ярма горизонтальной оси с угловой скоростьюи имеет толщину, равную удвоенной длинеролика, и торец, в радиальном сечении выполненный по вогнутой окружности радиусом 25-(2-2)0,52 / 25-(2-2)0,5, Фиг. 1 73522011.06.30 где- радиус вогнутой поверхности торца в радиальном сечении- половина толщины нижнего диска, равная длине конического ролика- радиус сферы сферического торца конического ролика,причем верхний прижимной диск выполнен в виде патрона с нижним отверстием под установленный в него соосно меньшим основанием вверх и выступающим за его пределы большим сферическим основанием вниз бочкообразный ролик и связан с приводом вращения вокруг лежащей в плоскости симметрии ярма вертикальной оси с угловой скоростью р с одновременным качательным движением при повороте симметрично ее в плоскости симметрии ярма вокруг расположенной в центре кривизны сферического торца ролика оси с максимальной угловой скоростью к, при этом отношение максимальной угловой скорости качания ролика симметрично вертикальной оси в плоскости симметрии ярма к к угловой скорости вращения нижнего ведущего диска вокруг лежащей в плоскости симметрии ярма горизонтальной осии к угловой скорости вращения ролика вокруг собственной оси р равно кр 0,100,1520255560,а нижний ведущий диск имеет расположенную симметрично перпендикулярной его оси плоскости симметрии кольцевую прямоугольную по ее меньшему диаметру выемку шириной 45 мм, глубиной 45 мм и расположенные симметрично ей аналогичные кольцевые выемки такой же ширины и минимальной глубины, причем расстояние между ближайшими краями последовательно расположенных вдоль оси нижнего ведущего диска выемок составляет 710 мм, а торцевые края нижнего ведущего диска, примыкающие к крайним выемкам, выполнены цилиндрической формы по максимальным диаметрам боковых стенок крайних выемок.(56) 1. А.с. СССР 1030147, МПК В 24 В 31/00, 1983. 2. Нарышкин В.Н., Коросташевский Р.В. Подшипники каченияСправочник. - М. Машиностроение, 1984. - С. 60-61. 3. ГОСТ 520-2002. Подшипники качения. Общие технические условия. Межгосударственный стандарт. - Минск, по заказу Госстандарта РФ. - С. 126. 4. ГОСТ 9942-90. Подшипники упорные радиальные роликовые сферические одинарные. Технические условия. - М. ФГУП, Стандартинформ, 2007. - С. 1-5. 5. Патент Российской Федерации на изобретение 2107110 1, МПК С 22 С 38/60, 01 1/14. 5. Рывкин А.А., Рывкин А.З., Хренов Л.С. Справочник по математике. Изд. 3-е. - М. Высшая школа. - С. 199. Полезная модель относится к чистовой обработке изделий ферроабразивным порошком (ФАП) в магнитном поле и может быть использована в различных отраслях машиностроения при обработке поверхностей роликов подшипников качения. Известен 1 станок для магнитно-абразивной обработки шариков, содержащий С-образную станину и магнитную систему, состоящую из проходящего через станину ярма и электромагнитных катушек, установленных на ведущем и прижимном дисках, первый из которых связан с приводом вращения вокруг вертикальной оси, а второй - с приводом возвратно-поступательных перемещений вдоль той же оси, причем на обращенных друг к другу торцах дисков выполнены канавки полукруглого профиля, а в канавке каждого диска установлены вставки из диамагнитного материала, которые расположены поочередно по обе стороны от оси симметрии полукруглого профиля канавки. Такое устройство не позволяет производить качественную и производительную магнитно-абразивную обработку поверхностей сферических торцов бочкообразных роликов 2 73522011.06.30 роликовых упорных сферических одинарных подшипников, например, номер 9039428 и 9039434 2, 3, 4. Задачей, которую решает полезная модель, является повышение качества и производительности магнитно-абразивной обработки поверхностей сферических торцов бочкообразных роликов роликовых упорных сферических одинарных подшипников. Поставленная задача решается с помощью станка для магнитно-абразивной обработки сферических торцов конических