Печь для хранения и выдачи расплава
Номер патента: U 7720
Опубликовано: 30.10.2011
Авторы: Волочко Александр Тихонович, Жукова Анна Анатольевна, Волков Владимир Иванович, ВОЛОСЮК Василий Васильевич, Овчинников Владимир Васильевич
Текст
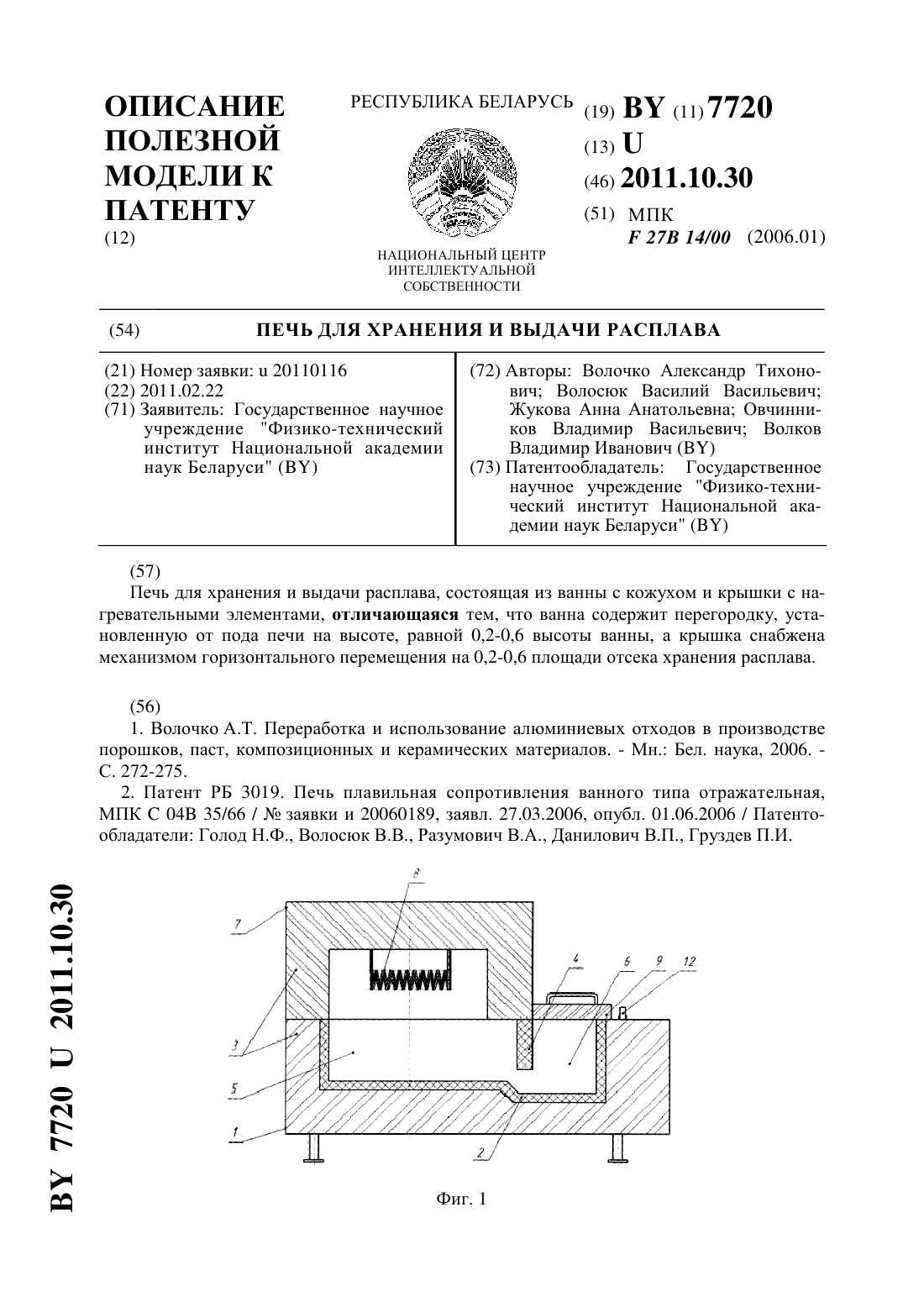
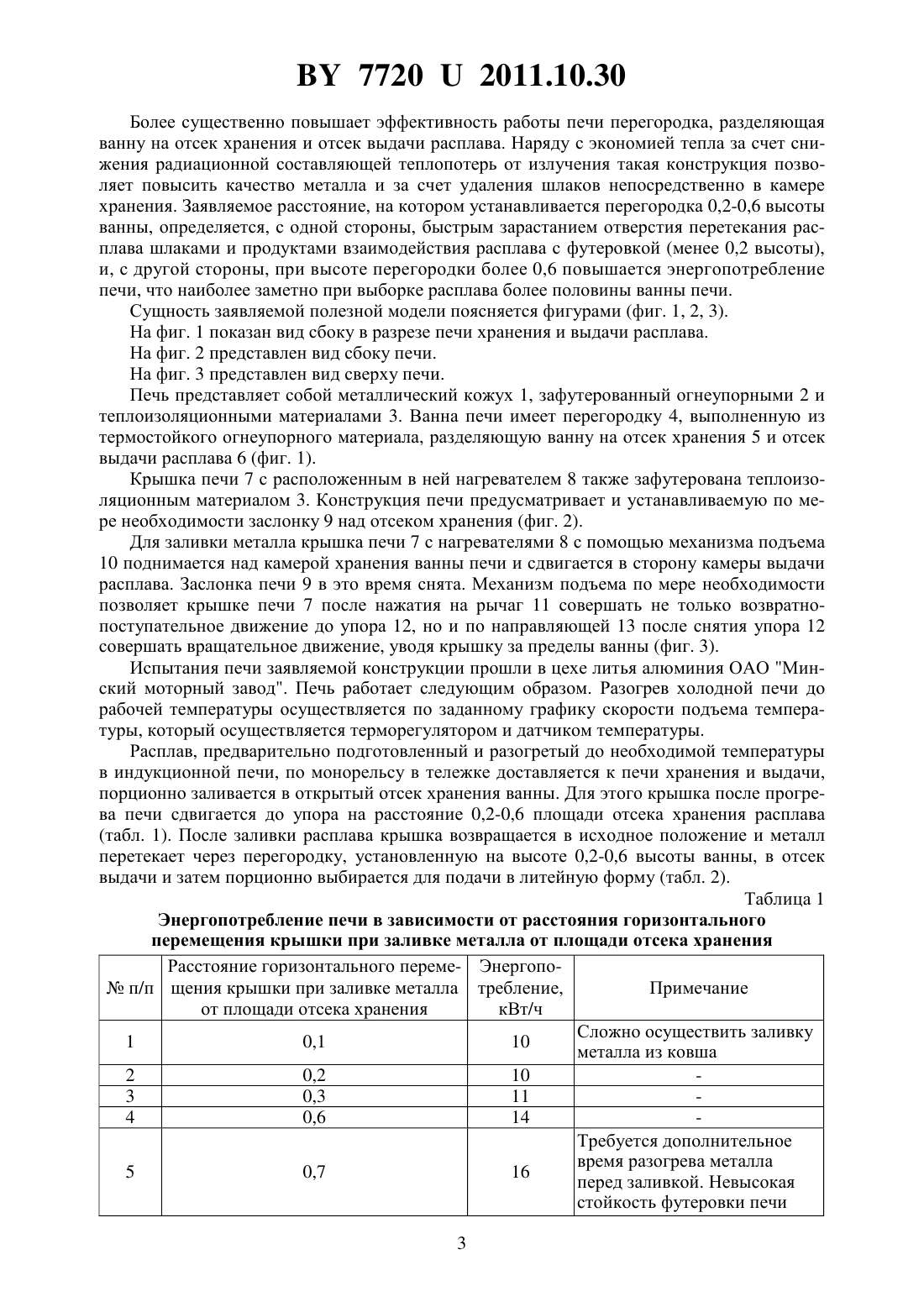
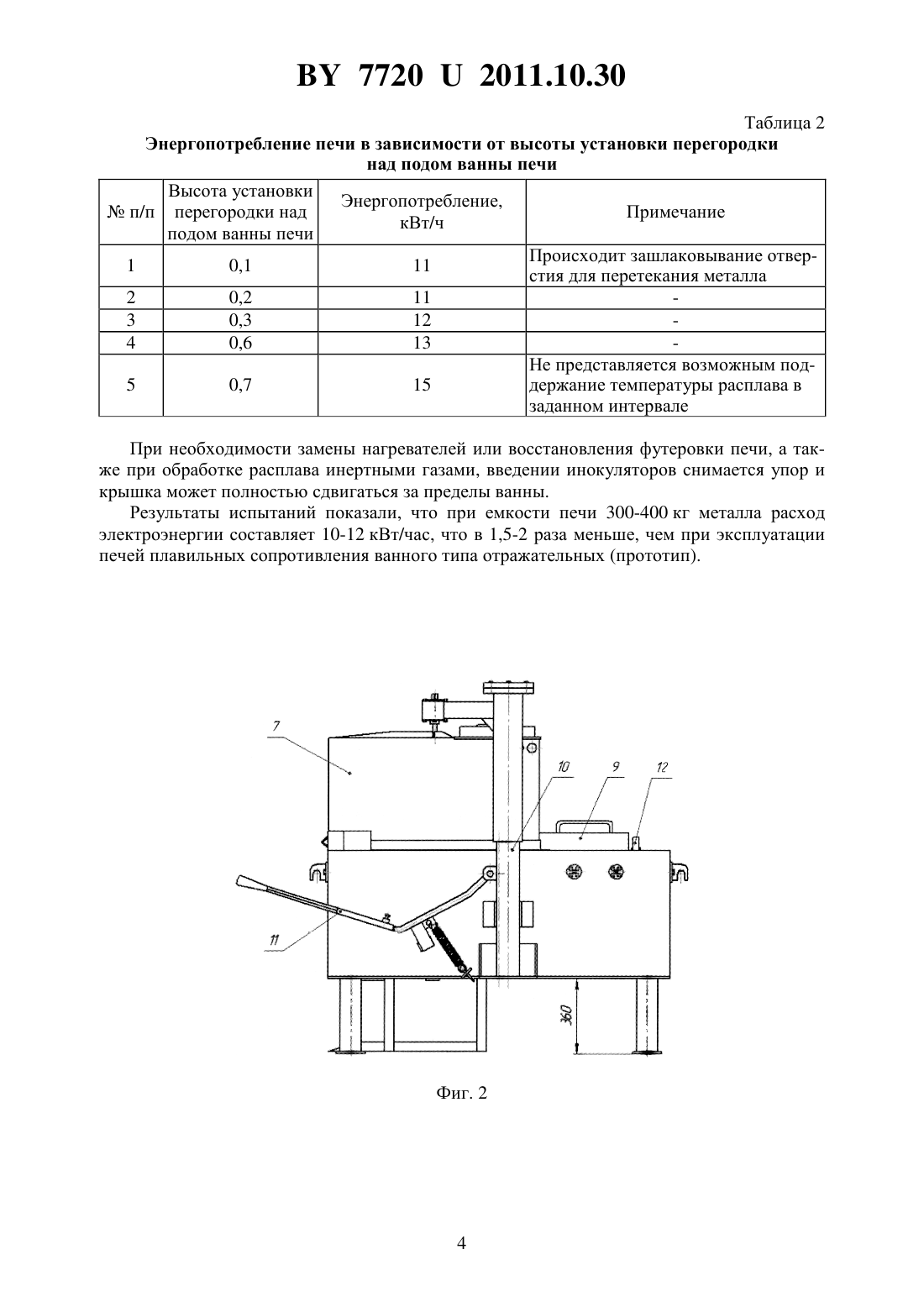
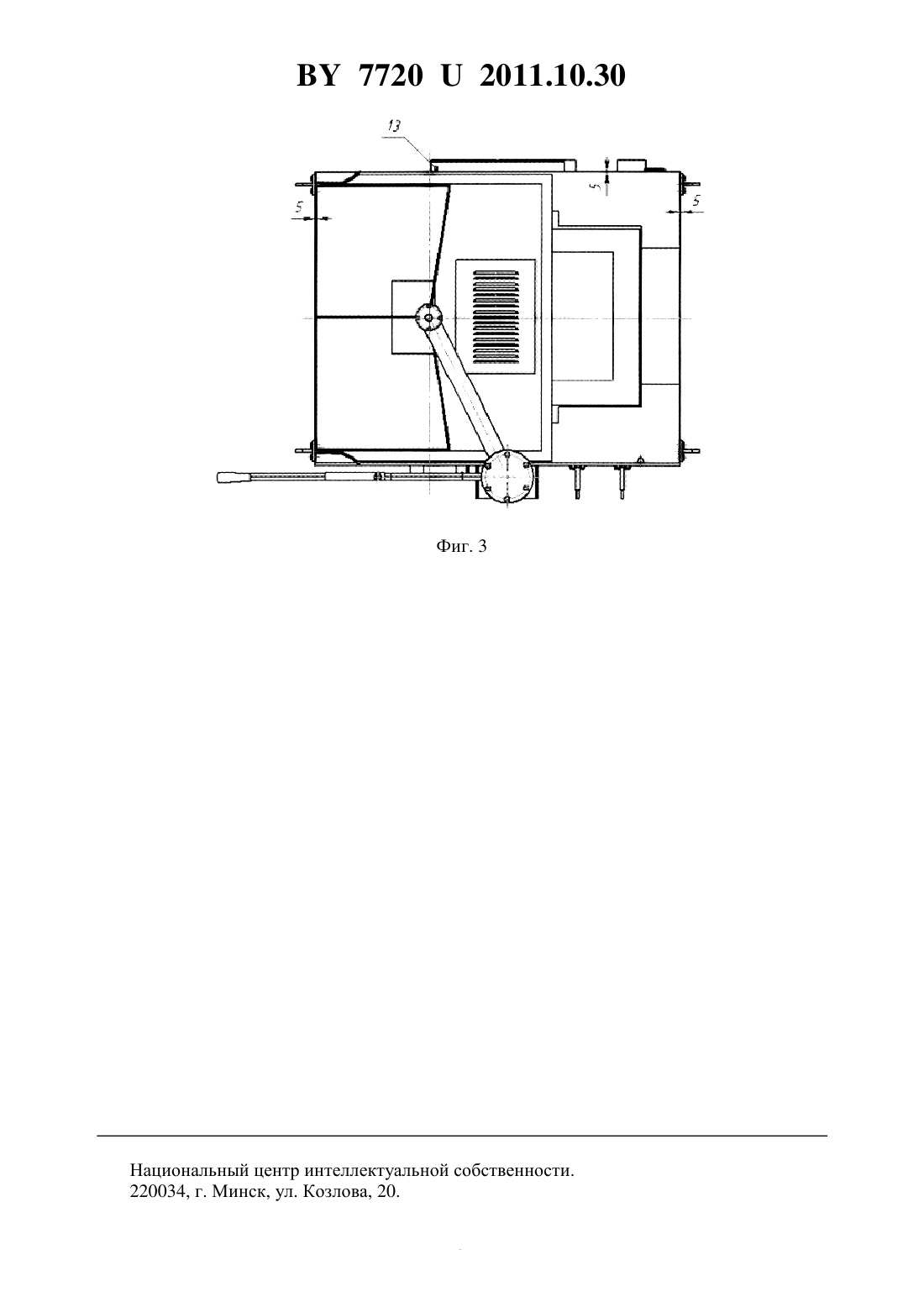
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ПЕЧЬ ДЛЯ ХРАНЕНИЯ И ВЫДАЧИ РАСПЛАВА(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Волочко Александр Тихонович Волосюк Василий Васильевич Жукова Анна Анатольевна Овчинников Владимир Васильевич Волков Владимир Иванович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Печь для хранения и выдачи расплава, состоящая из ванны с кожухом и крышки с нагревательными элементами, отличающаяся тем, что ванна содержит перегородку, установленную от пода печи на высоте, равной 0,2-0,6 высоты ванны, а крышка снабжена механизмом горизонтального перемещения на 0,2-0,6 площади отсека хранения расплава.(56) 1. Волочко А.Т. Переработка и использование алюминиевых отходов в производстве порошков, паст, композиционных и керамических материалов. - Мн. Бел. наука, 2006. С. 272-275. 2. Патент РБ 3019. Печь плавильная сопротивления ванного типа отражательная,МПК 04 35/66 /заявки и 20060189, заявл. 27.03.2006, опубл. 01.06.2006 / Патентообладатели Голод Н.Ф., Волосюк В.В., Разумович В.А., Данилович В.П., Груздев П.И. 77202011.10.30 Полезная модель относится к металлургической промышленности, в частности к устройствам для плавления, хранения и выдачи расплава. Данная модель может быть использована для изготовления раздаточных печей нагрева алюминиевого расплава. Известна тигельная раздаточная печь для цветных металлов, состоящая из кожуха печи, нагревательного элемента и чугунного тигля. Недостатками, которые связаны с