роликов, содержащего С-образную станину и магнитную систему, состоящую из проходящего через станину ярма и электромагнитных катушек,установленных на нижнем ведущем и верхнем прижимном дисках, связанных с приводами вращения, где нижний ведущий диск связан с приводом вращения вокруг лежащей в плоскости симметрии ярма горизонтальной оси с угловой скоростьюи имеет толщину,равную удвоенной длинеролика, и торец, в радиальном сечении выполненный по вогнутой окружности радиусом 25-(2-2)0,52 / 25-(2-2)0,5,где- радиус вогнутой поверхности торца в радиальном сечении- половина толщины нижнего диска, равная длине конического ролика- радиус сферы сферического торца конического ролика,причем верхний прижимной диск выполнен в виде патрона с нижним отверстием под установленный в него соосно меньшим основанием вверх и выступающим за его пределы большим сферическим основанием вниз бочкообразный ролик и связан с приводом вращения вокруг лежащей в плоскости симметрии ярма вертикальной оси с угловой скоростью р с одновременным качательным движением при повороте симметрично ее в плоскости симметрии ярма вокруг расположенной в центре кривизны сферического торца ролика оси с максимальной угловой скоростью к, при этом отношение максимальной угловой скорости качания ролика симметрично вертикальной оси в плоскости симметрии ярма к к угловой скорости вращения нижнего ведущего диска вокруг лежащей в плоскости симметрии ярма горизонтальной осии к угловой скорости вращения ролика вокруг собственной оси р равно кр 0,100,1520255560,а нижний ведущий диск имеет расположенную симметрично перпендикулярной его оси плоскости симметрии кольцевую прямоугольную по ее меньшему диаметру выемку шириной 45 мм, глубиной 45 мм и расположенные симметрично ей аналогичные кольцевые выемки такой же ширины и минимальной глубины, причем расстояние между ближайшими краями последовательно расположенных вдоль оси нижнего ведущего диска выемок составляет 710 мм, а торцевые края нижнего ведущего диска, примыкающие к крайним выемкам, выполнены цилиндрической формы по максимальным диаметрам боковых стенок крайних выемок. На фиг. 1 изображен общий вид станка на фиг. 2 показана расчетная схема для определения радиуса вогнутой поверхности торца нижнего ведущего диска в радиальном сечении . Станок для магнитно-абразивной обработки сферических торцов бочкообразных роликов содержит С-образную станину 1 и магнитную систему, состоящую из проходящего через станину 1 ярма 2 и электромагнитных катушек 3 и 4, установленных соответственно на нижнем ведущем 5 и верхнем прижимном 6 дисках, связанных с приводами вращения. Нижний ведущий магнитопроводящий диск 5 связан с включающим электродвигатель 7 приводом вращения вокруг лежащей в плоскости симметрии ярма 2 горизонтальной оси с угловой скоростью . Верхний прижимной диск 6 выполнен в виде магнитопроводящего патрона с нижним отверстием под установленный в него соосно меньшим основанием вверх и выступающим за его пределы большим сферическим основанием вниз бочкообразный ролик 8, фиксируемый в верхнем прижимном диске 6 силами трения и силами упругости от сжатия упругого резинового фиксирующего кольца 18, и связан с приводом 3 73522011.06.30 вращения от электродвигателя 9 вокруг присоединенной к нему лежащей в плоскости симметрии ярма вертикальной оси 10 с угловой скоростью , равной угловой скорости вращения бочкообразного ролика 8 вокруг собственной оси. Одновременно патрон 6 осуществляет качательное движение с максимальной угловой скоростью к во время его поворота симметрично вертикальной оси 10 в плоскости ярма 2 вокруг расположенной в центре кривизны сферического торца бочкообразного ролика 8 перпендикулярной плоскости ярма 2 оси за счет находящейся в этом центре, соединяющей верхнюю и нижнюю части вертикальной оси 10 шарнирной муфты 11. Нижняя часть вертикальной оси 10 содержит шлицевое соединение 12 со стопорным болтом 13 с возможностью изменения длины нижней