конструкцией таких печей, являются большой расход электроэнергии (на 200-350 кг алюминиевого расплава затрачивается 30-35 кВт/ч), а также насыщение алюминиевого расплава железом с чугунного тигля. Срок службы таких печей при двухсменной работе составляет 15-20 дней, нагревательный элемент при такой конструкции (электрическая спираль сопротивления) устанавливают снаружи тигля 1. Наиболее близкой по технической сущности к предлагаемой полезной модели является печь плавильная сопротивления ванного типа отражательная 2, содержащая металлический корпус с крышей, зафутерованные многослойной теплоизоляцией, образующие рабочую камеру с установленными в ней нагревательными элементами, в нижней части рабочей камеры расположена ванна для расплава, внутренняя поверхность которой зафутерована кирпичом. Для доступа в рабочую камеру печь снабжена подвесной заслонкой на передней стенке корпуса. Недостатком такой печи является то, что расположение окна для забора металла на передней стенке корпуса печи сопряжено с негативными последствиями излучения от нагревательных элементов и расплава на рабочего (литейщика), что регламентировано санитарными нормами. Кроме того, при такой конструкции печи часть электроэнергии безвозвратно теряется в окружающую среду, что повышает энергопотребление, и, наконец, современное металлургическое производство требует перед заливкой расплава в форму проведение рафинирующей и модифицирующей обработок при помощи специальных устройств. Например, устройства для продувки расплава инертным газом с одновременным вводом порошковых инокуляторов. Для конструкции, изложенной в прототипе, рафинирующая и модифицирующая обработки не представляются возможными. Данная конструкция не позволяет осуществлять заливку металла, приготовленного заранее в более емких (до 6 и более тонн) индукционных печах. Для печи, предложенной как прототип, в качестве сырья