части вертикальной оси 10 с закрепленным на ней снизу патроном 6. Электромагнитная катушка 4 установлена на патроне 6 с помощью подшипника скольжения 14 и, не имея возможности совершать вследствие наличия подшипника 14 вращательного движения вместе с вертикальной осью 10, с помощью находящихся в плоскости ярма 2 присоединенного к катушке 4 с помощью шарнира 15 стержня 16 и шарнирно присоединенного к нему кривошипно-шатунного механизма 17 с электродвигателем (на фигуре не показан) имеет возможность совершать вышеописанное качательное движение. Материал подшипника скольжения 14 выполнен из магнитострикционного сплава на основе железа,содержащего ряд компонентов, в том числе алюминий, кремний, углерод и серу. Данный сплав относится к магнитно-мягким материалам, и технический эффект от его применения состоит в стабильном получении высоких значений индукции насыщения за счет направленных напряжений, возникающих при выделении карбидов алюминия, и образования правильно ориентированной доменной структуры 5. Нижний ведущий диск 5 имеет толщину, равную удвоенной длинеролика, и торец, в радиальном сечении выполненный по вогнутой окружности радиусом(1)25-(2-2)0,52 / 25-(2-2)0,5,где- радиус вогнутой поверхности торца в радиальном сечении- половина толщины нижнего диска, равная длине конического ролика- радиус сферы сферического торца конического ролика. При этом толщина нижнего ведущего диска 5 равна 2 - удвоенной длине бочкообразного ролика 8, а между сферической поверхностью торца бочкообразного ролика 8 за счет наличия заявленной величины радиусавогнутой поверхности торца в радиальном сечении в вертикальной плоскости симметрии образуется увеличение зазора на 5 мм по сравнению с минимальным в крайних положениях. Представленная в формуле (1) величина радиусаполучена в результате решения уравнения (2), где присутствует определенная по формуле 6, показанная на фиг. 2 разницамежду величинами максимального и минимального радиусов нижнего ведущего диска и половина толщины этого диска(22)/2.(2) В это уравнение подставляется определенное по фиг. 2 с использованием формулы Пифагора значение 5-(2-2)0,5.(3) Например, при размерах бочкообразного ролика роликового упорного сферического одинарного подшипника номер 9039428180 мм,44,8 мм,10,4 мм. Отношение максимальной угловой скорости качания ролика симметрично вертикальной оси при повороте в плоскости симметрии ярма к к угловой скорости вращения нижнего ведущего диска вокруг лежащей в плоскости симметрии ярма горизонтальной осии к угловой скорости вращения ролика вокруг его осиравно(4) к 0,100,1520255560. Нижний ведущий диск имеет расположенную симметрично перпендикулярной его оси плоскости симметрии кольцевую прямоугольную по ее меньшему диаметру выемку шириной 45 мм, глубиной 45 мм и расположенные симметрично ей аналогичные кольцевые выемки такой же ширины и минимальной глубины, причем расстояние между 4 73522011.06.30 ближайшими краями последовательно расположенных вдоль оси нижнего ведущего диска выемок составляет 710 мм, а торцевые края нижнего ведущего диска, примыкающие к крайним выемкам, выполнены цилиндрической формы по максимальным диаметрам боковых стенок крайних выемок. Станок работает следующим образом. Перед началом работы после установки обрабатываемого бочкообразного ролика 8 в патрон 6 между сферической поверхностью ролика 8 и торцом нижнего ведущего диска 5 устанавливается с помощью шлицевого соединения 12 и стопорного болта 13 минимальный зазор 12 мм и помещается ФАП (на фигуре не показано). Нижний ведущий диск 5 приводится с помощью электродвигателя 7 во вращение вокруг горизонтальной оси, а патрон 6 вместе с бочкообразным роликом 8 приводится с помощью электродвигателя 9 во вращение вокруг своей оси и одновременно с помощью кривошипно-шатунного механизма 17 и стержня 16 совершает благодаря вмонтированной в вертикальную ось 10 шарнирной муфте 11 качательное движение в плоскости ярма