используется, главным образом, кусковой металл, который расплавляется и по мере необходимости подается в литейную форму. Задачей предлагаемой полезной модели является снижение энергопотребления и обеспечение безопасности эксплуатации печи. Поставленная задача решается тем, что печь для хранения и выдачи расплава состоит из ванны с кожухом и крышки с нагревательными элементами, а ванна содержит перегородку, установленную от пода печи на высоте, равной 0,2-0,6 высоты ванны, а крышка снабжена механизмом горизонтального перемещения на 0,2-0,6 площади отсека хранения расплава. Данная конструкция печи позволяет проводить заливку металла, рафинирование и модифицирование сплава. Для этого в конструкции предусмотрено открывание крышки с нагревателями в горизонтальном положении с двумя фиксированными положениями. Первое положение служит для загрузки металла, в том числе расплава, который может подаваться по монорельсу из тележки от индукционных печей. Ее фиксированное положение 0,2-0,6 площади камеры хранения, с одной стороны, продиктовано технологичностью заливки расплава из монорельсовой тележки и, с другой стороны, максимально возможным сохранением тепла при открывании крышки и предостережением футеровки от термоударов, что может нарушить ее целостность. Второе положение крышки печи с полным выводом ее за пределы ванны позволит проводить внеплановый ремонт при замене нагревателей, восстановление футеровки. Расположение окна для выгрузки расплава над отсеком выдачи обеспечивает санитарные нормы безопасности эксплуатации и снижает энергопотребление печи. 2 77202011.10.30 Более существенно повышает эффективность работы печи перегородка, разделяющая ванну на отсек хранения и отсек выдачи расплава. Наряду с экономией тепла за счет снижения радиационной составляющей теплопотерь от излучения такая конструкция позволяет повысить качество металла и за счет удаления шлаков непосредственно в камере хранения. Заявляемое расстояние, на котором устанавливается перегородка 0,2-0,6 высоты ванны, определяется, с одной стороны, быстрым зарастанием отверстия перетекания расплава шлаками и продуктами взаимодействия расплава с футеровкой (менее 0,2 высоты),и, с другой стороны, при высоте перегородки более 0,6 повышается энергопотребление печи, что наиболее заметно при выборке расплава более половины ванны печи. Сущность заявляемой полезной модели поясняется фигурами (фиг. 1, 2, 3). На фиг. 1 показан вид сбоку в разрезе печи хранения и выдачи расплава. На фиг. 2 представлен вид сбоку печи. На фиг. 3 представлен вид сверху печи. Печь представляет собой металлический кожух 1, зафутерованный огнеупорными 2 и теплоизоляционными материалами 3. Ванна печи имеет перегородку 4, выполненную из термостойкого огнеупорного материала, разделяющую ванну на отсек хранения 5 и отсек выдачи расплава 6 (фиг. 1). Крышка печи 7 с расположенным в ней нагревателем 8 также зафутерована теплоизоляционным материалом 3. Конструкция печи предусматривает и устанавливаемую по мере необходимости заслонку 9 над отсеком хранения (фиг. 2). Для заливки металла крышка печи 7 с нагревателями 8 с помощью механизма подъема 10 поднимается над камерой хранения ванны печи и сдвигается в сторону камеры выдачи расплава. Заслонка печи 9 в это время снята. Механизм подъема по мере необходимости позволяет крышке печи 7 после нажатия на рычаг 11 совершать не только возвратнопоступательное движение до упора 12, но и по направляющей 13 после снятия упора 12 совершать вращательное движение, уводя крышку за пределы ванны (фиг. 3). Испытания печи заявляемой конструкции прошли в цехе литья алюминия ОАО Минский моторный завод. Печь работает следующим образом. Разогрев холодной печи до рабочей температуры осуществляется по заданному графику скорости подъема