вокруг расположенной в центре кривизны сферического торца бочкообразного ролика 8 оси. Торцевая сферическая поверхность бочкообразного ролика 8 плавно и равномерно обрабатывается ФАП, при этом силы трения, упругости резинового фиксирующего кольца 18 и магнитное поле катушек 3 и 4 удерживают бочкообразный ролик 8 в патроне 6. Отношение максимальной угловой скорости качания ролика симметрично вертикальной оси при повороте в плоскости симметрии ярма к к угловой скорости вращения нижнего ведущего диска вокруг лежащей в плоскости симметрии ярма горизонтальной осии к угловой скорости вращения ролика вокруг своей оси р, равное кр 0,100,1520255560,позволяет устранить неоднородность абразивного воздействия на торец ролика, а наличие серповидного зазора между сферической поверхностью торца бочкообразного ролика 8 и торцом нижнего ведущего диска 5 обеспечивает подвижность ферроабразивной щетки для нивелирования разницы окружных скоростей точек торца ролика. При этом происходит процесс самозатачивания абразивных зерен, снижается степень температурного и абразивного воздействия на сферическую поверхность торца, обеспечивается стабильность качественных характеристик поверхностного слоя торца ролика путем оптимизации глубины резания и уменьшения интенсивности воздействия теплоты, выделяющейся при резании, от периферии к центру ролика. Имеющее место при работе станка перекрестное воздействие абразивных зерен обеспечивает высокую степень точности обработки сферической поверхности торца ролика путем ее совпадения с траекторией движения абразивных зерен и создания эффекта постоянства процесса резания, в отличие от применяемого прерывистого и приводящего к веерообразной радиальной шероховатости с температурным ожогом в центре. Выполнение на нижнем ведущем диске вышеописанных кольцевых выемок позволяет интенсифицировать МАО на рабочей части полюсных наконечников. Образующееся по краям кольцевых выемок неоднородное магнитное поле позволяет удерживать в контакте с деталью максимальное количество порошка, увеличивает интенсивность съема материала при устранении дефектного слоя, возникшего при предшествующих технологических операциях. Имеющее место при этом повышенное давление порошка на обрабатываемую поверхность обеспечивает повышение качества обработки поверхностного слоя детали с уменьшением его шероховатости и остаточных напряжений растяжения. При этом образуется поверхностный наклепанный слой, сопровождающийся увеличением долговечности детали при одновременном отсутствии необходимости повышения магнитной индукции, например, за счет увеличения электрического тока, что улучшает технико-экономические показатели МАО детали. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B24B 31/00
Метки: станок, торцов, роликов, обработки, бочкообразных, магнитно-абразивной, сферических
Код ссылки
<a href="https://by.patents.su/6-u7352-stanok-dlya-magnitno-abrazivnojj-obrabotki-sfericheskih-torcov-bochkoobraznyh-rolikov.html" rel="bookmark" title="База патентов Беларуси">Станок для магнитно-абразивной обработки сферических торцов бочкообразных роликов</a>
Станок для магнитно-абразивной обработки сферических торцов мелких бочкообразных роликов

Номер патента: U 7160
Опубликовано: 30.04.2011
Авторы: Сергеев Леонид Ефимович, Ермаков Николай Иванович, Агейчик Валерий Александрович, Акулович Леонид Михайлович
МПК: B24B 31/00
Метки: бочкообразных, обработки, торцов, мелких, станок, роликов, сферических, магнитно-абразивной
Текст:
...с цилиндрическими роликами с приводом вращения от электродвигателя вокруг лежащей в плоскости симметрии ярма горизонтальной оси с угловой скоростью р, при этом в нижнем положении в проходящем через плоскость симметрии ярма сечении ось симметрии и вращения патрона с роликом проходит через середину кромки цилиндрического стакана нижнего ведущего диска перпендикулярно ей, а направления вращения дисков направлены так, что их окружные скорости со...