температуры, который осуществляется терморегулятором и датчиком температуры. Расплав, предварительно подготовленный и разогретый до необходимой температуры в индукционной печи, по монорельсу в тележке доставляется к печи хранения и выдачи,порционно заливается в открытый отсек хранения ванны. Для этого крышка после прогрева печи сдвигается до упора на расстояние 0,2-0,6 площади отсека хранения расплава(табл. 1). После заливки расплава крышка возвращается в исходное положение и металл перетекает через перегородку, установленную на высоте 0,2-0,6 высоты ванны, в отсек выдачи и затем порционно выбирается для подачи в литейную форму (табл. 2). Таблица 1 Энергопотребление печи в зависимости от расстояния горизонтального перемещения крышки при заливке металла от площади отсека хранения Расстояние горизонтального переме- Энергопо п/п щения крышки при заливке металла требление,Примечание от площади отсека хранения кВт/ч Сложно осуществить заливку 1 0,1 10 металла из ковша 2 0,2 10 3 0,3 11 4 0,6 14 Требуется дополнительное время разогрева металла 5 0,7 16 перед заливкой. Невысокая стойкость футеровки печи 3 77202011.10.30 Таблица 2 Энергопотребление печи в зависимости от высоты установки перегородки над подом ванны печи Высота установки Энергопотребление, п/п перегородки над Примечание кВт/ч подом ванны печи Происходит зашлаковывание отвер 1 0,1 11 стия для перетекания металла 2 0,2 11 3 0,3 12 4 0,6 13 Не представляется возможным под 5 0,7 15 держание температуры расплава в заданном интервале При необходимости замены нагревателей или восстановления футеровки печи, а также при обработке расплава инертными газами, введении инокуляторов снимается упор и крышка может полностью сдвигаться за пределы ванны. Результаты испытаний показали, что при емкости печи 300-400 кг металла расход электроэнергии составляет 10-12 кВт/час, что в 1,5-2 раза меньше, чем при эксплуатации печей плавильных сопротивления ванного типа отражательных (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: F27B 14/00
Метки: хранения, печь, расплава, выдачи
Код ссылки
<a href="https://by.patents.su/5-u7720-pech-dlya-hraneniya-i-vydachi-rasplava.html" rel="bookmark" title="База патентов Беларуси">Печь для хранения и выдачи расплава</a>
Печь для хранения и выдачи расплава
Номер патента: U 5018
Опубликовано: 28.02.2009
Авторы: Садоха Мечислав Антонович, Волков Владимир Иванович, Астапчик Станислав Александрович, Мельников Алексей Петрович, Волочко Александр Тихонович, Овчинников Владимир Васильевич
МПК: F27B 14/00
Метки: выдачи, хранения, расплава, печь
Текст:
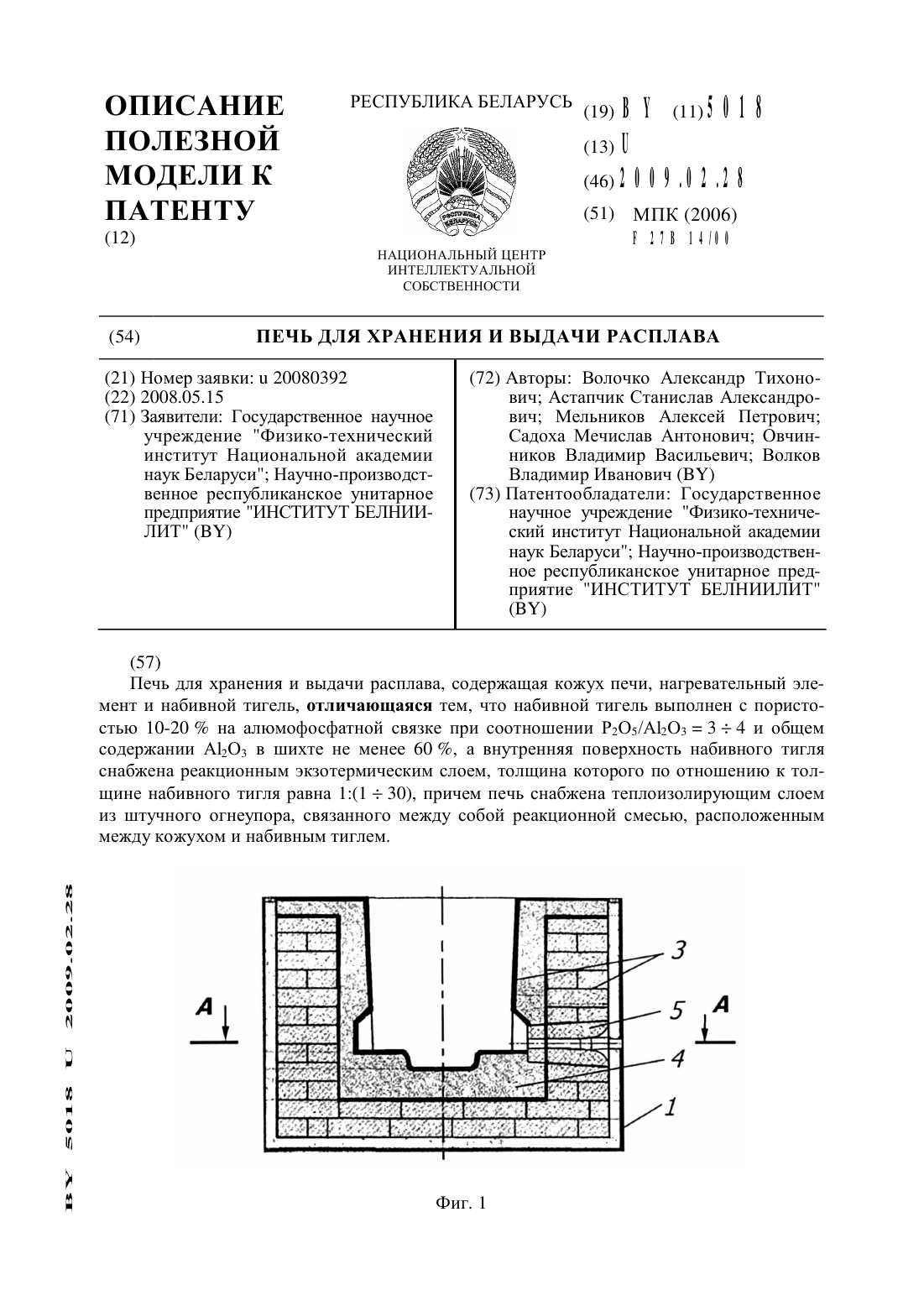
...предел пористости 10 обусловлен, с одной стороны, резким снижением термостойкости (таблица), с другой стороны, получение набивного тигля меньшей пористости виброуплотнением шихты не представляется возможным.Верхний предел пористости 20 обусловлен недостаточной механической прочностью материала. При сборке печи, установке нагревателей, а также работе печи в результате соприкосновения заливочного Инструмента возможно разрушение печи,...
Контейнер для хранения и выдачи препарата (варианты)
Номер патента: U 2185
Опубликовано: 30.09.2005
Автор: Полянский Владимир Васильевич
МПК: A61M 35/00, A45D 34/04
Метки: препарата, варианты, хранения, контейнер, выдачи
Текст:
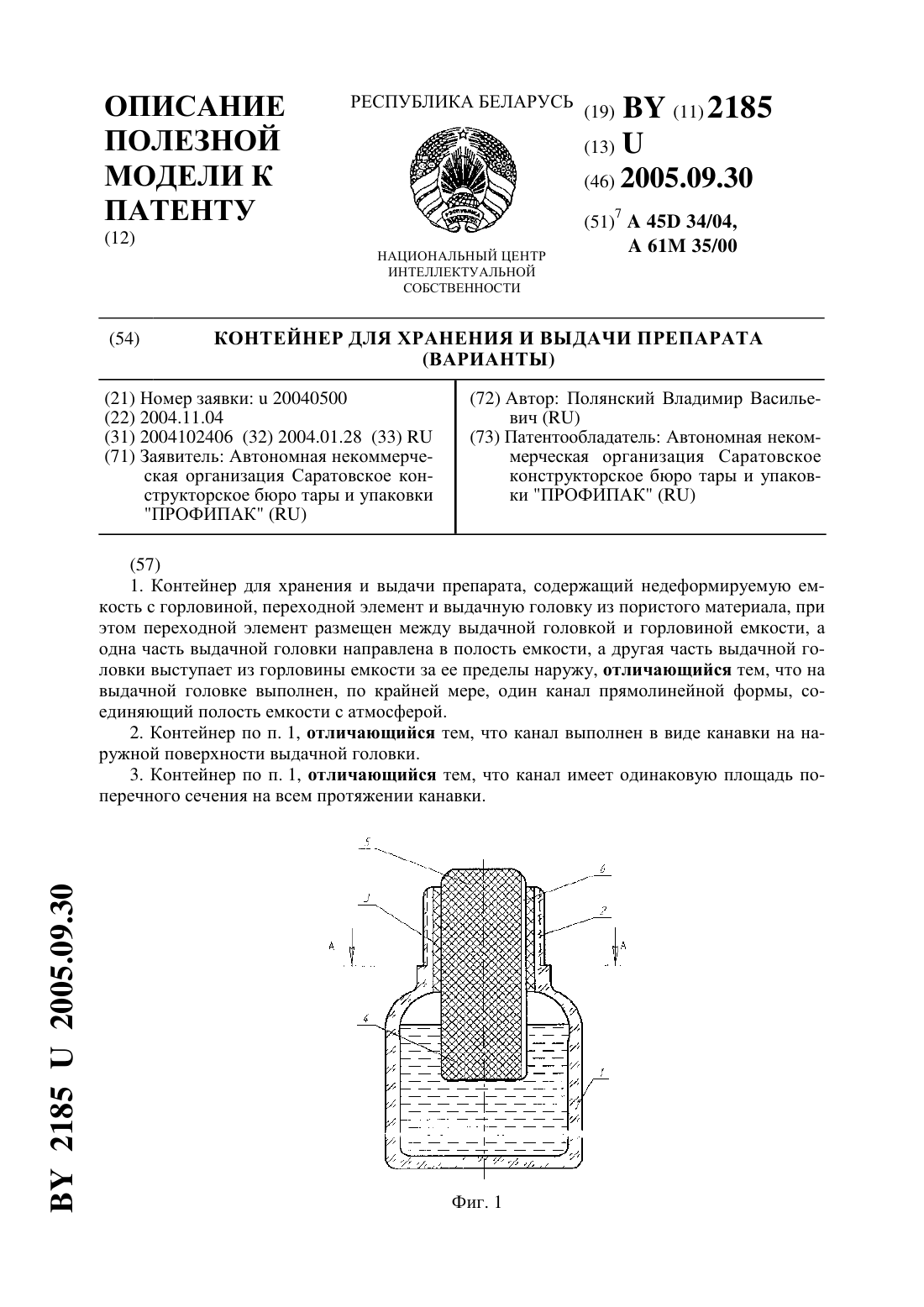
...площадь поперечного сечения на всем протяжении канавки. Кроме того, канал может быть выполнен в виде сообщающихся между собой вертикальных и горизонтальных отверстий одинаковой площади поперечного сечения или различной площади поперечного сечения на всем протяжении отверстий. Поставленная задача достигается также тем, что в контейнере для хранения и выдачи препарата по пятому варианту, содержащем недеформируемую емкость с горловиной,...