Станок для магнитно-абразивной обработки сферических торцов конических роликов
Номер патента: U 7094
Опубликовано: 28.02.2011
Авторы: Акулович Леонид Михайлович, Агейчик Валерий Александрович, Ермаков Николай Иванович, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: магнитно-абразивной, сферических, роликов, обработки, конических, станок, торцов
Текст:
...на нижнем ведущем 5 и верхнем прижимном 6 дисках, связанных с приводами вращения. Нижний ведущий диск 5 связан с включающим электродвигатель 7 приводом вращения вокруг лежащей в плоскости ярма 2 горизонтальной оси с угловой скоростью . Верхний прижимной диск 6 выполнен в виде патрона с нижним коническим отверстием под установленный в него соосно меньшим основанием вверх и выступающим за его пределы большим сферическим основанием вниз...
Станок для магнито-абразивной обработки сферических торцов бочкообразных роликов

Номер патента: U 7297
Опубликовано: 30.06.2011
Авторы: Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Агейчик Валерий Александрович, Ермаков Николай Иванович
МПК: B24B 31/00
Метки: бочкообразных, торцов, станок, магнито-абразивной, роликов, обработки, сферических
Текст:
...в него соосно меньшим основанием вниз и выступающим за его пределы большим сферическим основанием вверх бочкообразный ролик и связан с приводом вращения вокруг лежащей в плоскости симметрии ярма наклоненной к горизонтали на угол 3739 градусов оси с угловой скоростью , при этом в проходящем через плоскость симметрии ярма сечении ось симметрии и вращения патрона с роликом проходит через середину кромки цилиндрического стакана верхнего...
Станок для магнитно-абразивной обработки шариков

Номер патента: U 7046
Опубликовано: 28.02.2011
Авторы: Ермаков Николай Иванович, Агейчик Валерий Александрович, Сергеев Леонид Ефимович, Акулович Леонид Михайлович
МПК: B24B 31/00
Метки: станок, обработки, магнитно-абразивной, шариков
Текст:
...равный 45 мм,причем нижний ведущий диск имеет расположенный концентрично относительно его оси желоб глубиной 2/3 от радиусов расположенных в нем шариков , имеющий в проходящем через ось ведущего диска радиальном сечении форму симметричной относительно среднего радиуса желоба параболы, описываемой при расположении системы координат в 2 70462011.02.28 центре шарикас вертикальной осью , горизонтальной осьюв секущей плоскости и...
Станок для магнитно-абразивной обработки реек с прямыми зубьями

Номер патента: U 6796
Опубликовано: 30.12.2010
Авторы: Агейчик Валерий Александрович, Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Ермаков Николай Иванович
МПК: B24B 31/00
Метки: прямыми, зубьями, магнитно-абразивной, реек, обработки, станок
Текст:
...в контакте с помощью расположенной в этой плоскости симметрии прижимной пружины с жестко установленным на приводном валу кулачком, причем к нижней части станины с внешней по отношению к центру ведущего колеса стороны рейки вдоль ее вплотную установлены с возможностью вращения на вертикальных осях малые ролики, верхний горизонтальный контур которых находится на уровне верхней плоскости опорного диска, а к верхней части станины с внутренней по...
Предыдущий патент: Асбестоцементное изделие
Следующий патент: Пакет теплоизоляционный
Случайный патент: Способ электробиостимуляции ЦНС человека