Контейнер для хранения и выдачи препарата (варианты)
Номер патента: U 2186
Опубликовано: 30.09.2005
Автор: Полянский Владимир Васильевич
МПК: A45D 34/04, A61M 35/00
Метки: контейнер, варианты, выдачи, хранения, препарата
Текст:
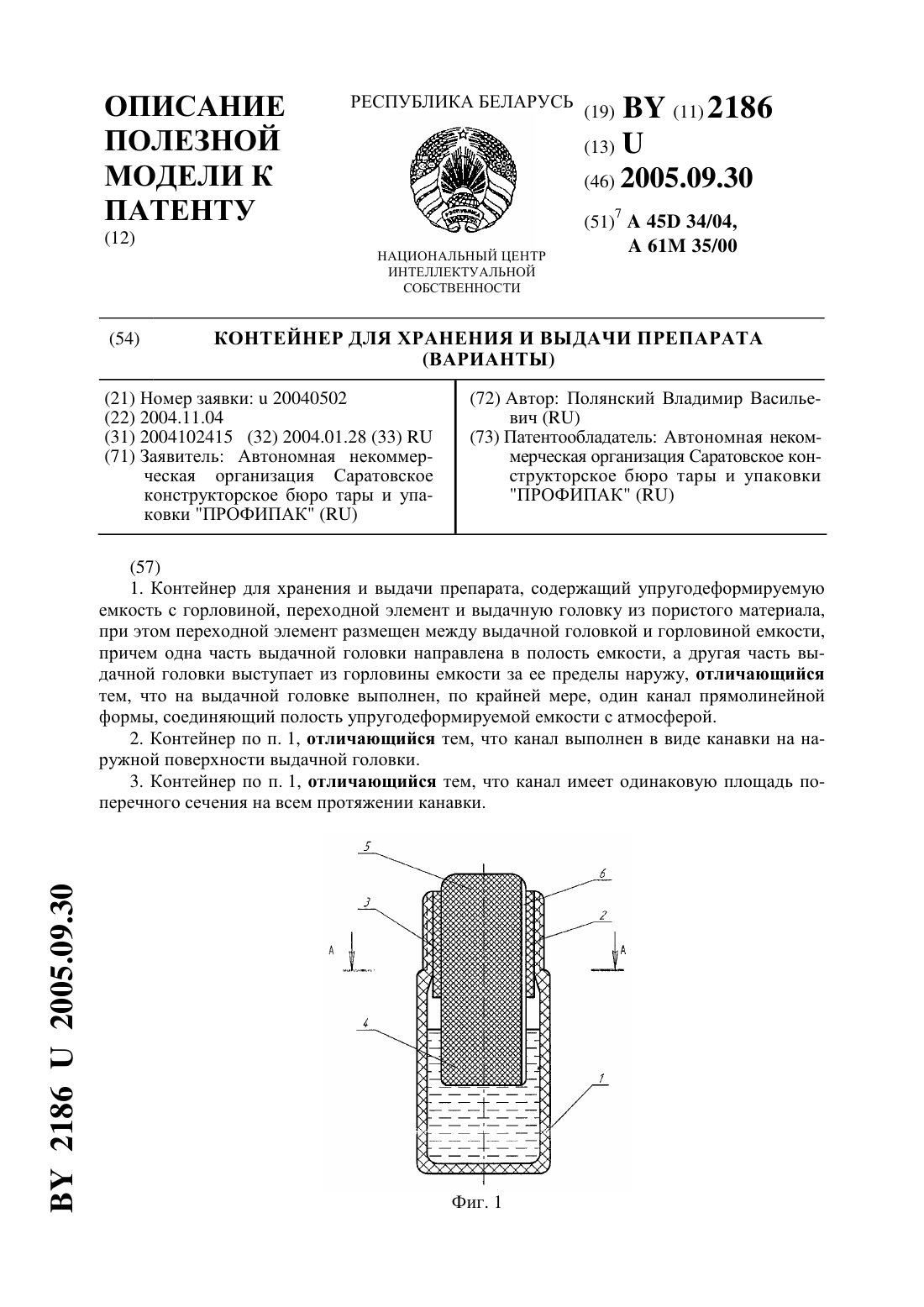
...и выдачи препарата, содержащем упругодеформируемую емкость с горловиной, переходной элемент и выдачную головку, при этом переходной элемент размещен между выдачной головкой и горловиной емкости, а одна часть выдачной головки направлена в полость емкости, а другая часть выдачной головки выступает из горловины емкости за ее пределы наружу, согласно полезной модели, на переходном элементе выполнен, по крайней мере, один канал ступенчатой...
Устройство для хранения и выдачи жидкого препарата (варианты)

Номер патента: U 1742
Опубликовано: 30.03.2005
Автор: Полянский Владимир Васильевич
МПК: B65D 47/18
Метки: жидкого, варианты, хранения, препарата, устройство, выдачи
Текст:
...элемента, вид сверху на фиг. 31 - переходной элемент, общий вид, продольный разрез на фиг. 32 - переходной элемент, вид снизу на фиг. 33-38 изображены примеры выполнения установки переходного элемента в емкости на фиг. 39-41 изображены примеры работы устройства по первому и второму вариантам. По первому варианту позиции на чертежах обозначают следующее 1 - емкость 2 горловина емкости 1 3 - часть стержня, направленная в полость емкости...
Дуговая сталеплавильная печь
Номер патента: U 2554
Опубликовано: 28.02.2006
Авторы: Маточкин Виктор Аркадьевич, Гуненков Валентин Юрьевич, Андрианов Дмитрий Николаевич, Прохоренко Виктор Николаевич, Андрианов Николай Викторович, Шибченко Виталий Викторович
МПК: C21C 5/52
Метки: печь, дуговая, сталеплавильная
Текст:
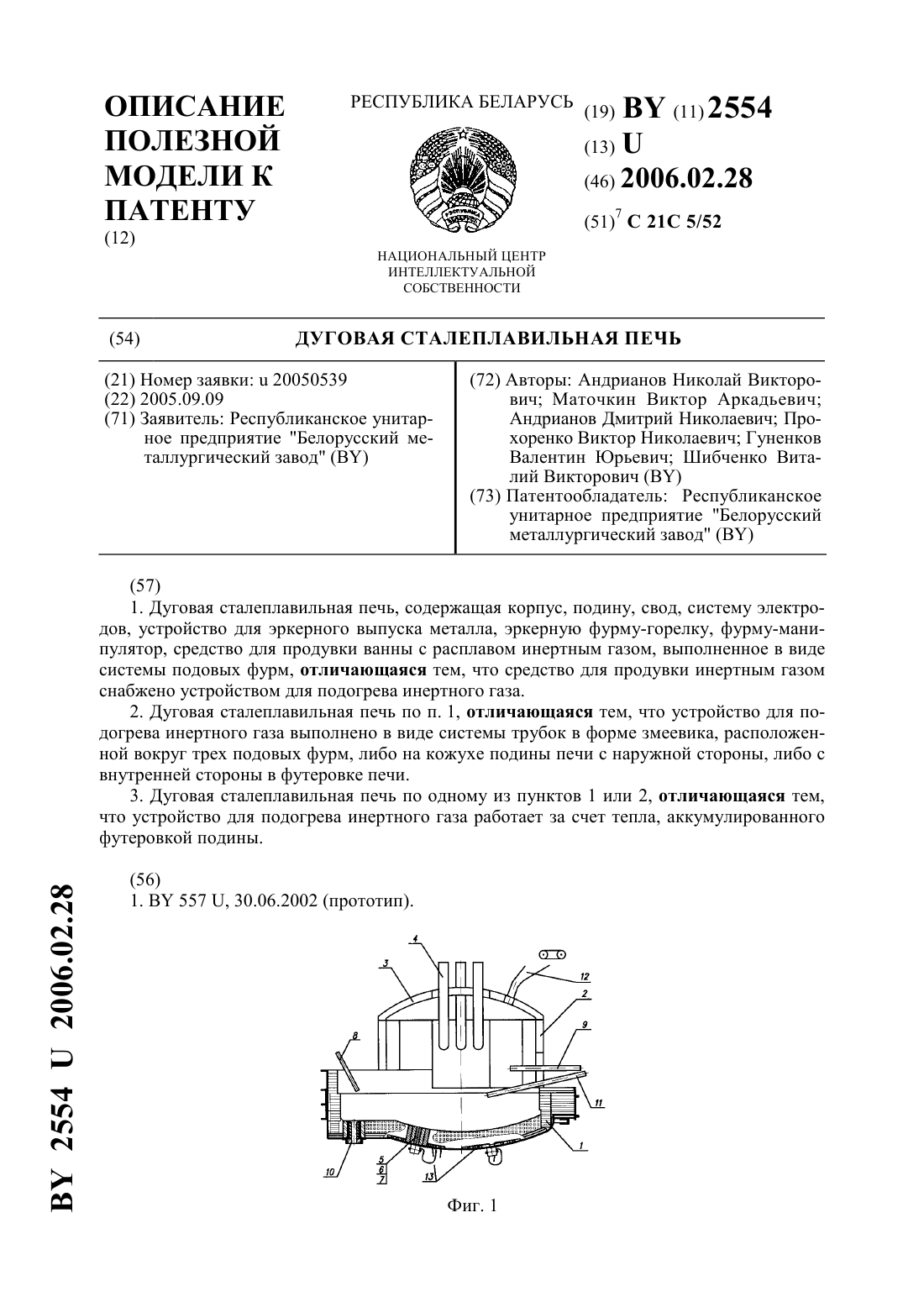
...инертного газа 13, выполнено в виде системы трубок, расположенных на кожухе подины печи в форме змеевика вокруг трех подовых фурм 5, 6, 7. Устройство для подогрева инертного газа может быть расположено с внутренней стороны футеровки печи вокруг трех подовых фурм 5, 6, 7. Оптимальные значения углов расположения фурм 5, 6, 7 при прямой продувке между их осями в интервале 12020 определены экспериментально и заданы в зависимости от конструкции...
Предыдущий патент: Установка для лазерной резки хрупкого неметаллического материала
Следующий патент: Преобразователь Баркгаузена для контроля неоднородности поверхностных свойств изделий
Случайный патент: Управляющее устройство стеклоформующей машины